
Intelligent Manufacturing Planning System Using Dispatch Rules: A Case Study in Roofing Manufacturing Industry

 , ,
, ,
Abstract
:1. Introduction
- Step 1. Preliminary study.
- Step 2. System requirements specification.
- Step 3. Identify data sources and choose relevant analytics that fits the problem.
- Step 4. Design system and data architecture with consideration for integration with extant systems.
- Step 5. Implement with considerations for development methodologies, continuous innovation, and long-term adaptability.
2. Related Work
2.1. An Overview of SMIs and SMEs in Malaysia
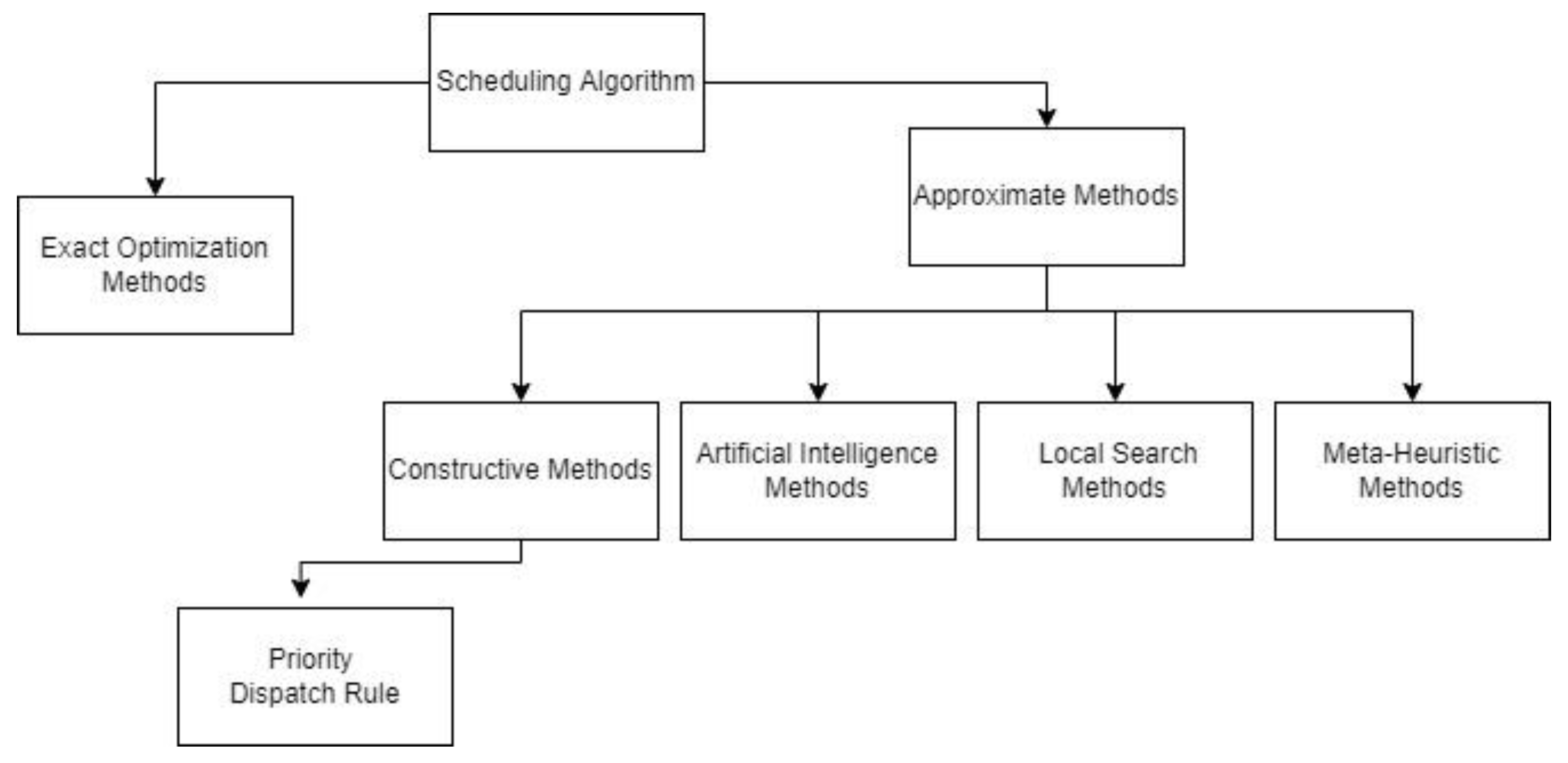
2.2. Optimization Algorithm for Scheduling
2.2.1. Artificial Intelligence (AI) Methods, Local Search Methods, and Metaheuristic Methods
2.2.2. Dispatch Rule Algorithms in Constructive Methods
3. Methods
3.1. Definition
- Pi = The processing time for job i;
- Df = Due date, i.e., the delivery date of the finished goods;
- STi = Setup time; the time for setup, including material change;
- Ci = Completion time for job i;
- Ci = di + Ci,j-1 + Pij (SOi + Pi +STi).
- Makespan time: the length of time that elapses from the start of work to the end.
- Setup time: setup time that includes material changing time.
- Total setup time: the sum of setup time
3.2. Assumption
- (1)
- Machines are always available and do not break down suddenly.
- (2)
- Each machine can only process one job at a time.
- (3)
- No changes are allowed once the schedule is confirmed by the manager.
- (4)
- Every material data extracted from the ERP System is the latest data.
- (5)
- Material is always available for production
- (6)
- All finished goods produced on that date will be delivered to the customer.
- (7)
- Inputs such as machine detail, holiday detail, shift detail, and machine breakdown detail are keyed in by the user and we expect all the inputs are correct
- (8)
- Unscheduled orders that have the same due date are postponed to the next day.
- (9)
- The Application Programming Interface (API) for production sheets only generates confirmed orders.
- (10)
- All confirmed orders on a selected day belong to a day prior
- (11)
- The expected setup time including material change is fixed in a time of 15 min
- (12)
- Machine capacity in a time range from 8 am to 5 pm is 45k square feet.
3.3. Dispatch Rule Algorithms
3.4. Proposed Method
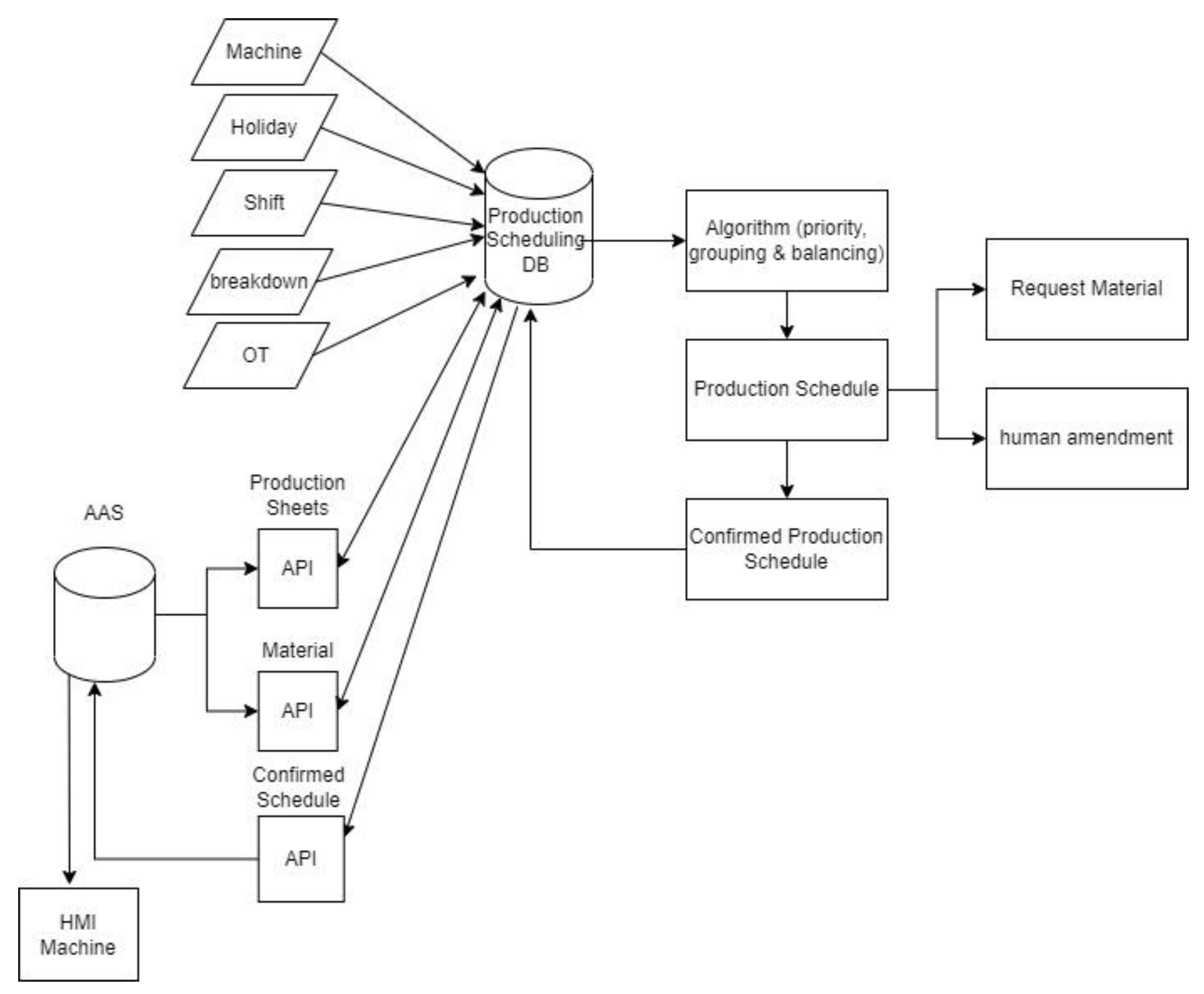
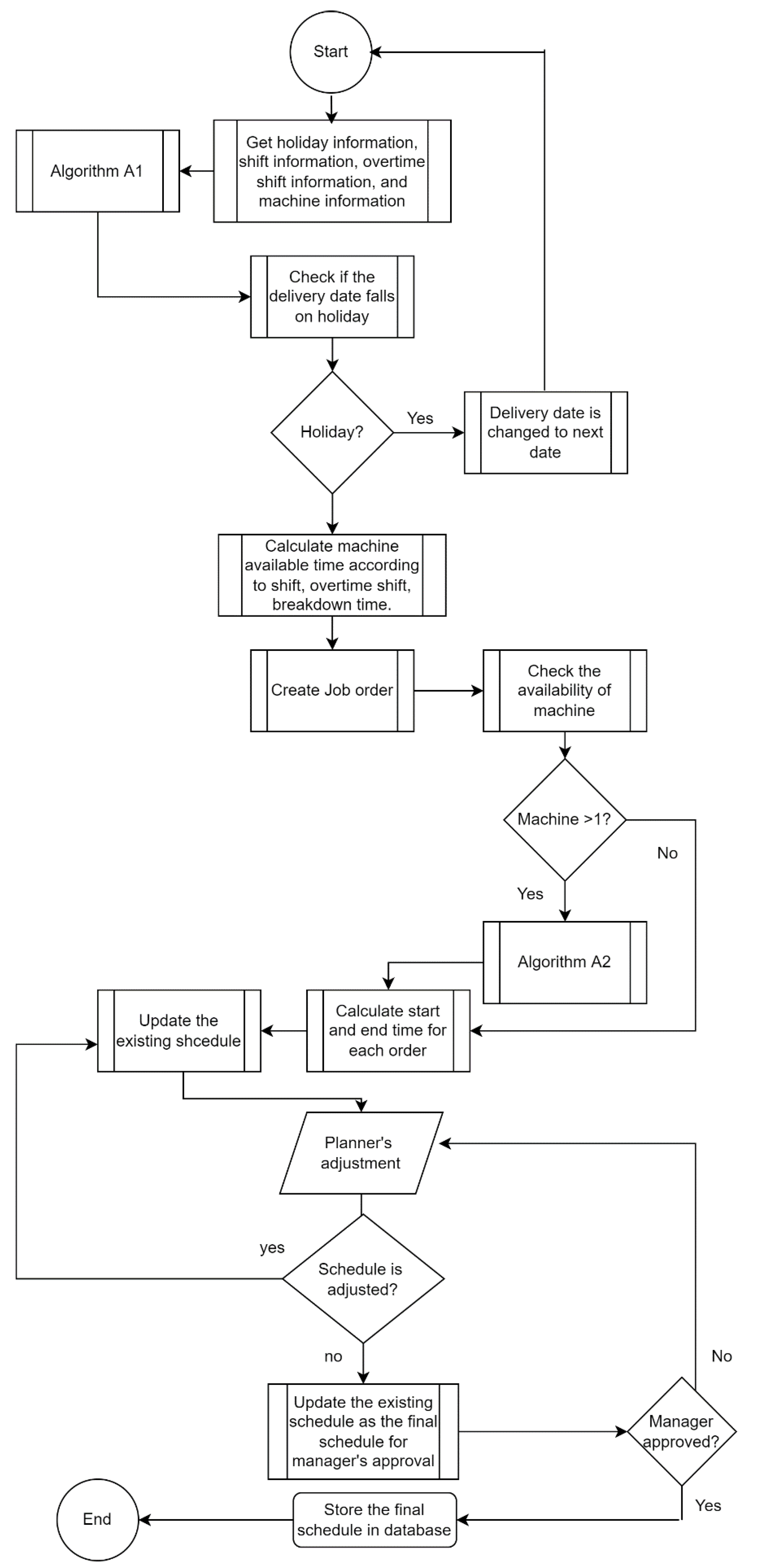
3.4.1. General Data Flow Chart
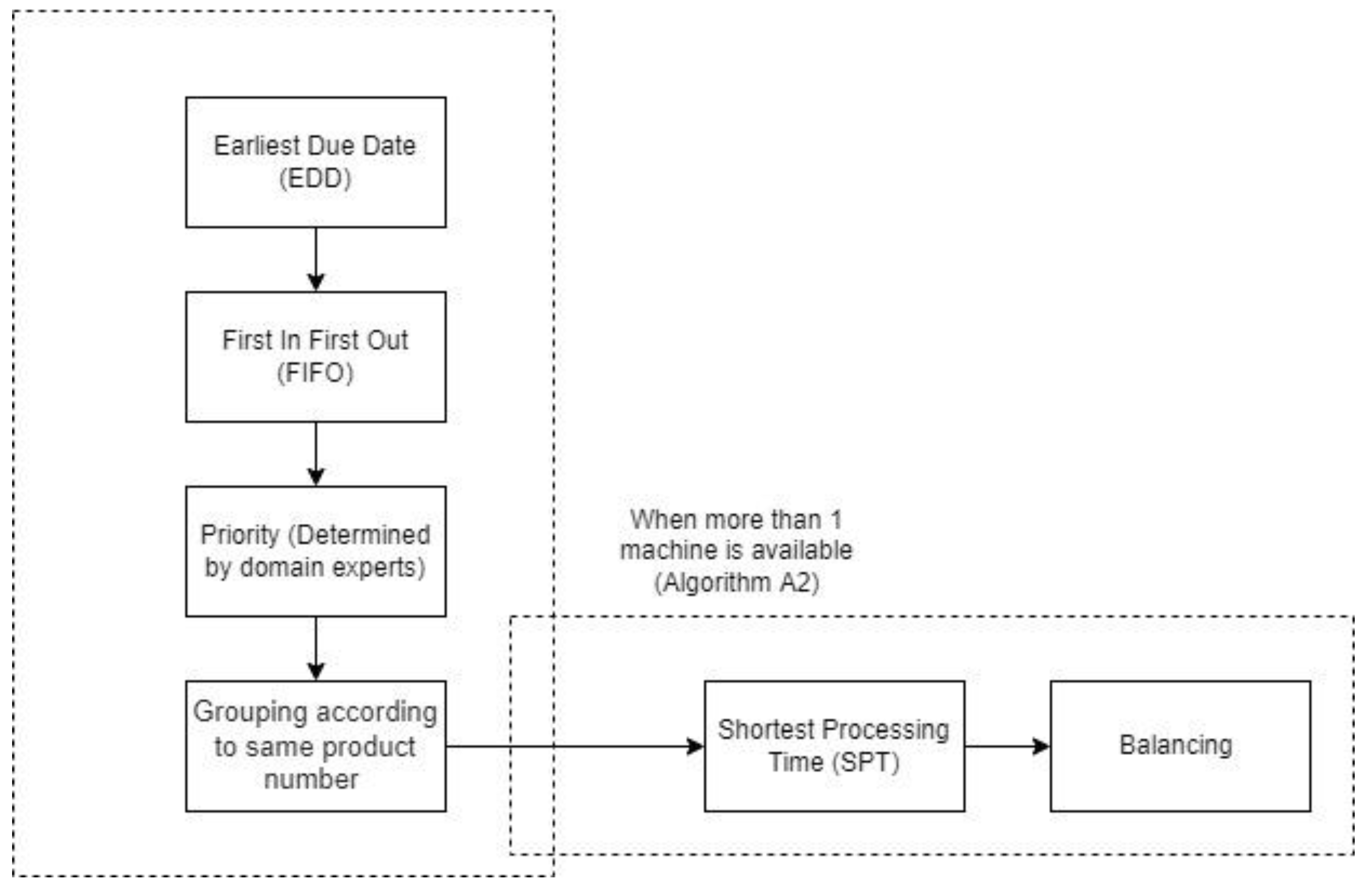
3.4.2. Scheduling Algorithm Flow Chart
3.4.3. Algorithm for Optimal Sorting
3.4.4. Balancing Algorithm in Reducing Material Changing Lead Time
4. Result and Discussion
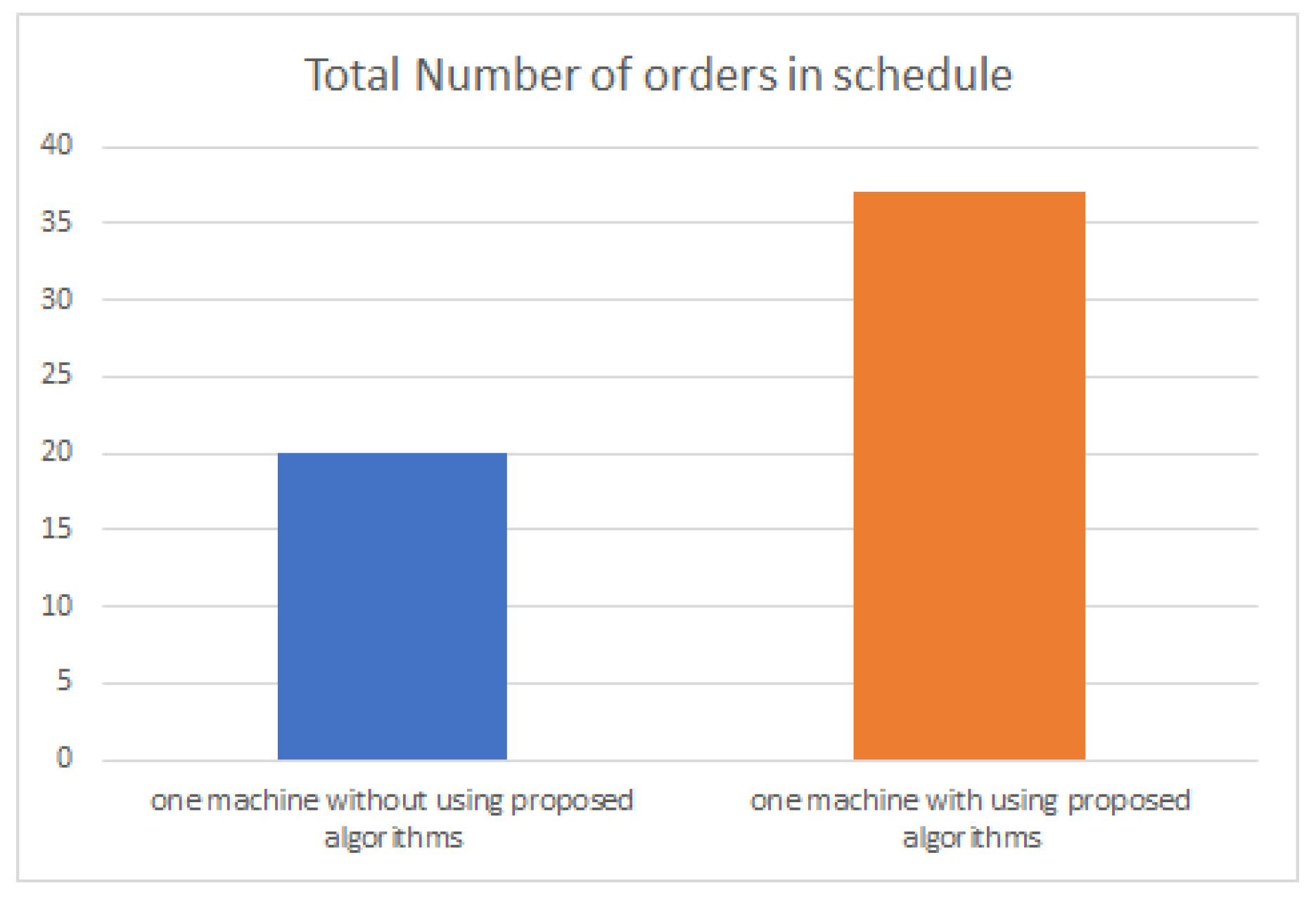
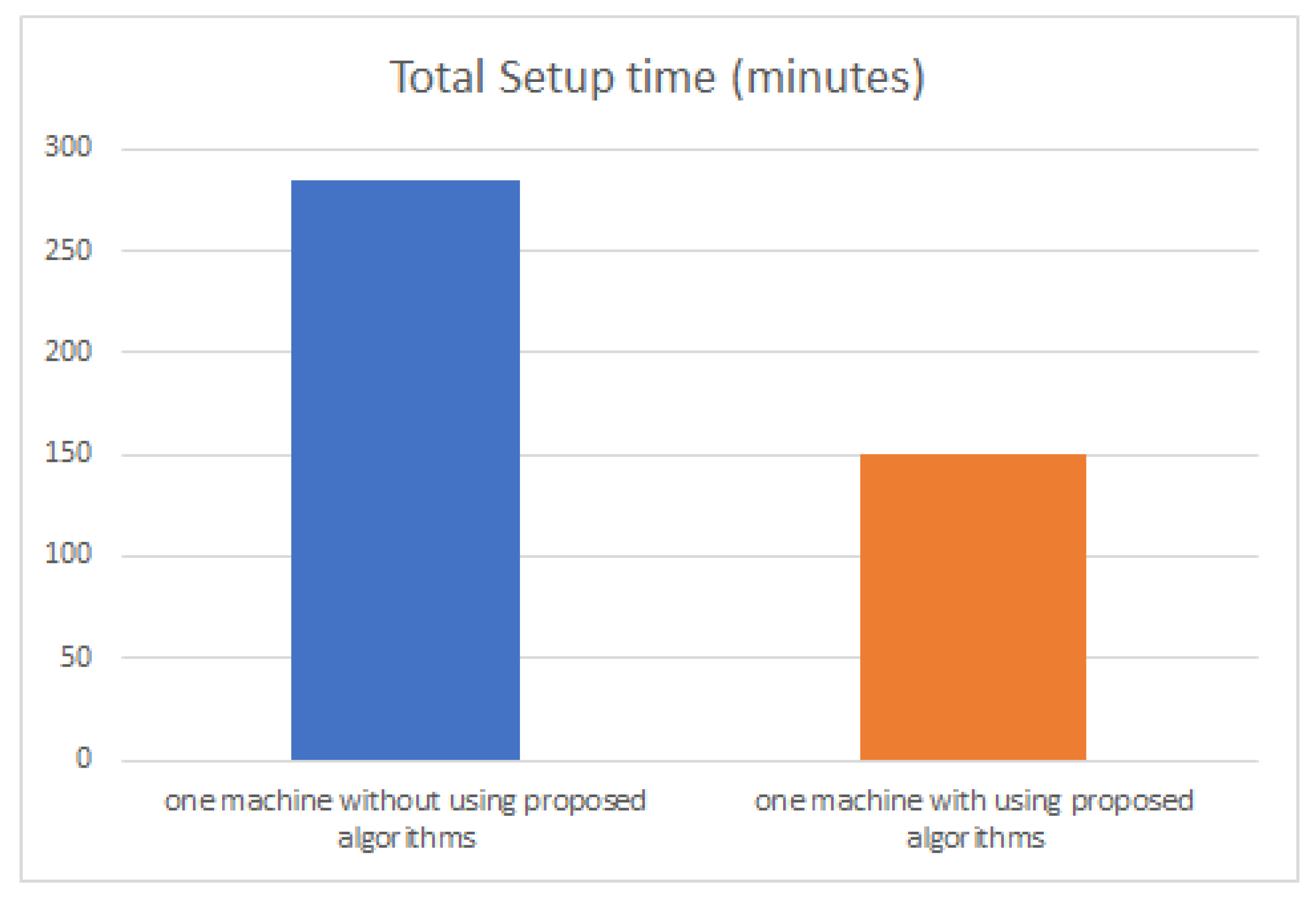
4.1. Result in One Machine Test
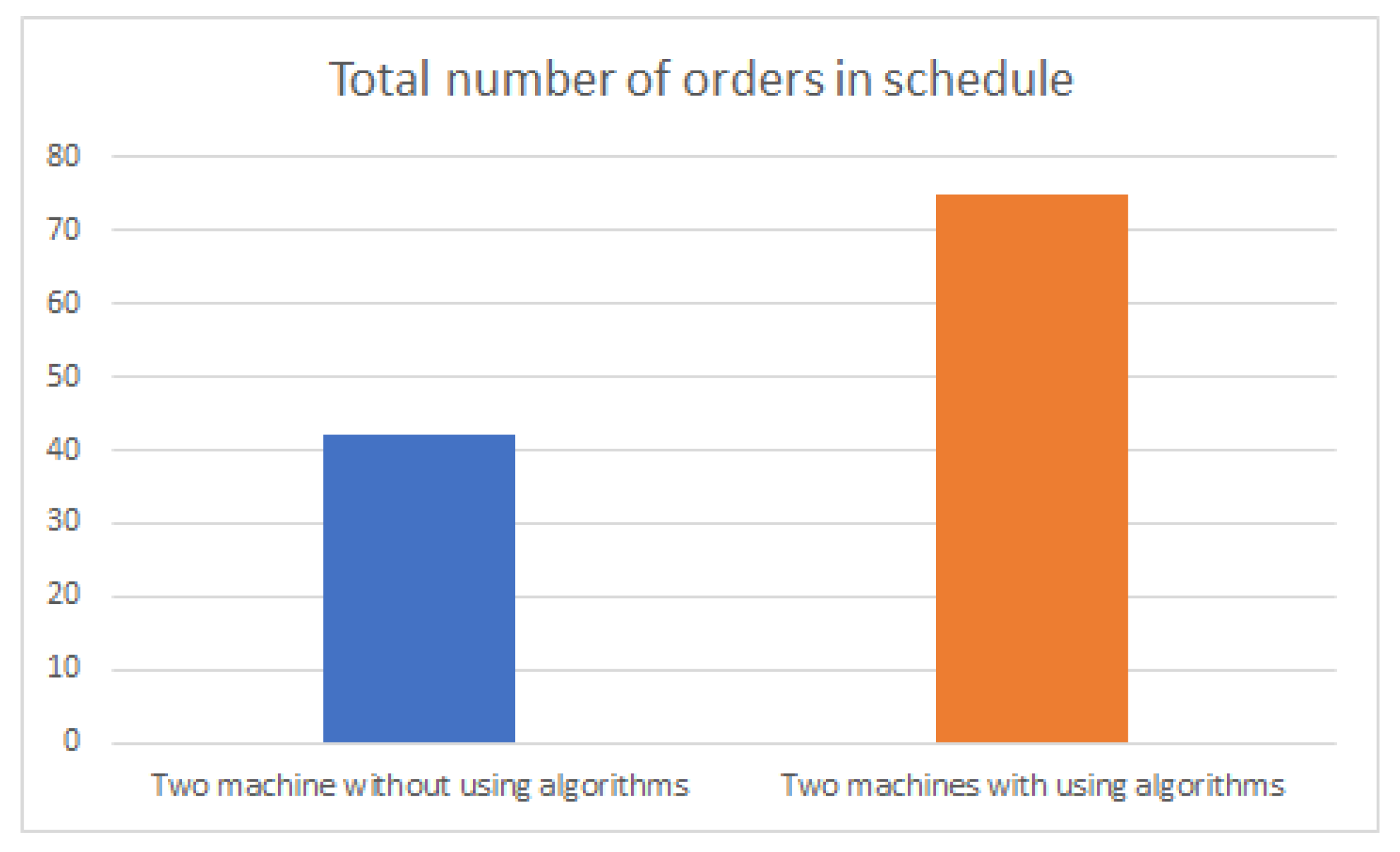
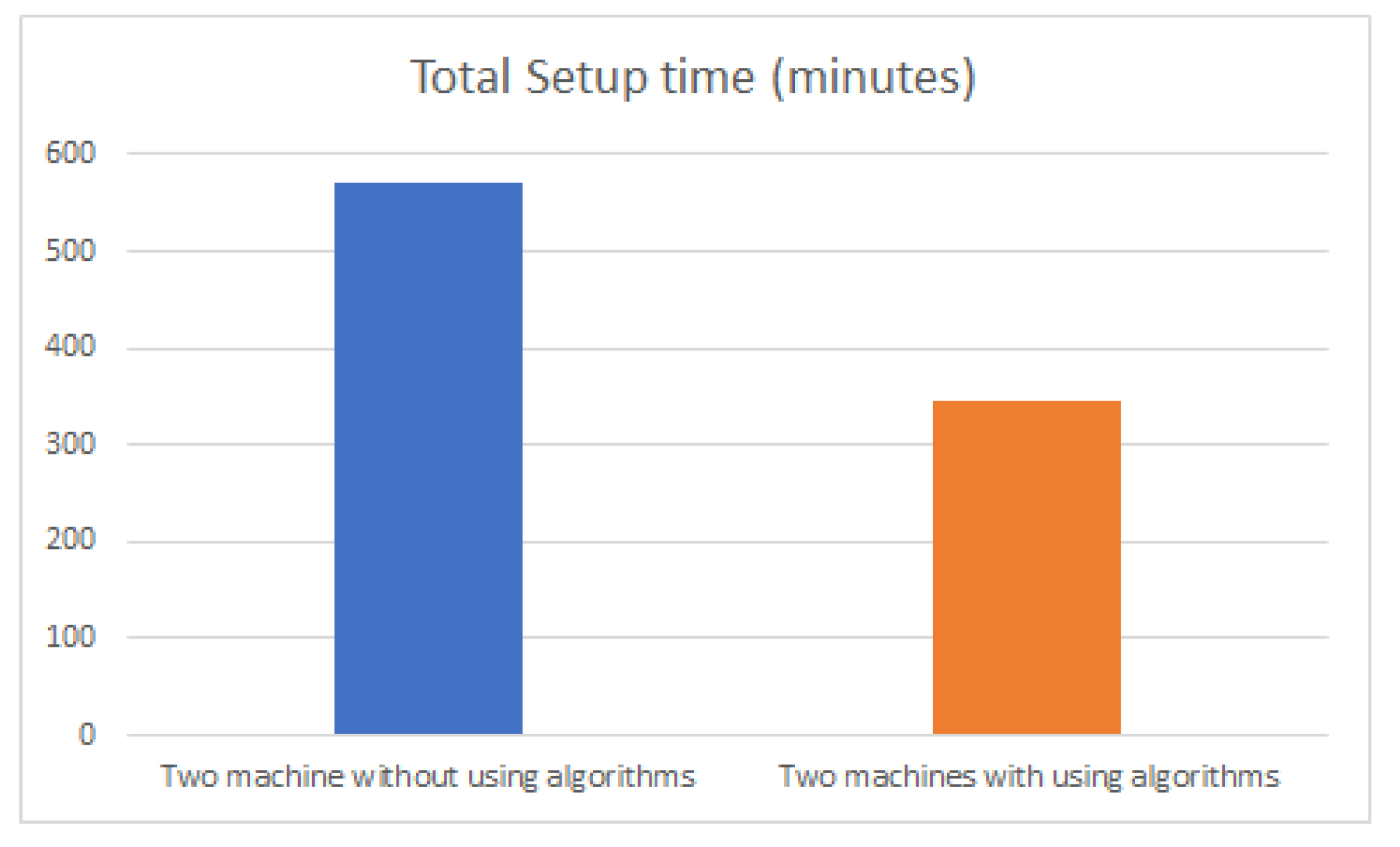
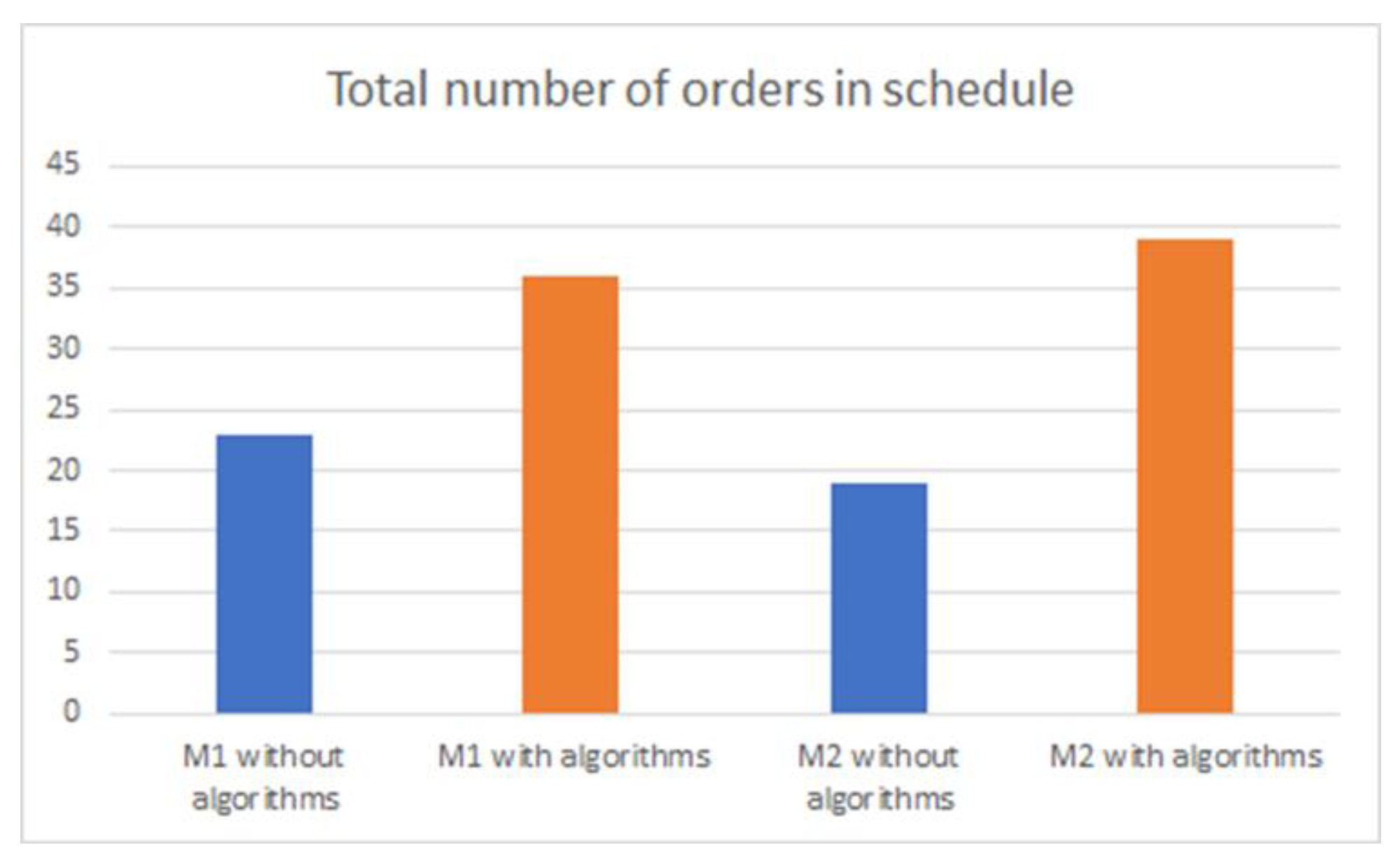
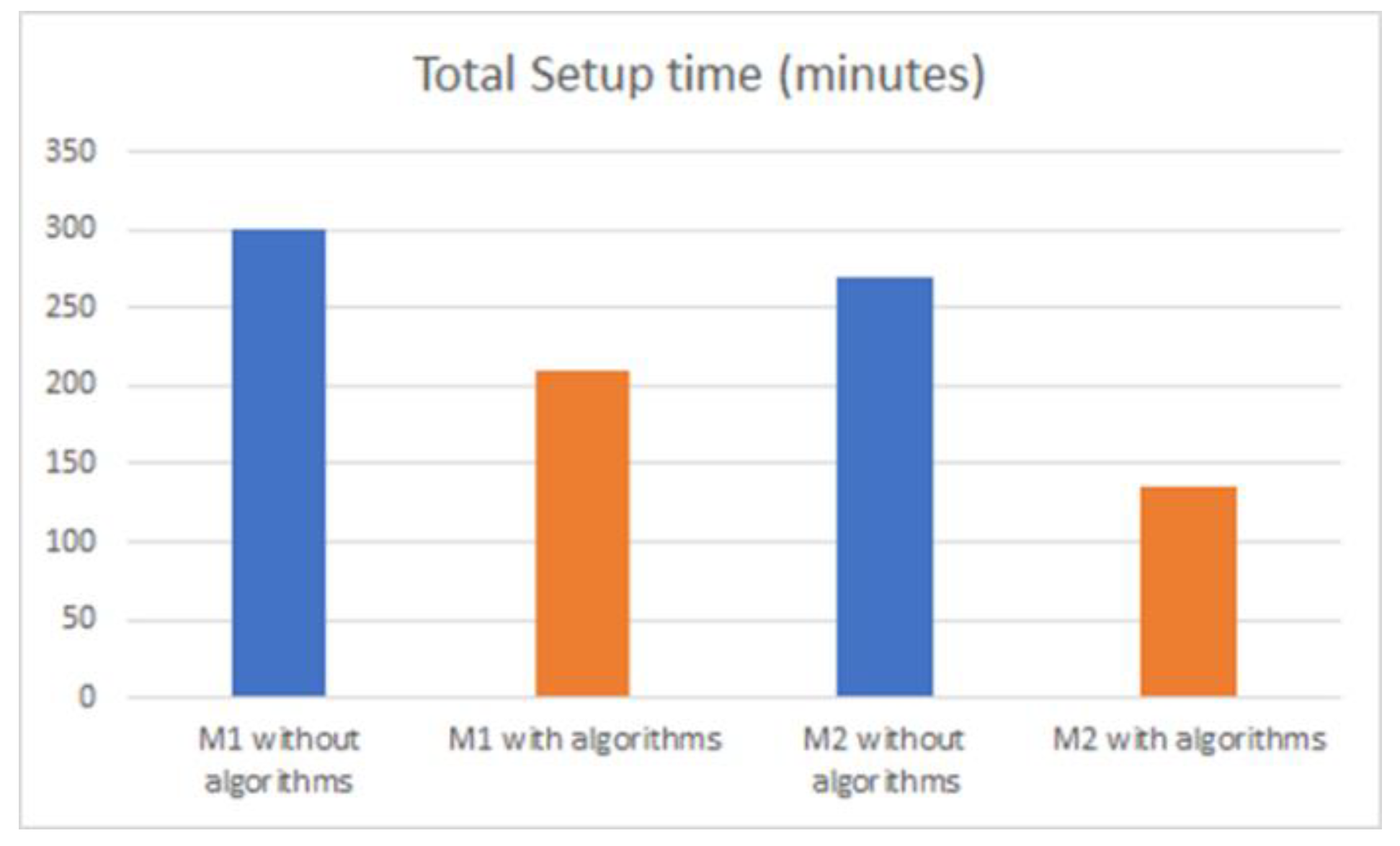
4.2. Result in Two Machines Test
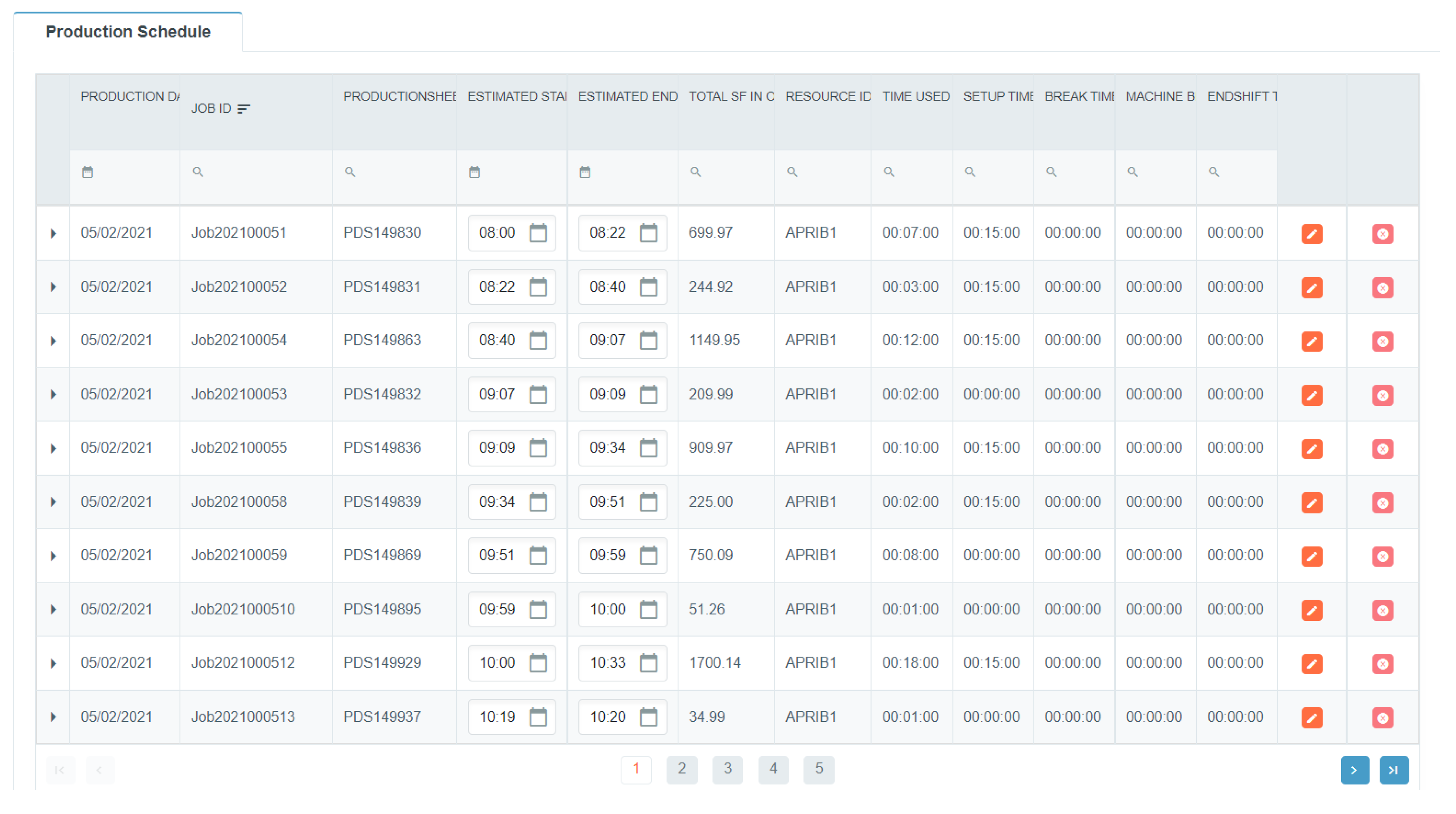
4.3. Information Provided through User Interface
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A

Appendix B
| Algorithm A1 Arrange Orders with Priority Level (di + Ci,j-1 + Pij) |
| 1 Begin 2 /* select order with delivery date */ 3 Input Df 4 /* Arrange order by First In First Out and Priority */ 5 Ao = order arranged according to priority level (color, thickness, product and 6 Length (desc)) 7 /* Grouping according to same product number*/ 8 Go = Group orders according to the production number 9 END |
Appendix C
| Algorithm A2 Assign Order to Machine Using SPT and Balancing (Balancing + Pij) |
| 1 Begin 2 /* get machine available time */ 3 Get MAT 4 /* get Grouped Order */ 5 Get Go 6 /* balancing with more than one machine*/ 7 FOR each o in Go 8 Create Job in schedule 9 /* get the machine that has more available time */ 10 Get M = MAT > = Pi 11 /* check with previous color and thickness */ 12 IF Coc == Poc && Cot == Pot THEN 13 Do not Add STi 14 Assign to previous M 15 ELSE 16 Add STi 17 Get M = MAT > = Pi 18 END IF 19 END LOOP 20 END |
References
- Teh, S.; Kee, D. The readiness of small and medium enterprises for the industrial revolution 4.0. GATR Glob. J. Bus. Soc. Sci. Rev. 2019, 7, 217–223. [Google Scholar] [CrossRef]
- Malaysian Investment Development Authority. Supporting SMEs in the Adoption of Industry 4.0—Industry4WRDIntervention Fund. 2021. Available online: https://www.mida.gov.my/home/supporting-smes-in-the-adoption-of-industry-4.0---industry4wrd-intervention-fund (accessed on 30 October 2021).
- Raj, P.; Wahab, S.; Mohd Zawawi, N.; Awang, K.; Adeeba Wan Ibrahim, W. The benefits of Industry 4.0 on Sustainable Development and Malaysia’s Vision. IOP Conf. Ser. Earth Environ. Sci. 2020, 549, 012080. [Google Scholar] [CrossRef]
- Jabri, A.; El Abbassi, I.; Darcherif, A.; El Barkany, A.; Hassani, Z. Planning and scheduling problems of production systems: Review, classification and opportunities. Int. J. Product. Qual. Manag. 2019, 28, 372. [Google Scholar] [CrossRef] [Green Version]
- Horváth, D.; Szabó, R. Driving forces and barriers of Industry 4.0: Do multinational and small and medium-sized companies have equal opportunities? Technol. Forecast. Soc. Change 2019, 146, 119–132. [Google Scholar] [CrossRef]
- Cotrino, A.; Sebastián, M.; González-Gaya, C. Industry 4.0 HUB: A Collaborative Knowledge Transfer Platform for Small and Medium-Sized Enterprises. Appl. Sci. 2021, 11, 5548. [Google Scholar] [CrossRef]
- Szafranek, M.; Michalski, R.; Wiechetek, L. Information Systems for Supporting Production Processes in a Company Manufacturing Roof Metal Sheets—A Case Study. In Proceedings of the Management, Knowledge and Learning Joint International Conferenc, Timisoara, Romania, 25–27 May 2016. [Google Scholar]
- Alvarez, E. Multi-plant production scheduling in SMEs. Robot. Comput.-Integr. Manuf. 2007, 23, 608–613. [Google Scholar] [CrossRef]
- Gelders, L.; Van Wassenhove, L. Production planning: A review. Eur. J. Oper. Res. 1981, 7, 101–110. [Google Scholar] [CrossRef]
- Xu, W.; Zhang, Q.; Ma, J. Effect of customer demand and competitive strategy on decision-making of manufacturing system functional objectives. J. Ind. Eng. Manag. 2013, 6, 1238–1254. [Google Scholar] [CrossRef] [Green Version]
- Swaminathan, G. The pros & cons of business innovation at IT organizations. Shanlax Int. J. Manag. 2019, 7, 82–85. [Google Scholar]
- Chan, W.; Hu, H. Production scheduling for precast plants using a flow shop sequencing model. J. Comput. Civ. Eng. 2002, 16, 165–174. [Google Scholar] [CrossRef]
- Sunday, A.; Omolayo, M.; Samuel, A.; Samuel, O.; Abdulkareem, A.; Moses, E.; Olamma, U. The role of production planning in enhancing an efficient manufacturing system—An Overview. E3S Web Conf. 2021, 309, 01002. [Google Scholar] [CrossRef]
- Sobaszek, Ł.; Świć, A. Scheduling the Process of Robot Welding of Thin-Walled Steel Sheet Structures under Constraint. Appl. Sci. 2021, 11, 5683. [Google Scholar] [CrossRef]
- Yağmur, E.; Kesen, S. Integrated production and outbound distribution scheduling problem with due dates. In Developments of Artificial Intelligence Technologies in Computation and Robotics; World Scientific: Singapore, 2020. [Google Scholar]
- Georgiadis, G.; Elekidis, A.; Georgiadis, M. Optimization-Based Scheduling for the Process Industries: From Theory to Real-Life Industrial Applications. Processes 2019, 7, 438. [Google Scholar] [CrossRef] [Green Version]
- Oluyisola, O.E.; Bhalla, S.; Sgarbossa, F.; Strandhagen, J.O. Designing and developing smart production planning and control systems in the industry 4.0 era: A methodology and case study. J. Intell. Manuf. 2022, 33, 311–332. [Google Scholar] [CrossRef]
- Khin, A.; Chiun, F.; Seong, L. Identifying the factors of the successful implementation of belt and road initiative on small–medium enterprises in malaysia. China Rep. 2019, 55, 345–363. [Google Scholar] [CrossRef]
- SME Definition. Available online: https://smecorp.gov.my/index.php/en/policies/2020-02-11-08-01-24/sme-definition?id=371 (accessed on 2 May 2022).
- Zhang, J.; Ding, G.; Zou, Y.; Qin, S.; Fu, J. Review of job shop scheduling research and its new perspectives under Industry 4.0. J. Intell. Manuf. 2017, 30, 1809–1830. [Google Scholar] [CrossRef]
- Mohan, J.; Lanka, K.; Rao, A. A review of dynamic job shop scheduling techniques. Procedia Manuf. 2019, 30, 34–39. [Google Scholar] [CrossRef]
- Xu, R.; Chen, H.; Liang, X.; Wang, H. Priority-based constructive algorithms for scheduling agile earth observation satellites with total priority maximization. Expert Syst. Appl. 2016, 51, 195–206. [Google Scholar] [CrossRef]
- Leusin, M.; Frazzon, E.; Uriona Maldonado, M.; Kück, M.; Freitag, M. Solving the Job-Shop Scheduling Problem in the Industry 4.0 Era. Technologies 2018, 6, 107. [Google Scholar] [CrossRef] [Green Version]
- Fazel Zarandi, M.; Sadat Asl, A.; Sotudian, S.; Castillo, O. A state of the art review of intelligent scheduling. Artif. Intell. Rev. 2018, 53, 501–593. [Google Scholar] [CrossRef]
- Ospina, G.; De Landtsheer, R. Towards distributed local search through neighborhood combinators. In Proceedings of the 10th International Conference on Operations Research and Enterprise Systems, Vienna, Austria, 4–6 February 2021. [Google Scholar]
- Desale, S.; Rasool, A.; Andhale, S.; Rane, P. Heuristic and meta-heuristic algorithms and their relevance to the real world: A Survey. Int. J. Comput. Eng. Res. Trends 2015, 351, 2349–7084. [Google Scholar]
- Ding, J.; Song, S.; Gupta, J.; Zhang, R.; Chiong, R.; Wu, C. An improved iterated greedy algorithm with a tabu-based reconstruction strategy for the no-wait flowshop scheduling problem. Appl. Soft Comput. 2015, 30, 604–613. [Google Scholar] [CrossRef]
- Chiang, T.; Che, Z.; Lee, C.; Liang, W. Applying Clustering Methods to Develop an Optimal Storage Location Planning-Based Consolidated Picking Methodology for Driving the Smart Manufacturing of Wireless Modules. Appl. Sci. 2021, 11, 9895. [Google Scholar] [CrossRef]
- Ðurasević, M.; Jakobović, D. A survey of dispatching rules for the dynamic unrelated machines environment. Expert Syst. Appl. 2018, 113, 555–569. [Google Scholar] [CrossRef]
- Zhang, F.; Mei, Y.; Zhang, M. Evolving Dispatching Rules for Multi-objective Dynamic Flexible Job Shop Scheduling via Genetic Programming Hyper-heuristics. In Proceedings of the 2019 IEEE Congress on Evolutionary Computation (CEC), Wellington, NZ, USA, 10–13 June 2019. [Google Scholar]
- Hung, Y.; Chen, I. A simulation study of dispatch rules for reducing flow times in semiconductor wafer fabrication. Prod. Plan. Control. 1998, 9, 714–722. [Google Scholar] [CrossRef]
- Zhang, H.; Roy, U. A semantics-based dispatching rule selection approach for job shop scheduling. J. Intell. Manuf. 2018, 30, 2759–2779. [Google Scholar] [CrossRef]
- Xiong, H.; Fan, H.; Jiang, G.; Li, G. A simulation-based study of dispatching rules in a dynamic job shop scheduling problem with batch release and extended technical precedence constraints. Eur. J. Oper. Res. 2017, 257, 13–24. [Google Scholar] [CrossRef]
- Mittler, M.; Schoemig, A. Comparison of dispatching rules for reducing the mean and variability of cycle times in semiconductor manufacturing. In Operations Research Proceedings; Springer: Berlin/Heidelberg, Germany, 1999; pp. 479–485. [Google Scholar]
- Alfieri, A. Due date quoting and scheduling interaction in production lines. Int. J. Comput. Integr. Manuf. 2007, 20, 579–587. [Google Scholar] [CrossRef]
- Zhang, H.; Jiang, Z.; Guo, C. Simulation-based optimization of dispatching rules for semiconductor wafer fabrication system scheduling by the response surface methodology. Int. J. Adv. Manuf. Technol. 2008, 41, 110–121. [Google Scholar] [CrossRef]
- Huh, J.; Park, I.; Lim, S.; Paeng, B.; Park, J.; Kim, K. Learning to dispatch operations with intentional delay for re-entrant multiple-chip product assembly lines. Sustainability 2018, 10, 4123. [Google Scholar] [CrossRef] [Green Version]
- Vespoli, S.; Grassi, A.; Guizzi, G.; Santillo, L. Evaluating the advantages of a novel decentralised scheduling approach in the Industry 4.0 and Cloud Manufacturing era. IFAC-PapersOnLine 2019, 52, 2170–2176. [Google Scholar] [CrossRef]
- Liu, B.; Qiu, S.; Li, M. Simultaneous Scheduling Strategy: A novel method for flexible job shop scheduling problem. In Proceedings of the 2020 IEEE Congress on Evolutionary Computation (CEC), Glasgow, UK, 19 July 2020. [Google Scholar]
- Guerreiro, N.; Hagen, G.; Maddalon, J.; Butler, R. Capacity and throughput of urban air mobility vertiports with a first-come, first-served vertiport scheduling algorithm. In Proceedings of the AIAA Aviation 2020 Forum, Online, 15–19 June 2020. [Google Scholar]
- Arima, S.; Zhang, Y.; Akiyama, Y.; Ishizaki, Y. Dynamic scheduling of product-mix production systems of MTS and MTO. In Proceedings of the 2017 Joint International Symposium on e-Manufacturing and Design Collaboration (eMDC) & Semiconductor Manufacturing (ISSM), Hsinchu, Taiwan, 15 September 2017. [Google Scholar]
- Ma, Z.; Yang, Z.; Liu, S.; Wu, S. Optimized rescheduling of multiple production lines for flowshop production of reinforced precast concrete components. Autom. Constr. 2018, 95, 86–97. [Google Scholar] [CrossRef] [Green Version]
- Ojstersek, R.; Brezocnik, M.; Buchmeister, B. Multi-objective optimization of production scheduling with evolutionary computation: A review. Int. J. Ind. Eng. Comput. 2020, 11, 359–376. [Google Scholar] [CrossRef]
- Ma, A.; Nassehi, A.; Snider, C. Balancing multiple objectives with anarchic manufacturing. Procedia Manuf. 2019, 38, 1453–1460. [Google Scholar] [CrossRef]
- Grosch, B.; Kohne, T.; Weigold, M. Multi-objective hybrid genetic algorithm for energy adaptive production scheduling in job shops. Procedia CIRP 2021, 98, 294–299. [Google Scholar] [CrossRef]
- Chawla, V.; Chanda, A.; Angra, S. Sustainable multi-objective scheduling for automatic guided vehicle and flexibthe le manufacturing system by a grey wolf optimization algorithm. Int. J. Data Netw. Sci. 2018, 2, 27–40. [Google Scholar] [CrossRef]
- Zhu, H.; Chen, M.; Zhang, Z.; Tang, D. An Adaptive Real-Time Scheduling Method for Flexible Job Shop Scheduling Problem With Combined Processing Constraint. IEEE Access 2019, 7, 125113–125121. [Google Scholar] [CrossRef]
- Trappey, A.; Trappey, C.; Hareesh Govindarajan, U.; Chuang, A.; Sun, J. A review of essential standards and patent landscapes for the Internet of Things: A key enabler for Industry 4.0. Adv. Eng. Inform. 2017, 33, 208–229. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Category | Manufacturing | Services and Other Sectors |
|---|---|---|
| Medium | Sales Turnover: RM15 mil to RM50 mil OR Employees: From 75 to 200 people | Sales Turnover: RM3 mil to RM20 mil OR Employees: From 75 to 200 people |
| Small | Sales Turnover: RM300,000 to RM 15 mil OR Employees: From 5 to 75 people | Sales Turnover: RM300,000 to RM3 mil OR Employees: From 5 to 30 people |
| Micro | Sales Turnover: Less than RM300,000 OR Employees: Less than 5 people | Sales Turnover: Less than RM300,000 OR Employees: Less than 5 people |
| Rule | Definition | Description |
|---|---|---|
| (1) FIFO | Ci,j−1 | Jobs are scheduled for work in the same sequence as they arrive at the machine. |
| (2) SPT | Pij | Jobs are scheduled in ascending order of processing times. |
| (3) EDD | di | Jobs are scheduled in ascending order of due dates. |
| Notation | Description |
|---|---|
| i | Job (i, i + 1 ∈ I) |
| I | Total of jobs |
| k | Machines (k ∈ M) |
| M | The total number of machines |
| o | Order (o,o + 1 ∈ PO) |
| PO | Total production orders |
| Ami | The set of alternative machines on which job i can be processed (AMi ⊆ M) |
| Oitc | Demand of job that cannot be produced on time in day tc |
| Ti | Set of total items in the orders |
| Ao | Arranged orders |
| Go | Grouped orders |
| Mc | Machine capacity |
| Coc | Current order color |
| Cot | Current order thickness |
| Poc | Previous order color |
| Pot | Previous order thickness |
| STi | Setup time of job i |
| Type of Machine | Number of Orders in Schedule | Total Setup Time (min) |
|---|---|---|
| one machine with using algorithms | 37 | 150 |
| one machine without using algorithms | 20 | 285 |
| Total Number of Orders in Schedule | Total Setup Time (min) | |
|---|---|---|
| Two machines without using algorithms | 42 | 570 |
| Two machines using algorithms | 75 | 345 |
| Machines | Total Number of Orders in Schedule | Total Setup Time (min) |
|---|---|---|
| M1 without algorithms | 23 | 300 |
| M1 with algorithms | 36 | 210 |
| M2 without algorithms | 19 | 270 |
| M2 with algorithms | 39 | 135 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ren, S.C.X.; Chaw, J.K.; Lim, Y.M.; Lee, W.P.; Ting, T.T.; Fong, C.W. Intelligent Manufacturing Planning System Using Dispatch Rules: A Case Study in Roofing Manufacturing Industry. Appl. Sci. 2022, 12, 6499. https://doi.org/10.3390/app12136499
Ren SCX, Chaw JK, Lim YM, Lee WP, Ting TT, Fong CW. Intelligent Manufacturing Planning System Using Dispatch Rules: A Case Study in Roofing Manufacturing Industry. Applied Sciences. 2022; 12(13):6499. https://doi.org/10.3390/app12136499
Chicago/Turabian StyleRen, Samuel Ching Xin, Jun Kit Chaw, Yee Mei Lim, Wah Pheng Lee, Tin Tin Ting, and Cheng Weng Fong. 2022. "Intelligent Manufacturing Planning System Using Dispatch Rules: A Case Study in Roofing Manufacturing Industry" Applied Sciences 12, no. 13: 6499. https://doi.org/10.3390/app12136499
APA StyleRen, S. C. X., Chaw, J. K., Lim, Y. M., Lee, W. P., Ting, T. T., & Fong, C. W. (2022). Intelligent Manufacturing Planning System Using Dispatch Rules: A Case Study in Roofing Manufacturing Industry. Applied Sciences, 12(13), 6499. https://doi.org/10.3390/app12136499