1. Introduction
Nowadays, the rapid changes of the global economic conditions, demand for a high-quality product at a low price, the requirement for a varied assortment, and that of reducing delivery time have imposed even more constraints on manufacturers to remain competitive. Moreover, customers are becoming more exigent, while production systems are getting more complex and subject to multiple uncertainties [
1]. Therefore, the need to develop new industrial strategies, including maintenance, production, and quality, have become crucial to reduce the costs and satisfy customers’ multiple requirements. Production planning optimization and maintenance strategy have always been a great challenge for industrial companies. The use of a new role of maintenance function to better support value creation, by contributing the economic dimension and considering the environmental and social aspects, are the new trends by Jasiulewicz et al. [
2]. Indeed, they presented a new approach to transform and solve the indicator merge of initial maintenance to a new synthetic index, taking into account the interactions between criteria, in order to measure the maintenance sustainability level and to improve the results of economic, social, and environmental factors of the system of maintenance. However, the product or service quality decreases when the process is affected in terms of time, total cost, and constraints, or influencing the quality of the final product or service of customers. In this paper, we will use the six-sigma method to increase the products and processes quality, thereby guaranteeing products meet customer requirements and ensure economic sustainability. The main objective is to reduce the process variation and the related high deficiency rate by using, for example, the control chart based on the “statistical process control” (SPC) methodology. In this context, the six-sigma method will employ the Define, Measure, Analyze, Improve, and Control (DMAIC) methodologies [
3].
The optimum plans of production and maintenance, including inventory, delivery, delay penalty, and quality, create a ranked decision-making procedure. Production system failure and malfunction are among the causes of non-compliant items and profit loss consequences. Therefore, the combination of statistical process control of quality, maintenance strategy, and optimal production planning will be an unfailing solution that minimizes costs and maximizes production system reliability. In this context, different works in the literature allowed the coordination of two of the fundamental functions: production, maintenance, and quality. It began with the integration of production and maintenance, then production with quality or maintenance with quality, and recently, most comprehensive trends have jointly dealt with all three factors. According to the service level requirement, this work’s uniqueness determines the ideal combination of production, maintenance, and delivery amounts based on the control chart that identify the state of process (stable state or critical state) and the correlation between production and maintenance. Different authors studied various issues of production and maintenance.
Firstly, we start by discussing the literature works of the production and maintenance problem. In this context, Buzacott et al. [
4] were one of the earliest authors to improve production in their paper “Automatic transfer lines with buffer stock”. They considered the problem of integrated production to maintenance policies by analyzing the buffer stocks in improving process productivity. Turki et al. [
5], in their work “Impact of delivery time on optimal production, delivery, and maintenance planning,” decided at the same time the ideal production, delivery, and maintenance accounting delivery time, machine failure, and random demand, in addition to the withdrawal right. Chen [
6] dealt with an unreliable system of production using partial rework processes and imperfect preventive maintenance, thereby determining the optimal economic production period, several controls, the inspection times, and the preventive maintenance interval. Chelbi and Ait-Khadi [
7] advanced the works of Salameh and Ghattas [
8] by considering the option of corrective maintenance at each failure of the manufacturing system between preventive maintenance actions, thereby optimizing the preventive maintenance and the buffer stock. Nahas [
9] developed a stochastic model of an unreliable machine to determine the optimum stock size and preventive maintenance strategy. Recently, Chen et al. [
10] actualized the joint model of production plan and maintenance scheduling under imperfect preventive maintenance, in which they use the immune clonal selection algorithm. Lee [
11], in “A cost/benefit model for investments in inventory and preventive maintenance of an imperfect production system”, developed a cost/benefit model of inventory and preventive maintenance in an unreliable production system considering the delivery time to the customer as a constraint. Dhouib et al. [
12] developed a combined method of production and inventory control based on age type of preventive maintenance policy, and where corrective maintenance actions are made to restore the machine to as good as new state. The work allows to decide the optimum buffer stock size concerning machine age and relating to maintenance. In the work of Holgado et al. [
13], although this study investigates the maintenance management and its impacts on manufacturing operations by relating the economic, environmental, and social benefits of maintenance function to plant operation, alas, the study did not consider the correlation of maintenance with quality. Few works consider the impact of production variation on the system degradation in their maintenance strategy. Among these works, Hajej et al. [
14] found the significant influence of production rate fluctuations between periods on the production maintenance plans and total incurred cost, thus determining the optimal production and preventive maintenance plan considering constraints related to the production system capacity. This present study takes this aspect into account by considering the increasing of the production process deterioration according to both time and use. Recently, under environmental aspects and reliability concerns, Ndhaief et al. [
15] focused on a joint optimization of production and maintenance problem for a manufacturing/remanufacturing system. The proposed system generates harmful emissions and the exceeding of limits imposed by the authorities may risk a penalty. In order to meet the demand and avoid emission excess, they have proposed a compromise between production and maintenance planning by calling on green subcontracting.
Thereafter, we discuss the quality and production/maintenance strategies by presenting the different literature works concerning the integrated maintenance strategy to quality. Radhoui et al. [
16] introduce an integrated preventive maintenance and quality model of an imperfect manufacturing system consisting of the buffer stock size and the rate of non-conforming units as decision variables, for which preventive maintenance (PM) actions must be taken. Other researchers dealt with maintenance and quality. Pandey et al. [
17] worked on a joint optimization approach for production planning, maintenance schedule, and process quality, but did not consider the impacts of inventory control shortages. Lesage and Dehombreux [
18] aimed to identify the shifts in the production process that are subject to maintenance and quality control at failure, dealing with the problem with a simulation approach. Bouslah et al. [
19] developed a combined production, control quality by sampling, and a deteriorating production system with an “Average Outgoing Quality” (AOQL) constraint. Nevertheless, the model assumed specific quality attributes deteriorating according to age. Suliman and Jawad [
20] developed a model for optimizing the production and preventive maintenance action period to reduce the non-conforming items when the process moves to out of control. Bouslah et al. [
21] developed an optimally combined lot-sizing and feedback plan for an imperfect and unreliable system using a sampling plan and correct maintenance at failures to improve quality and advancement. Nourefath et al. [
22] have integrated production, maintenance, and quality concerning a multi-production, multi-period system characterized by increasing hazard rate of deterioration distribution. The outcomes of the works determine the optimum values of production planning and the preventive maintenance interval, where the system is returned to an in-control state after producing non-conforming items. Considering the degradation evolution of the production system, integrated maintenance and quality issues have been dealt with by Hajej et al. [
23], who integrated the model of production, maintenance, and quality. This work examined a randomly deteriorating manufacturing system that should satisfy stochastic demand under a given service level, by proposing a new integrated maintenance strategy to quality based on dynamic inspection of quality.
As displayed in the existing research works about the production, maintenance, and quality, we can observe the absence of an analytic study for the production, maintenance, and quality correlation and the source of this non-quality to suitably use the maintenance strategy. Hence, the present research work proposes an original vision combining the three functions. Since most of the real production process is characterized by forecasting properties, such as forecasting demand, inventory, and service level, the significance of this study shows a good correlation between these three functions. So, a new analytical correlation model is proposed by considering that the evolution of machine degradation impacted by both production and time is the source of the non-quality.
Despite the significance of the quality aspect in the works mentioned before, there is a lack of the consideration of the techniques of the quality control inspection integrated with production and maintenance policies, such as six-sigma and control charts.
Concerning the joint production, maintenance, and six-sigma methodology, Salmasnia et al. [
24] developed a joint model of production, maintenance policy, and control chart by considering various assignable causes. Antosz and Stadnicka [
25] use the six-sigma methodology to collect and analyze data concerning the maintenance process and waste identification element of the lean concept but limited to the maintenance service improvements. The joint integration of production, maintenance, and quality was conducted by Ben-Daya and Rahim [
26]. They presented joint maintenance and the economic approach of x-control chart for a deteriorating process, where the in-control state is characterized by probability distribution. They proposed a preventive maintenance strategy to reduce the out-of-control state considering the increasing hazard rate and to illustrate the impact of maintenance level on the costs of quality control. Its extension by Zang and Zang [
27] suggested a maintenance and reliability structure for a two-state process optimizing decision variable of a manufacturing system to determine discrete times of preventive maintenance activities. Recently, Bahria et al. [
28] have developed an integrated method for joint production, quality, and maintenance control for batch production systems subject to degradation. They proposed a preventive and corrective maintenance strategy depending on the control of lots of produced quality performed by using a control chart and minimizing the total setup, inventory, maintenance, and quality cost.
Presently, products and processes are becoming more complex, with numerous possible assignable causes, and require more improved quality checks and multiple inspections. Cheng et al. [
29] carried out work on integrating production, quality, and condition-based maintenance for the unreliable manufacturing system. They consider production with lot sizing and quality control done by entirely utilizing the strategy of inspection to obtain the defective proportion. Recently, Abubakar et al. [
30] integrated a production, maintenance, and control chart of a supply chain system considering a quality constraint, with a conjugated production, delivery, and maintenance optimization to minimize total cost.
Advance control chart is a means of “statistical process control (SPC) “using pattern recognition. Zan et al. [
31] used the patterns of the control chart corresponding to the manufacturing process’ specific factors to improve the “control chart pattern recognition” (CCPR) accuracy. A perfect and automatic CCPR is designed with various complex features, increasing the statistical process control.
Some methodologies coordinating the process statistical control and stock issues generally pointed toward a control chart planning boundary to limit stock and quality costs and without considering the different issues that can impact the process stability as well as the products’ quality. Consequently, the integrated maintenance strategy to SPC (statistical process control) based on the increasing failure rate with time and the machine’s use is rarely considered in the literature.
Unlike the numerous literary works, the present study deals with an original and realistic idea integrating four functions: production, delivery, maintenance, and quality. These four factors treated simultaneously contributed enormously to the computational complexity of the addressed decision problem. Firstly, we start with the relationship between production and quality, where some literary works in this area are limited presently due to not considering the maintenance strategies. Hence, the present work proposes a new vision integrating the four issues: production, delivery, maintenance, and quality, considering several constraints, since most of the existing manufacturing systems are characterized by stochastic demand, inventory, delivery, and service level. Hence the significance of this study, which shows a considerable correlation for these three concerns integrating a statistical process control approach that helps to obtain economical and dynamic maintenance planning.
Otherwise, the bulk of literature works concerning production and maintenance integrated strategy considered the deterioration depending only on time, without taking the variation of the production and its impact on the degradation into consideration. Hence, our study presented that the degradation level of the manufacturing system is impacted by the production rate variation, and it is used over time simultaneously. An analytical relation of the relationship between the production and the failure level is presented in this study. Our analytical relation is a novelty in the literature, which demonstrated the progression of process failure rate with its use, regarding the process reliability continuity from one production period to another. The present study’s originality is the analytic study and development to improve the application of an industrial practical case, characterized by the effect of the production variation on the process deterioration under stochastic environments, which is a novelty in the literature. Unlike other studies considering constant production rates, our proposed model discussed them differently, for example, from “hedging point policy” that is necessary to decide the optimal age of preventive maintenance action and the optimum level of the safety stock based on a production cadence varying between zero and demand, that considered constant, or the maximum production rate. This study treated the company quality influence issues on the decision-making by considering the analytical relation considering the impact of the failure rate, which is also influenced by the variation of production rates, on the average number of failures as well as on the maintenance and quality strategies and by integrating a statistical control process tool.
Therefore, the established information gaps following relevant contributions in the current and relevant literature are that so many basic impacts of maintenance contribution towards a reliable, quality, and cost-effective production system remain unexplored, which is why we investigated the multiple correlations of maintenance strategy integrated with production planning, inventory management, and statistical quality control. The present paper coordinates all the aspects (production policy, maintenance strategy, and quality control) joined into the same model, which aimed at minimizing the total cost of the production process under service and quality constraints. The integration of the three functions with a statistical process control tool such as a control chart has an objective to improve the maintenance strategy in order to obtain maintenance planning that is more economic and more precise. The expected total cost consists of production, inventory holding, delivery, delay, maintenance, sampling, and non-quality costs. The inventory system, consisting of several warehouses extended from the principal store, allows satisfying the random customer demand at an economic production rate about maintenance and quality costs’ minimization. This paper aimed to determine the economic production planning, optimum delivery planning for various warehouses considering the cost/time of delivery, the delay penalty even at a random demand, and the optimal maintenance and quality strategy. A mathematical model will help to find the decision variables, which will optimize the objective function.
The rest of this paper is organized as follows:
Section 2 presents the production, maintenance, quality problem description, and the control chart parameters.
Section 3 develops, firstly, the mathematical expression of production and delivery strategies considering the impact of the delivery time on the production and delivery plans, and secondly, the total maintenance cost, and then total quality cost. The effectiveness of the solution is shown using a numerical example in
Section 4. Finally, the conclusion is presented in
Section 5.
2. Production, Maintenance, and Quality Problem
To minimize the total cost, this work contributes to an appropriate maintenance to production strategy involving the planning of optimal production and delivery quantities and quality level requirements using statistical process control mechanisms of a control chart of averages (X-bar chat tool). The idea is to control the quality and breakdowns/machine failure rate by developing a new integrated maintenance to production and quality strategy by optimizing production and maintenance, considering the implications of production, stock, quality, and maintenance.
2.1. Notations
The notations used in the model formulation are:
| : Production rate of processes during period |
| : Inventory level at the end of period |
| S | : Principal store |
| : Inventory level of each warehouse at the end of period |
| : Delivery time for each warehouse |
| : Delivery rate during period for each warehouse |
| : Total warehouses number |
| : Production interval/period length |
| : Average demand during period |
| : Demand variance over each period |
| : Total number of periods in the production horizon |
| : Finite planning horizon |
| : Delivery vehicle capacity |
| : Unit cost of production |
| : Unit inventory cost of one unit during each period k: principal store (manufacturing stock) |
| : Unit inventory cost of one unit during each period k for each warehouse |
| : Shortage cost of one unit during each period k |
| : Unit delivery cost |
| : Order preparation cost |
| : Total maintenance cost |
| : Unit cost of preventive maintenance activity |
| : Unit cost of corrective maintenance activity |
| : Maximal rate of production |
| : Minimal rate of production |
| : Service level value corresponding to the satisfaction of each customer i |
| : Samples’ average number to identify the ‘out-of-control’ state. |
| : Sampling interval |
| j | : The shift magnitude to the critical state “out-of-control” compared to centerline |
| : Number of assignable causes |
| : Standard deviations number between the center line and the control limits of control chart |
| : Unit inspection cost |
| : Unit defective cost of one unit |
| : Average cost of quality |
| : First maintenance cost component |
| : Second maintenance cost component |
| : Total maintenance cost |
2.2. Description of the Problem
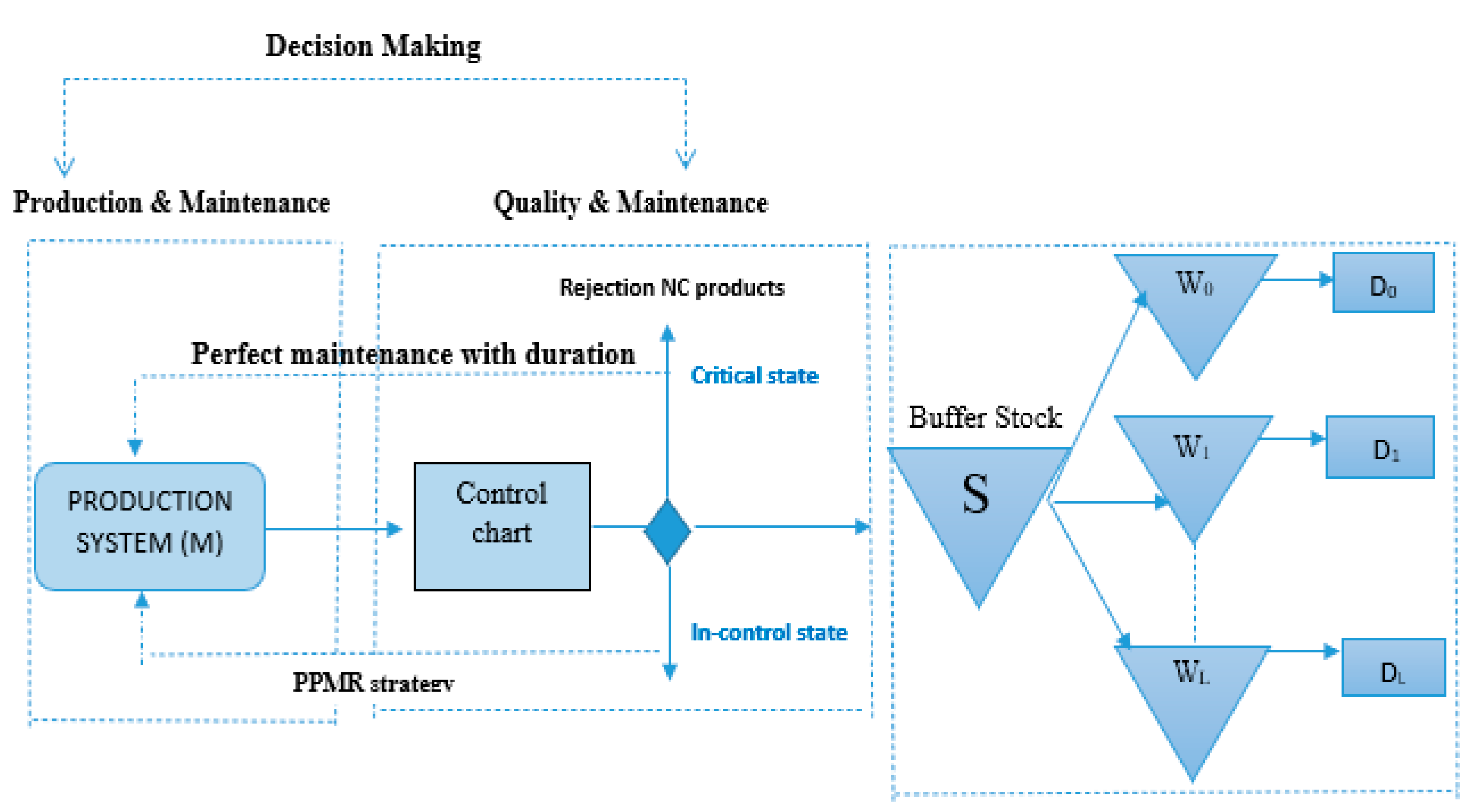
In this study, we present a joint optimization of production, maintenance, and quality control problem. The considered supply chain comprises of a single machine producing only one type of item, which will be stored in a principal store and delivered to multi-purchases warehouses ((
) with a different delivery time,
(
from which the customers receive their demand products. Under a given service level and quality specification limit, each purchase warehouse wants to satisfy numerous random demands over a finite horizon,
(
Figure 1). In the considered supply chain, the manufactured parts are transported from top stock to the warehouses (
) by a conveyance with capacity
. The machine of process is subject to random failures and repairs. The deterioration of the process machine is impacted both by time and production cadences.
Consequently, the production process’ capability and reliability are affected by the production rate,, which causes the production of non-conforming units. Failure rate of process machine, increases with both time and use, and concerning the quality control, we supposed that the process machine is inspected and controlled every time unit during the production interval, by a quantifiable quality statistic, with sizes for the sample at each inspection, . Assume that the specific statistical measures (average and standard deviation) for each sampling must all be between the “upper specification limit” (USL) and the “lower specification limit” (LSL). The results of each measurement are recorded in a measurement card with a first species risk. This type of quality control requires that the samples follow the Gaussian distribution, and assumes that the production process is stable if the Gaussian law, is constant with a mean, 0, and standard deviation, 0, which are known or well estimated. When all statistics are within control limits, the process is considered under control, since the average sample of the quality indicator measurements is at its target value between the “lower control limit” (LCL) and the “upper control limit” (UCL).
On the other hand, several factors can influence the stability of processes that come from several causes, such as measurements, materials, personnel, environment, methods, and machines, which can be studied using Ishikawa diagrams. In this study, we are interested in the influence of the machine’s degradation on the stability of the process. To reduce the chances of being out of control and the stability/capability of the production process resulting from degradation and the failure rate, a maintenance policy characterized by a preventive maintenance activity with minimal repair (PMMR) is performed through the finite production horizon.
Perfect preventive maintenance activities are periodically scheduled at
(
and
are integer numbers) with
is the production period length, and at each failure between two successive preventive maintenance activities, a corrective maintenance with minimal repair is performed. Therefore, we consider two scenarios as follows (
Figure 2).
Scenario 1: This scenario is adopted when the process is “under control” or under a “stable” state. We apply the PMMR planning with negligible duration for each performed preventive and corrective maintenance action in this situation.
Scenario 2: This scenario is adopted when the process is “out of control” between
and
sampling. The out of control occurs following an assignable cause, affecting the product quality due to machine degradation. Consequently, the indicator measurements of the sample are situated outside the control limits or the mean value changes. In this configuration, the production process is suspended by doing a perfect maintenance activity to restore the machine to as good as a new state until the end of the production period (non-negligible). According to the cumulative failure rate, a new periodical preventive maintenance planning (PMMR) starts again from the end of this period (
Figure 3).
To sum up, our objective is to determine the optimum production, delivery, and maintenance strategy with the optimal parameters related to the control chart. To achieve these goals, we minimize the total cost of inventory at different stores, the manufacturing, and delivery, and at the same time, the costs related with quality and maintenance strategy.
2.3. Control Chart Parameters
Unlike the usual economic production models, simplifying the manufacturing process for improvement involves non-influence of the production rate of the machine to its deterioration conditions and limits their costs analysis only based on inventory issues, and decisions can be made based on ordering and storage costs. In the actual manufacturing process, the production system often starts in the “in-control” state operation and may shift to an “out-of-control” state due to many factors. An ‘x–bar’ control chart with a mean and standard deviation tool is utilized to supervise the quality characteristics and notify when the production process shifts to an out-of-control situation. The Gaussian distribution is the most useful distribution in statistical quality control for an incurred manufacturing process. The “statistical process control” (SPC) is an element of quality assurance and is considered among the six-sigma method, which aims to satisfy the customer in terms of quality, quantity, and service at the lowest cost. The SPC is a method of monitoring a process to identify specific causes of random variation and signals the need to take corrective actions, when appropriate and based on control charts. The normal law is widely used in statistical control, especially in its reduced centered form. It is used to model the random variation of the process, and before using the control chart, it must verify the normality of the samples used during process control.
The state of the machine can be assessed by measuring the quality indicator of the manufactured product. The evolution of this indicator follows a normal law of mean, and standard deviation, . Every units of time, a sample of size is taken and checked to monitor the evolution of the indicator .
For each sample,
, the average value shown in the control chart is characterized as follows:
Besides, for each sample,
, we define the associated standard deviation given by:
Then, we calculate the mean of the means (central value) and the average of the standard deviations of the indicator
for all m samples:
So, we define the control limits as follows:
Upper control chart limits:
Following an inspection of a sample of size, two scenarios are possible depending on whether the limits of control are exceeded or not.
Scenario 1:
When the process is under control.
If the measurements’ average of the quality indicator is located between the control limits , the production process is considered to be under control, and a maintenance strategy characterized by PMMR maintenance actions is planned. So, the production process continues as normal.
Scenario 2:
When the process is out of control.
If the measurements’ average of the quality indicator is situated outside control limits or , the production process is considered in critical condition. In this case, the process is stopped and a perfect preventive maintenance action with a mean duration is performed.
The probability of each of these two scenarios depends on the preventive maintenance activities number corresponding to the number of assignable causes, , and the optimal number of inspections, m.
Let
be the probability associated with the first scenario:
Let
be the probability associated with the second scenario:
Therefore, the control chart parameters are the number of inspections (m), the size of the sample (), the interval of sampling (in time units) , and the standard deviations number of the sample distribution between the centerline and the limits of the control chart. Therefore, the decision variables associated to the control chart are .
3. Mathematical Formulation of the Problem
This study aims to determine for all periods, , firstly, the economic plan of production, *, to meet the varying customer demand and the optimal delivery quantities, *, to all the warehouses, with service and quality levels. Secondly, according to the obtained production planning, to establish the optimal strategy of maintenance considering the optimum number of preventive maintenance activities, *, and the most appropriate time, *, as well as the optimal parameters of the control chart. These are the number of quality inspection, , the size of sample, , the interval of control, , and the coefficient of control limits, . The prime aim is to minimize the total cost associated with production, inventory/holding, maintenance, and quality, comprising sampling, false alarm, and rejection costs over the finite horizon time, . It is assumed that the production horizon is divided equally into production periods with a length. Furthermore, we assume that demand variation is followed by a normal distribution, with mean and variance .
In this study, to resolve the joint optimization problem, we use a sequential scheme by proposing two sub-models (production, inventory, and delivery model, and maintenance and quality model), which is defined as a successive optimization of two sub-models, with the first sub-model as a constraint to optimize the second. The optimization problem is described by a random parameter of our problem (forecasting demand and production, and stochastic constraint of service level, etc.) and also the dependence of the decision variables.
3.1. Assumptions
The following hypotheses are considered based on some industrial reality and constraints. Concerning the maintenance actions’ duration, in the industrial reality, it is possible to consider that the repair and overhaul duration are negligible in the case where the production horizon as well as the production period are very lengthy. Hence, the duration of repair not does have a big impact on production and customer satisfaction, since the production system can recover the quantity lost during this small period of maintenance. Recall that our proposed strategy maintenance is characterized by a preventive maintenance with minimal repair. The minimal repair is applied for each corrective maintenance at each failure, which does not influence on the evolution of the failure rate, and hence, it does not require an important duration. In addition, this strategy proposes a forecasting maintenance planning characterized by the optimal number of preventive maintenance actions and the intervals between two successive preventive maintenances from which we have an idea to prepare the necessary tools, resources, and technicians to apply the repair and reduce the intervention durations. So, we can consider a negligible duration for each maintenance action in the proposed PMMR.
On the other hand, we consider that a non-negligible duration for each action of perfect maintenance corresponds to each point of out of control due to assignable causes. The out-of-control points, which can alert at any moment in the process, therefore require a long duration to seek the origins of these assignable causes.
The following hypotheses are considered:
The random customer demand follows the normal law and every request unsatisfied in a period causes a delay penalty.
Each delivery time, , from to each warehouse, , is constant and is a multiple of .
The maximal and minimal rates of production, respectively and are known and constant.
The durations of repair and preventive replacement are negligible for the maintenance strategy performed when the production process is under control.
The average time of perfect preventive maintenance performed for each detected assignable cause is *, and a new maintenance cycle is started after this perfect maintenance.
The defective products are not inserted into the production process.
Defective product is due to the degradation process of the machine.
All unit costs are constant and known.
All resources to carry out maintenance actions are always available.
The preventive maintenance activities are perfect and restore the equipment to “as good as new” condition.
3.2. Production, Inventory, and Delivery Costs Formulation
Our goal is to simultaneously establish the optimum rates of production, the optimal delivery quantities, and the optimal maintenance plan corresponding to the quality control chart’s optimal parameters, which minimizes the total average cost. The total expected cost includes the production cost, the inventory cost, the delay penalties, the quality cost, and the maintenance cost.
The production cost at period
k:
Similarly, as in the case of shortages/delay, some products hold costs for the main stock, hence the need to carefully plan the inventory management system optimally in order to minimize the total cost.
The inventory level balance equation characterizes the progress of the principal inventory for periods
which is defined by:
ZS(
k) is the area created by the evolution of the inventory level at period
:
Consequently, the holding cost is expressed by:
where
= the unit cost of holding inventory.
The parts amount entering each warehouse,
wi, at period
k is the amount left,
S, at period
.
. The latter indicates the number of periods that the transferred products take between
and
. Hence, the inventory level of each warehouse,
wi, at period
k is defined by:
is the zone created by the evolution of inventory level at period The level of inventory of each at period k equals the inventory level of at period plus the number of products at (i.e., ) minus the demand at period i.e., (k). The created zone is given as follows:
For all warehouses, the expression of the cost inventory is given by:
Consequently,
Consisting of the inventory holding cost at the manufacturing store (
), and all the costs of inventories from the multi-warehouses (
, {I = 1, …L}), expressed as follows:
The delivery cost to all warehouses at period
k is:
It is necessary to produce the right quantity of products as there are delay penalties. Whether a situation of delay followed at the end of period
causes a shortage recovered at the following period
is shown in
Figure 4.
The penalties are defined according to the duration needed,
dw(.), to produce the lost quantity at the end of each period. They are given by:
So, the optimization model is composed of an objective function that presents the minimization of the total inventory, delivery, and production cost,
CT, on the finite horizon,
H·Δ
t, defined as follows:
Under several constraints, such as:
For each warehouse, the service level constraint at each period
k is expressed by the following probabilistic constraint. For (
k = 1, …,
H −1) and (
i = 1, …,
L):
The lower and upper bounds on the production level are defined by the following constraint at each period
k:
3.3. The Effectiveness of the Control Chart and the Average Restoration Maintenance Cycle
A control chart’s effectiveness can be measured by studying the risk of not detecting a change when using a sample of size
n. The efficiency of the chart is inversely proportional to the probability. Assume that at some point there is an adjustment that only affects the average. After the adjustment, the new value of the central tendency of the production process is:
where Δ is the amplitude of the adjustment. Considering that the adjustment is positive, we have:
.
Assume that
β1 is the probability that the point
falls within the limits of control, i.e.,
β is the non-detection probability of the adjustment Δ with a single sample taken after the adjustment. So,
β is the non-detection probability of the critical state. Therefore, the quality indicator average does not exceed the limits of control
as long as the production process is in the critical state and perfect preventive maintenance action with duration is necessary.
After adjustment, the law of the quality characteristic followed is:
The sample mean then has for law:
By expressing the adjustment as a function of the standard deviation of
,
With : the magnitude of the move to the “out of control” for assignable cause with .
The Equation (22) is written as:
Hence:
with
F: reduced centered normal distribution function.
Consequently, the average operational period
AOP1 describes the average number of consecutive samples leading to detect the first out of order (critical state). It is defined, for each
j, as follows:
The average restoration of maintenance cycle duration after perfect preventive maintenance due to the shift to the critical state
with
is given by:
3.4. Total Cost of Maintenance
A comprehensive maintenance strategy is to ensure both the cost-efficiency and the reliability of the production process. The total maintenance cost consists of the preventive and corrective maintenance cost components of maintenance (1)
and maintenance (2)
, corresponding to the two scenarios (1 and 2) that are bound to happen in the production process (
Figure 5).
Maintenance planning will minimize costs related to preventive and corrective maintenance. This work’s maintenance strategy is preventive maintenance activities with minimal repair (PMMR) in the “in-control” state of the process, scheduled on the finite horizon . The production horizon is equally divided into parts of duration . The preventive action is performed at each in which the machine state is restored to as good as new. However, between two preventive activities, corrective maintenance is carried out with minimal repair.
Besides, when the process is in the “in-control” state, it is assumed that the repair and replacement durations are negligible. The maintenance plan is established based on the optimal production and delivery plan, which reduces the failure rate and maintenance costs by meeting the customer requirements.
The proposed maintenance policy is characterized by the optimum number,
N*, of preventive maintenance activities and the best adequate interval between them is noted as
tp*, which are obtained by minimizing Equation (29):
where
is the average number of failures. It is corresponding to the obtained production planning specified by the vector and the number of preventive maintenance actions. Assuming that the prefect maintenance action is consistently applied at the end of the production period, the average number of failures is given by the following relation:
⌊ ⌋: the integer part, and
where
is the number of assignable causes,
is the number of preventive maintenance activities between two assignable causes,
, and
is the number of preventive maintenance activities between the last assignable cause and the end of the production horizon
.
With
representing the function of failure rate at period
k, as follows:
: nominal function of failure rate (where the process works with maximal production throughout the production horizon ).
3.5. Total Quality Cost
The quality total cost relates to the summation of the false alarms cost, , the sampling cost inspection (), and the rejection of defective items cost ().
3.5.1. False Alarm Cost
The notion of false alarm is introduced when the limits of the card are exceeded, even if the process is under control. In this case, another cost called the false alarm cost is built into the model. The probability
presents the false alarm where the control chart detects a point that exceeds the control limits while the process is under control. So, the central value of the card remains constant,
:
and the probability of achieving a false alarm is provided by:
So, the average number of checks (of successive samples) that you must have before obtaining a false alarm (
AOP2) is given by:
Let
be a discrete random variable indicating the samples’ number as long as the production process is under control.
can take values between 0 and
. So, the probability distribution related with the random variable
S is presented by:
Thus, the average number of samples as long as the production process is under control can be expressed by:
The false alarm cost is expressed by:
3.5.2. Sampling Inspection Cost
The inspection cost is characterized by the total cost of sampling (
Cs), that is:
3.5.3. Cost of Non-Conforming Item
The proportion of defective units at the period when the process is in the out-of-control state is defined by:
6. Conclusions
This paper has proposed an integrated model of production policy, maintenance strategy, and quality control, considering the impact of the production variation and control chart parameters on the optimum maintenance plan. The joint optimization forecasting problem is based on the production/delivery policy under a given service level to satisfy a varying demand. The optimization model aimed to find the economic plan of production and delivery and the best configuration of the control chart and, consequently, the optimal preventive maintenance plan while minimizing the total cost. In addition, we provided a quality control policy to reduce the non-compliant proportion of products by using the statistical process control chart, where the best configuration allowed us to decide the optimal maintenance strategy. A numerical illustration and sensitivity analysis have been proposed and studied to show the variation influence of different parameters on the system behavior.
The advantage of our approach is to consider the best combination between the production, maintenance, and quality policies and the information given by the control chart based on established analytical relationships. This study of a forecasting production and maintenance problem, by proposing an efficient and robustness model, will be ready to apply in real practical cases, due to the stochastic characteristics of most industries (demand variation, service level, delivery, etc.). On the other hand, concerning the proposed maintenance and quality strategy, it was compared with several research works, such as Bahria et al. [
28] and Ben-Daya et al. [
26], who have used the control chart in the quality control policy and assumed that the out-of-control state is due to the degradation of the production system without studying the degradation source and its relationship with the production part. Our work has defined and studied a correlation between the production and maintenance by establishing an analytical relationship between the failure rate, the average number of failures, the production rate, and its impact on the degradation degree of the process. Furthermore, in their work, the plan as well as the number of maintenances are defined as data and not considered as decision variables. However, in our proposed model, we consider that the maintenance planning characterized by the optimal number of preventive maintenance actions during the in-control state is dynamic and depends on the control chart information that are considered as decision variables.
However, it is worthy to note that this study is based on some hypotheses and limitations concerning the quality policy and the maintenance strategy. The limitations concerning the quality policy are that only the finished products are checked at the end of manufacturing operations. Future research should concentrate on examining intermediate items to reduce the total cost of bad quality and increase the outgoing quality. Concerning the type of production, our proposed model considered the case of a popular manufacturing system that produced only one type of product. However, to validate and compare results from other perspectives, we will study the other types, such as highly batch-customized production, from a perspective work with the necessary improvements at the mathematical modeling level.
Concerning the maintenance strategy, the limitation is to suppose that the preventive maintenance actions’ duration is negligible when the process is in control. Nevertheless, preventive maintenance activities can take a non-negligible time that influences the production and the consumer service level.
It would also be interesting to study a different maintenance strategy without minimal repair and take into account all the causes responsible for faulty products known in the literature by 5M (Man, Methods, Material, Machine, and Measurements) in-depth insights. Finally, it would also be worthwhile to consider monitoring limits with surveillance control limits to better study process behavior and its production and maintenance planning as prospects for further studies.













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}