
Intelligent Blanking of Silicon Steel Coil in a Transformer Core Oriented to Green Manufacturing

Abstract
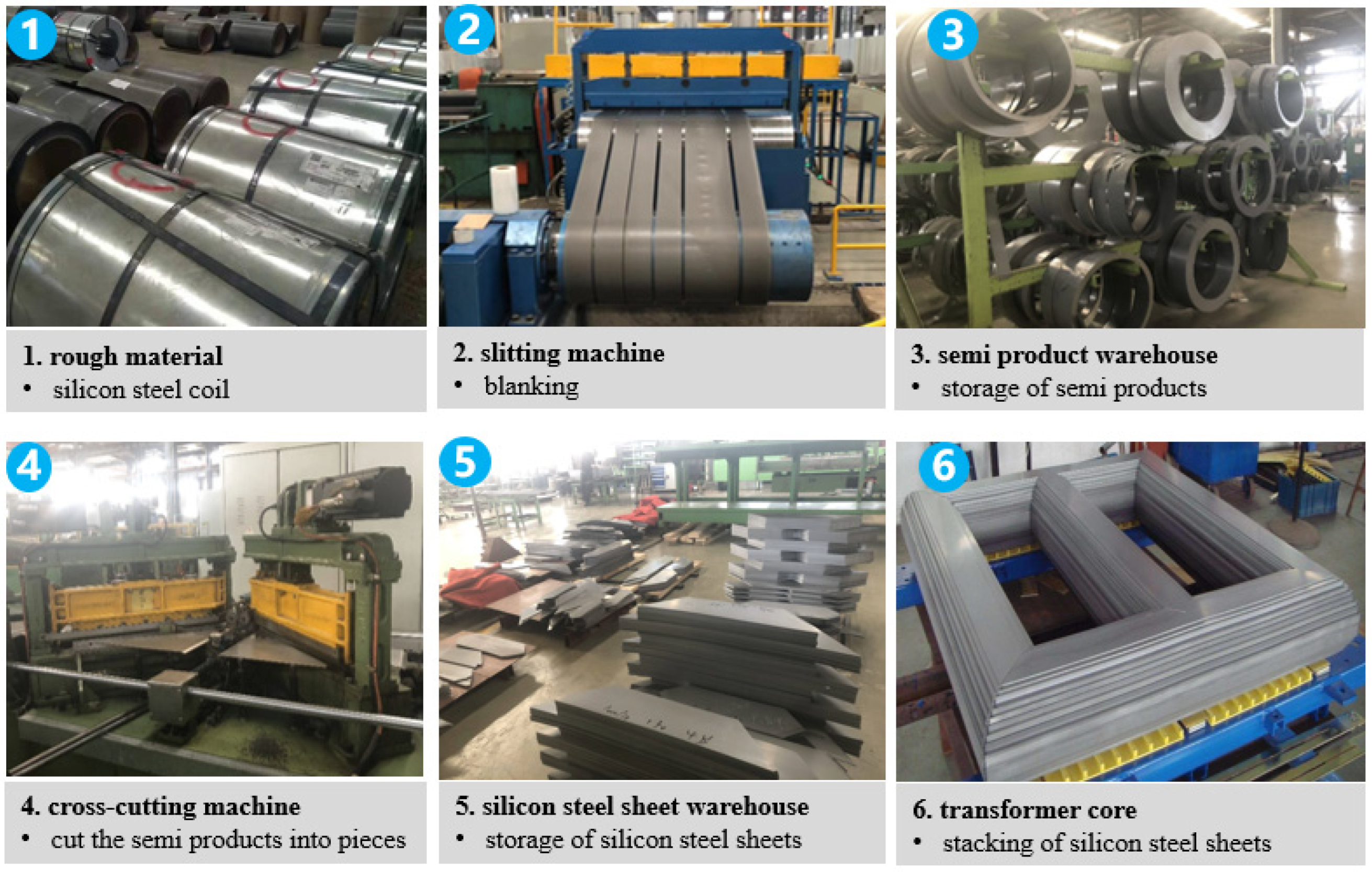
:1. Introduction
2. Establishment of Model
3. Solving Algorithms of the Model
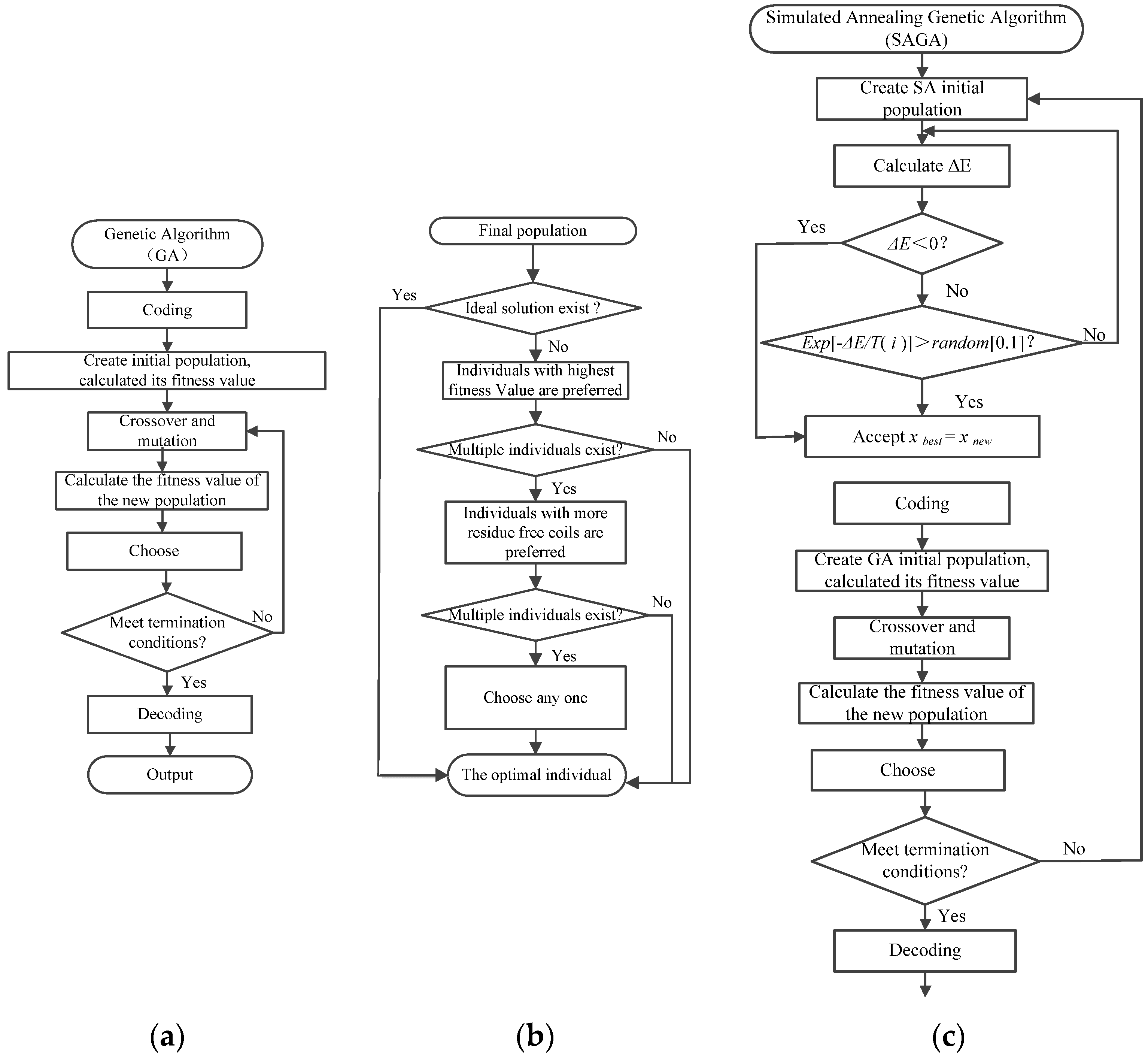
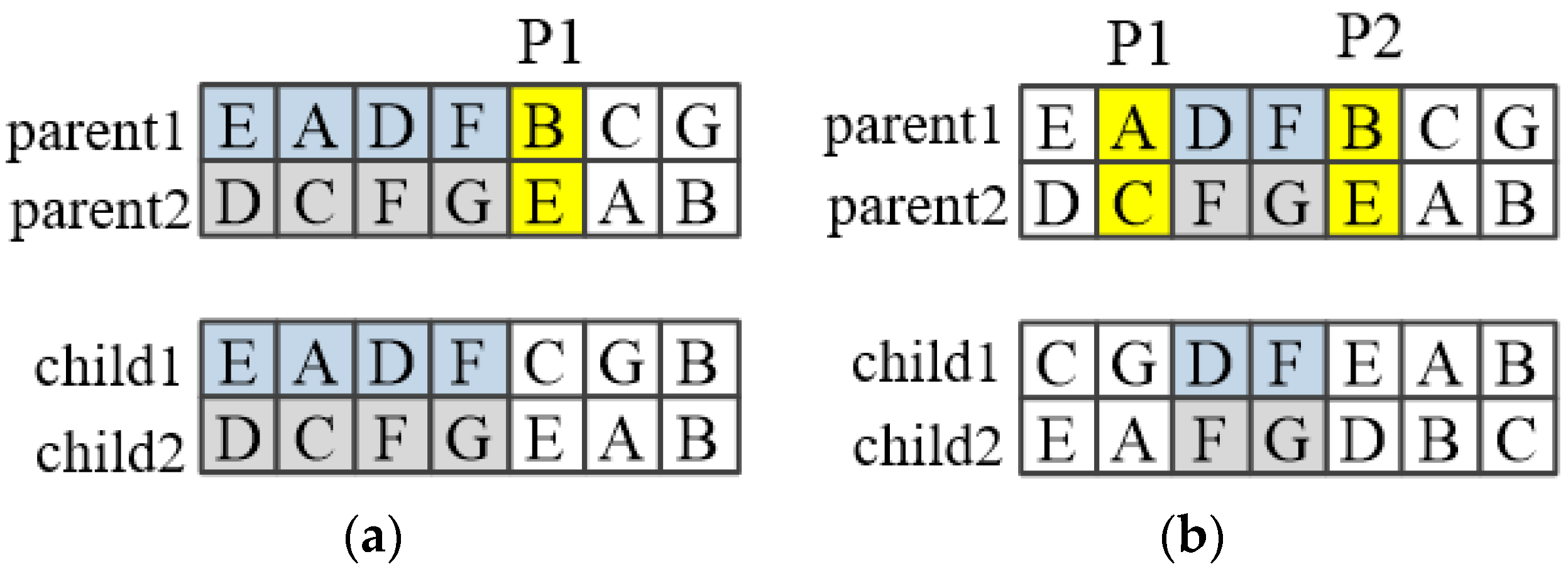
3.1. Solving Process of the Genetic Algorithm
3.2. Solving Process of the Simulated Annealing Genetic Algorithm
4. Case Study
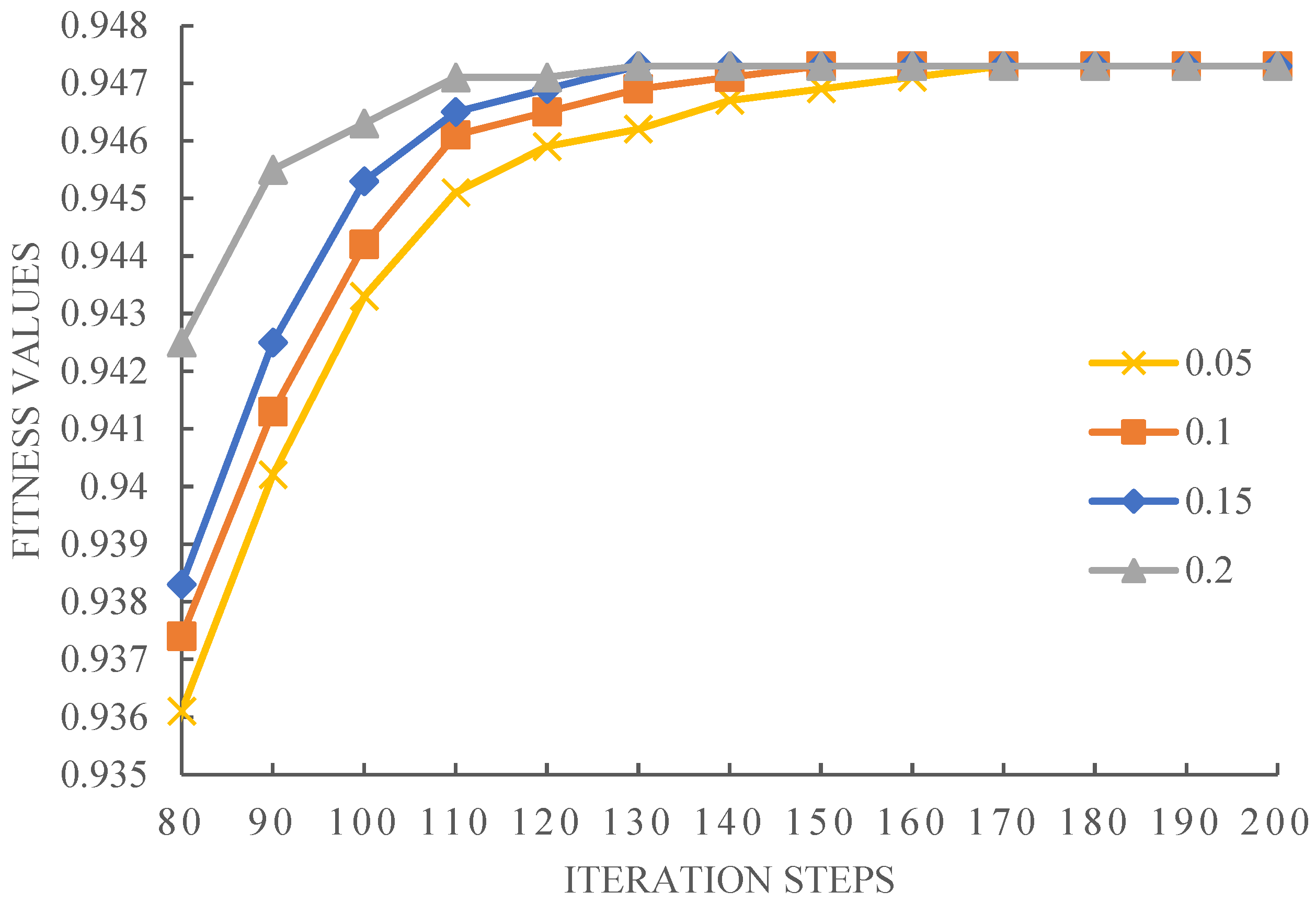
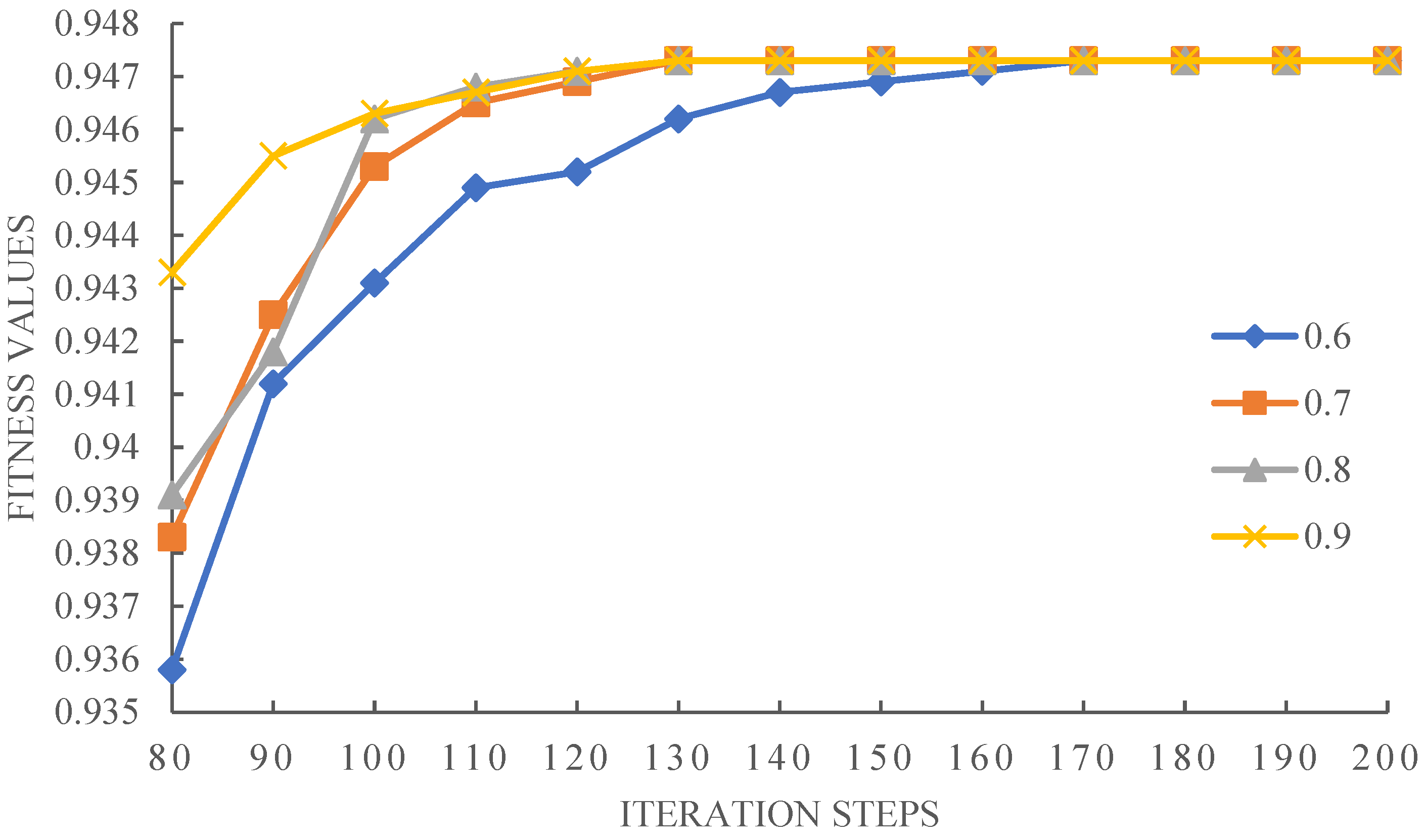
4.1. Comparison of the Parameters
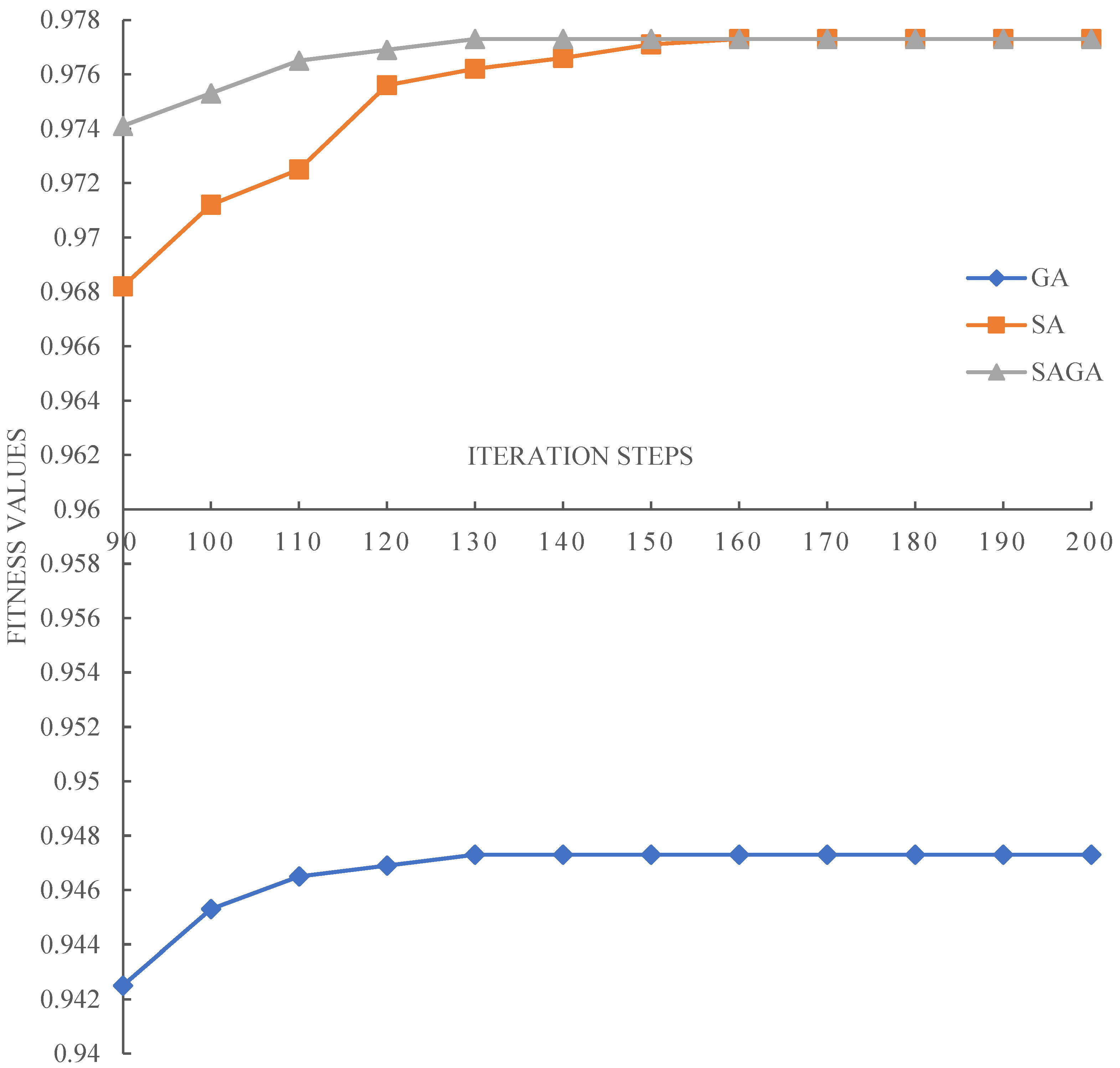
4.2. Comparison of the Search Efficiency
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Gheorghiu, C.; Scripcariu, M. The impact of Power transformers on the Energy Performance Indicators of the power distribution grids of industrial end-users transitioning towards environmental sustainability. In Proceedings of the 2021 9th International Conference on Modern Power Systems, Cluj-Napoca, Romania, 16–17 June 2021; pp. 467–478. [Google Scholar]
- Kadhimi, B.A.; Basim, A. Reduction of Energy Losses within Electrical Industrial System. J. Green Eng. 2020, 10, 4851–4873. [Google Scholar]
- Prochazka, R.; Hlavacek, J.; Draxler, K. Magnetic Circuit of a High-Voltage Transformer up to 10 kHz. IEEE Trans. Magn. 2015, 51, 1–4. [Google Scholar] [CrossRef]
- Zhao, Q. Design of Non-contact On-load Automatic Regulating Voltage Transformer. J. Northeast Agric. Univ. 2015, 22, 91–96. [Google Scholar]
- Yang, J.; Wang, J.; Luo, R.; Gao, C. Simulation Test System of Non-Contact D-dot Voltage Transformer. Int. J. Emerg. Electr. Power Syst. 2016, 17, 91–99. [Google Scholar] [CrossRef]
- Chraygane, M.; Ghazal, N.; Fadel, M.; Bahani, B. Improved modeling of new three-phase high voltage transformer with magnetic shunts. Arch. Electr. Eng. 2015, 64, 157–172. [Google Scholar] [CrossRef]
- Kruzhaev, A.V.; Elagin, I.A.; Pavleino, M.A. Computer simulation and experimental study of transient processes in a single-phase voltage transformer. Tech. Phys. 2015, 60, 188–195. [Google Scholar] [CrossRef]
- Zheng, J.; Li, B.; Wei, D.; Wang, L. Design of an equipotential shielding 1000 kV capacitor voltage transformer. CSEE J. Power Energy Syst. 2019, 6, 419–426. [Google Scholar]
- Doan, T.B.; Chi, P.D. Calculation of the Magnetic Field and Inrush Current in a Three-phase Transformer. In Proceedings of the 2020 Applying New Technology in Green Buildings, Da Nang, Vietnam, 12–13 March 2021; pp. 94–99. [Google Scholar]
- Xiang, X.; Gu, Y. Resonant Modular Multilevel DC–DC Converters for Both High and Low Step-Ratio Connections in MVDC Distribution Systems. IEEE Trans. Power Electron. 2021, 36, 7625–7640. [Google Scholar] [CrossRef]
- Kharezy, M.; Mirzael, H. Green Solution for Insulation System of a Medium Frequency High Voltage Transformer for an Offshore Wind Farm. Energies 2022, 15, 1998. [Google Scholar] [CrossRef]
- Norman, B.; Bean, J. A genetic algorithm methodology for complex scheduling problems. Nav. Res. Logist. 2015, 46, 199–211. [Google Scholar] [CrossRef]
- Volkanovski, A.; Mavko, B.; Bosevski, T.; Chaushevski, A. Genetic algorithm optimisation of the maintenance scheduling of generating units in a power system. Reliab. Eng. Syst. Saf. 2017, 93, 779–789. [Google Scholar] [CrossRef]
- Liu, X.; Zheng, S.; Feng, J.; Chen, T. Reliability Reallocation for Fuel Cell Vehicles Based on Genetic Algorithm. Qual. Reliab. Eng. Int. 2016, 31, 1495–1502. [Google Scholar] [CrossRef]
- Kanagaraj, G.; Jawahar, N. A simulated annealing algorithm for optimal supplier selection using the reliability-based total cost of ownership model. Int. J. Procure. Manag. 2017, 2, 244–266. [Google Scholar] [CrossRef]
- Yaghini, M.; Momeni, M.; Sarmadi, M. Solving train formation problem using simulated annealing algorithm in a simplex framework. J. Adv. Transp. 2015, 48, 402–416. [Google Scholar] [CrossRef]
- Zaretalab, A.; Hajipour, V.; Sharifi, M.; Shahriaci, M. A knowledge-based archive multi-objective simulated annealing algorithm to optimize series–parallel system with choice of redundancy strategies. Comput. Ind. Eng. 2015, 80, 33–44. [Google Scholar] [CrossRef]
- Chen, H.; Wu, C.; Zuo, L.; Diao, F. Optimization of Detailed Schedule for a Multiproduct Pipeline Using a Simulated Annealing Algorithm and Heuristic Rules. Ind. Eng. Chem. Res. 2017, 56, 5092–5106. [Google Scholar] [CrossRef]
- Hamed, S.; Mojtaba, V.; Babak, I.; Ali, G. Optimal cooperative path planning of unmanned aerial vehicles by a parallel genetic algorithm. Robotica 2016, 34, 823–836. [Google Scholar]
- Kumar, S.; Panneerselvam, R. A Comparative Study of Proposed Genetic Algorithm-Based Solution with other Algorithms for Time-Dependent Vehicle Routing Problem with Time Windows for E-Commerce Supply Chain. J. Serv. Sci. Manag. 2015, 08, 844–859. [Google Scholar]
- Niesse, J.; Mayne, H. Global optimization of atomic and molecular clusters using the space-fixed modified genetic algorithm method. J. Comput. Chem. 2015, 18, 1233–1244. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Silicon Steel Coil | Blanking Width Sequence | Residual Material Width |
|---|---|---|
| 1 | {50, 70, 100, 110, 120, 130, 160, 50, 90} | 120 |
| 2 | {90, 100, 120, 130, 150, 70, 90, 100} | 150 |
| 3 | {110, 140, 165} | 585 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wu, S.; Wang, J. Intelligent Blanking of Silicon Steel Coil in a Transformer Core Oriented to Green Manufacturing. Appl. Sci. 2022, 12, 12117. https://doi.org/10.3390/app122312117
Wu S, Wang J. Intelligent Blanking of Silicon Steel Coil in a Transformer Core Oriented to Green Manufacturing. Applied Sciences. 2022; 12(23):12117. https://doi.org/10.3390/app122312117
Chicago/Turabian StyleWu, Shiqing, and Jiahai Wang. 2022. "Intelligent Blanking of Silicon Steel Coil in a Transformer Core Oriented to Green Manufacturing" Applied Sciences 12, no. 23: 12117. https://doi.org/10.3390/app122312117
APA StyleWu, S., & Wang, J. (2022). Intelligent Blanking of Silicon Steel Coil in a Transformer Core Oriented to Green Manufacturing. Applied Sciences, 12(23), 12117. https://doi.org/10.3390/app122312117