1. Introduction
Spiral bevel gears have the advantages of a high load-bearing capacity, low noise, and smooth transmission, and are widely used in the automotive industry. However, with the increase in vehicle carrying power, fatigue failures of spiral bevel gears are becoming increasingly severe, and high-performance tooth surface strengthening has become an important solution [
1]. Shot peening is a common method of tooth face peening that increases tooth face hardness by converting tooth face tensile stress into compressive stress, thereby improving tooth face fatigue and wear resistance [
2]. Compared with common shot peening, induction heating shot peening can effectively increase the residual stress on the workpiece surface, refine the grains on it, and improve its dislocation density and hardness [
3,
4,
5]. Using high-frequency electromagnetic induction heating technology to heat a spiral bevel gear before shot peening can increase the gear temperature and provide conditions for composite shot peening of the tooth surface. Therefore, it is important to study the temperature distribution of the tooth surface during the induction heating of spiral bevel gears.
The most commonly used research method for induction heating problems is based on numerical simulations. While studying the field distribution law of induction heating temperature, Huang et al. [
6] used multiple physical coupling analyses in ANSYS software to predict the temperature distribution of each coil layer, determined the optimal combination of process parameters for two-layer induction coils, and quantitatively analyzed the correlation between coil structure and temperature distribution. To obtain a more uniform temperature distribution, in terms of heating parameter optimization, Wang et al. [
7] established a new finite element model of pipeline scanning induction heating, analyzed the main factors affecting the uneven temperature distribution of the lining layer, and used the response surface method to optimize the system parameters.
The structure of the induction heating coil varies with the workpiece shape, and the distance between the induction heating coil and the workpiece affects the heating efficiency and uniformity of the temperature distribution on the workpiece surface. Several studies have considered the effects of coil structure and workpiece geometry during induction heating, and some optimization analyses have been performed. Fu et al. [
8] investigated the effect of the coil structure on the temperature distribution of a heated work-piece, and the results showed that a longitudinal magnetic flux coil could obtain a better temperature distribution. Jakubovicova et al. [
9] optimized the geometry of the induction coil to obtain a uniform temperature distribution on the workpiece surface.
To study the effect of magnetizer geometry on heating rate and temperature uniformity, Gao et al. [
10] investigated the effect of magnet guide geometry on heating rate and temperature uniformity during local induction heating of AISI 1045 steel work-pieces. They verified the results of numerical simulations with experiments to obtain the effect law of the magnet guide on temperature uniformity and the geometry of the magnet guide with the best heating rate. Nian et al. [
11] analyzed the effects of the thickness of the heating target, coil turn distance, heating distance, induction coil position, operating frequency, and waiting time on the heating rate and temperature uniformity of induction heating. The results showed that the thickness of the workpiece affects heating rate, and the induction coil position affects heating uniformity.
To investigate the induction heating of gears, Wen et al. [
12] studied the moving in-duction heating process of a wind turbine’s inner gear ring and reduced the gear ring’s temperature inhomogeneity by changing the heating’s starting and stopping positions. Zhao et al. [
13] analyzed the effect of the number of iterations of heating on temperature distribution uniformity during asynchronous dual-frequency induction heating of bevel gears. The results showed that temperature distribution uniformity in the bevel gear tooth width and tooth profile direction improved with an increase in the number of iterations. Induction heating has been discussed extensively in previous studies; however, induction heating of spiral bevel gears has rarely been discussed.
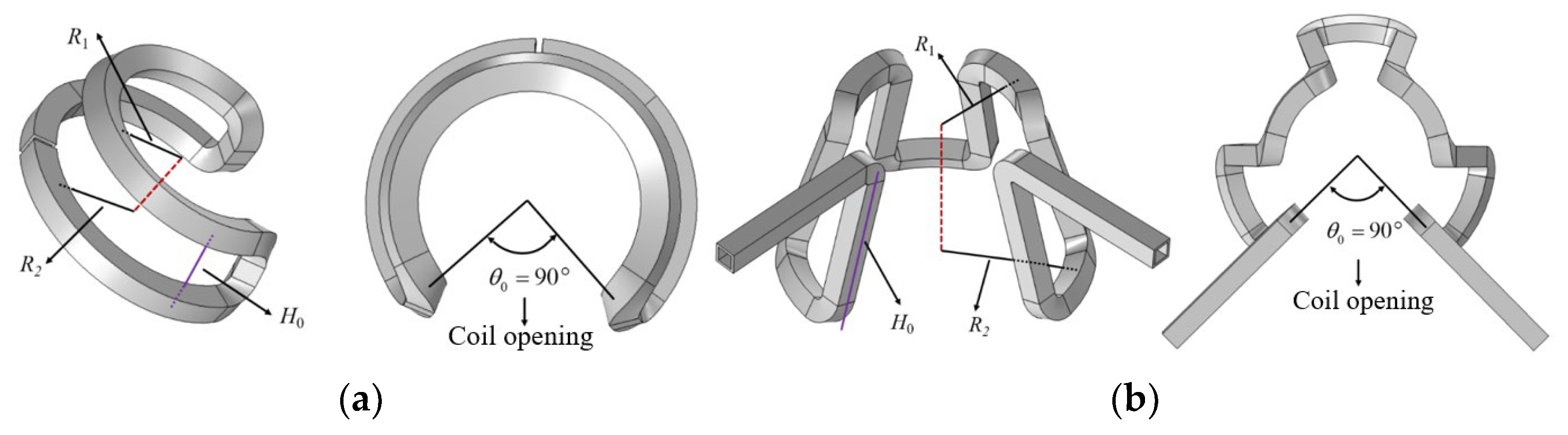
Here, two structures of induction heating coils were designed for spiral bevel gear geometry and shot peening process requirements. A dynamic induction heating simulation analysis was performed with the spiral bevel gear rotating at a constant speed of 20 r/min. According to the characteristics of tooth surface area division, induction-heating experiments were conducted using longitudinal coils to validate the simulation model [
14,
15,
16]. This study can be applied to the construction of heating devices in the shot peening of induction heating composite, which provides a reference for selecting the induction coil and a theoretical basis for dynamic induction heating, as well as a prerequisite for induction heating shot peening.
3. Simulation Results and Discussion
Induction heating shot peening can effectively improve the stability of residual stresses on the tooth surface, increase the depth of the residual stress strengthening layer, and improve the fatigue performance of the gear. However, the gear steel material undergoes local creep because of the high temperature, causing stress relaxation, which weakens the effect of hot shot peening; thus, the gear at the coil opening shot peening regional temperature is an important control parameter. The unpeened area was below the induction coil and was the main area for induction heating. Therefore, the temperature distribution in the heated area was controlled to prevent overheating. A temperature difference between the gear heating area and the shot peening area was introduced to measure the temperature distribution of the entire spiral bevel gear surface. If the gear surface temperature difference is small, the temperature distribution of the entire spiral bevel gear is more uniform. When analyzing the influence of current on the temperature field, the frequency was set to 15 kHz as a constant value, and the values of the current were 500, 750, 1000, 1250, and 1500 A, respectively. In the analysis of the influence of frequency on the temperature field, the current was set as a constant value of 1000 A, and the frequency values were 10, 12.5, 15, 17.5, and 20 kHz respectively. The main parameters of the simulation are shown in
Table 4.
3.1. Effect of Current Intensity on Gear Shot-Peening Area and Surface Temperature Difference
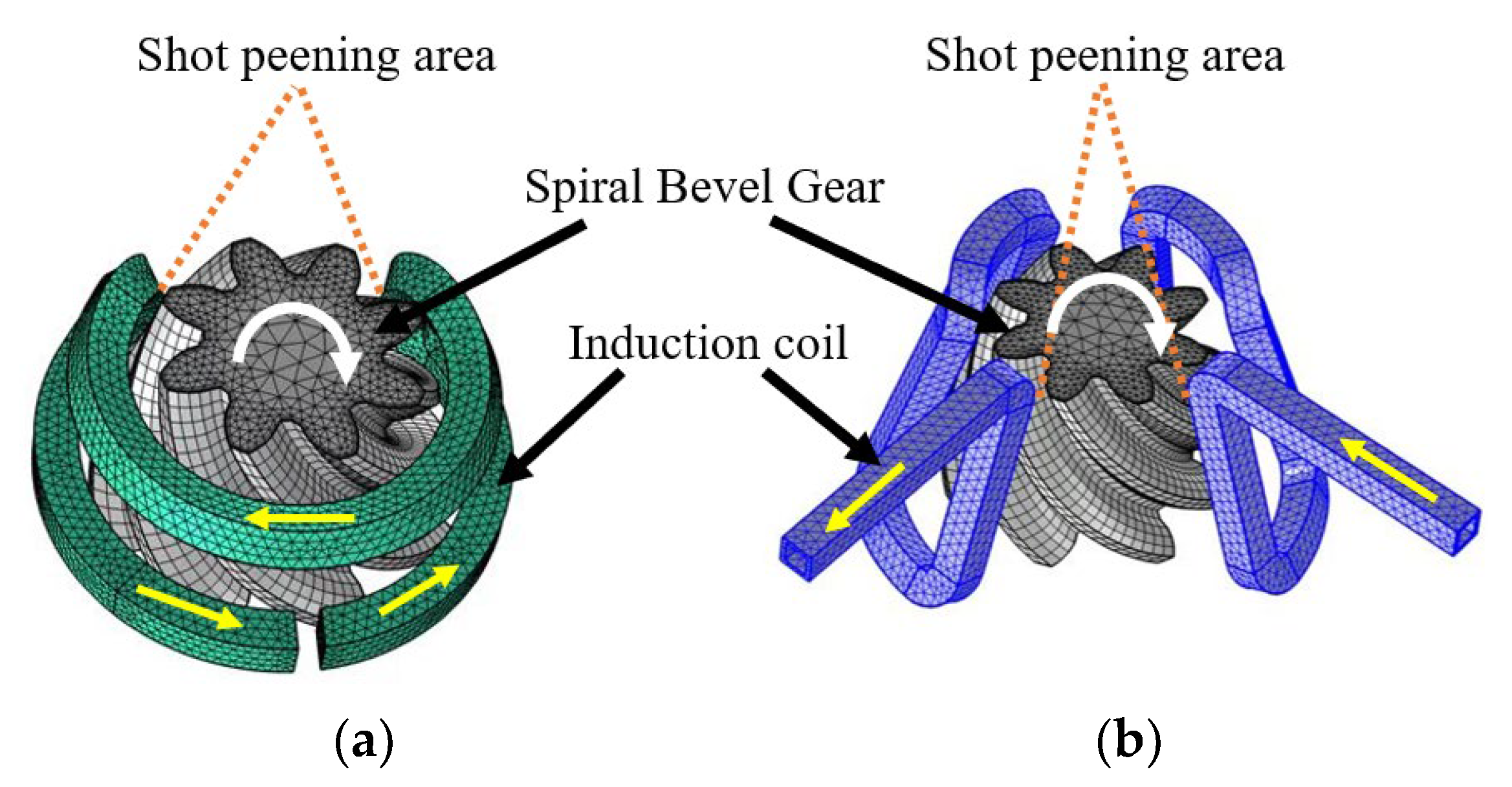
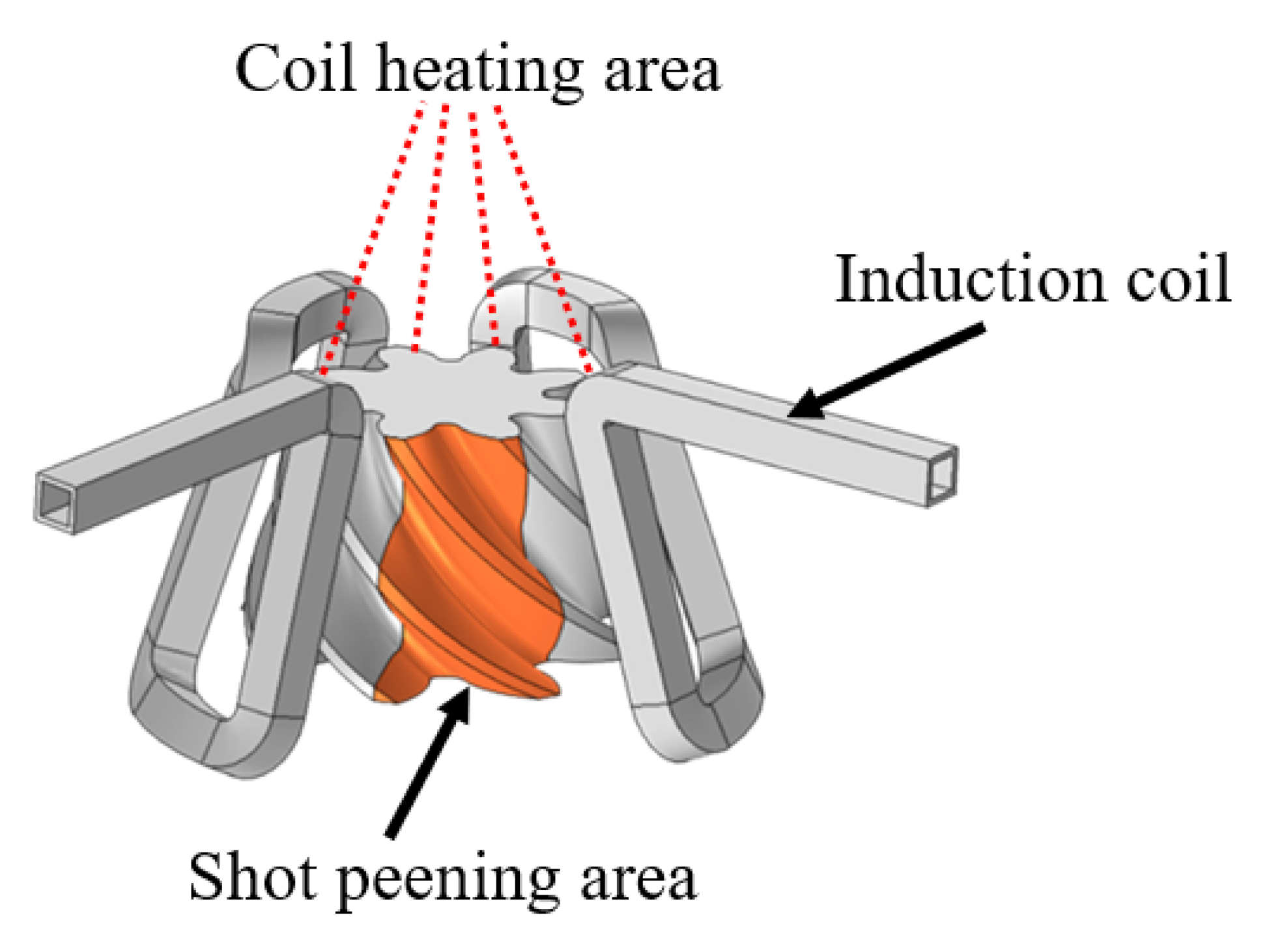
The temperature of the shot peening area and the coil heating area was extracted, the coil covered area was the heating area, and the opening area was the shot peening area, as shown in
Figure 6. The research object was to determine the average temperature of the shot peening area (indicated by GSPA) and the average temperature difference between the shot peening area and the heating area (indicated by GSTD).
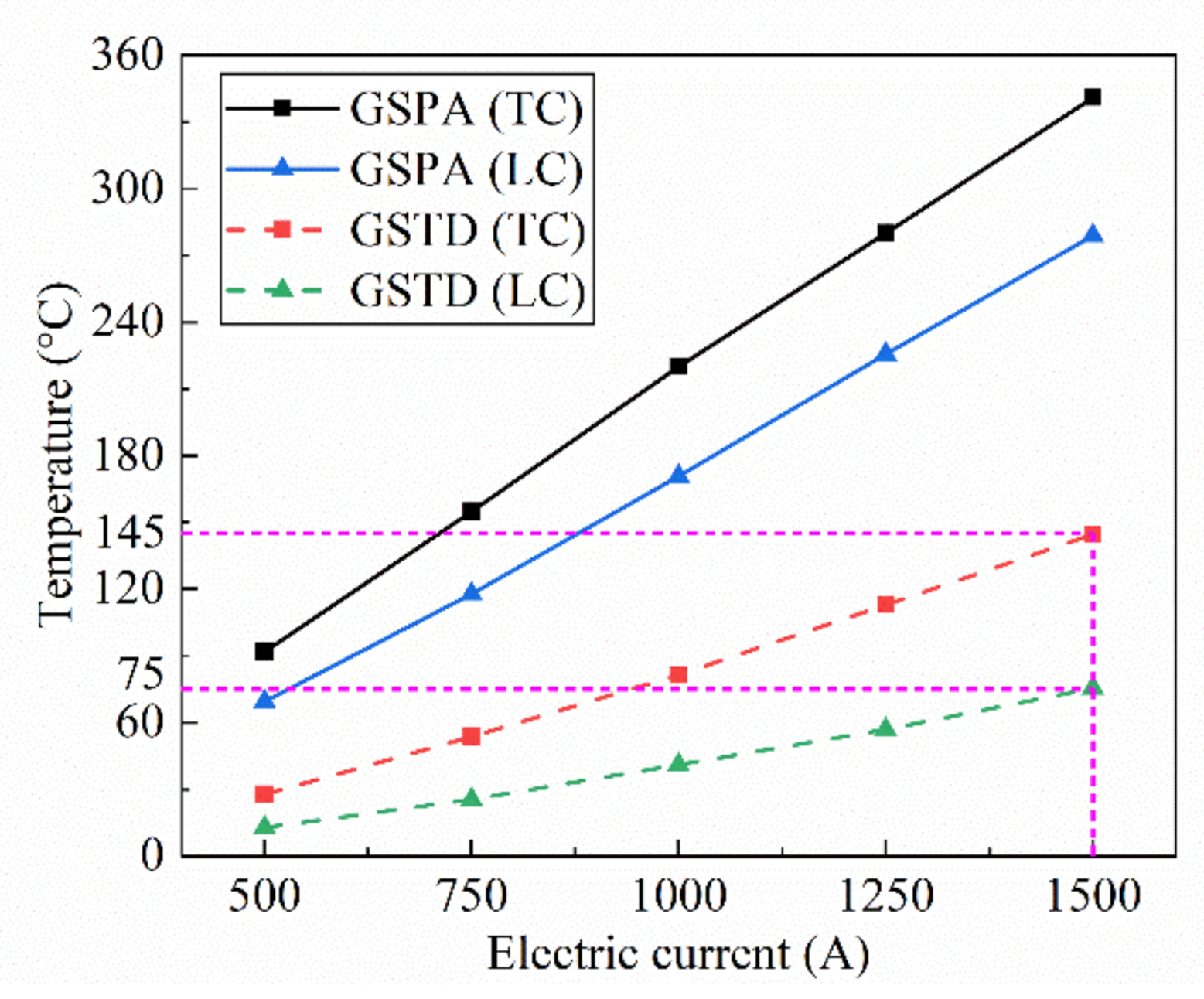
We calculated the temperature difference between the gear shot-peening area and the spiral bevel gear surface at different electric currents. The changes in the gear shot peening area (GSPA) temperature and gear surface temperature difference (GSTD) under different input electric currents of the two coil structures are shown in
Figure 7. The effect of the electric current on the GSPA temperature is similar in pattern, and the two curves are approximately parallel. At the same electric current, the heating temperature of the TC was approximately 45 °C higher than that of the LC. As for the GSTD, when heated with a TC with a current of 1500 A, the maximum GSTD was 145 °C. The GSTD was approximately 75 °C when heated with an LC. This result indicates that when the gear is heated with a TC, the heat generated by the induced eddy currents is mainly concentrated on the gear surface, resulting in a greater temperature difference and a more pronounced temperature field on the tooth surface. Although the LC has a lower heating power because the coil is approximately parallel to the helical direction of the gear teeth, the tooth surface is heated more uniformly, resulting in a smaller temperature difference and more uniform temperature field on the tooth surface.
3.2. Effect of Current Frequency on Gear Shot-Peening Area and Surface Temperature Difference
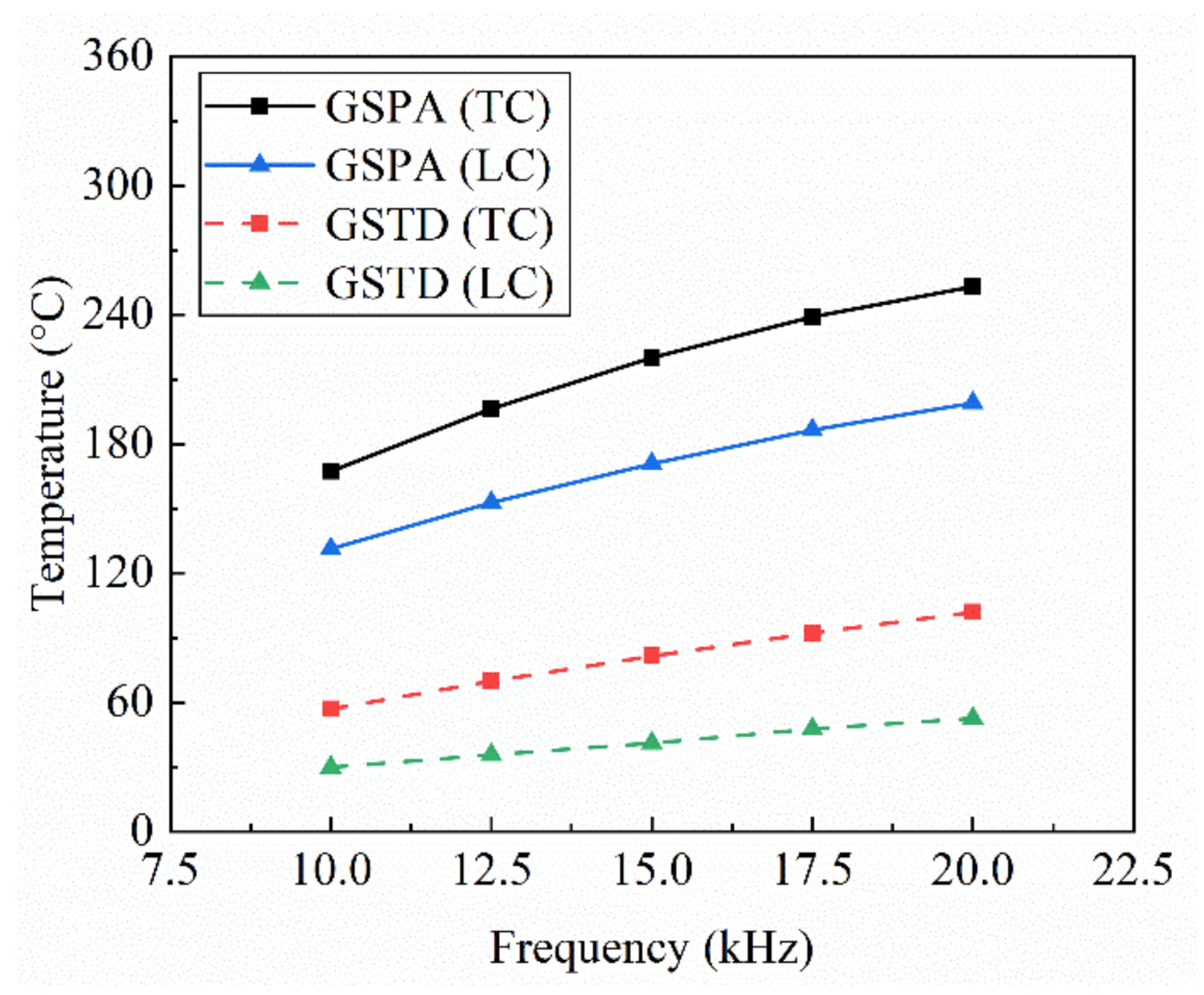
The coil current frequency for the TC was positively correlated with the GSPA and GSTD (
Figure 8). In the induction heating process, the depth of current penetration is related to the current frequency; the higher the current frequency, the smaller the depth of current penetration, which is mainly concentrated on the gear surface, significantly in-creasing the GSPA and GSTD. Conversely, for the LC, the higher the current frequency, the smaller the increase in GSPA and GSTD during induction heating.
Comparing TC and LC, the effect of current frequency on the temperature of the spiral bevel gear shot peening area was similar in pattern, and the two curves were approximately parallel. At the same current frequency, the temperature in the GSPA was approximately 50 °C higher with a TC rather than with an LC. When the TC was used for heating with a current frequency of 20 kHz, the temperature difference on the gear surface reached a maximum of 102 °C, whereas when the LC was used for heating, the temperature difference on the gear surface was approximately 50 °C. The temperature values are shown in
Table 5. Therefore, with the same electrical parameters, the temperature difference generated on the gear surface was higher when the TC was used for heating. In contrast, the temperature field was more uniform when the LC is used for heating.
3.3. Effect of Coil Structure on the Heating Rate of the Gear Shot-Peening Area
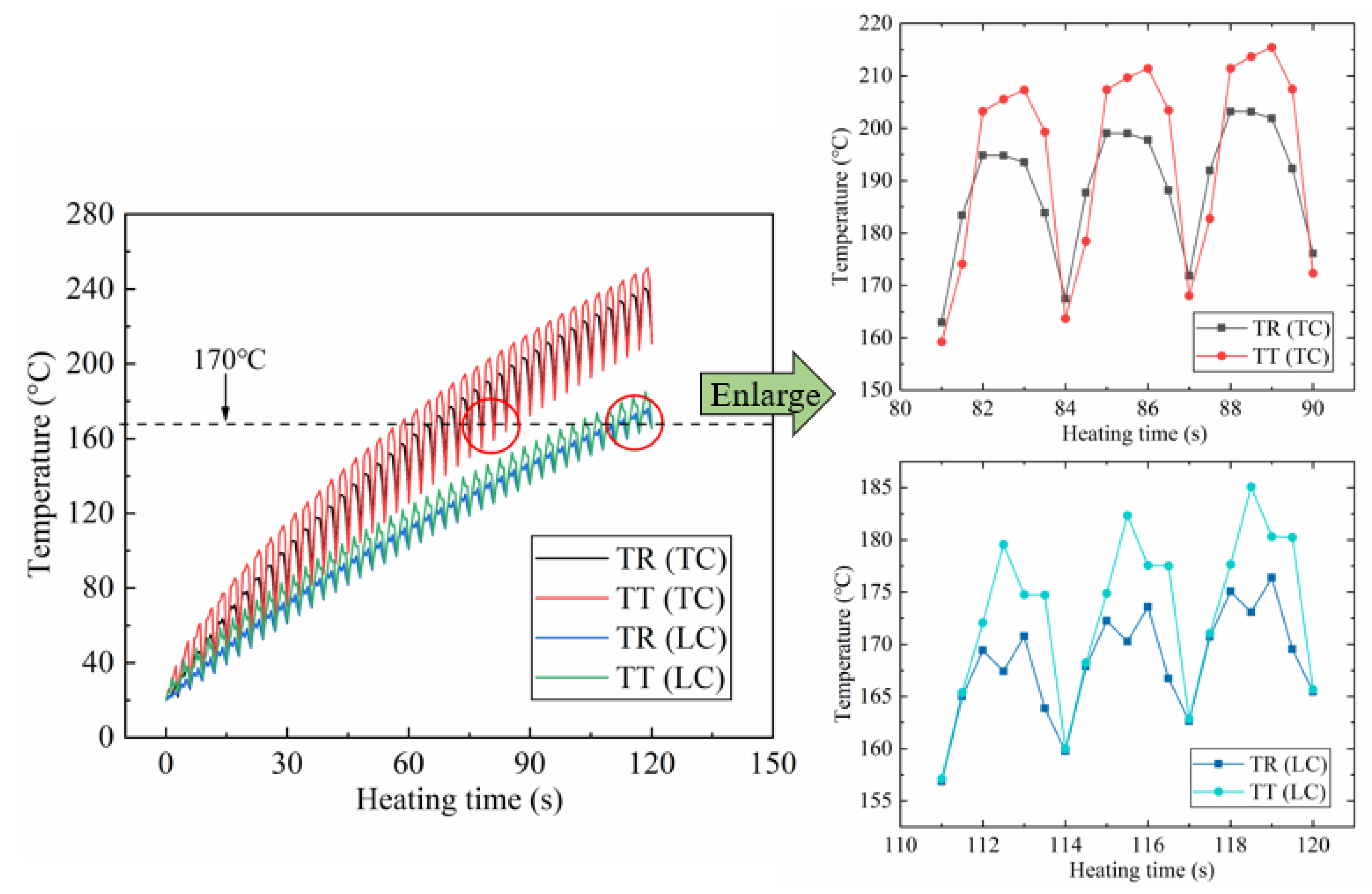
One point each on the tooth top (TT) and tooth root (TR) of the spiral bevel gear in the middle of the shot-peening area was selected as the study object. This selection accurately analyzed the tooth surface temperature of the spiral bevel gear during the induction heating process, thereby ensuring the uniformity of the tooth surface temperature in the gear shot-peening area (coil opening area). The electrical parameters were set to 15 kHz and 1000 A, and the temperature distribution data from the simulation results were extracted (
Figure 9).
Spiral bevel gear shot peening area with TC heating to 170 °C took 85 s, whereas the LC heating took 118 s. During induction heating, with the rotation of the spiral bevel gear, the research target point periodically passed through and away from the shot peening area of the coil opening. Hence, the temperature curve of the study target point on both the top and root of the tooth changed in a periodic fashion, and the temperature repeatedly increased and decreased. When the research target point was in the coil opening area, the magnetic field strength near the research point decreased. Thus, the electromagnetic heat generated in this area was lower than the energy dissipated at this time, resulting in a lower temperature. When the research target point was far from the coil opening area and located below the heating coil, the magnetic field strength near the research point significantly enhanced again. Thus, the electromagnetic heat at the point was significantly increased again, resulting in a temperature increase.
The magnitude of the temperature fluctuations at the study point also reflects the heating efficiencies of the two coils. The small temperature fluctuations indicate that the temperature of the tooth surface point does not drop significantly within one cycle of gear rotation, and the heating efficiency is high. According to
Figure 9, in one rotation cycle, with the same electromagnetic parameters, the temperature fluctuation of the gear heated by the horizontal coil is approximately 35 °C, and the tooth root temperature in the shot peening area is 5 °C lower than the tooth top. The temperature fluctuation of the vertical coil heated gears was 15 °C, and the root and top temperatures in the shot peening area were approximately the same.
3.4. Effect of Coil Structure on Gear Tooth Surface Temperature Distribution
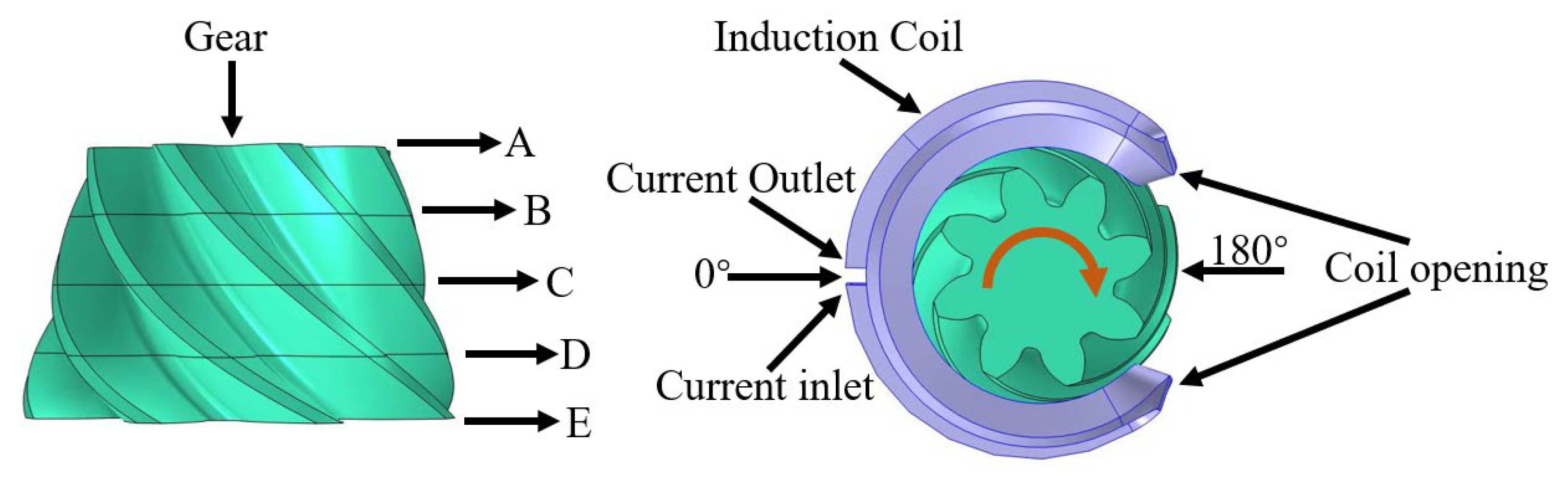
Because of the complex shape of the spiral bevel gear tooth surface, to study the temperature distribution law of the spiral bevel gear tooth surface, five circumferential curves were selected in the axial position of the tooth surface, namely, A, B, C, D, and E. Each curve represents the outer surface profile in the gear tooth width direction. The plane where each curve was located was parallel to each other with a spacing of 11 mm, and 16 points on each curve were taken as the study object (
Figure 10).
The axial temperature distribution on the spiral bevel gear surface after induction heating using a TC is shown in
Figure 10. When the gears were heated using TC, the circumferential temperature distribution of the tooth surfaces was not uniform. The five temperature curves in the figure show periodic changes as the temperature increases and decreases. For example, between 250° and 300°, the temperature curves A, C, and E increase and then decrease, whereas curves B and E decrease and then increase. Between 250° and 300°, the temperature curves A, C, and E increase and then decrease, whereas curves B and E decrease and then increase. This is due to the difference in the shapes of the spiral bevel gears with different curves at the same angle. The teeth of the spiral bevel gears have a helix angle, so there are different tooth tops and roots at the same angle. There is a radial distance difference between the tooth root and top. When the tooth top was close to the heating coil, the electromagnetic heating power in this area was high, and the temperature was high. When the tooth root is far from the heating coil, the electromagnetic heat power in this area is low, and the corresponding temperature is low.
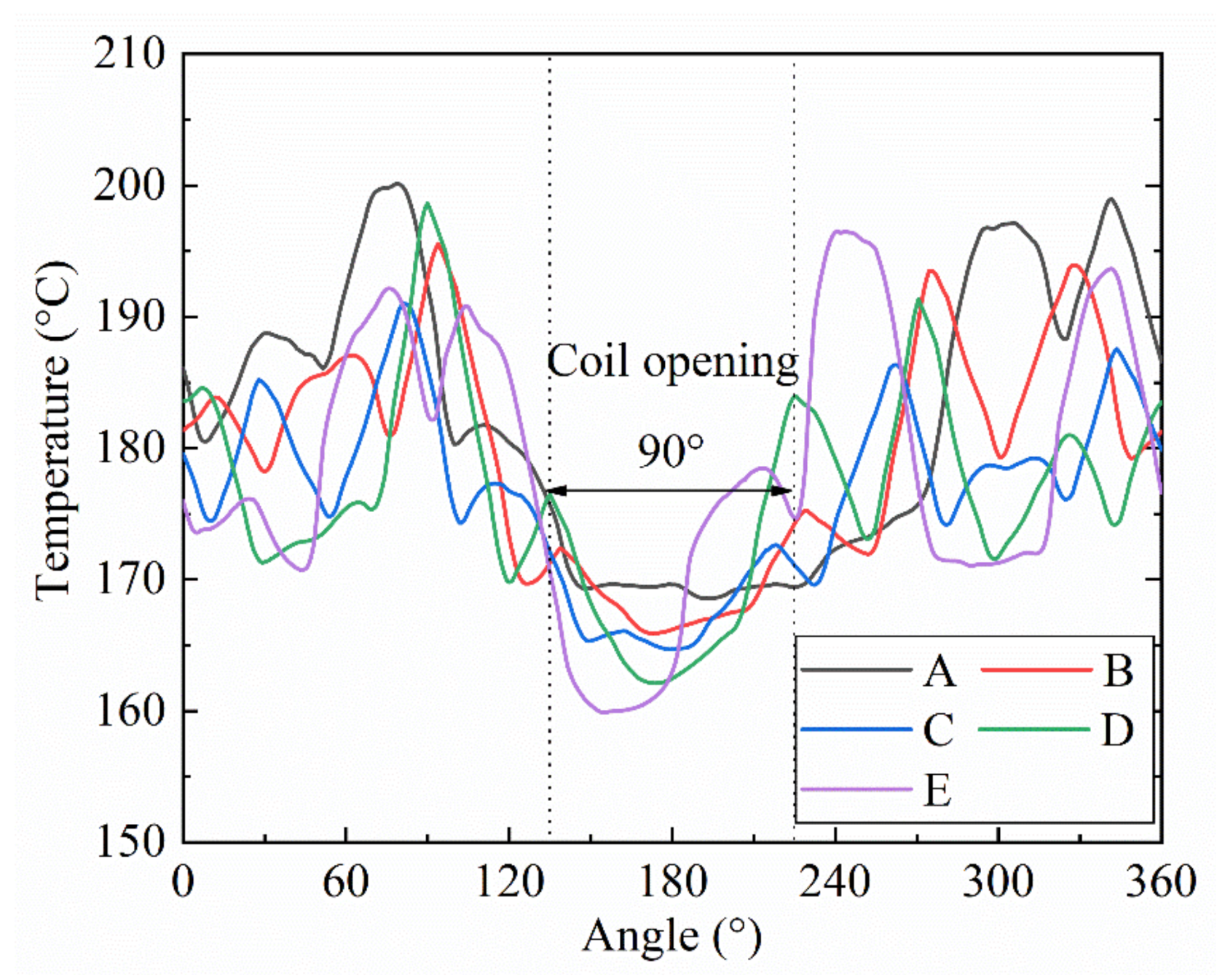
According to the results of TC heating (
Figure 11), curves A, B, C, D, and E have the lowest temperature at the coil opening from 135° to 225°. In contrast, the temperature farther away from the coil opening was higher, and the distribution was more uniform. The temperature distribution in the gear axial direction was uneven. The B, D, and E curves correspond to higher temperatures because the gear area where these three curves are located is closer to the induction heating coil. Conversely, the gear area where the A and C curves are located is farther away from the induction heating coil, and their corresponding temperatures are lower.
As illustrated in
Figure 12, when using an LC to heat the spiral bevel gear, the temperature distribution around the gear’s circumference was similar to the results of the TC heating, and the temperature curve varies periodically. The temperature was the lowest at the coil opening from 135° to 225°, the highest tooth surface temperature was located near 90° and 270°, the coil was roughly parallel to the tooth direction of the gear, and the efficiency of induction heating was the highest. In the axial direction, the LC was more uniformly heated than the TC, and the temperature difference between the five curves was smaller.
3.5. Electromagnetic Heat Distribution Law of Tooth Surface
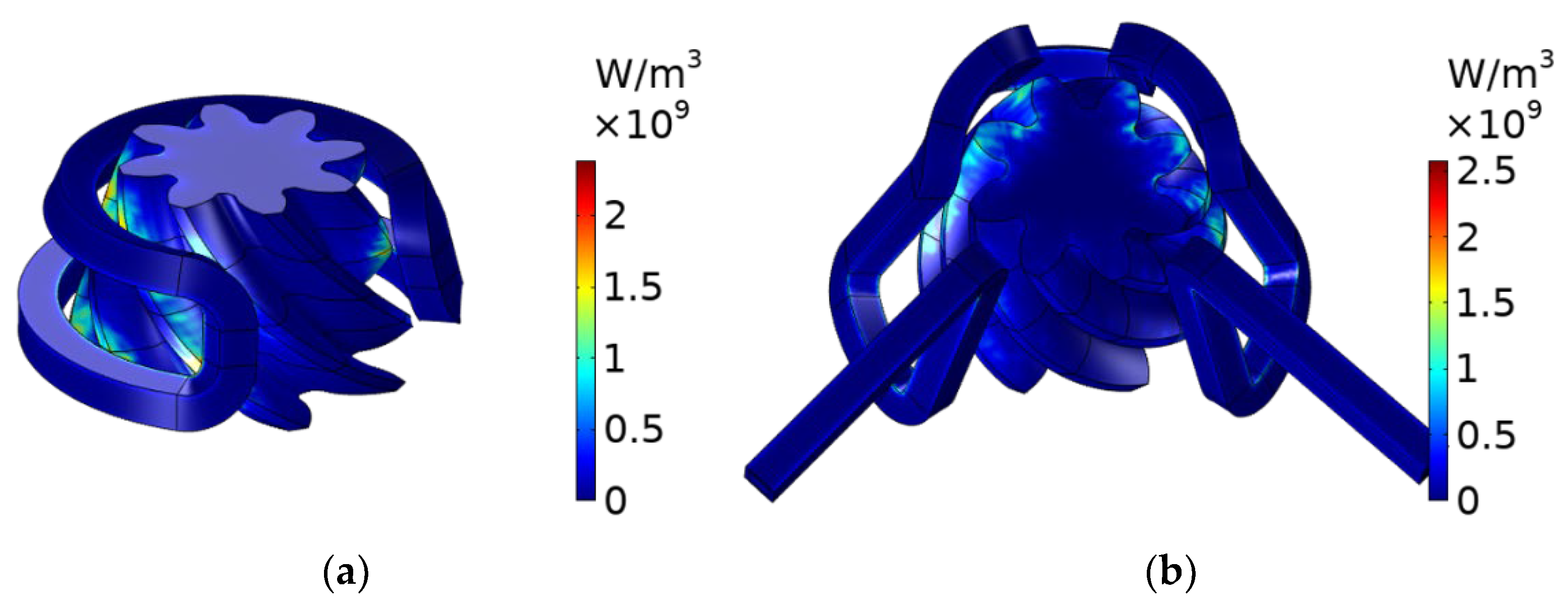
The temperature distribution trend of the tooth surface can be obtained by the distribution law of the electromagnetic heat curve. Therefore, to analyze the effect of the coil structure on the temperature distribution of the spiral bevel gears in the circumferential and axial directions, the distribution law of electromagnetic heat on the gear surface when heated by the two types of coils was investigated. The electromagnetic heat distributions of the gears heated by the two coils are shown in
Figure 13.
Due to the skin effect of induction heating, the electromagnetic heat generated by TC heating was mainly on the outer surface of the spiral bevel gear. Because of the radial distance between the root and top of the gear, the electromagnetic heat was unevenly distributed in the circumferential and axial directions in the area of the tooth surface below the coil. Therefore, the electromagnetic heat was highest in the tooth top area near the coil and gradually decreased towards the tooth root area.
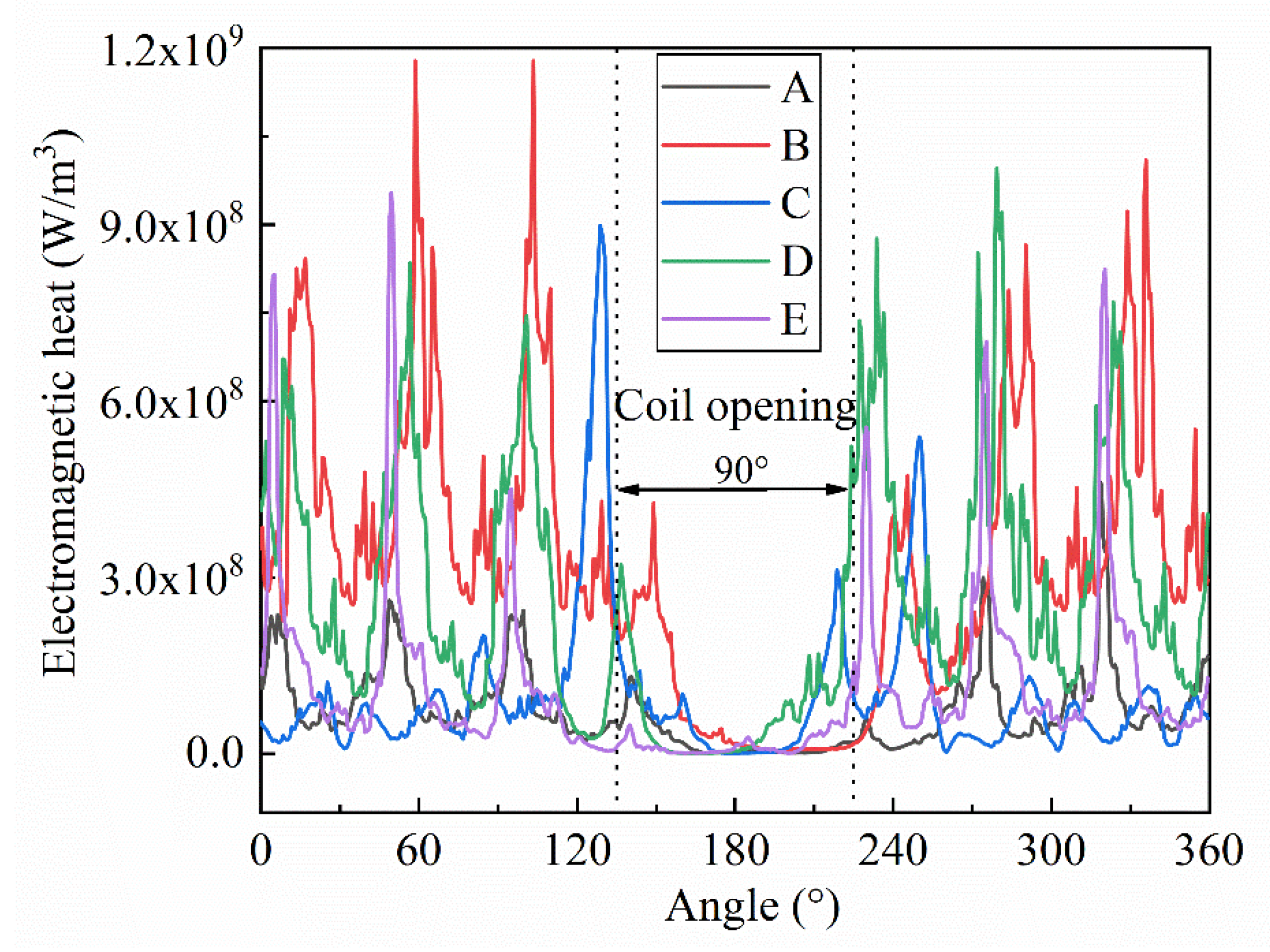
As shown in
Figure 14, because the small end face of the gear was far away from the induction coil, the surrounding electromagnetic heat was distributed sparsely, such that the electromagnetic heat on curve A was significantly lower than that of the other curves. Hence, the electromagnetic heat concentration distribution areas in the circumferential direction of the tooth surface were located at 0–135° and 225–360°, whereas in the gear shot-peening area at the coil opening, the electromagnetic heat suddenly decreased and tended to zero. This explains the temperature drop in the shot-peening area of the gear and the variation law of the circumferential temperature of the tooth surface when the TC was heated. Comparing the five curves of electromagnetic heat distribution, we can see that the electromagnetic heat is sparsely distributed on curves A and C and densely distributed on curves B, D, and E. This distribution is similar to the circumferential temperature distribution of the tooth surface when the TC was heated.
The electromagnetic heat distribution law generated using LC heating differed from that generated through TC heating (
Figure 15). In the axial direction of the gear, the electromagnetic heat distribution on the five curves was more uniform. This is because the horizontal part of the coil was distributed on the gear’s small end face, and the electromagnetic heat on the gear’s small end face was close to that of the other parts of the tooth surface. The electromagnetic heat shown on curve A is similar to that of several other curves, and the temperature difference on the tooth surface was smaller than that when heated by the TC. In the circumferential direction of the gear, the electromagnetic heat at the coil opening abruptly changed to 0, the temperature of the tooth surface started to decrease, and the temperature of the tooth surface increased again when entering the coil coverage area.
4. LC Heating Experimental Test
According to the simulation analysis results in
Section 3, the temperature difference of the gear tooth surface was smaller when LC was used for heating, and the temperature field distribution in the shot peening area was more uniform. Therefore, an induction heating test bench was built to verify the reliability of heating using LC and the accuracy of the tooth surface temperature distribution [
20,
21,
22]. Dynamic induction heating tests were performed on a spiral bevel gear with a modulus of 6.810. Infrared thermal imaging equipment was used to detect and record the tooth surface temperature data during the LC heating process. The recorded experimental data were then imported into Smart View software for processing, and the temperature data were compared with the numerical simulation.
4.1. Dynamic Induction Heating Experimental Equipment
To improve the uniformity of tooth surface temperature field distribution under coil heating, spiral bevel gears need to rotate at a uniform speed during induction heating. Therefore, the longitudinal coil was fixed in the experiment, and the spiral bevel gear was set at a constant speed of 20 r/min. The induction heating experimental equipment included an insulated gate bipolar transistor (IGBT)-type power cabinet host, output transformer, induction coil, infrared thermal imager, water pipes (cooling effect), and a spiral bevel gear (uniform rotation;
Figure 16).
4.2. Selection of Study Points for Spiral Bevel Gears
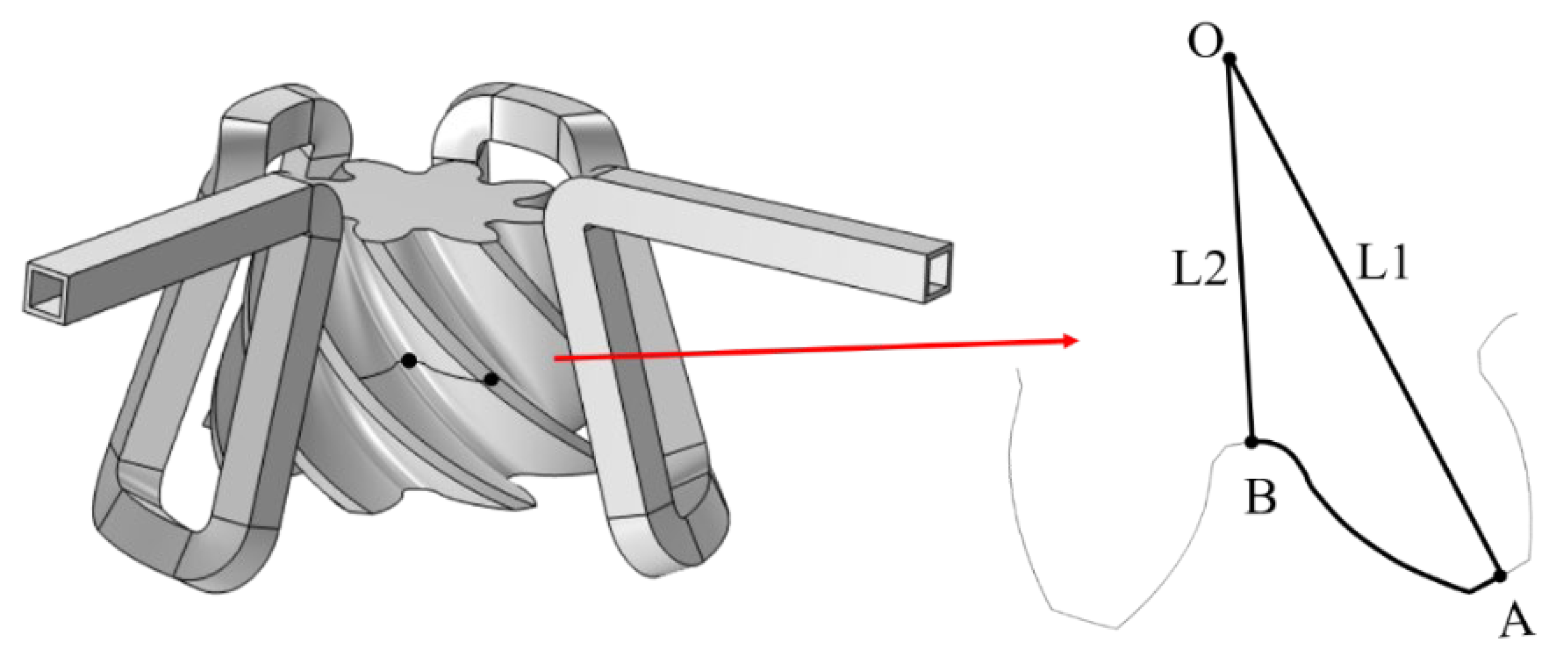
The top midpoint A and root midpoint B of a gear tooth in the middle section of the spiral bevel gear were selected as the research objects, as shown in
Figure 17. This selection helped to accurately determine the tooth surface temperature of the spiral bevel gear during induction heating. In
Figure 17, point O is the center point of the gear in this section, path L1 represents the distance from the top midpoint to the center of the gear, and path L2 represents the distance from the root midpoint to the center of the gear.
4.3. Analysis and Comparison of Eexperimental Results
According to the experimental operation procedure, a dynamic induction heating test of the spiral bevel gear was carried out. The experimental data were analyzed in combination with the simulation results. Cloud plots of the experimental temperature distribution (ETD) and numerical simulation temperature distribution (NSTD) at different heating times are shown in
Figure 18.
Figure 18 shows that the temperature distribution of the tooth surface in the spiral bevel gear shot peening area exhibits the same trend during the experiment and simulation. It shows a higher temperature at the top of the tooth in the shot peening area, a lower temperature at the tooth root, and the highest temperature at the tooth surface profile. This is because the radial distance between the tooth root and the induction coil is greater than that of the tooth top during induction heating. Owing to the proximity effect, there is less magnetic leakage loss and more efficient heating at the top of the tooth than at the root, so the temperature is higher. Simultaneously, when the gear rotates through the shot peening area, the magnetic induction intensity decreases, and the power of heat dissipation of the gear teeth is greater than the power of heating, which decreases the temperature of the gear teeth. Thus, the top of the tooth is more easily affected by the surrounding airflow, and the temperature drops faster, lowering the top temperature than the tooth surface temperature.
During the heating experiment, the temperature of the induction coil did not change significantly. This is because there was a circulating water flow in the coil during the experiment, and the joule heat generated on the coil was carried away by the water flow, which further illustrates the feasibility of simplifying the water flow during the numerical simulation.
4.4. Comparison of the Experimental and Simulation Results
During the experiment, because the ambient temperature changed with time, the fluctuation of the ambient temperature affected the temperature of the tooth surface, and the infrared thermal imager had a measurement error of 1.5%. To improve the accuracy of the experimental results we conducted the same experiment three times, and the final experimental results are presented as the average of the three experiments. The main purpose of this section is to verify the correctness of the simulation through experiments. Therefore, to quantitatively analyze the error between the experiment and the simulation, the temperature changes of tooth apex point A and tooth root point B during the numerical simulation and experiment of induction heating were collected. The error between the experiment and simulation was compared, and temperature curves were plotted (
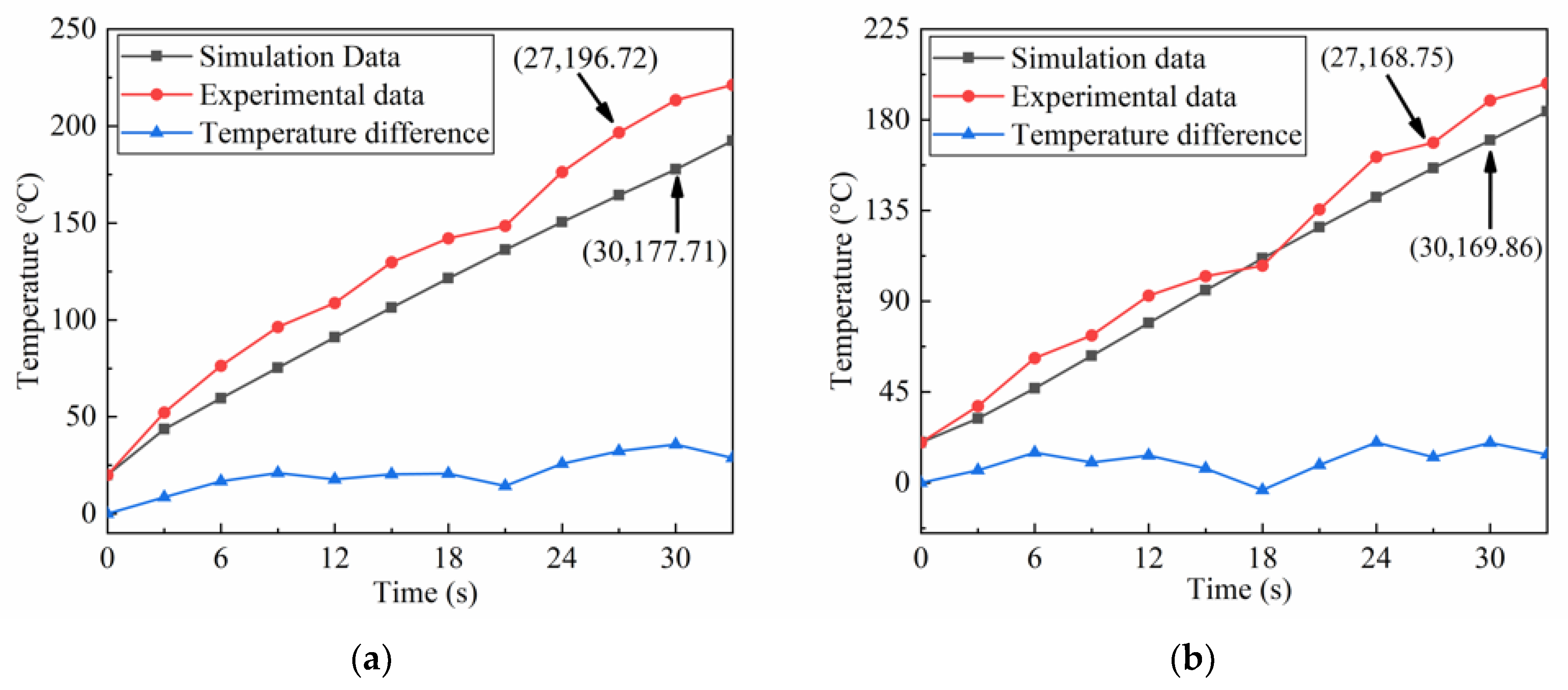
Figure 19).
From the temperature curve in
Figure 19, the temperatures at points A and B on the tooth surface of the spiral bevel gear show an increasing trend during the heating process, and the curve trends of the simulated and experimental temperatures are the same. How-ever, the experimental temperature is higher than the simulated temperature, and the experimental temperature is more volatile than the simulated temperature. This is because the gear exchanged heat with the air during the experiment, and the temperature of the tooth surface was radiated to the induction coil, resulting in changes in the physical properties of the coil.
As shown in
Figure 19a, the average temperature changes during the induction heating of the spiral bevel gear were 5.23 °C/s and 6.1 °C/s. The maximum temperature difference between the simulated and experimental groups at the top of tooth A was 35.75 °C, and the average temperature difference was 20.20 °C, with a maximum relative error of 16.75%. It took 27 s to heat the tooth root point B to 170 °C in the experiment and 30 s to reach the corresponding temperature in the simulation, and the relative error of heating time was 10%. The average temperature change between the simulation and experiment for point B was 4.97 °C/s and 5.4 °C/s. The maximum temperature difference between the simulation and experiment was 20 °C, the average temperature difference was 10.30 °C, and the maximum relative error was 12.36%.
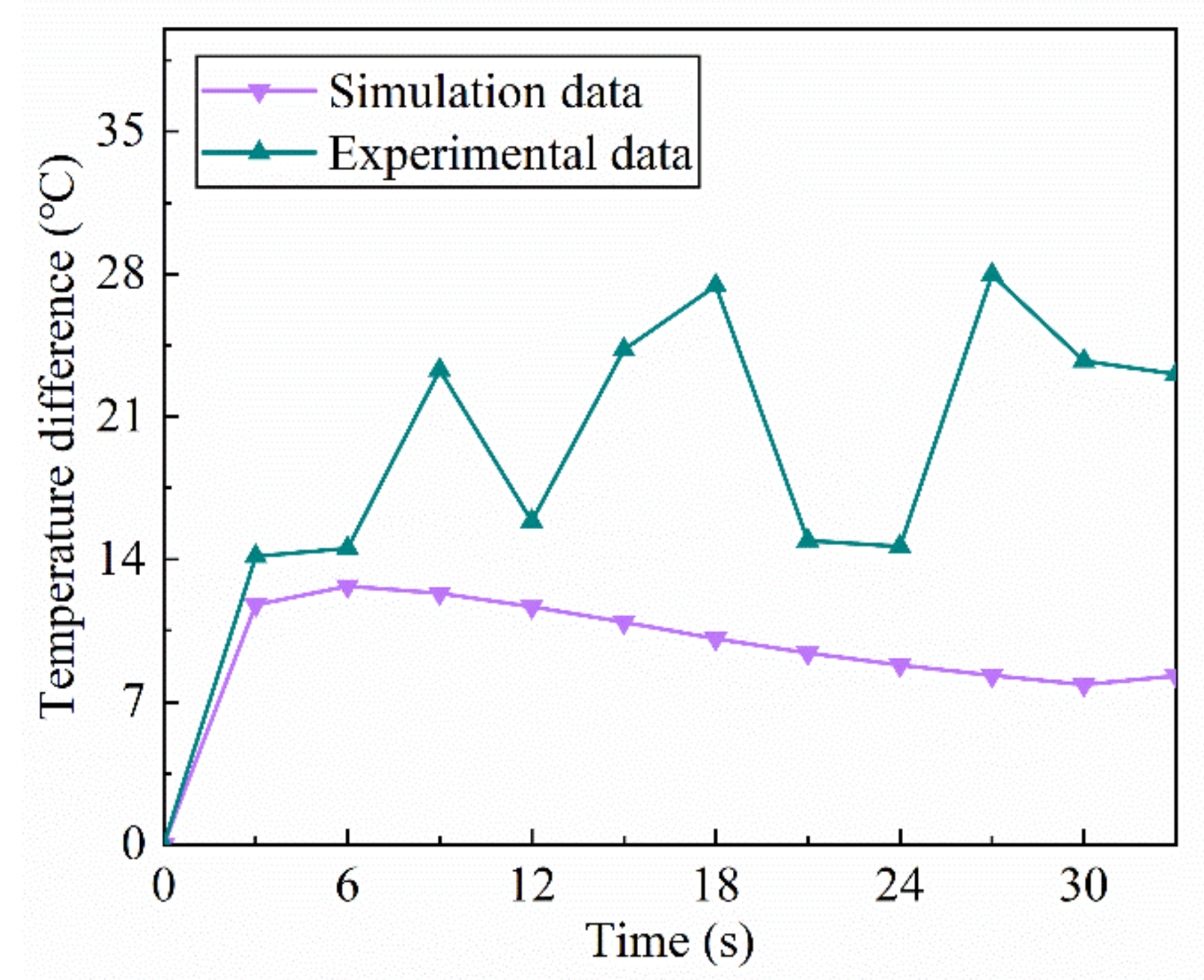
The temperature difference between top A and root B of the spiral bevel gear is shown in
Figure 20. The temperature difference between the root and the top of the tooth in the simulation was relatively stable, with an average temperature difference of approximately 9.5 °C, while the temperature difference between the top and the root of the tooth in the experiment fluctuated more, with a maximum temperature difference of 27.3 °C and an average temperature difference of 19.24 °C. This is because of the assumptions of the simulation conditions, which did not consider the influence of the surrounding air and the coil temperature change, the experimental process’s external environment, and the measuring instrument’s conditions. Overall, the experimental and simulated data for the heating phase are in good agreement.























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}