
The Usefulness and Limitations of Ultrasonic Lamb Waves in Preventing the Failure of the Wind Turbine Blades

 , , , and
, , , and
Abstract
:1. Introduction
- -
- Highlighting the main shortcomings of the SPMs used for the analysis of Lamb waves that complicate the preparation process of reliable testing, inspection, and monitoring standards for WTBs certification.
- -
- Present the main conditions and impact factors of the combined uncertainty, which are necessary to be performed for the verification and accuracy assessment of the SPMs according to the requirements of ISO 17025.
2. Materials and Methods
2.1. Defects of WTBs and Detection Methods
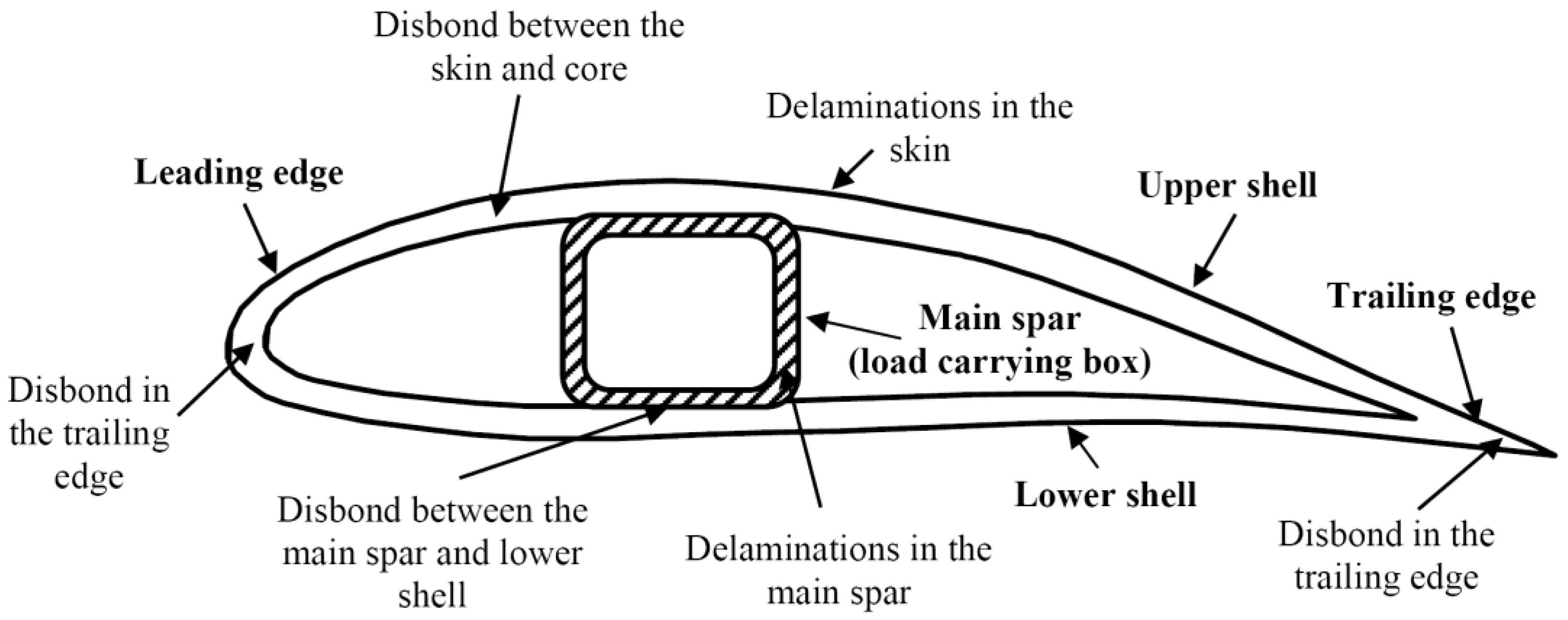
2.1.1. Defects
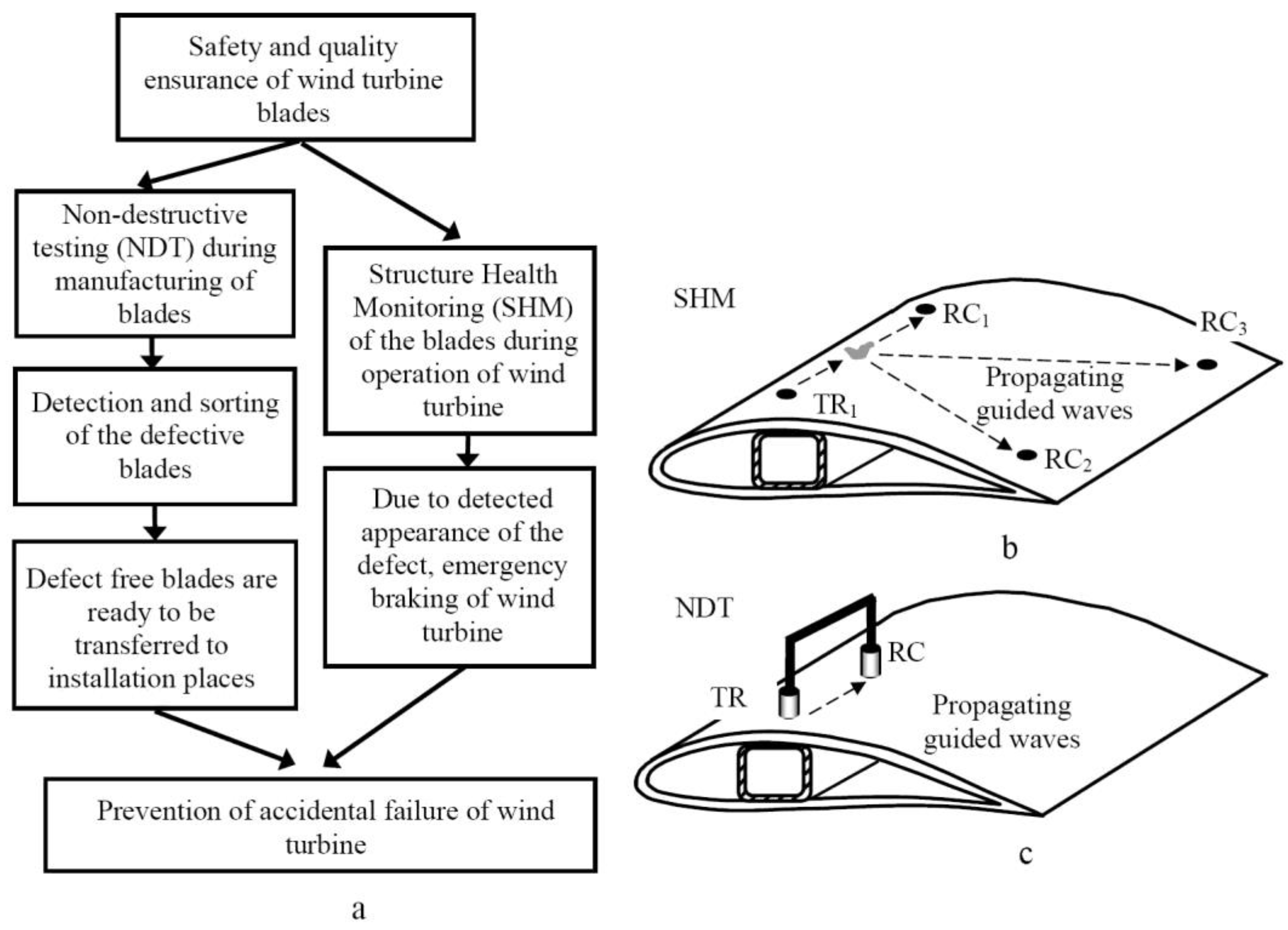
2.1.2. Methods for Safety and Quality Assurance
2.2. Lamb Waves
- Sensitive to cracks at different depths. Depending on the selected mode wavelength, which should be less than the spatial dimensions of the internal defect, the defects are then detected [49]. Using such waves in the lower frequency range, the symmetric S0 mode possesses sensitivity to deep subsurface defects and the A0 mode to surface cracks.
- The ability to propagate over the entire thickness of the object in a relatively long distance (up to 100 m) with low attenuation and fast propagation speed [51].
- The early degradation of materials, the evaluation, and detection of early damage inside the structure are obtained faster, more economically, and more sensitively by using such waves [52]. Due to these properties, the usefulness of the Lamb waves in NDT and SHM is actively discussed, and their applicability is constantly being explored.
2.2.1. Calculation of the Dispersion Curves
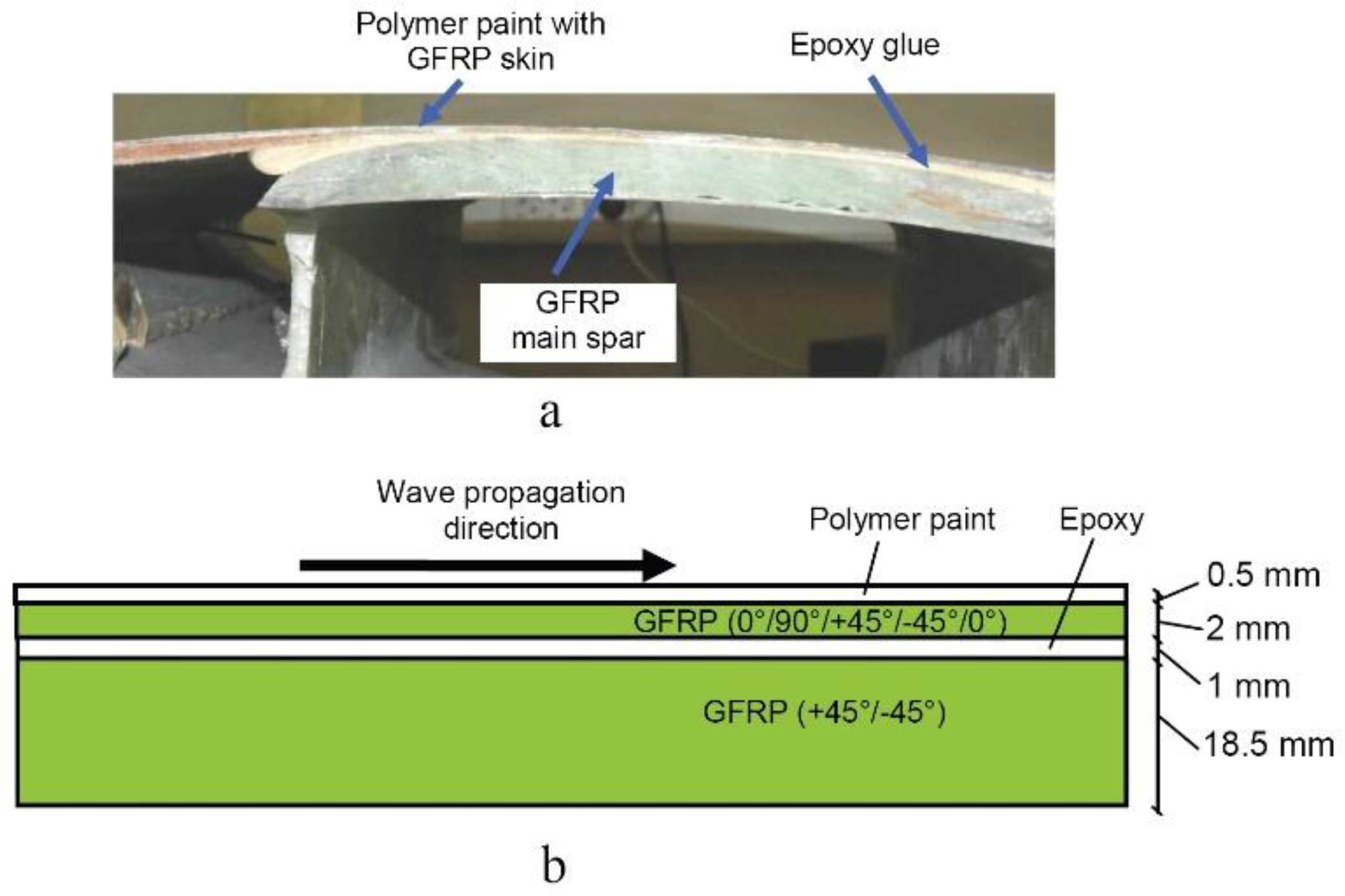
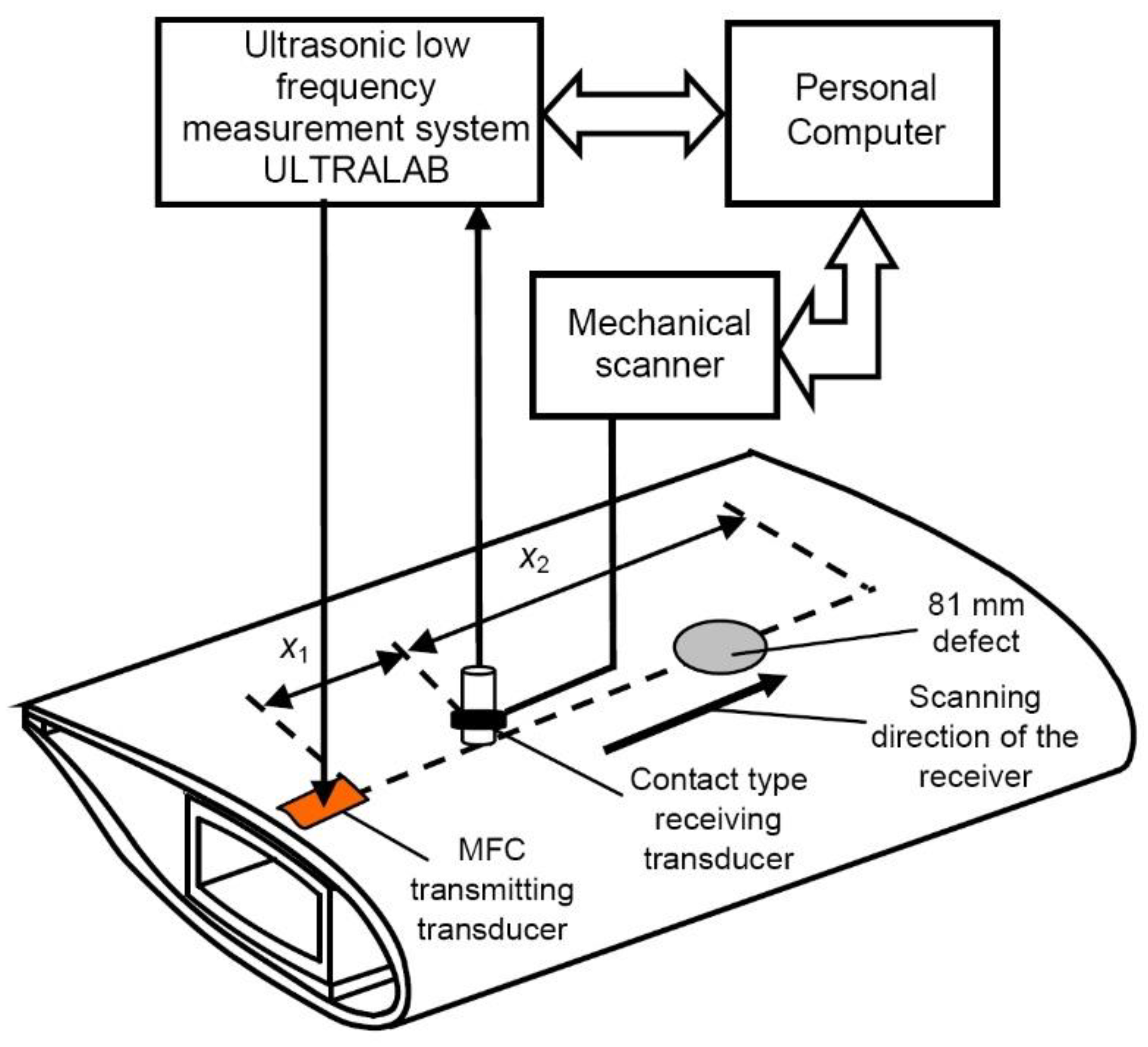
2.2.2. Experimental Investigation
3. Results
3.1. Limitations of the Lamb Wave Application
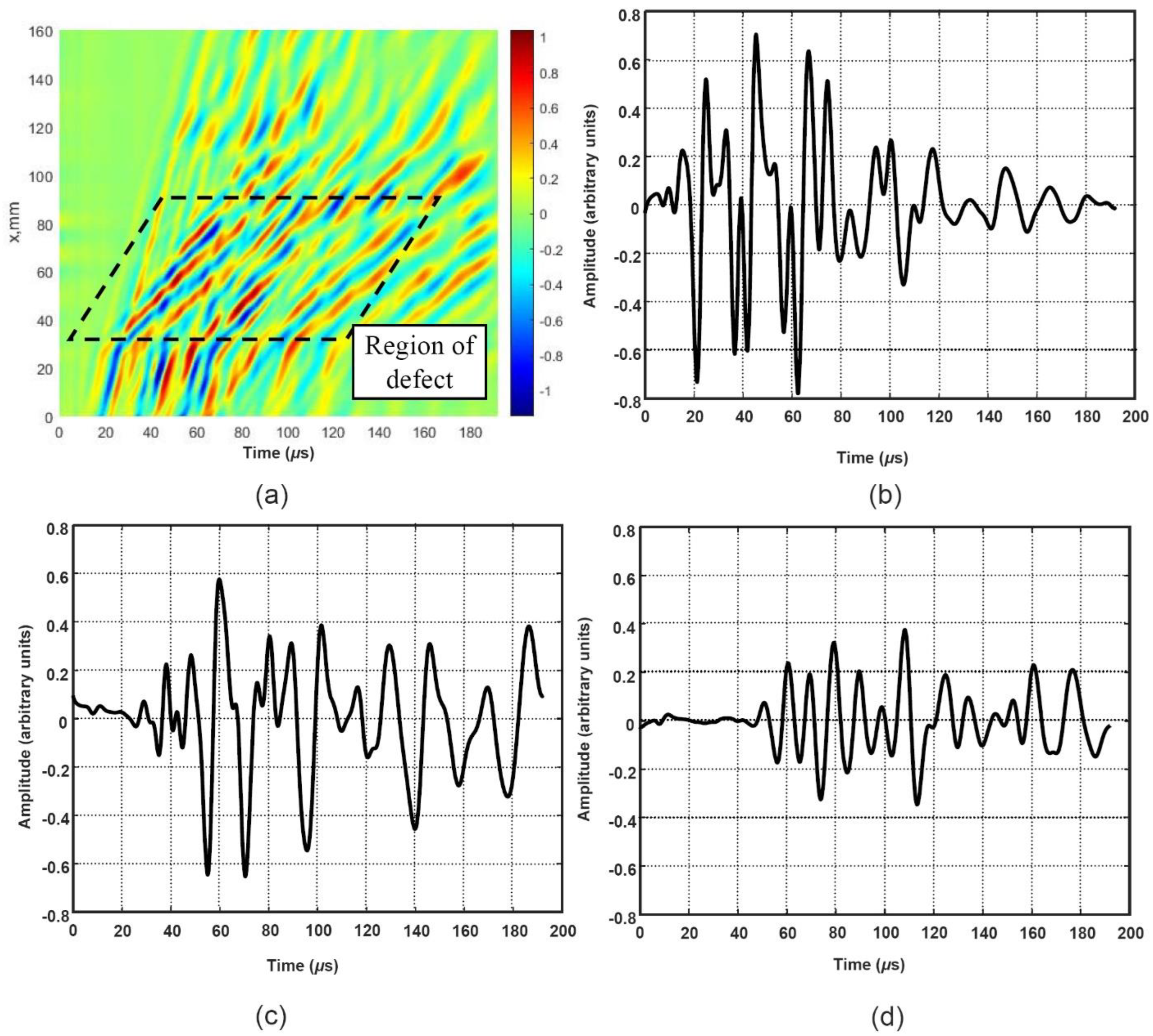
- Dispersion. As the signals of the dispersing modes consist of different frequency components that propagate with different velocities depending on the distance, it influences the waveform distortion: the signal is elongated, and the peak amplitude is decreased (Figure 7b–d). This phenomenon complicates the analysis of the received signals and detection of defects [56,57,58]. The halving effect of the signal amplitude (at a level of 0.5 or −6 dB) is one of the main parameters in estimating the location and size of the defect in ultrasonic NDT. Due to the effect of dispersion, the signal waveform is changed (Figure 7b–d), and the application of the conventional criterion is not appropriate. In spite of that, the Lamb wave velocity variation can be used to indicate a defect [53]. Taking that into account, the specific SPMs for the reconstruction of the dispersion curves and new criteria for the evaluation of the velocity variations should be developed, investigated, and proposed.
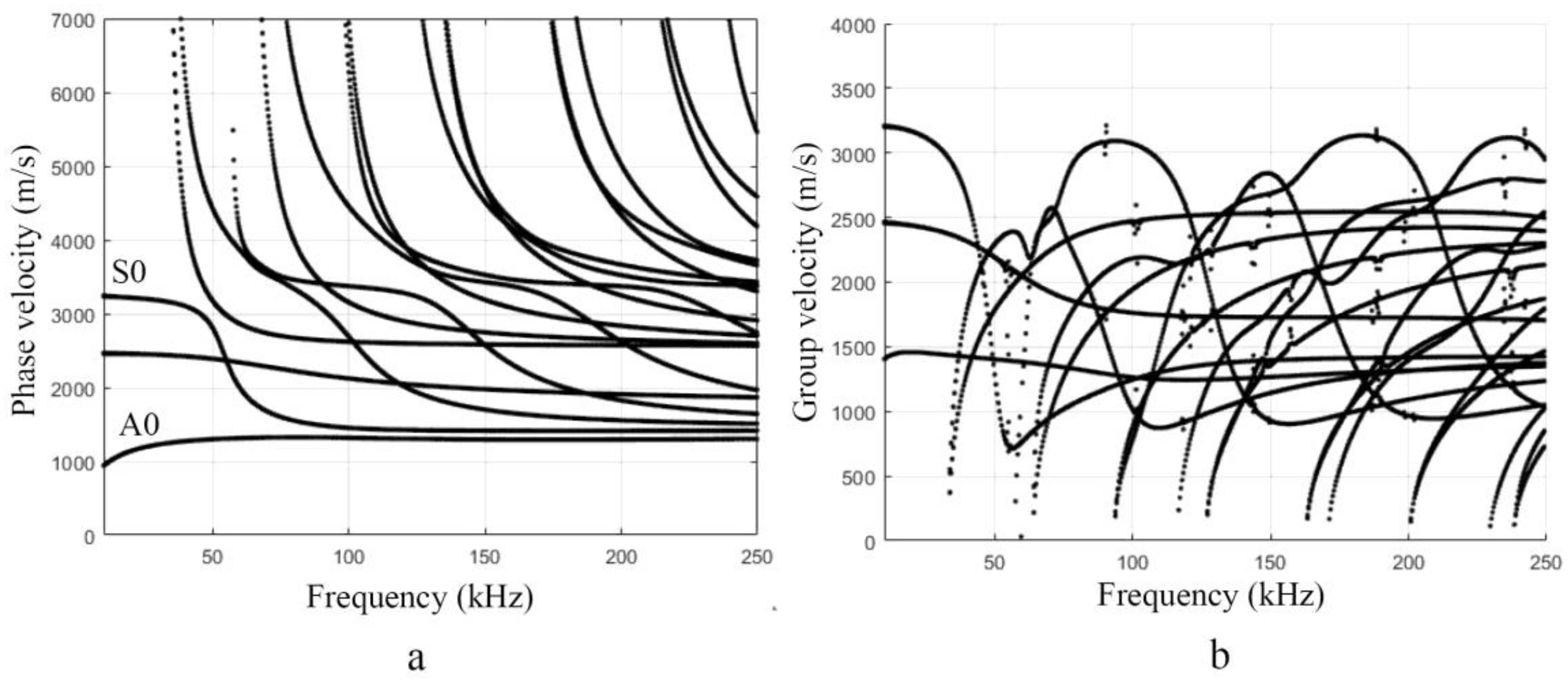
- An infinite number of modes. As presented in Figure 5a,b, the Lamb waves possess an infinite number of dispersive modes. Depending on the thickness of the object, the material under investigation, and the frequency, other higher-order symmetric and asymmetric modes emerge [59,60], and each of them is described by two velocities: phase and group. Even at a low frequency of 50 kHz, higher-order dispersive modes appear (Figure 5a,b). In the higher frequency range (Figure 5a,b), there is a forest of them with visible effects of converging, interlacing, and splitting. So, using higher-order modes in the application, separating signals of the different modes, extracting a useful signal, and obtaining the required information in the whole trail of the signals is a difficult task [59,61]. Thus, in many cases, only fundamental A0 and S0 modes of the Lamb waves are used in various application cases. The fact that the wavelength is directly proportional to the velocity and inversely proportional to the frequency [47] must be emphasised. This fact is crucial for the application of higher-order modes, as by using different wavelengths, defects of different spatial dimensions can be detected. Thus, the algorithms that could identify the different modes, separate them, and obtain the required information need to be developed.
3.2. Methods Reliability Evaluation
- Specimen. The mechanical and geometric parameters of the object under investigation and environmental conditions such as density ρ, elastic constants (Young modulus E, Poisson‘s ratio υ) specimen thickness d, temperature, and humidity;
- Measuring equipment. Measuring systems with specific software, instruments, and tools (transducers).
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- European Parliament. Directive (EU) 2018/2001 of the European Parliament and of the Council of 11 December 2018 on the Promotion of the Use of Energy from Renewable Sources (Text with EEA Relevance; European Parliament: Bruxelles, Belgium, 2018. Available online: https://eur-lex.europa.eu/legal-content/EN/TXT/?uri=CELEX%3A32018L2001 (accessed on 7 December 2021).
- Segreto, M.; Principe, L.; Desormeaux, A.; Torre, M.; Tomassetti, L.; Tratzi, P.; Paolini, V.; Petracchini, F. Trends in Social Acceptance of Renewable Energy Across Europe—A Literature Review. Int. J. Environ. Res. Public Health 2020, 17, 9161. [Google Scholar] [CrossRef]
- Martin, C. Wind turbine Blades can’t be recycled, so they’re piling up in landfills. Bloomberg Green, 8 February 2020. [Google Scholar]
- Villate, J.L.; Ruiz-Minguela, P.; Berque, J.; Pirttimaa, L.; Cagney, D.; Cochrane, C.; Jeffrey, H. Strategic Research and Innovation Agenda for Ocean Energy. Etipocean 2020, 64, 18. [Google Scholar]
- Latinopoulos, D.; Kechagia, K. A GIS-based multi-criteria evaluation for wind farm site selection. A regional scale application in Greece. Renew. Energy 2015, 78, 550–560. [Google Scholar] [CrossRef]
- Feng, J. Wind farm site selection from the perspective of sustainability: A novel satisfaction degree-based fuzzy axiomatic design approach. Int. J. Energy Res. 2021, 45, 1097–1127. [Google Scholar] [CrossRef]
- Wind Europe. Wind Energy in Europe: 2020 Statistics and the Outlook for 2021–2025. Statistics 2021. Available online: https://windeurope.org/intelligence-platform/product/wind-energy-in-europe-in-2020-trends-and-statistics/ (accessed on 7 December 2021).
- Chipindula, J.; Botlaguduru, V.S.V.; Du, H.; Kommalapati, R.R.; Huque, Z. Life Cycle Environmental Impact of Onshore and Offshore Wind Farms in Texas. Sustainability 2018, 10, 2022. [Google Scholar] [CrossRef] [Green Version]
- Roeleke, M.; Blohm, T.; Kramer-Schadt, S.; Yovel, Y.; Voigt, C.C. Habitat use of bats in relation to wind turbines revealed by GPS tracking. Sci. Rep. 2016, 6, 28961. [Google Scholar] [CrossRef]
- Ribeiro, A.; Costoya, X.; De Castro, M.; Carvalho, D.; Dias, J.M.; Rocha, A.; Gomez-Gesteira, M. Assessment of Hybrid Wind-Wave Energy Resource for the NW Coast of Iberian Peninsula in a Climate Change Context. Appl. Sci. 2020, 10, 7395. [Google Scholar] [CrossRef]
- Yang, B.; Sun, D. Testing, inspecting and monitoring technologies for wind turbine blades: A survey. Renew. Sustain. Energy Rev. 2013, 22, 515–526. [Google Scholar] [CrossRef]
- Kellner, T. Making Waves: GE Unveils Plans to Build an Offshore Wind Turbine the Size of a Skyscraper, the World’s Most Powerful. GE Reports, Renewables. 2018. Available online: https://www.ge.com/news/reports/making-waves-ge-unveils-plans-build-offshore-wind-turbine-size-skyscraper-worlds-powerful (accessed on 7 December 2021).
- Jensen, J.P.; Skelton, K. Wind turbine blade recycling: Experiences, challenges and possibilities in a circular economy. Renew. Sustain. Energy Rev. 2018, 97, 165–176. [Google Scholar] [CrossRef]
- Dorigato, A. Recycling of thermosetting composites for wind blade application. Adv. Ind. Eng. Polym. Res. 2021, 4, 116–132. [Google Scholar] [CrossRef]
- Wind Europe. Accelerating Wind Turbine Blade Circularity. 2020. Available online: https://windeurope.org/intelligence-platform/product/accelerating-wind-turbine-blade-circularity (accessed on 7 December 2021).
- Beauson, J.; Madsen, B.; Toncelli, C.; Brøndsted, P.; Ilsted Bech, J. Recycling of shredded composites from wind turbine blades in new thermoset polymer composites. Compos. Part A Appl. Sci. Manuf. 2016, 90, 390–399. [Google Scholar] [CrossRef]
- Mishnaevsky, L. Sustainable End-of-Life Management of Wind Turbine Blades: Overview of Current and Coming Solutions. Materials 2021, 14, 1124. [Google Scholar] [CrossRef] [PubMed]
- Jensen, P.D.; Purnell, P.; Velenturf, A.P. Highlighting the need to embed circular economy in low carbon infrastructure decommissioning: The case of offshore wind. Sustain. Prod. Consum. 2020, 24, 266–280. [Google Scholar] [CrossRef]
- Andersen, N.; Eriksson, O.; Hillman, K.; Wallhagen, M. Wind Turbines’ End-of-Life: Quantification and Characterisation of Future Waste Materials on a National Level. Energies 2016, 9, 999. [Google Scholar] [CrossRef] [Green Version]
- European Commission. Waste Framework Directive. Available online: https://ec.europa.eu/environment/topics/waste-and-recycling/waste-framework-directive_en#ecl-inpage-769 (accessed on 7 December 2021).
- Kolios, A.; Martínez-Luengo, M. The end of the line for today’s wind turbines. Renew. Energy Focus 2016, 17, 109–111. [Google Scholar] [CrossRef]
- García Márquez, F.P.; Peco Chacón, A.M. A review of non-destructive testing on wind turbines blades. Renew. Energy 2020, 161, 998–1010. [Google Scholar] [CrossRef]
- Martinez-Luengo, M.; Kolios, A.; Wang, L. Structural health monitoring of offshore wind turbines: A review through the Statistical Pattern Recognition Paradigm. Renew. Sustain. Energy Rev. 2016, 64, 91–105. [Google Scholar] [CrossRef] [Green Version]
- McGugan, M.; Mishnaevsky, J.L. Damage Mechanism Based Approach to the Structural Health Monitoring of Wind Turbine Blades. Coatings 2020, 10, 1223. [Google Scholar] [CrossRef]
- Rumsey, M.A.; Paquette, J.A. Structural health monitoring of wind turbine blades. In Smart Sensor Phenomena, Technology, Networks, and Systems 2008; SPIE: Bellingham, WA, USA, 2008. [Google Scholar]
- Bouzid, O.M.; Tian, G.Y.; Cumanan, K.; Moore, D. Structural Health Monitoring of Wind Turbine Blades: Acoustic Source Localization Using Wireless Sensor Networks. J. Sensors 2015, 2015, 139695. [Google Scholar] [CrossRef]
- Niezrecki, C.; Avitabile, P.; Chen, J.; Sherwood, J.A.; Lundstrom, T.; Leblanc, B.; Hughes, S.A.; Desmond, M.; Beattie, A.; Rumsey, M.; et al. Inspection and monitoring of wind turbine blade-embedded wave defects during fatigue testing. Struct. Heal. Monit. 2014, 13, 629–643. [Google Scholar] [CrossRef]
- Chen, X.; Semenov, S.; McGugan, M.; Madsen, S.H.; Yeniceli, S.C.; Berring, P.; Branner, K. Fatigue testing of a 14.3 m composite blade embedded with artificial defects—Damage growth and structural health monitoring. Compos. Part A Appl. Sci. Manuf. 2021, 140, 106189. [Google Scholar] [CrossRef]
- Gómez Muñoz, C.Q.; Arcos Jiménez, A.; García Márquez, F.P. Wavelet transforms and pattern recognition on ultrasonic guides waves for frozen surface state diagnosis. Renew. Energy 2018, 116, 42–54. [Google Scholar] [CrossRef]
- EURL-FA Guide: Protocol for Verification Studies of Single Laboratory/In-House Validated Methods; European Union Reference Laboratory for Feed Additives of European Commission-Joint Research Centre: Brussels, Belgium, 2014; pp. 1–26. Available online: https://ec.europa.eu/jrc/sites/default/files/EURLFA-technical%20guide%20for%20validation%20and%20verification%20v2014.pdf (accessed on 7 December 2021).
- AOAC International. ALACC Guide How to Meet ISO 17025 Requirements for Acknowledgments Method Verification. 2007. Available online: https://fdocuments.net/reader/full/how-to-meet-iso-17025-requirements-for-method-verification (accessed on 7 December 2021).
- Magnusson, B.; Örnemark, U. (Eds.) Eurachem Guide: The Fitness for Purpose of Analytical Methods—A Laboratory Guide to Method Validation and Related Topics. In Eurachem, 2nd ed.; EURACHEM: London, UK, 2014; p. 64. Available online: https://www.eurachem.org/images/stories/Guides/pdf/MV_guide_2nd_ed_EN.pdf (accessed on 7 December 2021).
- Mishnaevsky, L.; Branner, K.; Petersen, H.N.; Beauson, J.; McGugan, M.; Sørensen, B.F. Materials for Wind Turbine Blades: An Overview. Materials 2017, 10, 1285. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Boria, S.; Santulli, C.; Raponi, E.; Sarasini, F.; Tirillò, J. Evaluation of a new green composite solution for wind turbine blades. Multiscale Multidiscip. Model. Exp. Des. 2019, 2, 141–150. [Google Scholar] [CrossRef]
- Subadra, S.P.; Griskevicius, P. Sustainability of polymer composites and its critical role in revolutionising wind power for green future. Sustain. Technol. Green Econ. 2021, 1, 1–7. [Google Scholar] [CrossRef]
- Katnam, K.B.; Comer, A.J.; Roy, D.; da Silva, L.; Young, T. Composite Repair in Wind Turbine Blades: An Overview. J. Adhes. 2014, 91, 113–139. [Google Scholar] [CrossRef]
- Debel, C.P. Identification of damage types in wind turbine blades tested to failure. In Materialeopførsel og skadesanalyse; Somers, M.A.J., Ed.; Dansk Metallurgisk Selskab: Lyngby, Denmark, 2004; pp. 123–127. [Google Scholar]
- Mishnaevsky, L.; Hasager, C.B.; Bak, C.; Tilg, A.-M.; Bech, J.I.; Rad, S.D.; Fæster, S. Leading edge erosion of wind turbine blades: Understanding, prevention and protection. Renew. Energy 2021, 169, 953–969. [Google Scholar] [CrossRef]
- Lau, B.C.P.; Ma, E.W.M.; Pecht, M. Review of offshore wind turbine failures and fault prognostic methods. In Proceedings of the IEEE 2012 Prognostics and System Health Management Conference, Beijing, China, 23–25 May 2012. [Google Scholar]
- Sørensen, B.F.; Joergensen, E.; Debel, C.P.; Jensen, F.M.; Jensen, H.M.; Jacobsen, T.; Halling, K.M. Improved Design of Large Wind Turbine Blades of Fibre Composites (Phase 2)—Summary Report; Risø National Laboratory: Roskilde, Denmark, 2005; ISBN 8755034624. [Google Scholar]
- Jasinien, E.; Raiutis, R.; Literis, R.; Voleiis, A.; Vladiauskas, A.; Mitchard, D.; Amos, M. NDT of wind turbine blades using adapted ultrasonic and radiographic techniques. Insight Non-Destructive Test. Cond. Monit. 2009, 51, 477–483. [Google Scholar] [CrossRef] [Green Version]
- Tiwari, K.A.; Raisutis, R. Post-processing of ultrasonic signals for the analysis of defects in wind turbine blade using guided waves. J. Strain Anal. Eng. Des. 2018, 53, 546–555. [Google Scholar] [CrossRef]
- Bar-Cohen, Y. Emerging NDE Technologies and Challenges at the Beginning of the 3rd Millennium. NDT.net. 2000. Available online: https://www.ndt.net/article/v05n02/barcohen/barcohen.htm. (accessed on 7 December 2021).
- Garnier, C.; Pastor, M.-L.; Eyma, F.; Lorrain, B. The detection of aeronautical defects in situ on composite structures using Non Destructive Testing. Compos. Struct. 2011, 93, 1328–1336. [Google Scholar] [CrossRef] [Green Version]
- Oliveira, M.A.; Filho, E.F.S.; Albuquerque, M.C.; Santos, Y.T.; da Silva, I.C.; Farias, C.T. Ultrasound-based identification of damage in wind turbine blades using novelty detection. Ultrasonics 2020, 108, 106166. [Google Scholar] [CrossRef] [PubMed]
- Muñoz, C.Q.G.; Marquez, F.P.G.; Crespo, B.H.; Makaya, K. Structural health monitoring for delamination detection and location in wind turbine blades employing guided waves. Wind Energy 2019, 22, 698–711. [Google Scholar] [CrossRef] [Green Version]
- Lamb, H. On waves in an elastic plate. Proc. R. Soc. London. Ser. A Math. Phys. Sci. 1917, 93, 114–128. [Google Scholar] [CrossRef] [Green Version]
- Rogers, W.P. Elastic property measurement using Rayleigh-Lamb waves. Res. Nondestruct. Evaluation 1995, 6, 185–208. [Google Scholar] [CrossRef]
- Su, Z.; Ye, L.; Lu, Y. Guided Lamb waves for identification of damage in composite structures: A review. J. Sound Vib. 2006, 295, 753–780. [Google Scholar] [CrossRef]
- Bingham, J.; Hinders, M. Lamb Wave Detection of Delaminations in Large Diameter Pipe Coatings. Open Acoust. J. 2009, 2, 75–86. [Google Scholar] [CrossRef] [Green Version]
- Cawley, P.; Lowe, M.J.S.; Alleyne, D.N.; Pavlakovic, B.; Wilcox, P. Practical long range guided wave testing: Applications to pipes and rail. Mater. Eval. 2003, 61, 66–74. [Google Scholar]
- Chen, H.; Zhang, G.; Fan, D.; Fang, L.; Huang, L. Nonlinear Lamb wave analysis for microdefect identification in mechanical structural health assessment. Measurement 2020, 164, 108026. [Google Scholar] [CrossRef]
- Raišutis, R.; Tiwari, K.; Žukauskas, E.; Tumšys, O.; Draudvilienė, L. A Novel Defect Estimation Approach in Wind Turbine Blades Based on Phase Velocity Variation of Ultrasonic Guided Waves. Sensors 2021, 21, 4879. [Google Scholar] [CrossRef]
- Hayashi, T.; Song, W.-J.; Rose, J.L. Guided wave dispersion curves for a bar with an arbitrary cross-section, a rod and rail example. Ultrasonics 2003, 41, 175–183. [Google Scholar] [CrossRef]
- Bartoli, I.; Marzani, A.; di Scalea, F.L.; Viola, E. Modeling wave propagation in damped waveguides of arbitrary cross-section. J. Sound Vib. 2006, 295, 685–707. [Google Scholar] [CrossRef]
- Wilcox, P.D. A rapid signal processing technique to remove the effect of dispersion from guided wave signals. IEEE Trans. Ultrason. Ferroelectr. Freq. Control 2003, 50, 419–427. [Google Scholar] [CrossRef]
- Wilcox, P.; Lowe, M.; Cawley, P. The effect of dispersion on long-range inspection using ultrasonic guided waves. NDT E Int. 2001, 34, 1–9. [Google Scholar] [CrossRef]
- Yu, T.-H. Plate Waves Scattering Analysis and Active Damage Detection. Sensors 2021, 21, 5458. [Google Scholar] [CrossRef] [PubMed]
- Hu, Y.; Zhu, Y.; Tu, X.; Lu, J.; Li, F. Dispersion curve analysis method for Lamb wave mode separation. Struct. Heal. Monit. 2019, 19, 1590–1601. [Google Scholar] [CrossRef]
- Pai, P.F.; Deng, H.; Sundaresan, M.J. Time-frequency characterization of lamb waves for material evaluation and damage inspection of plates. Mech. Syst. Signal Process. 2015, 62–63, 183–206. [Google Scholar] [CrossRef]
- Jia, H.; Zhang, Z.; Liu, H.; Dai, F.; Liu, Y.; Leng, J. An approach based on expectation-maximization algorithm for parameter estimation of Lamb wave signals. Mech. Syst. Signal Process. 2019, 120, 341–355. [Google Scholar] [CrossRef]
- Dai, D.; He, Q. Structure damage localization with ultrasonic guided waves based on a time–frequency method. Signal Process. 2014, 96, 21–28. [Google Scholar] [CrossRef]
- Draudviliene, L.; Meskuotiene, A. The methodology for the reliability evaluation of the signal processing methods used for the dispersion estimation of Lamb waves. IEEE Trans. Instrum. Meas. 2021. [Google Scholar] [CrossRef]
- Crespo, B.H.; Courtney, C.R.P.; Engineer, B. Calculation of Guided Wave Dispersion Characteristics Using a Three-Transducer Measurement System. Appl. Sci. 2018, 8, 1253. [Google Scholar] [CrossRef] [Green Version]
- Kalashnikov, A.N.; Challis, R.E. Errors and uncertainties in the measurement of ultrasonic wave attenuation and phase velocity. IEEE Trans. Ultrason. Ferroelectr. Freq. Control 2005, 52, 1754–1768. [Google Scholar] [CrossRef] [PubMed]
- JCGM 101 JCGM 101:2008; Evaluation of measurement data—Supplement 1 to the “Guide to the expression of uncertainty in measurement”—Propagation of distributions using a Monte Carlo method. Evaluation 2008. The JCGM Member Organizations: Sèvres, France, 2008.
- Draudviliene, L.; Meskuotiene, A.; Tumsys, O.; Mazeika, L.; Samaitis, V. Metrological Performance of Hybrid Measurement Technique Applied for the Lamb Waves Phase Velocity Dispersion Evaluation. IEEE Access 2020, 8, 45985–45995. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Numerical Value |
|---|---|
| Paint (Surface layer): | |
| Density (ρ) | 1270 kg/m3 |
| Young’s modulus (E) | 4.2 GPa |
| Poisson’s ratio (υ) | 0.35 |
| Unidirectional GFRP layer: | |
| Density (ρ) | 1828 kg/m3 |
| Young’s modulus (E1) | 42.5 GPa |
| Young’s modulus (E2) | 10 GPa |
| Poisson’s ratio (υ12) | 0.26 |
| Poisson’s ratio (υ23) | 0.4 |
| In-plane shear modulus (G12) | 4.3 GPa |
| Epoxy: | |
| Density (ρ) | 1260 kg/m3 |
| Young’s modulus (E) | 3.6 GPa |
| Poisson’s ratio (υ) | 0.35 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Draudvilienė, L.; Meškuotienė, A.; Raišutis, R.; Griškevičius, P.; Stasiškienė, Ž.; Žukauskas, E. The Usefulness and Limitations of Ultrasonic Lamb Waves in Preventing the Failure of the Wind Turbine Blades. Appl. Sci. 2022, 12, 1773. https://doi.org/10.3390/app12041773
Draudvilienė L, Meškuotienė A, Raišutis R, Griškevičius P, Stasiškienė Ž, Žukauskas E. The Usefulness and Limitations of Ultrasonic Lamb Waves in Preventing the Failure of the Wind Turbine Blades. Applied Sciences. 2022; 12(4):1773. https://doi.org/10.3390/app12041773
Chicago/Turabian StyleDraudvilienė, Lina, Asta Meškuotienė, Renaldas Raišutis, Paulius Griškevičius, Žaneta Stasiškienė, and Egidijus Žukauskas. 2022. "The Usefulness and Limitations of Ultrasonic Lamb Waves in Preventing the Failure of the Wind Turbine Blades" Applied Sciences 12, no. 4: 1773. https://doi.org/10.3390/app12041773
APA StyleDraudvilienė, L., Meškuotienė, A., Raišutis, R., Griškevičius, P., Stasiškienė, Ž., & Žukauskas, E. (2022). The Usefulness and Limitations of Ultrasonic Lamb Waves in Preventing the Failure of the Wind Turbine Blades. Applied Sciences, 12(4), 1773. https://doi.org/10.3390/app12041773