
A Study of Microdrilling of Fused Silica Using EDMed PCD Tools


Abstract
:1. Introduction
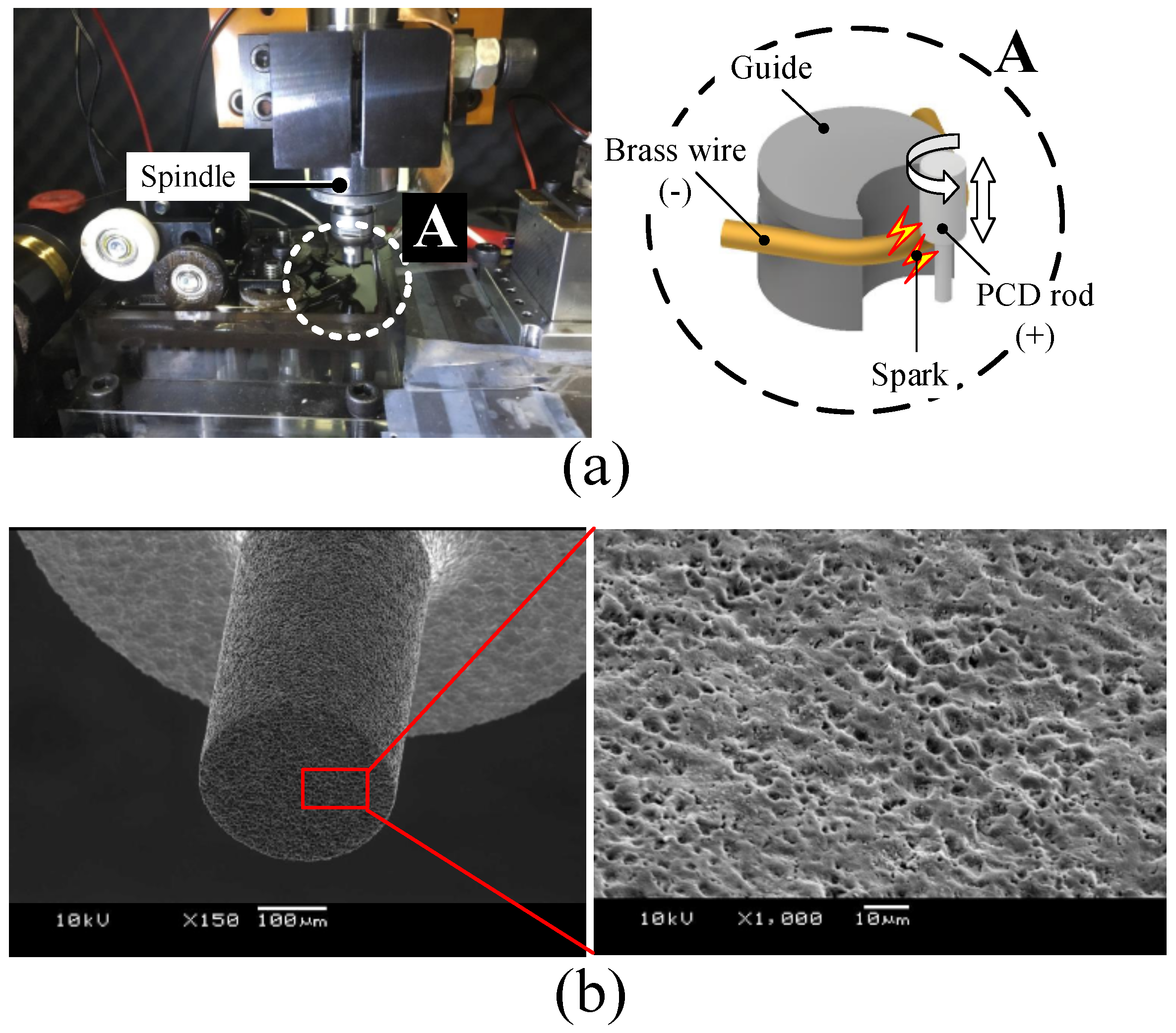
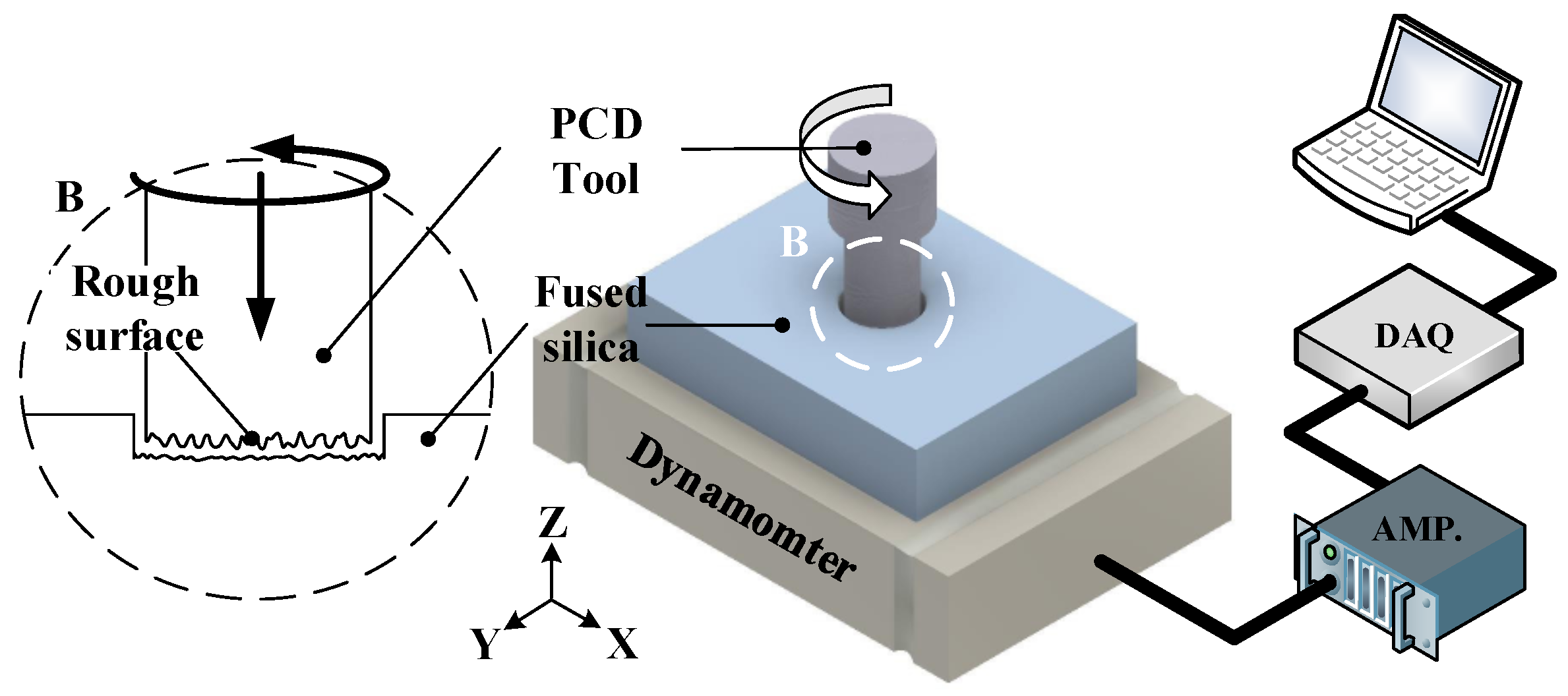
2. Experimental Setup
3. Microdrilling Fused Silica
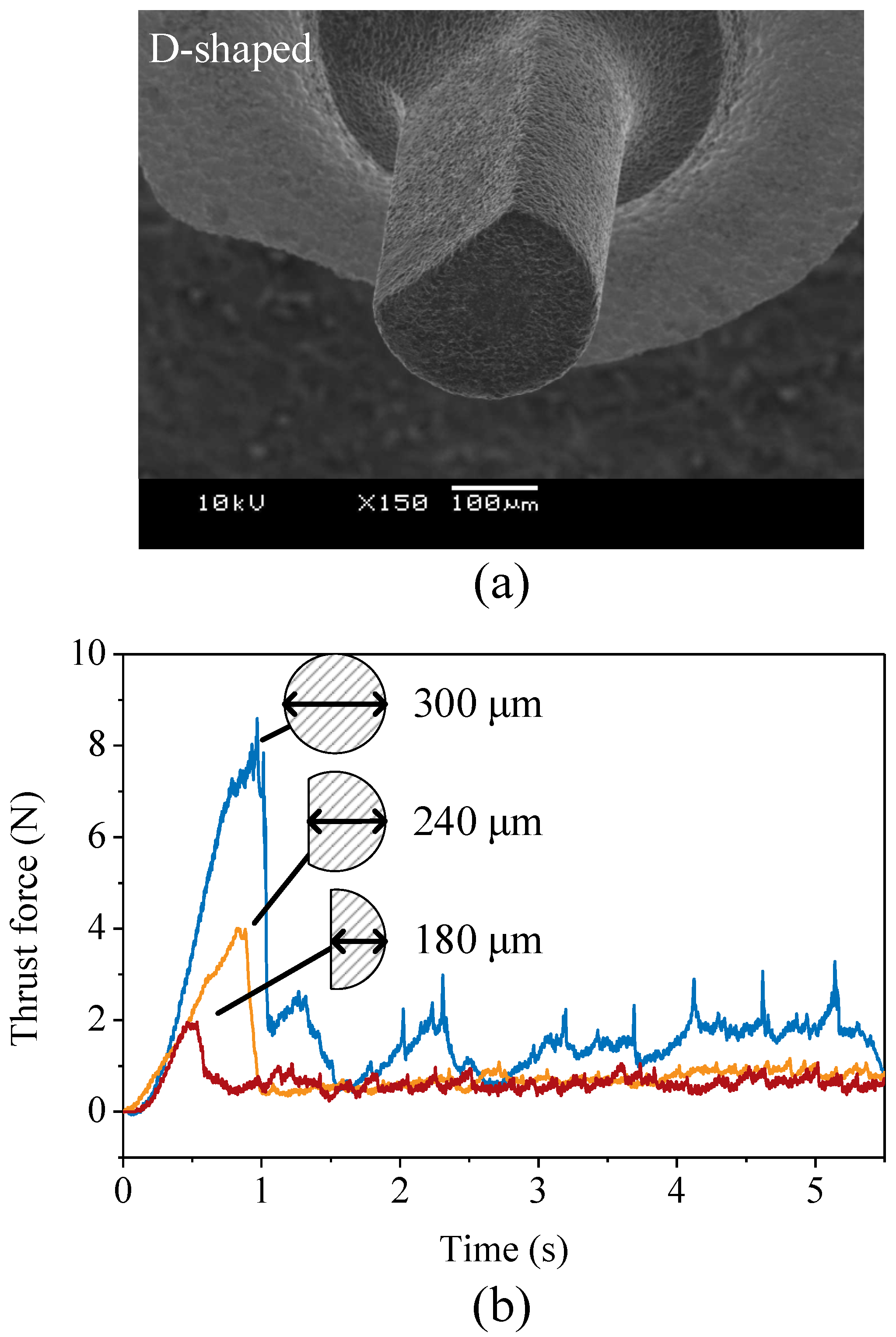
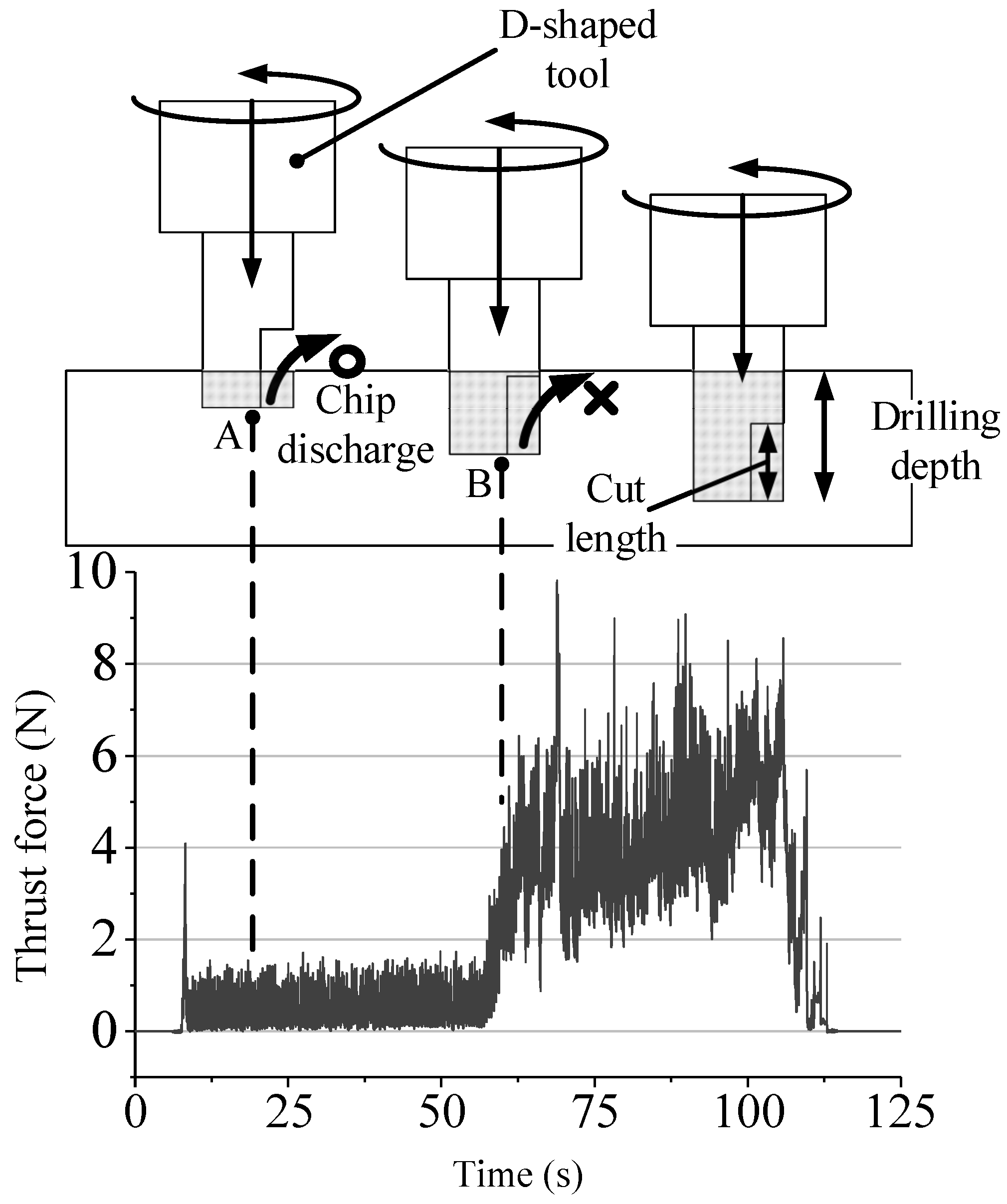
3.1. Effect of Tool Shape
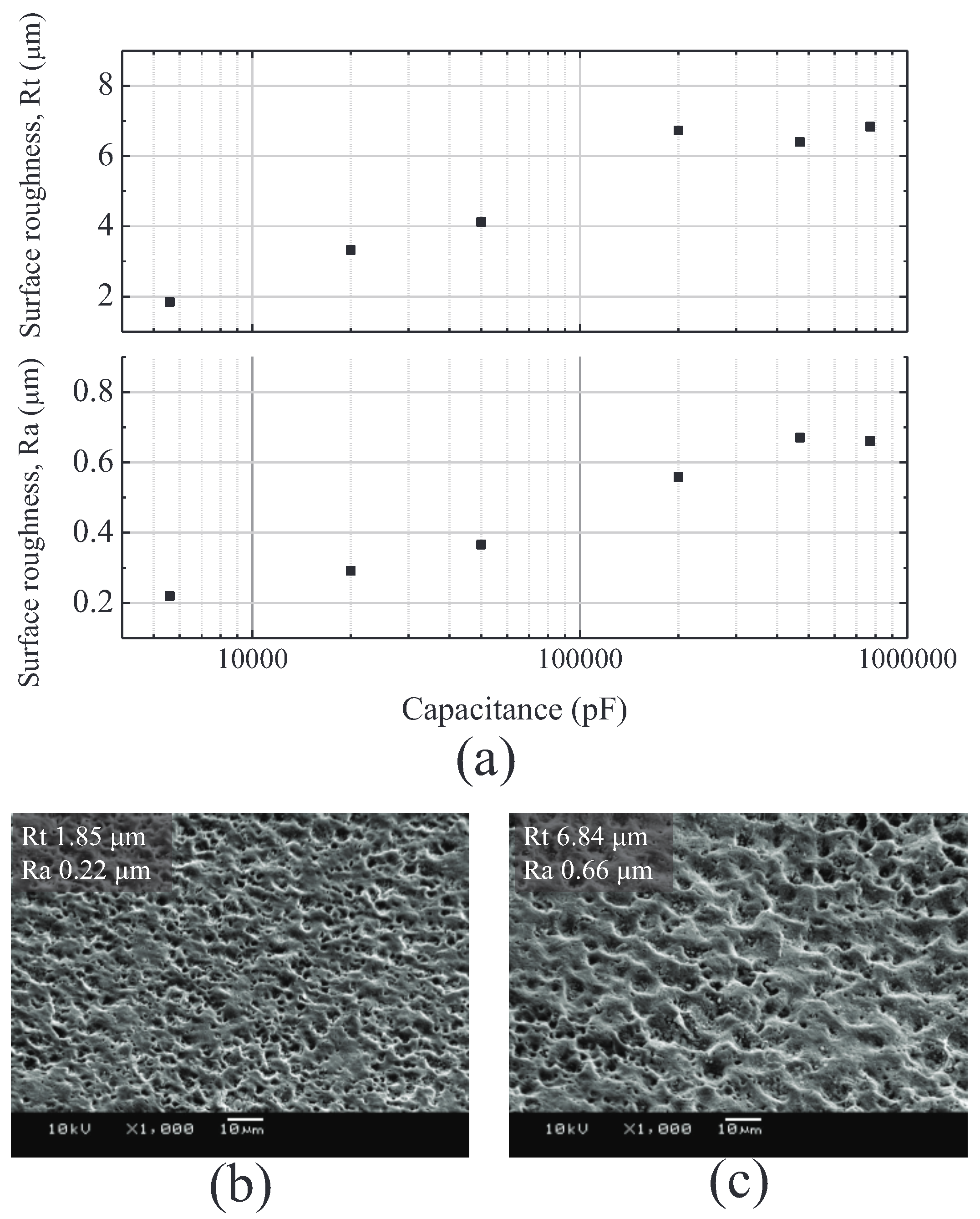
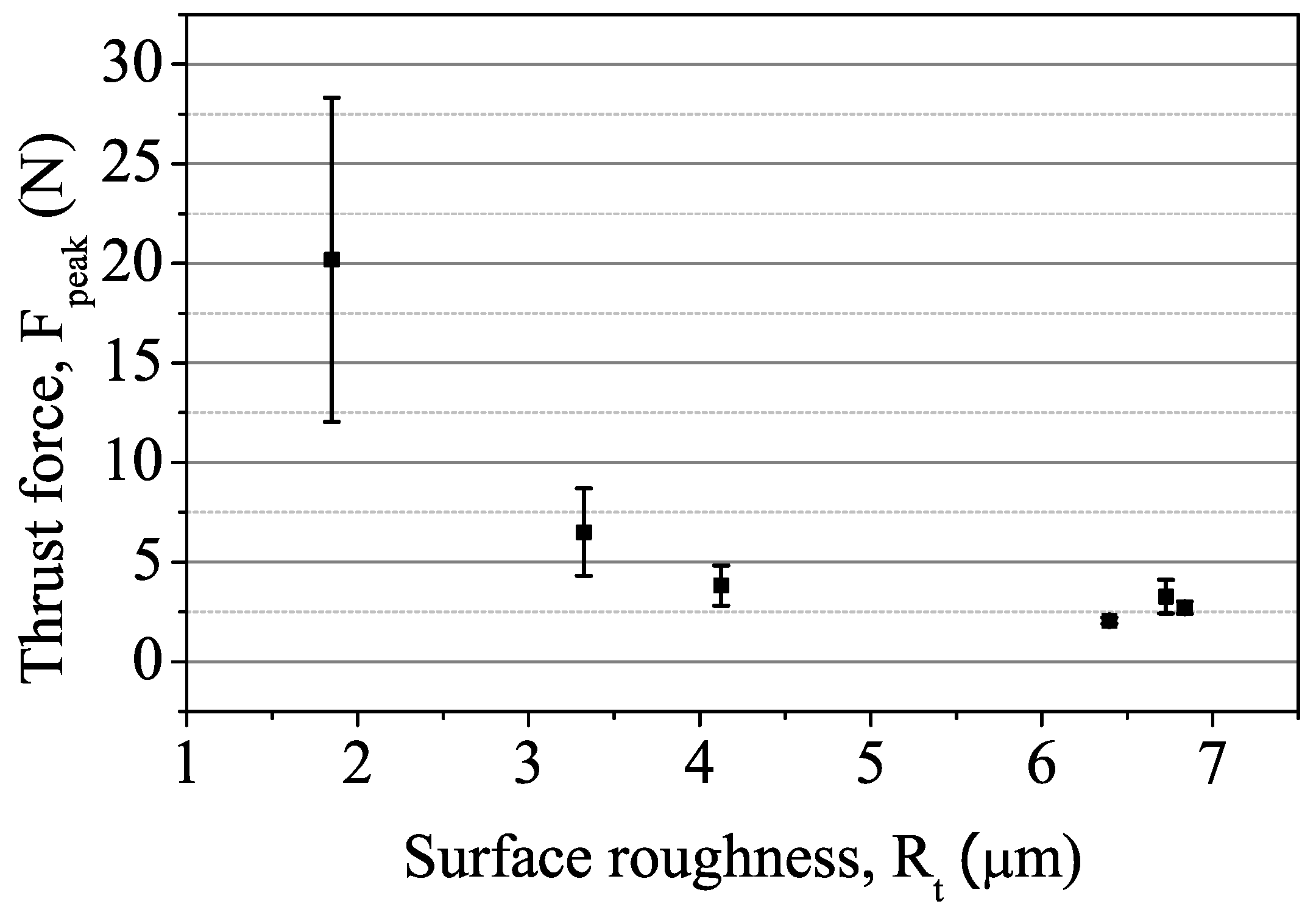
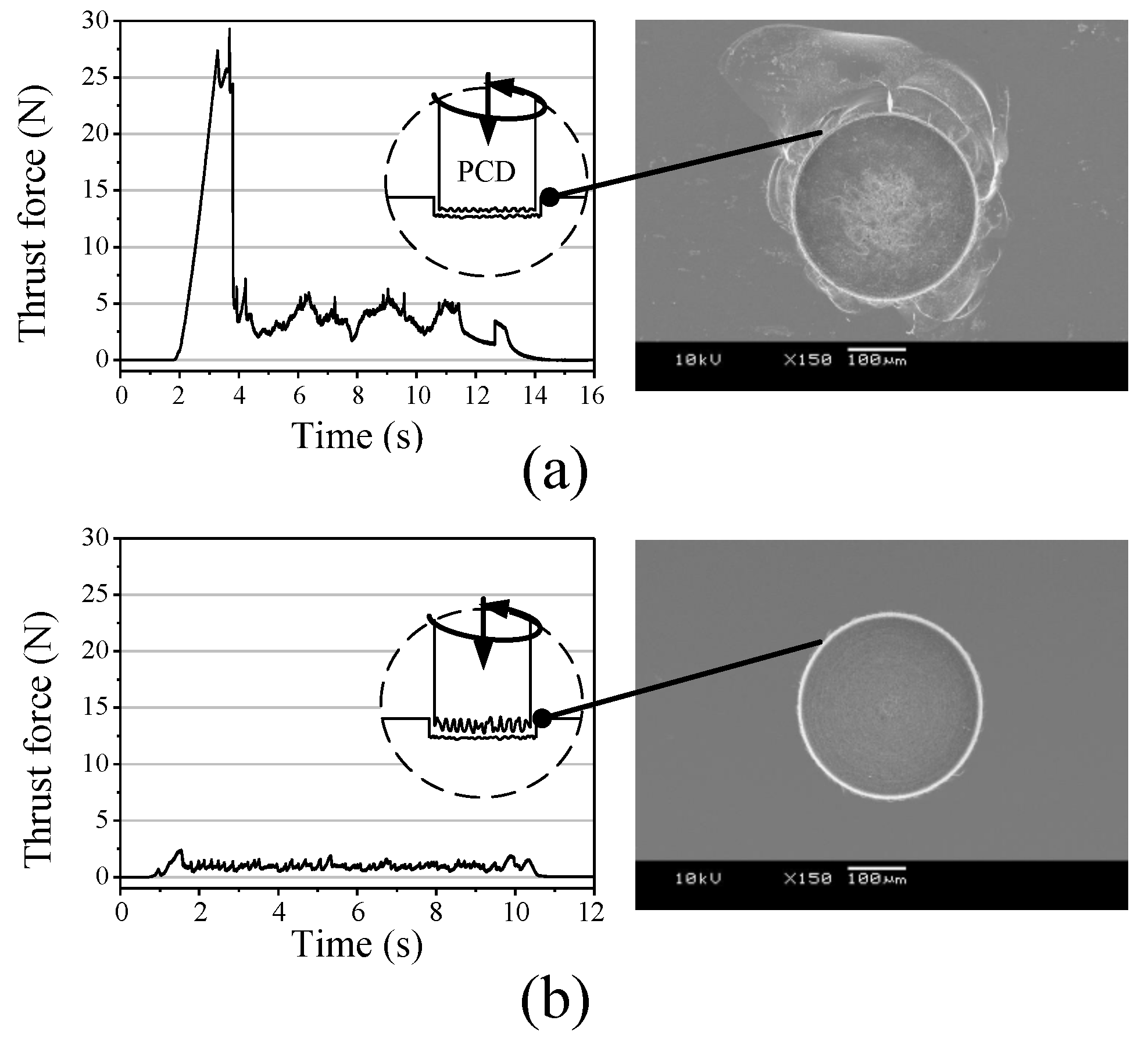
3.2. Effect of Tool Surface Roughness
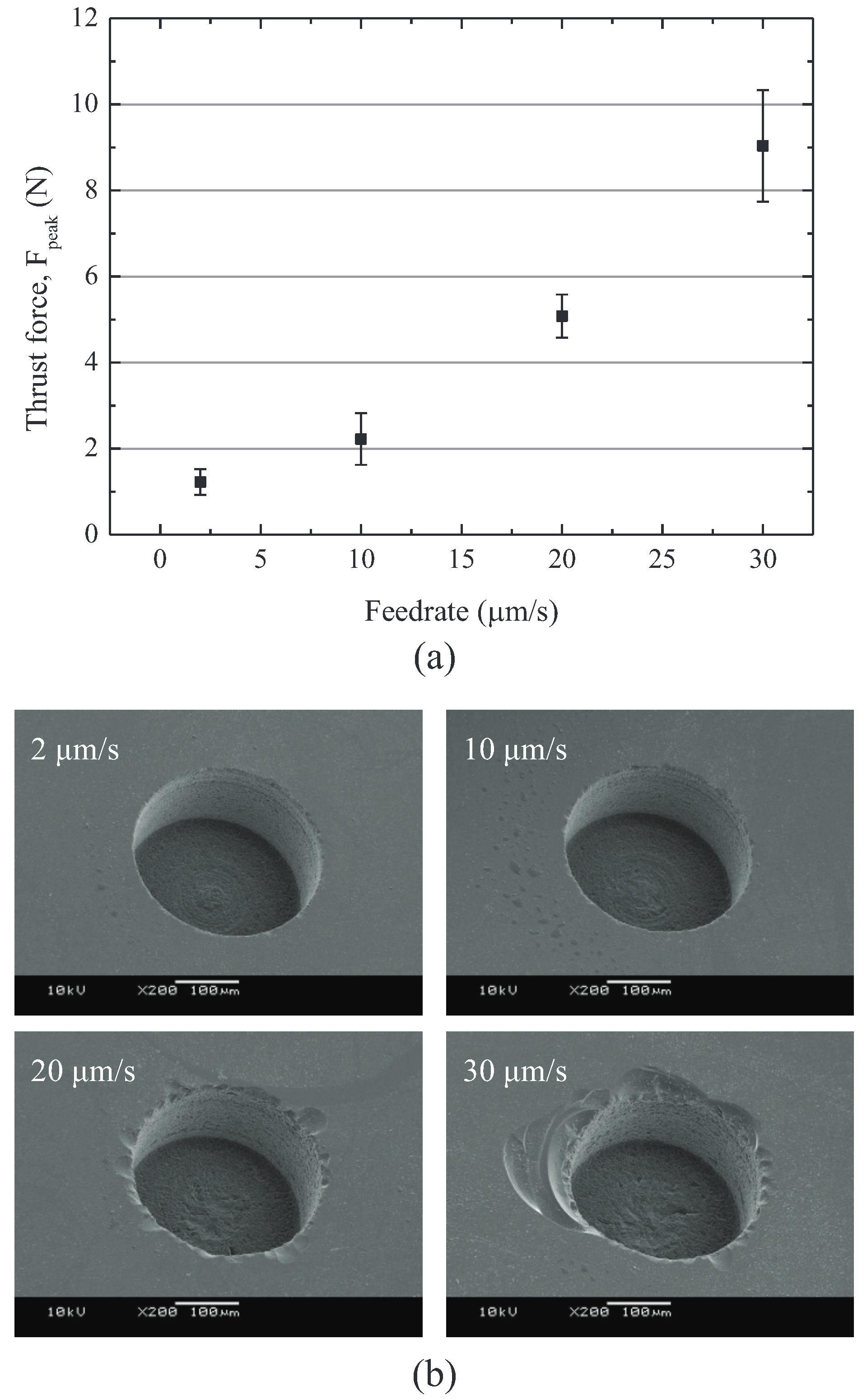
3.3. Effect of Axial Feedrate
4. Through-Hole Drilling
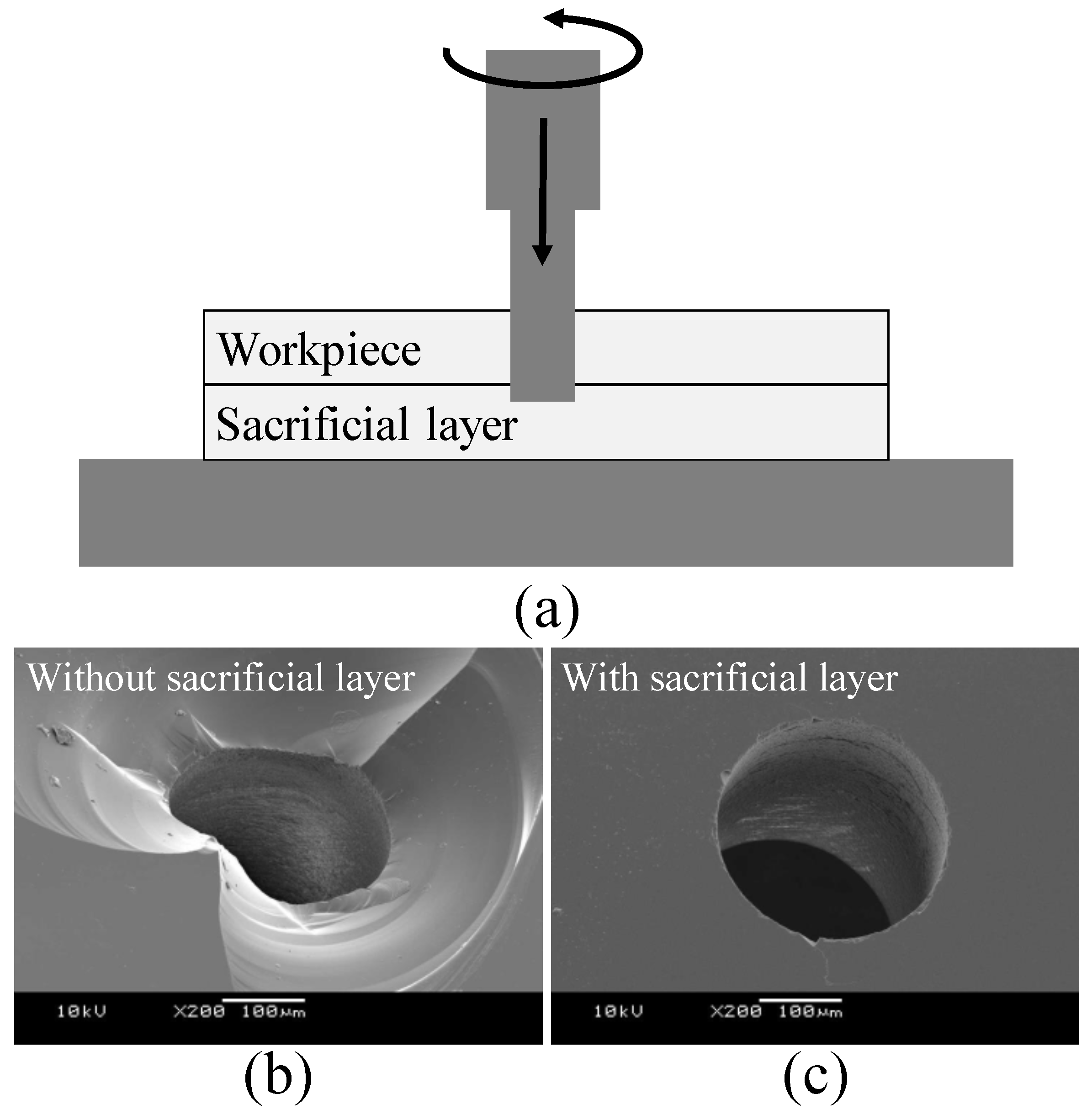
4.1. Prevention of Exit Cracks
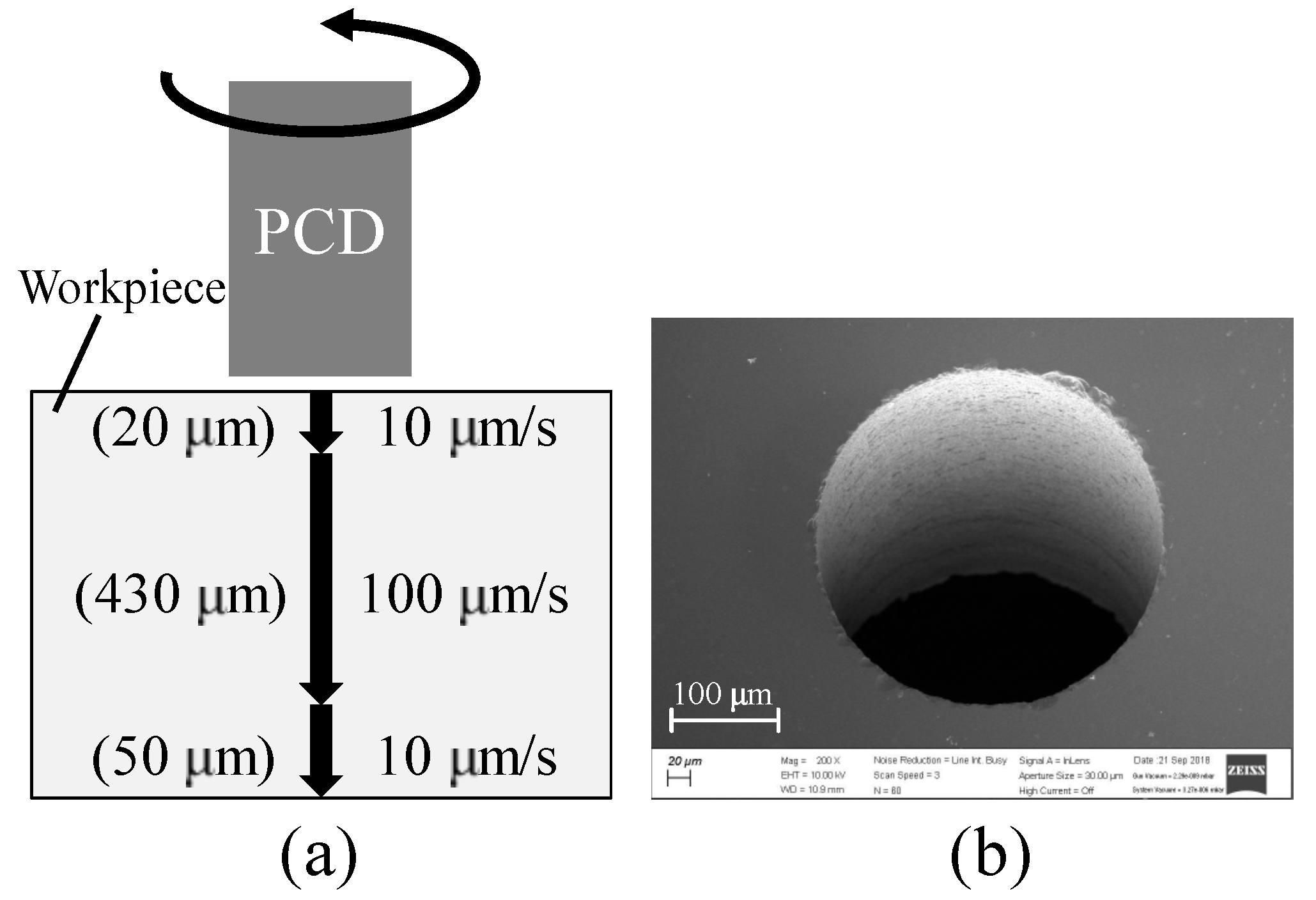
4.2. Variable Feedrates
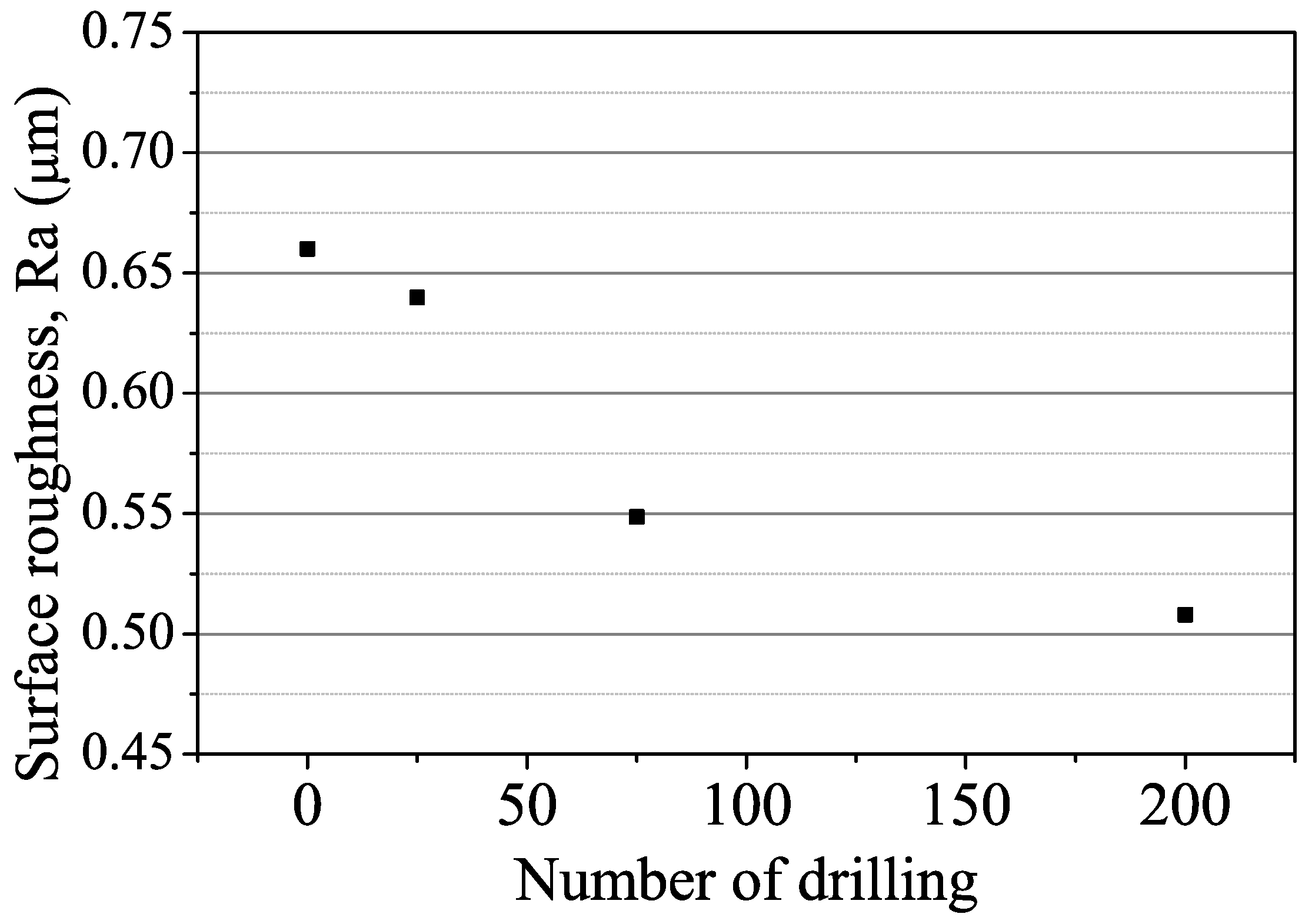
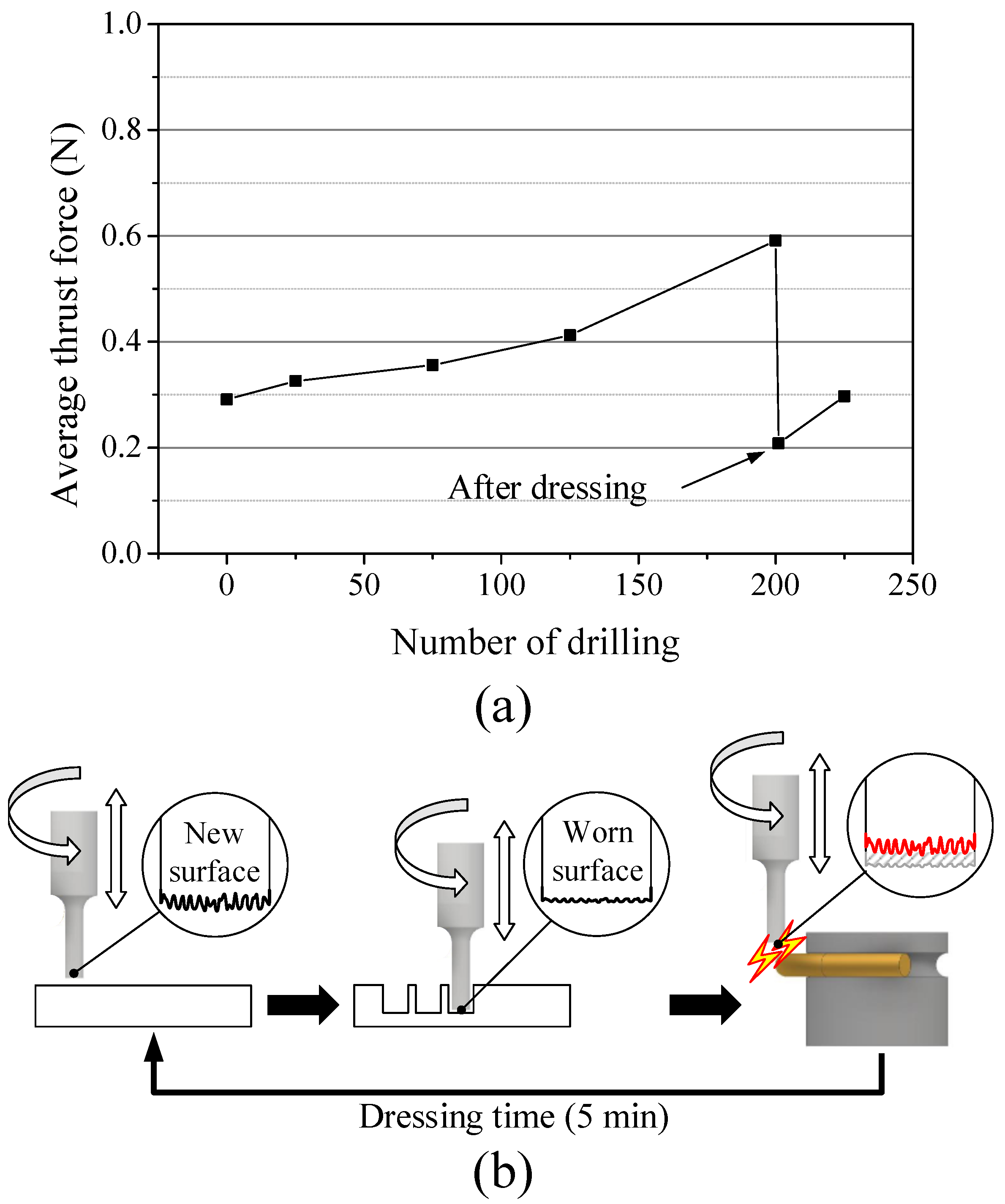
5. Tool Wear and Dressing
6. Discussions and Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Chung, C.K.; Lin, S.L. CO2 laser micromachined crackless through holes of Pyrex 7740 glass. Int. J. Mach. Tools Manuf. 2010, 50, 961–968. [Google Scholar] [CrossRef]
- Huang, H.; Yang, L.M.; Liu, J. Micro-hole drilling and cutting using femtosecond fiber laser. Opt. Eng. 2014, 53, 051513. [Google Scholar] [CrossRef]
- Lee, H.M.; Choi, J.H.; Moon, S.J. Machining characteristics of glass substrates containing chemical components in femtosecond laser helical drilling. Int. J. Precis. Eng.-Manuf.-Green Technol. 2020, 8, 375–385. [Google Scholar] [CrossRef]
- Li, X.; Abe, T.; Liu, Y.; Esashi, M. Fabrication of high-density electrical feed-throughs by deep-reactive-ion etching of Pyrex glass. J. Microelectromech. Syst. 2002, 11, 625–630. [Google Scholar] [CrossRef]
- Iliescu, C.; Chen, B.; Miao, J. On the wet etching of Pyrex glass. Sens. A Ctuators Phys. 2008, 143, 154–161. [Google Scholar] [CrossRef]
- Nagarah, J.M.; Wagenaar, D.A. Ultradeep fused silica glass etching with an HF-resistant photosensitive resist for optical imaging applications. J. Micromech. Microeng. 2012, 22, 035011. [Google Scholar] [CrossRef] [Green Version]
- Zheng, Z.P.; Su, H.C.; Huang, F.Y.; Yan, B.H. The tool geometrical shape and pulse-off time of pulse voltage effects in a Pyrex glass electrochemical discharge microdrilling process. J. Micromech. Microeng. 2007, 17, 265. [Google Scholar] [CrossRef]
- Nguyen, K.H.; Lee, P.A.; Kim, B.H. Experimental investigation of ECDM for fabricating micro structures of quartz. Int. J. Precis. Eng. Manuf. 2015, 16, 5–12. [Google Scholar] [CrossRef]
- Egashira, K.; Mizutani, K.; Nagao, T. Ultrasonic Vibration Drilling of Microholes in Glass. CIRP Ann. 2002, 51, 339–342. [Google Scholar] [CrossRef]
- Schorderet, A.; Deghilage, E.; Agbeviade, K. Tool Type and Hole Diameter Influence in Deep Ultrasonic Drilling of Micro-Holes in Glass. Procedia CIRP 2013, 6, 565–570. [Google Scholar] [CrossRef]
- Jain, A.K.; Pandey, P.M. Study of Peck drilling of borosilicate glass with muRUM process for MEMS. J. Manuf. Process. 2016, 22, 134–150. [Google Scholar] [CrossRef]
- Park, B.J.; Choi, Y.J.; Chu, C.N. Prevention of Exit Crack in Micro Drilling of Soda-Lime Glass. CIRP Ann. 2002, 51, 347–350. [Google Scholar] [CrossRef]
- Quan, Y.M.; Liang, L.; Zhong, W.W. The Experimental Research on Small Hole Machining in Glass Using Diamond Abrasive Core-Tools. Adv. Mater. Res. 2009, 76–78, 491–496. [Google Scholar] [CrossRef]
- Mizobuchi, A.; Ogawa, H. Through-Hole Drilling of Glass Plate Using Electroplated Diamond Tool. Appl. Mech. Mater. 2011, 52–54, 384–388. [Google Scholar] [CrossRef]
- Ohzeki, H.; Arai, F. Drilling of Borosilicate Glass with Feedback Control Based on Cutting Force. Adv. Mater. Res. 2011, 325, 442–448. [Google Scholar] [CrossRef]
- Chen, S.T.; Jiang, Z.H.; Wu, Y.Y.; Yang, H.Y. Development of a grinding–drilling technique for holing optical grade glass. Int. J. Mach. Tools Manuf. 2011, 51, 95–103. [Google Scholar] [CrossRef]
- Mizobuchi, A.; Honda, K.; Ishida, T. Improved chip discharge in drilling of glass plate using back tapered electroplated diamond tool. Int. J. Precis. Eng. Manuf. 2017, 18, 1197–1204. [Google Scholar] [CrossRef]
- Na, Y.; Lee, U.S.; Kim, B.H. Experimental Study on Micro-Grinding of Ceramics for Micro-Structuring. Appl. Sci. 2021, 11, 8119. [Google Scholar] [CrossRef]
- Morgan, C.J.; Vallance, R.R.; Marsh, E.R. Micro machining glass with polycrystalline diamond tools shaped by micro electro discharge machining. J. Micromech. Microeng. 2004, 14, 1687. [Google Scholar] [CrossRef]
- Suzuki, H.; Moriwaki, T.; Yamamoto, Y.; Goto, Y. Precision Cutting of Aspherical Ceramic Molds with Micro PCD Milling Tool. CIRP Ann. 2007, 56, 131–134. [Google Scholar] [CrossRef]
- Cheng, X.; Wang, Z.; Nakamoto, K.; Yamazaki, K. Design and development of PCD micro straight edge end mills for micro/nano machining of hard and brittle materials. J. Mech. Sci. Technol. 2010, 24, 2261–2268. [Google Scholar] [CrossRef]
- Katahira, K.; Ohmori, H.; Takesue, S.; Komotori, J.; Yamazaki, K. Effect of atmospheric-pressure plasma jet on polycrystalline diamond micro-milling of silicon carbide. CIRP Ann. 2015, 64, 129–132. [Google Scholar] [CrossRef]
- Feng, K.; Lyu, B.; Zhao, T.; Yin, T.; Zhou, Z. Fabrication and Application of Gel-Forming CeO2 Fixed Abrasive Tools for Quartz Glass Polishing. Int. J. Precis. Eng. Manuf. 2022, 23, 985–1002. [Google Scholar] [CrossRef]
- Masuzawa, T.; Fujino, M.; Kobayashi, K.; Suzuki, T.; Kinoshita, N. Wire Electro-Discharge Grinding for Micro-Machining. CIRP Annals 1985, 34, 431–434. [Google Scholar] [CrossRef]
- Maeng, S.; Lee, P.A.; Kim, B.H.; Min, S. An Analytical Model for Grinding Force Prediction in Ultra-Precision Machining of WC with PCD Micro Grinding Tool. Int. J. Precis. Eng.-Manuf.-Green Technol. 2020, 7, 1031–1045. [Google Scholar] [CrossRef]
- Yamada, T.; Morgan, M.N.; Lee, H.S.; Miura, K. Calculation of the Contact Stiffness of Grinding Wheel. Adv. Mater. Res. 2011, 325, 54–59. [Google Scholar] [CrossRef]
- Mizobuchi, A.; Aziz, M.S.A.; Izamshah, R.; Ishida, T. Chip Discharge Performance of Micro-Hole Drilling through a Glass Plate using an Electroplated Diamond Tool with Different Drill Bits. Int. J. Precis. Eng. Manuf. 2018, 19, 1273–1280. [Google Scholar] [CrossRef]
- Jahan, M.P.; Wong, Y.S.; Rahman, M. A study on the quality micro-hole machining of tungsten carbide by micro-EDM process using transistor and RC-type pulse generator. J. Mater. Process. Technol. 2009, 209, 1706–1716. [Google Scholar] [CrossRef]
- Rowe, W.B. Chapter 5—Wheel Contact Effects. In Principles of Modern Grinding Technology; William Andrew Publishing: Boston, MA, USA, 2009; pp. 79–93. [Google Scholar] [CrossRef]
- Han, C.; Kim, K.B.; Lee, S.W.; Jun, M.B.G.; Jeong, Y.H. Thrust Force-Based Tool Wear Estimation Using Discrete Wavelet Transformation and Artificial Neural Network in CFRP Drilling. Int. J. Precis. Eng. Manuf. 2021, 22, 1527–1536. [Google Scholar] [CrossRef]
- Tao, S.; Gao, Z.; Shi, H. Characterization of Printed Circuit Board Micro-Holes Drilling Process by Accurate Analysis of Drilling Force Signal. Int. J. Precis. Eng. Manuf. 2022, 23, 131–138. [Google Scholar] [CrossRef]
- Svinth, C.N.; Wallace, S.; Stephenson, D.B.; Kim, D.; Shin, K.; Kim, H.Y.; Lee, S.W.; Kim, T.G. Identifying Abnormal CFRP Holes Using Both Unsupervised and Supervised Learning Techniques on In-Process Force, Current, and Vibration Signals. Int. J. Precis. Eng. Manuf. 2022, 23, 609–625. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Tool Electrode | Brass Wire |
|---|---|
| Workpiece | PCD ( 1 mm) |
| Grain size 10 m | |
| Voltage (V) | 100 |
| Capacitance (pF) | 5600∼770,000 |
| Dielectric fluid | EDM oil |
| PCD tool | ϕ 300 μm |
| Workpiece | Fused silica |
| (0.5 mm thickness) | |
| Feedrate | 2∼30 m/s |
| Rotational speed | 50,000 rpm |
| Coolant | Cutting oil |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lee, P.A.; Kim, B.H. A Study of Microdrilling of Fused Silica Using EDMed PCD Tools. Appl. Sci. 2022, 12, 11166. https://doi.org/10.3390/app122111166
Lee PA, Kim BH. A Study of Microdrilling of Fused Silica Using EDMed PCD Tools. Applied Sciences. 2022; 12(21):11166. https://doi.org/10.3390/app122111166
Chicago/Turabian StyleLee, Pyeong An, and Bo Hyun Kim. 2022. "A Study of Microdrilling of Fused Silica Using EDMed PCD Tools" Applied Sciences 12, no. 21: 11166. https://doi.org/10.3390/app122111166
APA StyleLee, P. A., & Kim, B. H. (2022). A Study of Microdrilling of Fused Silica Using EDMed PCD Tools. Applied Sciences, 12(21), 11166. https://doi.org/10.3390/app122111166