
Parametric Assessment of Surface Topography and Its Influence on Joint Tightness of Non-Separable Joints for Thin Wall Applications

 , ,
, ,  ,
, 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Material Properties
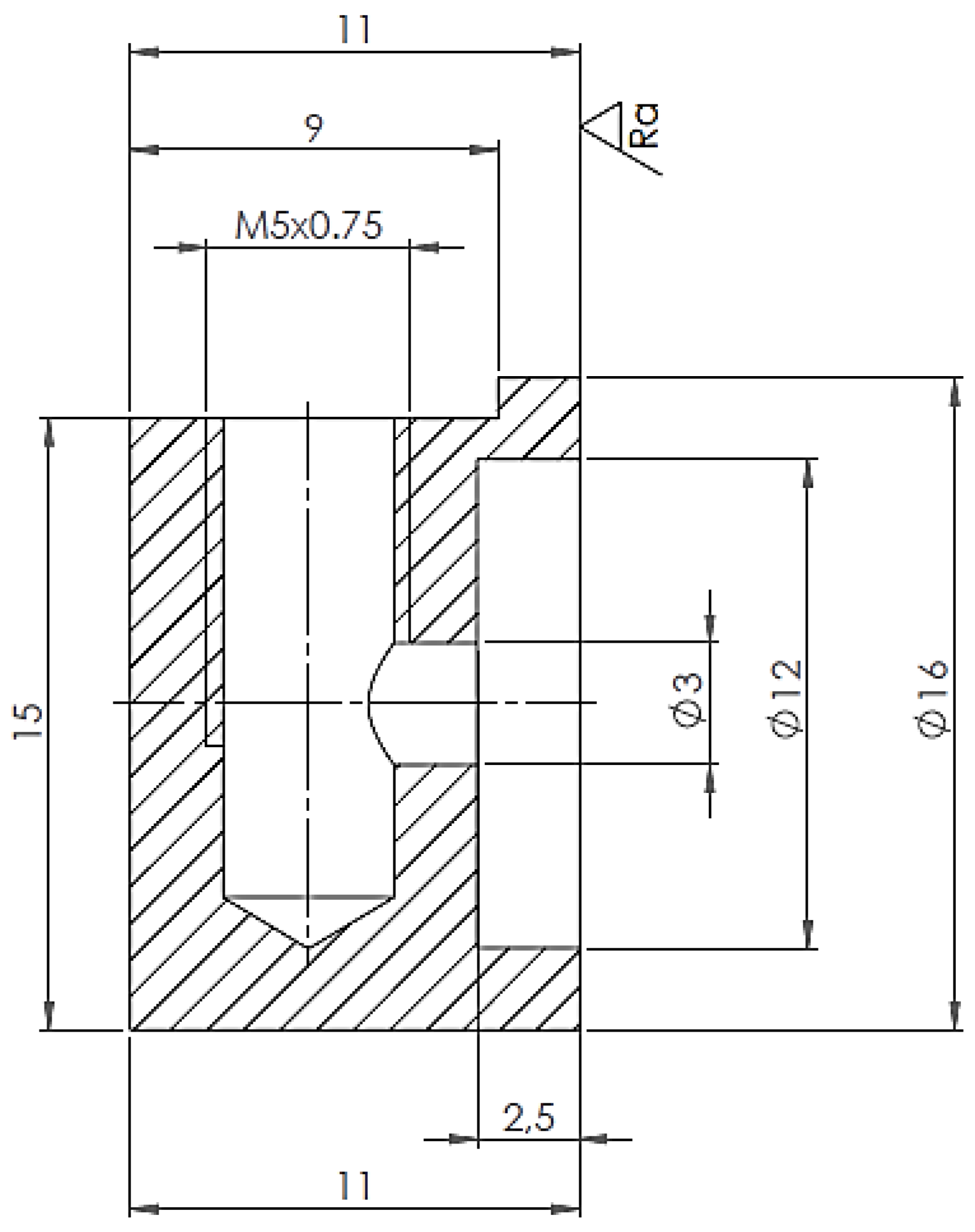
2.2. Geometry of the Component for Testing
2.3. Leakage and Roughness Testing
3. Results and Discussion
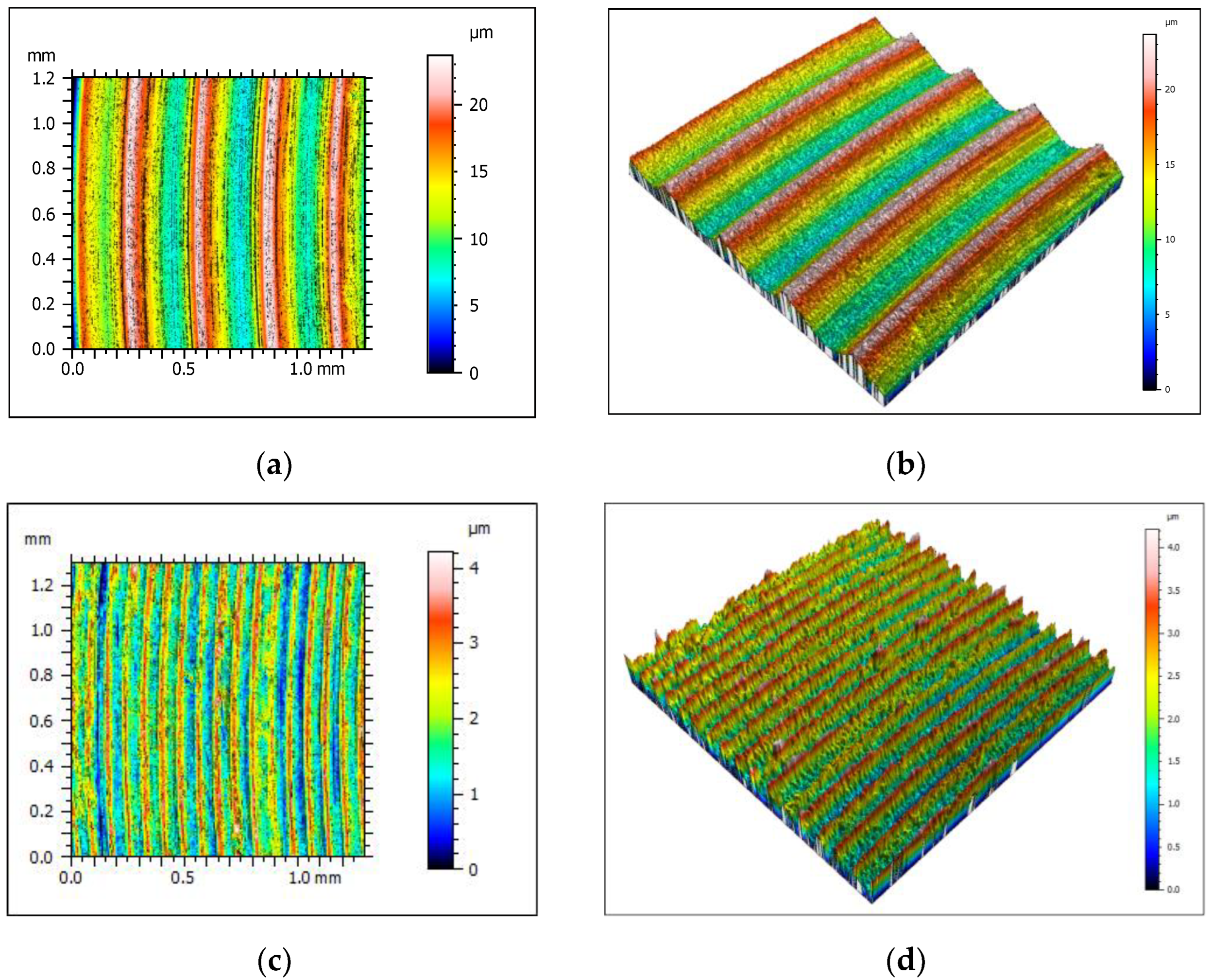
3.1. D Surface Analysis
3.2. Influence of Different Roughness Topography and Force Analysis for Leakage Detection
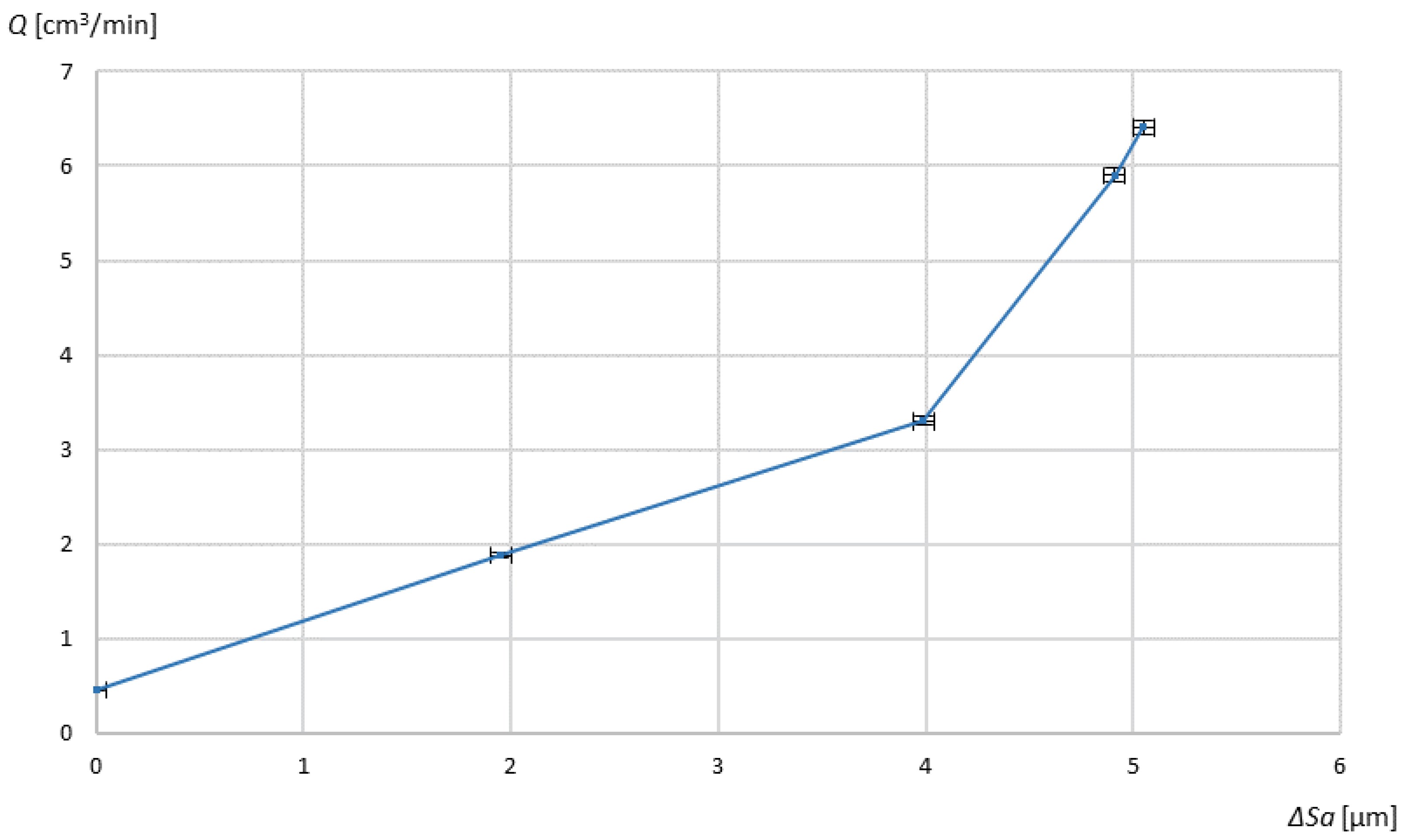
3.3. Critical Roughness Parameters for Leakage Detection
4. Conclusions
- For the generated surfaces characterized by the surface topography parameter Std in the range of 86–93°, it is possible to make tight joints with lower compressive forces than for surfaces in which the value of the Std parameter is outside of the indicated range of values.
- For two different surfaces, in which the value difference between the Sv parameter values did not exceed 5 μm, the leak test result was lower.
- In the set of samples with different generated sealing surfaces, in which the difference in value between the Sv parameter values did not exceed 5 μm, the tightness was obtained with a lower compressive force.
- The selection of pairs of cooperating elements in terms of tightness should be based on surfaces with similar parameters, since it allows for the geometric formation of the surface topography elements during the induced plastic stresses.
- The tightness of the components is achieved by the deformation of two mutually opposing surface topography components, with a given force obtained for a pair of samples (1–2) up to 8 times reduction in leakage when applying a force that is higher than 465%. This phenomenon is made possible by the mutual plastic deformation and filling of free spaces, namely, valleys through the peaks of the second component.
- There is a limiting compressive force of the components, at which a clear increase in the tightness of the parts, can no longer be noticed. This indicates that plastic deformation has already reached a point where all of the free inter-surface spaces have already been closed and a further increase in compression will not change their geometric position relative to each other. For samples from code group A of the first pair, an increase in force of more than 2200 N did not cause a clear increase in tightness.
- Regarding the Spc parameter for samples with comparable surface roughness profiles (surfaces with Spc parameter values of 27,565 µm, 14,779 µm, 8454 µm, 2602 µm, and 584 µm were analyzed). It was noted that for flat and extensive peaks, it was easier to achieve tightness than for pairs of joints where surfaces with sharp peaks predominated. The larger radius of curvature of the peaks had the effect of increasing the contact area between the compressed parts, which reduced the occurring paths of possible leakage of the testing medium between the two samples. The leakage value between the surfaces with extreme values of the tested parameter Spc was 10 times smaller.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Wu, J.; Li, Y.; Sun, G.; Chen, S. Experimental and Numerical Analyses of the Hysteretic Performance of an Arched Aluminium Alloy Gusset Joint. Thin-Walled Struct. 2022, 171, 108765. [Google Scholar] [CrossRef]
- Hu, J.; Jin, J.; Xuan, S.; Mi, S.; Tian, W.; Liao, W. Influence of Cyclical Hygrothermal Aging on Mechanical Response and Structural Durability of Composite Bolted Interference-Fit Joints. Thin-Walled Struct. 2022, 173, 108997. [Google Scholar] [CrossRef]
- Hou, W.; Xu, X.; Hu, C.; Huo, Y.; Tong, L. Failure Characteristics of Composite Metallic Foam Core Hat-Shaped Tubular T-Joints under Static and Impact Loading. Thin-Walled Struct. 2022, 174, 109064. [Google Scholar] [CrossRef]
- Zeng, X.; Fan, X.; Li, H.; Li, S. Flow Forming Process of Thin-Walled Tubular Parts with Cross Inner Ribs. Procedia Manuf. 2018, 15, 1239–1246. [Google Scholar] [CrossRef]
- Lipp, K.; Schaefer, R.; Horwatitsch, D. Fatigue Behaviour of Aluminium Tube Crimp Connections Applying the Electromagnetic Pulse Technology. Procedia Eng. 2018, 213, 488–496. [Google Scholar] [CrossRef]
- Shang, J.; Hatkevich, S.; Wilkerson, L. Experimental Study and Numerical Simulation of Electromagnetic Tube Expansion. In Proceedings of the 5th International Conference on High Speed Forming, Dortmund, Germany, 24–26 April 2012; pp. 83–92. [Google Scholar]
- Yamada, T.; Kani, K.; Sakuma, K.; Yubisui, A. Experimental Study on the Mechanics of Springback in High Speed Sheet Metal Forming. In Proceedings of the 7th International Conference on High Energy Rate Fabrication, Leeds, UK, 14–18 September 1981; pp. 306–314. [Google Scholar]
- Bühler, H.; von Finckenstein, E. Bemessung von Sickenverbindungen Für Ein Fügen Durch Magnetumformung. Werkstatt Betr. 1971, 104, 45–51. [Google Scholar]
- Hayner, N.A. Selecting the Proper Crimp Tool Setting for Crimp Contact—Wire Terminations. In Proceedings of the 13th Engineering Seminar on Electric contact Phenomena, Chicago, IL, USA; 1967; pp. 273–286. [Google Scholar]
- Mocellin, K.; Petitprez, M. Experimental and Numerical Analysis of Electrical Contact Crimping to Predict Mechanical Strength. Procedia Eng. 2014, 81, 2018–2023. [Google Scholar] [CrossRef]
- Bouchard, P.-O.; Laurent, T.; Tollier, L. Numerical Modeling of Self-Pierce Riveting—From Riveting Process Modeling down to Structural Analysis. J. Mater. Process. Technol. 2008, 202, 290–300. [Google Scholar] [CrossRef]
- Kugener, S. Simulation of the Crimping Process by Implicit and Explicit Finite Element Methods. AMP J. Technol. 1995, 4, 8–15. [Google Scholar]
- Shirgaokar, M.; Cho, H.; Ngaile, G.; Altan, T.; Yu, J.-H.; Balconi, J.; Rentfrow, R.; Worrell, W.J. Optimization of Mechanical Crimping to Assemble Tubular Components. J. Mater. Process. Technol. 2004, 146, 35–43. [Google Scholar] [CrossRef]
- Wen, T.; Zheng, J.; Qing, J.; Fang, J. Outwards and Inwards Crimping of Tube Ends by Single-Point Incremental Forming. Procedia Eng. 2017, 207, 854–859. [Google Scholar] [CrossRef]
- Alves, M.L.; Almeida, B.P.P.; Rosa, P.A.R.; Martins, P.A.F. End Forming of Thin-Walled Tubes. J. Mater. Process. Technol. 2006, 177, 183–187. [Google Scholar] [CrossRef]
- Wen, T.; Yang, C.; Zhang, S.; Liu, L. Characterization of Deformation Behavior of Thin-Walled Tubes during Incremental Forming: A Study with Selected Examples. Int. J. Adv. Manuf. Technol. 2015, 78, 1769–1780. [Google Scholar] [CrossRef]
- Maruda, R.W.; Krolczyk, G.M.; Nieslony, P.; Wojciechowski, S.; Michalski, M.; Legutko, S. The Influence of the Cooling Conditions on the Cutting Tool Wear and the Chip Formation Mechanism. J. Manuf. Process. 2016, 24, 107–115. [Google Scholar] [CrossRef]
- Krolczyk, G.M.; Krolczyk, J.B.; Legutko, S.; Hunjet, A. Effect of the Disc Processing Technology on the Vibration Level of the Chipper during Operations. Environment 2014, 7, 10. [Google Scholar]
- Chen, C.; Zhao, S.; Han, X.; Zhao, X.; Ishida, T. Experimental Investigation on the Joining of Aluminum Alloy Sheets Using Improved Clinching Process. Materials 2017, 10, 887. [Google Scholar] [CrossRef]
- Lambiase, F.; Di Ilio, A.; Paoletti, A. Joining Aluminium Alloys with Reduced Ductility by Mechanical Clinching. Int. J. Adv. Manuf. Technol. 2015, 77, 1295–1304. [Google Scholar] [CrossRef]
- Lambiase, F. Joinability of Different Thermoplastic Polymers with Aluminium AA6082 Sheets by Mechanical Clinching. Int. J. Adv. Manuf. Technol. 2015, 80, 1995–2006. [Google Scholar] [CrossRef]
- Wrobel, N.; Rejek, M.; Krolczyk, G.; Hloch, S. Testing of Tight Crimped Joint Made on a Prototype Stand. In Advances in Manufacturing; Springer: Cham, Switzerland, 2018; pp. 497–507. [Google Scholar]
- Mucha, J.; Kaščák, L.; Spišák, E. Joining the Car-Body Sheets Using Clinching Process with Various Thickness and Mechanical Property Arrangements. Arch. Civ. Mech. Eng. 2011, 11, 135–148. [Google Scholar] [CrossRef]
- Mori, K.; Maeno, T.; Fuzisaka, S. Punching of Ultra-High Strength Steel Sheets Using Local Resistance Heating of Shearing Zone. J. Mater. Process. Technol. 2012, 212, 534–540. [Google Scholar] [CrossRef]
- Berezhnoi, D.V.; Shamim, M.R. Numerical Investigation of Clinch Connection Manufacturing Process. Procedia Eng. 2017, 206, 1056–1062. [Google Scholar] [CrossRef]
- Ren, X.; Chen, C.; Ran, X.; Zhang, X.; Gao, X. Effects of Friction Factor on Mechanical Performance of the AA5182 Clinched Joint. Int. J. Adv. Manuf. Technol. 2022, 120, 1831–1841. [Google Scholar] [CrossRef]
- Fischer, F.J.; Schmitz, K.; Tiwari, A.; Persson, B.N.J. Fluid Leakage in Metallic Seals. Tribol. Lett. 2020, 68, 125. [Google Scholar] [CrossRef]
- Kozuch, E.; Nomikos, P.; Rahmani, R.; Morris, N.; Rahnejat, H. Effect of Shaft Surface Roughness on the Performance of Radial Lip Seals. Lubricants 2018, 6, 99. [Google Scholar] [CrossRef]
- PN-EN 573-3:2019-12; Aluminium i Stopy Aluminium—Skład Chemiczny i Rodzaje Wyrobów Przerobionych Plastycznie—Część 3: Skład Chemiczny i Rodzaje Wyrobów. Polish Committee for Standardization: Warsaw, Poland, 2019.
- PN-EN 755-2:2016-05; Aluminium i Stopy Aluminium—Pręty, Rury i Kształtowniki Wyciskane—Część 2: Własności Mechaniczne. Polish Committee for Standardization: Warsaw, Poland, 2019.
- “ATEQ”. Available online: https://ateq.pl/produkt/ateq-f620/ (accessed on 26 August 2022).
- Mishra, V.; Khatri, N.; Nand, K.; Singh, K.; Sarepaka, R.V. Experimental Investigation on Uncontrollable Parameters for Surface Finish during Diamond Turning. Mater. Manuf. Process. 2015, 30, 232–240. [Google Scholar] [CrossRef]
- Qehaja, N.; Jakupi, K.; Bunjaku, A.; Bruçi, M.; Osmani, H. Effect of Machining Parameters and Machining Time on Surface Roughness in Dry Turning Process. Procedia Eng. 2015, 100, 135–140. [Google Scholar] [CrossRef]
- Hayajneh, M.T.; Tahat, M.S.; Bluhm, J. A Study of the Effects of Machining Parameters on the Surface Roughness in the End-Milling Process. Jordan J. Mech. Ind. Eng. 2007, 1, 1–5. [Google Scholar]
- Wu, H.; Luo, Z.; Dong, Y.; Yao, L.; Song, R.; Xu, Y. Tribological Properties of Ni-BP/Ni Coatings Produced by Electroless Co-Deposition. Surf. Coat Technol. 2022, 443, 128637. [Google Scholar] [CrossRef]




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Si [%] | Fe [%] | Cu [%] | Mn [%] | Mg [%] | Cr [%] | Zn [%] | Ti [%] | Other | Al. [%] | |
|---|---|---|---|---|---|---|---|---|---|---|
| Each [%] | Total [%] | |||||||||
| 0.30–0.60 | 0.10–0.30 | 0.10 | 0.10 | 0.35–0.60 | 0.05 | 0.15 | 0.10 | 0.05 | 0.15 | The rest |
| Alloy | Temper | Wall Thickness [mm] | Tensile Strength Rm [MPa] | Yield Point Rp0.2 [MPa] | Elongation | Hardness Brinell HBS | |
|---|---|---|---|---|---|---|---|
| A50 [%] min | A [%] min | ||||||
| 6060 | T4 | >25 | 120 | 60 | 14 | 160 | 45 |
| No. | Sample Numbers | Roughness Value Range Ra | Type of Machining |
|---|---|---|---|
| 1. | 1–7 | 4.24–4.32 | Turning |
| 2. | 8–14 | 2.79–2.87 | Turning |
| 3. | 15–21 | 1.26–1.34 | Milling |
| 4. | 22–28 | 1.34–1.42 | Turning |
| 5. | 29–35 | 0.14–0.22 | Milling |
| 6. | 36–42 | 0.06–0.14 | Turning |
| Test Pressure | System Volume | Filling Time | Stabilization Time | Test Time | Emptying Time |
|---|---|---|---|---|---|
| 2 bar | 21.25 cm3 | 1 s | 9 s | 1 s | <1 s |
| Range | Accuracy | Maximum Resolution |
|---|---|---|
| 0–50 Pa | ±(1.5% dP + 0.5 Pa) | 0.01 Pa |
| 0–500 Pa | ±(1% dP + 1 Pa) | 0.1 Pa |
| 0–5000 Pa | ±(1% dP + 10 Pa) | 1 Pa |
| Force [N] | Leakage [cm3/min] |
|---|---|
| 880 ± 70 | 1.260 ± 0.027 |
| 1550 ± 70 | 0.171 ± 0.009 |
| 2280 ± 70 | 0.103 ± 0.008 |
| 3105 ± 70 | 0.070 ± 0.008 |
| 4140 ± 70 | 0.058 ± 0.007 |
| 5175 ± 70 | 0.054 ± 0.007 |
| 6210 ± 70 | 0.044 ± 0.007 |
| Force [N] | Leakage [cm3/min] | |||
|---|---|---|---|---|
| 17–18 (C–C) | 25–26 (D–D) | 33–34 (E–E) | 40–41 (F–F) | |
| 620 ± 70 | X | 1.288 ± 0.027 | 0.157 ± 0.009 | 3.200 ± 0.046 |
| 1550 ± 70 | X | 0.060 ± 0.007 | 0.082 ± 0.008 | 0.107 ± 0.008 |
| 2280 ± 70 | X | 0.059 ± 0.007 | 0.060 ± 0.007 | 0.044 ± 0.007 |
| Force [N] | Leakage [cm3/min] | ||||
|---|---|---|---|---|---|
| 6–8 (A–B) | 3–15 (A–C) | 4–22 (A–D) | 5–29 (A–E) | 7–36 (A–F) | |
| 2280 ± 70 | 1.880 ± 0.033 | X | 3.300 ± 0.056 | 5.900 ± 0.073 | 6.407 ± 0.078 |
| 3105 ± 70 | 1.230 ± 0.026 | X | 2.620 ± 0.056 | X | X |
| 3365 ± 70 | X | X | X | X | 0.940 ± 0.023 |
| 3620 ± 70 | X | X | X | 2.340 ± 0.037 | X |
| 4140 ± 70 | X | X | X | X | 0.038 ± 0.007 |
| 4400 ± 70 | 0.400 ± 0.018 | X | 1.240 ± 0.025 | X | X |
| 5180 ± 70 | X | X | 0.470 ± 0.014 | 0.990 ± 0.024 | X |
| 6210 ± 70 | X | 4.910 ± 0.063 | 0.410 ± 0.013 | 0.450 ± 0.013 | X |
| 7245 ± 70 | X | 1.890 ± 0.033 | X | X | X |
| 8280 ± 70 | X | 0.634 ± 0.016 | X | 0.120 ± 0.008 | X |
| 9060 ± 70 | X | 0.307 ± 0.011 | X | X | X |
| Force [N] | Leakage [cm3/min] | |||
|---|---|---|---|---|
| 13–16 (B–C) | 11–23 (B–D) | 12–30 (B–E) | 14–38 (B–F) | |
| 260 ± 70 | X | X | 0.450 ± 0.013 | X |
| 520 ± 70 | X | X | 0.280 ± 0.011 | X |
| 620 ± 70 | X | 0.346 ± 0.012 | X | X |
| 1035 ± 70 | X | 0.120 ± 0.008 | 1.407 ± 0.029 | |
| 1550 ± 70 | X | 0.090 ± 0.008 | 0.090 ± 0.008 | 0.590 ± 0.015 |
| 2280 ± 70 | X | 0.061 ± 0.007 | 0.060 ± 0.007 | 0.079 ± 0.008 |
| 3105 ± 70 | 5.910 ± 0.073 | 0.044 ± 0.007 | X | X |
| 3365 ± 70 | X | X | X | X |
| 3620 ± 70 | X | X | X | X |
| 4140 ± 70 | 1.900 ± 0.033 | X | X | X |
| 4400 ± 70 | X | X | X | X |
| 5175 ± 70 | 1.100 ± 0.025 | X | X | X |
| 6210 ± 70 | 0.560 ± 0.015 | X | X | X |
| Force [N] | Leakage [cm3/min] | ||
|---|---|---|---|
| (21–37) (D–E) | (28–42) (D–F) | (35–39) (E–F) | |
| 260 ± 70 | 5.610 ± 0.070 | 5.910 ± 0.073 | X |
| 415 ± 70 | X | X | 0.907 ± 0.023 |
| 1035 ± 70 | 2.200 ± 0.036 | 2.500 ± 0.039 | 0.077 ± 0.008 |
| 1550 ± 70 | 0.244 ± 0.010 | 0.184 ± 0.009 | 0.050 ± 0.007 |
| 2280 ± 70 | 0.130 ± 0.008 | 0.071 ± 0.008 | 0.043 ± 0.007 |
| 3105 ± 70 | 0.071 ± 0.008 | X | X |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wróbel, N.; Rejek, M.; Królczyk, J.; Franka, M.; Gupta, M.K.; Śliwiński, M.; Królczyk, G. Parametric Assessment of Surface Topography and Its Influence on Joint Tightness of Non-Separable Joints for Thin Wall Applications. Appl. Sci. 2022, 12, 8917. https://doi.org/10.3390/app12178917
Wróbel N, Rejek M, Królczyk J, Franka M, Gupta MK, Śliwiński M, Królczyk G. Parametric Assessment of Surface Topography and Its Influence on Joint Tightness of Non-Separable Joints for Thin Wall Applications. Applied Sciences. 2022; 12(17):8917. https://doi.org/10.3390/app12178917
Chicago/Turabian StyleWróbel, Nikodem, Michał Rejek, Jolanta Królczyk, Mateusz Franka, Munish Kumar Gupta, Marcin Śliwiński, and Grzegorz Królczyk. 2022. "Parametric Assessment of Surface Topography and Its Influence on Joint Tightness of Non-Separable Joints for Thin Wall Applications" Applied Sciences 12, no. 17: 8917. https://doi.org/10.3390/app12178917
APA StyleWróbel, N., Rejek, M., Królczyk, J., Franka, M., Gupta, M. K., Śliwiński, M., & Królczyk, G. (2022). Parametric Assessment of Surface Topography and Its Influence on Joint Tightness of Non-Separable Joints for Thin Wall Applications. Applied Sciences, 12(17), 8917. https://doi.org/10.3390/app12178917