
Quantification of Magnesia Dissolution in Silicate Melts and Diffusivity Determination Using Rotating Finger Test


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Experiment
2.3. Continuous Wear Curve Evaluation and Diffusivity Determination
3. Results and Discussion
3.1. Mean Corrosion Profiles
3.2. Dissolution Parameters
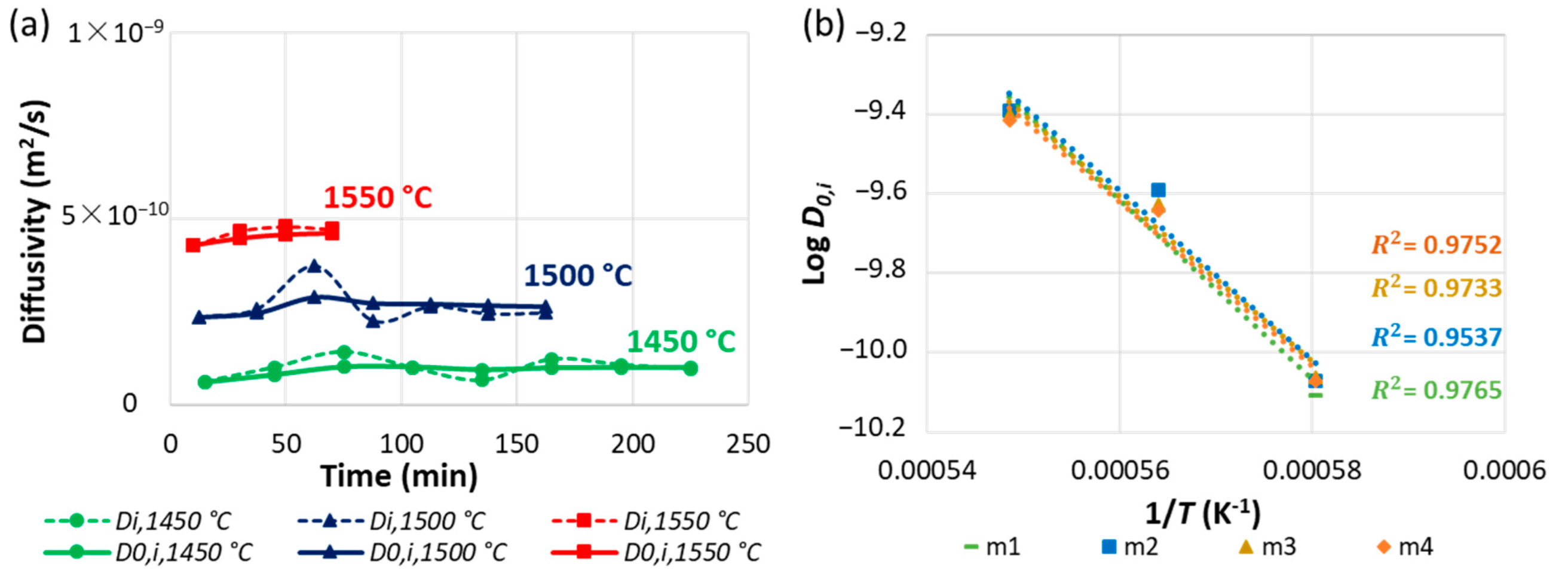
3.3. Diffusivity
4. Conclusions
Author Contributions
Funding
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Guo, M.; Parada, S.; Jones, P.T.; Van Dyck, J.; Boydens, E.; Durinck, D.; Blanpain, B.; Wollants, P. Degradation Mechanisms of Magnesia-Carbon Refractories by High-Alumina Stainless Steel Slags under Vacuum. Ceram. Int. 2007, 33, 1007–1018. [Google Scholar] [CrossRef]
- Guo, M.; Jones, P.T.; Parada, S.; Boydens, E.; Dyck, J.V.; Blanpain, B.; Wollants, P. Degradation Mechanisms of Magnesia-Chromite Refractories by High-Alumina Stainless Steel Slags under Vacuum Conditions. J. Eur. Ceram. Soc. 2006, 26, 3831–3843. [Google Scholar] [CrossRef]
- Chen, L.; Guo, M.; Shi, H.; Huang, S.; Jones, P.T.; Blanpain, B.; Malfliet, A. Effect of ZnO Level in Secondary Copper Smelting Slags on Slag/Magnesia-Chromite Refractory Interactions. J. Eur. Ceram. Soc. 2016, 36, 1821–1828. [Google Scholar] [CrossRef]
- Malfliet, A.; Lotfian, S.; Scheunis, L.; Petkov, V.; Pandelaers, L.; Jones, P.T.; Blanpain, B. Degradation Mechanisms and Use of Refractory Linings in Copper Production Processes: A Critical Review. J. Eur. Ceram. Soc. 2014, 34, 849–876. [Google Scholar] [CrossRef]
- Calvo, W.A.; Pena, P.; Tomba Martinez, A.G. Post-Mortem Analysis of Alumina-Magnesia-Carbon Refractory Bricks Used in Steelmaking Ladles. Ceram. Int. 2019, 45, 185–196. [Google Scholar] [CrossRef] [Green Version]
- Huang, A.; Wang, Y.; Zou, Y.; Gu, H.; Fu, L. Dynamic Interaction of Refractory and Molten Steel: Corrosion Mechanism of Alumina-Magnesia Castables. Ceram. Int. 2018, 44, 14617–14624. [Google Scholar] [CrossRef]
- Muñoz, V.; Camelli, S.; Tomba Martinez, A.G. Slag Corrosion of Alumina-Magnesia-Carbon Refractory Bricks: Experimental Data and Thermodynamic Simulation. Ceram. Int. 2017, 43, 4562–4569. [Google Scholar] [CrossRef]
- Jansson, S.; Brabie, V.; Jonsson, P. Corrosion Mechanism and Kinetic Behaviour of MgO-C Refractory Material in Contact with CaO-Al2O3-SiO2-MgO Slag. Scand. J. Metall. 2005, 34, 283–292. [Google Scholar] [CrossRef]
- Lee, W.E.; Zhang, S. Melt Corrosion of Oxide and Oxide–Carbon Refractories. Int. Mater. Rev. 1999, 44, 77–104. [Google Scholar] [CrossRef]
- Harmuth, H.; Vollmann, S. Refractory Corrosion by Dissolution in Slags—Challenges and Trends of Present Fundamental Research. Iron Steel Rev. 2014, 58, 157–170. [Google Scholar]
- Wang, Z.; Maotsela, T.; Toperesu, P.M.; Kale, G.M.; Daji, J.; Parkinson, D. Dynamic and Static Corrosion of Alpha-Alumina Bonded Refractory in Contact with Molten Soda-Lime-Silica (SLS) Glass. Ceram. Int. 2019, 45, 725–732. [Google Scholar] [CrossRef]
- Jansson, S. A Study on the Influence of Steel, Slag or Gas on Refractory Reactions. Doctoral Thesis, KTH Royal Institute of Technology, Stockholm, Sweden, 2008. [Google Scholar]
- Tang, H.Y.; Wu, G.H.; Wang, Y.; Li, J.S.; Lan, P.; Zhang, J.Q. Comparative Evaluation Investigation of Slag Corrosion on Al2O3 and MgO-Al2O3 Refractories via Experiments and Thermodynamic Simulations. Ceram. Int. 2017, 43, 16502–16511. [Google Scholar] [CrossRef]
- Cho, M.K.; Van Ende, M.A.; Eun, T.H.; Jung, I.H. Investigation of Slag-Refractory Interactions for the Ruhrstahl Heraeus (RH) Vacuum Degassing Process in Steelmaking. J. Eur. Ceram. Soc. 2012, 32, 1503–1517. [Google Scholar] [CrossRef]
- Burhanuddin; Guarco, J.; Harmuth, H.; Vollmann, S. Application of an Improved Testing Device for the Study of Alumina Dissolution in Silicate Slag. J. Eur. Ceram. Soc. 2022, 42, 3652–3659. [Google Scholar] [CrossRef]
- Reynaert, C.; Śniezek, E.; Szczerba, J. Corrosion tests for refractory materials intended for the steel industry—A review. Ceram.—Silik. 2020, 64, 278–288. [Google Scholar] [CrossRef] [Green Version]
- Park, J.H.; Park, J.G.; Min, D.J.; Lee, Y.E.; Kang, Y.-B. In Situ Observation of the Dissolution Phenomena of SiC Particle in CaO–SiO2–MnO Slag. J. Eur. Ceram. Soc. 2010, 30, 3181–3186. [Google Scholar] [CrossRef]
- Liu, J.; Guo, M.; Jones, P.T.; Verhaeghe, F.; Blanpain, B.; Wollants, P. In Situ Observation of the Direct and Indirect Dissolution of MgO Particles in CaO-Al2O3-SiO2-Based Slags. J. Eur. Ceram. Soc. 2007, 27, 1961–1972. [Google Scholar] [CrossRef]
- Cirilli, F.; Di Donato, A.; Martini, U.; Miceli, P.; Guillo, P.; Simoes, J.; Song, Y.J. Corrosion Mechanisms of Zirconia/Carbon Based Refractory Materials by Slag in Presence of Steel. La Metall. Ital. 2008, 100, 43–50. [Google Scholar]
- Baudín, C.; Criado, E.; Bakali, J.J.; Pena, P. Dynamic Corrosion of Al2O3–ZrO2–SiO2 and Cr2O3-Containing Refractories by Molten Frits. Part I: Macroscopic Analysis. J. Eur. Ceram. Soc. 2011, 31, 697–703. [Google Scholar] [CrossRef]
- Jansson, S.; Brabie, V.; Bohlin, L. Corrosion Mechanism and Kinetic Behaviour of Refractory Material in Contact with CaO–Al2O3–SiO2–MgO Slag. In Proceedings of the VII International Conference on Molten Slags Fluxes and Salts, Cape Town, South Africa, 25–28 January 2004; pp. 341–348. [Google Scholar]
- Braulio, M.A.L.; Martinez, A.G.T.; Luz, A.P.; Liebske, C.; Pandolfelli, V.C. Basic Slag Attack of Spinel-Containing Refractory Castables. Ceram. Int. 2011, 37, 1935–1945. [Google Scholar] [CrossRef]
- Goto, K.; Argent, B.B.; Lee, W.E. Corrosion of MgO-MgAl2O4 Spinel Refractory Bricks by Calcium Aluminosilicate Slag. J. Am. Ceram. Soc. 2005, 80, 461–471. [Google Scholar] [CrossRef]
- Sridhar, S.; Cramb, A.W. Kinetics of Al2O3 Dissolution in CaO-MgO-SiO2-Al2O3 Slags: In Situ Observations and Analysis. Metall. Mater. Trans. B 2000, 31, 406–410. [Google Scholar] [CrossRef]
- Valdez, M.; Prapakorn, K.; Cramb, A.W.; Sridhar, S. Dissolution of Alumina Particles in CaO-Al2O3-SiO2-MgO Slags. Ironmak. Steelmak. 2002, 29, 47–52. [Google Scholar] [CrossRef]
- Verhaeghe, F.; Liu, J.; Guo, M.; Arnout, S.; Blanpain, B.; Wollants, P. Dissolution and Diffusion Behavior of Al2O3 in a CaO–Al2O3–SiO2 Liquid: An Experimental-Numerical Approach. Appl. Phys. Lett. 2007, 91, 124104. [Google Scholar] [CrossRef]
- Valdez, M.; Prapakorn, K.; Cramb, A.W.; Seetharaman, S. A Study of the Dissolution of Al2O3, MgO and MgAl2O4 Particles in a CaO-Al2O3-SiO2 Slag. Steel Res. 2001, 72, 291–297. [Google Scholar] [CrossRef]
- Harmuth, H. Burhanuddin Evaluation of CLSM Measurements for Dissolution Studies—A Case Study Investigating Alumina Dissolution in a Silicate Slag. Ceram. Int. 2022, 48, 28174–28180. [Google Scholar] [CrossRef]
- Zuo, H.; Wang, C.; Liu, Y. Dissolution Behavior of a Novel Al2O3-SiC-SiO2-C Composite Refractory in Blast Furnace Slag. Ceram. Int. 2017, 43, 7080–7087. [Google Scholar] [CrossRef]
- Bui, A.H.; Ha, H.M.; Chung, I.S.; Lee, H.G. Dissolution Kinetics of Alumina into Mold Fluxes for Continuous Steel Casting. ISIJ Int. 2005, 45, 1856–1863. [Google Scholar] [CrossRef]
- Monaghan, B.J.; Nightingale, S.A.; Chen, L.; Brooks, G.A. The Dissolution Behaviour of Selected Oxides in CaO-SiO2-Al2O3 Slags. In Proceedings of the VII International Conference on Molten Slags Fluxes and Salts, Cape Town, South Africa, 25–28 January 2004; pp. 585–594. [Google Scholar]
- Monaghan, B.J.; Chen, L.; Sorbe, J. Comparative Study of Oxide Inclusion Dissolution in CaO-SiO2-Al2O3 Slag. Ironmak. Steelmak. 2005, 32, 258–264. [Google Scholar] [CrossRef] [Green Version]
- Monaghan, B.J.; Chen, L. Dissolution Behavior of Alumina Micro-Particles in CaO–SiO2–Al2O3 Liquid Oxide. J. Non-Cryst. Solids 2004, 347, 254–261. [Google Scholar] [CrossRef]
- Yi, K.W.; Tse, C.; Park, J.H.; Valdez, M.; Cramb, A.W.; Sridhar, S. Determination of Dissolution Time of Al2O3 and MgO Inclusions in Synthetic Al2O3-CaO-MgO Slags. Scand. J. Metall. 2003, 32, 177–184. [Google Scholar] [CrossRef]
- Liu, J.; Verhaeghe, F.; Guo, M.; Blanpain, B.; Wollants, P. In Situ Observation of the Dissolution of Spherical Alumina Particles in CaO-Al2O3-SiO2 Melts. J. Am. Ceram. Soc. 2007, 90, 3818–3824. [Google Scholar] [CrossRef]
- Um, H.; Lee, K.; Kim, K.-Y.; Shin, G.; Chung, Y. Effect of Carbon Content of Ferromanganese Alloy on Corrosion Behaviour of MgO–C Refractory. Ironmak. Steelmak. 2014, 41, 31–37. [Google Scholar] [CrossRef]
- Bui, A.H.; Park, S.C.; Chung, I.S.; Lee, H.G. Dissolution Behavior of Zirconia-Refractories during Continuous Casting of Steel. Met. Mater. Int. 2006, 12, 435–440. [Google Scholar] [CrossRef]
- Um, H.; Lee, K.; Choi, J.; Chung, Y. Corrosion Behavior of MgO–C Refractory in Ferromanganese Slags. ISIJ Int. 2012, 52, 62–67. [Google Scholar] [CrossRef] [Green Version]
- Jeon, J.; Kang, Y.; Park, J.H.; Chung, Y. Corrosion-Erosion Behavior of MgAl2O4 Spinel Refractory in Contact with High MnO Slag. Ceram. Int. 2017, 43, 15074–15079. [Google Scholar] [CrossRef]
- Jiao, K.; Fan, X.; Zhang, J.; Wang, K.; Zhao, Y. Corrosion Behavior of Alumina-Carbon Composite Brick in Typical Blast Furnace Slag and Iron. Ceram. Int. 2018, 44, 19981–19988. [Google Scholar] [CrossRef]
- Hirata, T.; Morimoto, T.; Ohta, S.; Uchida, N. Improvement of the Corrosion Resistance of Alumina-Chromia Ceramic Materials in Molten Slag. J. Eur. Ceram. Soc. 2003, 23, 2089–2096. [Google Scholar] [CrossRef]
- Yu, X.; Pomfret, R.J.; Coley, K.S. Dissolution of Alumina in Mold Fluxes. Metall. Mater. Trans. B 1997, 28, 275–279. [Google Scholar] [CrossRef]
- Nightingale, S.A.; Monaghan, B.J.; Brooks, G.A. Degradation of MgO Refractory in CaO-SiO2-MgO-FeOx and CaO-SiO2-Al2O3-MgO-FeOx Slags under Forced Convection. Metall. Mater. Trans. B 2005, 36, 453–461. [Google Scholar] [CrossRef] [Green Version]
- Aneziris, C.G.; Pfaff, E.M.; Maier, H.R. Corrosion Mechanisms of Low Porosity ZrO2 Based Materials during near Net Shape Steel Casting. J. Eur. Ceram. Soc. 2000, 20, 159–168. [Google Scholar] [CrossRef]
- Jansson, S.; Brabie, V.; Jönsson, P. Corrosion Mechanism of Commercial Doloma Refractories in Contact with CaO–Al2O3–SiO2–MgO Slag. Ironmak. Steelmak. 2008, 35, 99–107. [Google Scholar] [CrossRef]
- Banda, W.K.; Steenkamp, J.D.; Matinde, E. An Investigation into the Wear Mechanisms of Carbon- and Silicon Carbide-Based Refractory Materials by Silicomanganese Alloy. J. S. Afr. Inst. Min. Metall. 2020, 120, 333–344. [Google Scholar] [CrossRef]
- Guo, M.; Parada, S.; Jones, P.T.; Boydens, E.; Dyck, J.V.; Blanpain, B.; Wollants, P. Interaction of Al2O3-Rich Slag with MgO-C Refractories during VOD Refining-MgO and Spinel Layer Formation at the Slag/Refractory Interface. J. Eur. Ceram. Soc. 2009, 29, 1053–1060. [Google Scholar] [CrossRef]
- Wang, H.; White, J.F.; Sichen, D. A New Experimental Design to Study the Kinetics of Solid Dissolution into Liquids at Elevated Temperature. Metall. Mater. Trans. B 2018, 49, 688–698. [Google Scholar] [CrossRef] [Green Version]
- Amini, S.H.; Brungs, M.P.; Jahanshani, S.; Ostrovski, O. Effects of Additives and Temperature on Dissolution Rate and Diffusivity of Lime in Al2O3-CaO-SiO2 Based Slags. Metall. Mater. Trans. B 2006, 37, 773–780. [Google Scholar] [CrossRef]
- Cooper, A.R.; Kingery, W.D. Dissolution in Ceramic Systems: I, Molecular Diffusion, Natural Convection, and Forced Convection Studies of Sapphire Dissolution in Calcium Aluminum Silicate. J. Am. Ceram. Soc. 1964, 47, 37–43. [Google Scholar] [CrossRef]
- Goriupp, J.; Rief, A.; Schenk, J. Quantifying of a Dynamic Refractory Wear Test Setup for MgO-C Products. Berg- Huettenmaenn. Monatsh. 2012, 157, 340–344. [Google Scholar] [CrossRef]
- Liang, Y.; Huang, A.; Zhu, X.; Gu, H.; Fu, L. Dynamic Slag/Refractory Interaction of Lightweight Al2O3–MgO Castable for Refining Ladle. Ceram. Int. 2015, 41, 8149–8154. [Google Scholar] [CrossRef]
- Kircher, V.; Burhanuddin; Harmuth, H. Design, Operation and Evaluation of an Improved Refractory Wear Testing Technique. Measurement 2021, 178, 109429. [Google Scholar] [CrossRef]
- Liu, J.; Zhu, L.; Guo, M.; Verhaeghe, F.; Blanpain, B.; Wollants, P. In-Situ Observation of the Dissolution of ZrO2 Oxide Particles in Mould Fluxes. Rev. Met. Paris 2008, 105, 255–262. [Google Scholar] [CrossRef]
- Verhaeghe, F.; Liu, J.; Guo, M.; Arnout, S.; Blanpain, B.; Wollants, P. Determination of the Dissolution Mechanism of Al2O3 in CaO-Al2O3-SiO2 Liquids Using a Combined Experimental-Numerical Approach. J. Appl. Phys. 2008, 103, 023506. [Google Scholar] [CrossRef]
- Feichtinger, S.; Michelic, S.K.; Kang, Y.B.; Bernhard, C. In Situ Observation of the Dissolution of SiO2 Particles in CaO-Al2O3-SiO2 Slags and Mathematical Analysis of Its Dissolution Pattern. J. Am. Ceram. Soc. 2014, 97, 316–325. [Google Scholar] [CrossRef]
- Fox, A.B.; Valdez, M.E.; Gisby, J.; Atwood, R.C.; Lee, P.D.; Sridhar, S. Dissolution of ZrO2, Al2O3, MgO and MgAl2O4 Particles in a B2O3 Containing Commercial Fluoride-Free Mould Slag. ISIJ Int. 2004, 44, 836–845. [Google Scholar] [CrossRef] [Green Version]
- Ogris, D.M.; Gamsjäger, E. Numerical Treatment of Oxide Particle Dissolution in Multicomponent Slags with Local Gibbs Energy Minimization. Steel Res. Int. 2022, 93, 2200056. [Google Scholar] [CrossRef]
- Xin, J.; Gan, L.; Jiao, L.; Lai, C. Accurate Density Calculation for Molten Slags in SiO2-Al2O3-CaO-MgO Systems. ISIJ Int. 2017, 57, 1340–1349. [Google Scholar] [CrossRef] [Green Version]
- FactSage. Available online: https://www.factsage.com/ (accessed on 26 July 2021).
- Tachibana, F.; Fukui, S. Convective Heat Transfer of the Rotational and Axial Flow between Two Concentric Cylinders. Bull. JSME 1964, 7, 385–391. [Google Scholar] [CrossRef]
- Guarco, J.; Burhanuddin; Vollmann, S.; Harmuth, H. Sherwood Correlation for Finger-Test Experiments. Results Eng. 2022, 15, 100610. [Google Scholar] [CrossRef]
- Levich, V.G. Physicochemical Hydrodynamics; Prentice-Hal: Englewood Cliffs, NJ, USA, 1962. [Google Scholar]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Slag | CaO (wt.%) | Al2O3 (wt.%) | SiO2 (wt.%) | MgO (wt.%) | ρ1450 °C (kg/m³) | ρ1500 °C (kg/m³) | ρ1550 °C (kg/m³) | (°C) |
|---|---|---|---|---|---|---|---|---|
| (Silicate slag), C/S = 0.65 | 32.42 | 11.16 | 49.56 | 6.86 | 2595 | 2587 | 2579 | 1265 |
| Temperature | Corrosion Step | Mean Sample Radius (×10−3 m) | Tip Radius (×10−3 m) | Bulk Concentration (×10−3 wt%/100) | Viscosity (×10−2 Pas) | Immersion Length (×10−3 m) | Mass Flux Density (×10−5 kg/m2s) | Bottom Clearance (×10−2 m) | Diffusivity (×10−11 m2/s) |
|---|---|---|---|---|---|---|---|---|---|
| 1450 °C | 1 | 10.08 | 9.59 | 70.42 | 100.32 | 47.58 | 32.05 | 2.32 | 6.24 |
| 2 | 9.91 | 8.58 | 74.59 | 96.24 | 47.16 | 42.85 | 2.38 | 10.09 | |
| 3 | 9.75 | 7.83 | 79.52 | 91.73 | 46.62 | 53.30 | 2.50 | 14.24 | |
| 4 | 9.61 | 7.26 | 84.12 | 87.75 | 45.70 | 42.14 | 2.63 | 10.03 | |
| 5 | 9.46 | 6.79 | 87.83 | 84.77 | 44.33 | 32.16 | 2.70 | 6.66 | |
| 6 | 9.29 | 6.42 | 91.58 | 81.86 | 42.97 | 48.72 | 2.78 | 12.28 | |
| 7 | 9.12 | 6.10 | 95.49 | 79.07 | 41.84 | 45.08 | 2.88 | 10.80 | |
| 8 | 8.96 | 5.90 | 98.89 | 76.75 | 40.75 | 42.28 | 2.97 | 9.65 | |
| 1500 °C | 1 | 10.03 | 9.50 | 72.52 | 70.14 | 50.22 | 84.42 | 2.37 | 23.69 |
| 2 | 9.73 | 8.02 | 80.59 | 65.05 | 47.76 | 87.83 | 2.50 | 25.86 | |
| 3 | 9.42 | 6.99 | 89.25 | 60.23 | 45.01 | 112.75 | 2.68 | 37.38 | |
| 4 | 9.12 | 6.25 | 96.69 | 56.48 | 43.47 | 81.12 | 2.85 | 22.68 | |
| 5 | 8.84 | 5.49 | 102.69 | 53.75 | 41.88 | 90.22 | 2.99 | 26.49 | |
| 6 | 8.57 | 5.17 | 108.48 | 51.30 | 39.60 | 87.84 | 3.17 | 24.56 | |
| 7 | 8.36 | 5.18 | 113.71 | 49.29 | 37.10 | 91.59 | 3.38 | 24.81 | |
| 1550 °C | 1 | 9.92 | 9.44 | 74.35 | 50.26 | 48.45 | 141.21 | 2.39 | 42.94 |
| 2 | 9.49 | 8.13 | 85.48 | 45.60 | 46.46 | 147.66 | 2.54 | 46.87 | |
| 3 | 9.02 | 6.97 | 95.62 | 41.94 | 44.34 | 149.17 | 2.68 | 48.04 | |
| 4 | 8.58 | 5.99 | 104.19 | 39.20 | 42.37 | 148.05 | 2.84 | 47.33 |
| Mass Loss (g) | Bulk Concentration (wt%/100) | Corresponding Corrosion Steps | Activation Energy (kJ/mol) | |
|---|---|---|---|---|
| m1 | 4.8 ± 0.71 | 0.074 ± 0.0011 | 21450 °C; 11500 °C; 11550 °C | 432 |
| m2 | 11.7 ± 1.31 | 0.088 ± 0.0019 | 51450 °C; 31500 °C; 21550 °C | 409 |
| m3 | 15.8 ± 0.51 | 0.096 ± 0.0007 | 71450 °C; 41500 °C; 31550 °C | 398 |
| m4 | 18.9 ± 1.45 | 0.102 ± 0.0027 | 81450 °C; 51500 °C; 41550 °C | 396 |
| Temperature | Corrosion Step, | Diffusivity Using Sherwood Relations According to Modified Tachibana and Fukui. [15,61] and Levich [63], (×10−11 m2/s) | Diffusivity Using Sherwood Relations According to Guarco et al. [62] and Levich [63], (×10−11 m2/s) | Error (%), |
|---|---|---|---|---|
| 1450 °C | 1 | 5.45072 | 6.24493 | −12.72 |
| 2 | 9.04414 | 10.08591 | −10.33 | |
| 3 | 13.33486 | 14.24404 | −6.38 | |
| 4 | 9.84786 | 10.02625 | −1.78 | |
| 5 | 6.83412 | 6.65800 | 2.65 | |
| 6 | 13.21858 | 12.28140 | 7.63 | |
| 7 | 12.22045 | 10.80049 | 13.15 | |
| 8 | 11.43392 | 9.64851 | 18.50 | |
| 1500 °C | 1 | 21.68869 | 23.69462 | −8.47 |
| 2 | 25.55256 | 25.86278 | −1.20 | |
| 3 | 40.66419 | 37.37829 | 8.79 | |
| 4 | 26.83829 | 22.68239 | 18.32 | |
| 5 | 33.96658 | 26.49371 | 28.21 | |
| 6 | 34.35245 | 24.55846 | 39.88 | |
| 7 | 37.68810 | 24.80654 | 51.93 | |
| 1550 °C | 1 | 42.68372 | 42.94205 | −0.60 |
| 2 | 51.28981 | 46.86623 | 9.44 | |
| 3 | 58.40322 | 48.03614 | 21.58 | |
| 4 | 64.12555 | 47.33054 | 35.48 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Burhanuddin; Harmuth, H.; Vollmann, S. Quantification of Magnesia Dissolution in Silicate Melts and Diffusivity Determination Using Rotating Finger Test. Appl. Sci. 2022, 12, 12791. https://doi.org/10.3390/app122412791
Burhanuddin, Harmuth H, Vollmann S. Quantification of Magnesia Dissolution in Silicate Melts and Diffusivity Determination Using Rotating Finger Test. Applied Sciences. 2022; 12(24):12791. https://doi.org/10.3390/app122412791
Chicago/Turabian StyleBurhanuddin, Harald Harmuth, and Sandra Vollmann. 2022. "Quantification of Magnesia Dissolution in Silicate Melts and Diffusivity Determination Using Rotating Finger Test" Applied Sciences 12, no. 24: 12791. https://doi.org/10.3390/app122412791
APA StyleBurhanuddin, Harmuth, H., & Vollmann, S. (2022). Quantification of Magnesia Dissolution in Silicate Melts and Diffusivity Determination Using Rotating Finger Test. Applied Sciences, 12(24), 12791. https://doi.org/10.3390/app122412791