
Fabrication of a Stainless-Steel Pump Impeller by Integrated 3D Sand Printing and Casting: Mechanical Characterization and Performance Study in a Chemical Plant



Abstract
:Featured Application
Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods and Procedures
2.2.1. Part Digitizing and CAD Design
2.2.2. Mould Design and Manufacturing
2.2.3. Casting, Finishing, and Testing of the BJ Impeller
2.2.4. Operation in Plant
3. Results and Discussion
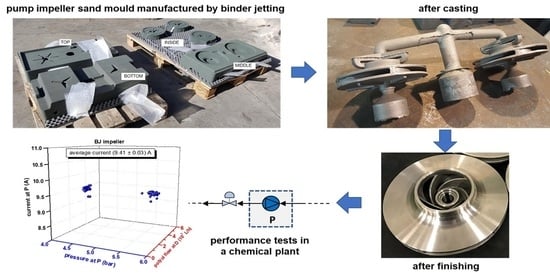
3.1. Fabrication Strategy by Combined Binder Jetting 3D Printing and Casting
- analysis of the original part (KSB impeller);
- part digitizing, CAD design, and 3D printing of the plastic model;
- sand mould design and manufacturing;
- casting using molten stainless steel and finishing (BJ impeller);
- performance tests in a chemical plant and comparison with KSB impeller.
3.2. Characterization of the BJ Impeller
3.3. Performance Tests of BJ Impeller in a Chemical Plant
4. Conclusions
- Reverse engineering of the original impeller allowed creating a polyamide copy, used to validate the CAD design by metrological characterization, with a dimensional accuracy of 99.6%.
- This work is another example of the advantages of BJ sand printing in creating multicomponent moulds able to recreate complex features of the original part.
- The casted material showed an essentially homogeneous surface, with a very small proportion (<0.5%) of shrinkage voids. The microstructure was similar to that of the original impeller, with 6.3% of ferritic phase.
- The operational performance of the produced impeller was tested in a real scenario by installing the impeller in a centrifugal pump. The pump operated in a polyol/polyglycol plant, and a series of process parameters related to the pump behaviour were measured continuously for three production recipes varying in final concentration and viscosity.
- For example, at 500 cSt of product viscosity, the average current consumption of the pump was 9.34 A, as compared with 9.41 A measured with the original impeller, with standard deviations of 0.3% and 2.7%, respectively, for a wide interval of pressures (4–6 bar) and flows (2000–6000 L/h).
- The parameters were also comparable when measured during a complete production cycle. This indicated that both impellers had equivalent performance, thus validating the fabrication strategy from an operational point of view.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Gao, W.; Zhang, Y.; Ramanujan, D.; Ramani, K.; Chen, Y.; Williams, C.; Wang, C.; Shin, Y.; Zhang, S.; Zavattieri, P. The status, challenges, and future of additive manufacturing in engineering. Comput. Aided Des. 2015, 69, 65–89. [Google Scholar] [CrossRef]
- Talamona, D.; Mukhtarkhanov, M.; Perveen, A. Application of Stereolithography Based 3D Printing Technology in Investment Casting. Micromachines 2020, 11, 946. [Google Scholar]
- Redwood, B.; Schöffer, F.; Garret, B. The 3D Printing Handbook: Technologies, Design and Applications; 3D Hubs. B.V.: Amsterdam, The Netherlands, 2017. [Google Scholar]
- Wohlers, T.; Campbell, I.; Diegel, O.; Huff, R.; Kowen, J. Wohles Report 2020. Additive Manufacturing and 3D Printing, State of the Industry; Wohlers Associates: Fort Collins, CO, USA, 2020. [Google Scholar]
- Femmer, T.; Flack, I.; Wessling, M. Additive Manufacturing in Fluid Process Engineering. Chem. Ing. Tech. 2016, 88, 535–552. [Google Scholar] [CrossRef]
- Zentel, K.; Fassbender, M.; Pauer, W.; Luinstra, G. 3D printing as chemical reaction engineering booster. Adv. Polym. React. Eng. 2020, 56, 97–137. [Google Scholar]
- Kotz, F.; Risch, P.; Helmer, D.; Rapp, B. High-Performance Materials for 3D Printing in Chemical Synthesis Applications. Adv. Mater. 2019, 31, 1805982. [Google Scholar] [CrossRef]
- Maier, M.; Lebl, R.; Sulzer, P.; Lechner, J.; Mayr, T.; Zadravec, M.; Slama, E.; Pfanner, S.; Schmölzer, C.; Pöchlauer, P.; et al. Development of customized 3D printed stainless steel reactors with inline oxygen sensors for aerobic oxidation of Grignard reagents in continuous flow. React. Chem. Eng. 2019, 4, 393–401. [Google Scholar] [CrossRef] [Green Version]
- Belka, M.; Bączek, T. Additive manufacturing and related technologies—The source of chemically active materials in separation science. Trends Anal. Chem. 2021, 142, 116322. [Google Scholar] [CrossRef]
- Zhu, J.; Wu, P.; Chao, Y.; Yu, J.; Zhu, W.; Liu, Z.; Xu, C. Recent advances in 3D printing for catalytic applications. Chem. Eng. J. 2022, 433, 134341. [Google Scholar] [CrossRef]
- Chen, C.; Mehl, B.; Munshi, A.; Townsend, A.; Spence, D.; Martin, R. 3D-printed microfluidic devices: Fabrication, advantages and limitations—A mini review. Anal. Meth. 2016, 8, 6005–6012. [Google Scholar] [CrossRef]
- Hock, S.; Rose, M. 3D-Structured Monoliths of Nanoporous Polymers by Additive Manufacturing. Chem. Ing. Tech. 2020, 92, 525–531. [Google Scholar] [CrossRef] [Green Version]
- Zhao, L.; Zeng, G.; Gu, Y.; Tang, Z.; Wang, G.; Tang, T.; Shan, Y.; Sun, Y. Nature inspired fractal tree-like photobioreactor via 3D printing for CO2 capture by microaglae. Chem. Eng. Sci. 2019, 193, 6–14. [Google Scholar] [CrossRef]
- Ligon, S.; Liska, R.; Stampfl, J.; Gurr, M.; Mülhaupt, R. Polymers for 3D Printing and Customized Additive Manufacturing. Chem. Rev. 2017, 117, 10212–10290. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Gal-Or, E.; Gershoni, Y.; Scotti, G.; Nilsson, S.; Saarinen, J.; Jokinen, V.; Strachan, C.; Boije af Gennäs, G.; Yli-Kauhaluoma, J.; Kotiaho, T. Chemical analysis using 3D printed glass microfluidics. Anal. Meth. 2019, 11, 1802–1810. [Google Scholar] [CrossRef] [Green Version]
- Gyak, K.; Vishwakarma, N.; Hwang, Y.; Kim, J.; Yun, H.; Kim, D. 3D-printed monolithic SiCN ceramic microreactors from a photocurable preceramic resin for the high temperature ammonia cracking process. React. Chem. Eng. 2019, 4, 1393–1399. [Google Scholar] [CrossRef]
- Vafadar, A.; Guzzomi, F.; Rassau, A.; Hayward, K. Advances in Metal Additive Manufacturing: A Review of Common Processes, Industrial Applications, and Current Challenges. Appl. Sci. 2021, 11, 1213. [Google Scholar] [CrossRef]
- Bandyopadhyay, A.; Zhang, Y.; Bose, S. Recent developments in metal additive manufacturing. Curr. Opin. Chem. Eng. 2020, 28, 96–104. [Google Scholar] [CrossRef]
- Vaezi, M.; Drescher, P.; Seitz, H. Beamless Metal Additive Manufacturing. Materials 2020, 13, 922. [Google Scholar] [CrossRef] [Green Version]
- Kladovasilakis, N.; Kontodina, T.; Charalampous, P.; Kostavelis, I.; Tzetzis, D.; Tzovaras, D. A case study on 3D scanning, digital reparation and rapid metal additive manufacturing of a centrifugal impeller. IOP Conf. Ser. Mat. Sci. Eng. 2021, 1037, 012018. [Google Scholar] [CrossRef]
- Ponticelli, G.; Tagliaferri, F.; Venettacci, S.; Horn, M.; Giannini, O.; Guarino, S. Re-Engineering of an Impeller for Submersible Electric Pump to be Produced by Selective Laser Melting. Appl. Sci. 2021, 11, 7375. [Google Scholar] [CrossRef]
- Shakil, S.; Smith, N.; Yoder, S.; Ross, B.; Alvarado, D.; Hadadzadeh, A.; Haghshenas, M. Post fabrication thermomechanical processing of additive manufactured metals: A review. J. Manuf. Proc. 2022, 73, 757–790. [Google Scholar] [CrossRef]
- Lynch, P.; Hasbrouck, C.R.; Wilck, J.; Kay, M.; Manogharan, G. Challenges and opportunities to integrate the oldest and newest manufacturing processes: Metal casting and additive manufacturing. Rapid Prototyp. J. 2020, 26, 1145–1154. [Google Scholar] [CrossRef]
- Sivarupan, T.; Balasubramani, N.; Saxena, P.; Nagarajan, D.; El Mansori, M.; Salonitis, K.; Jolly, M.; Dargusch, M. A review on the progress and challenges of binder jet 3D printing of sand moulds for advanced casting. Addit. Manuf. 2021, 40, 101889. [Google Scholar] [CrossRef]
- Mostafaei, A.; Elliott, A.; Barnes, J.; Li, F.; Tan, W.; Cramer, C.; Nandwana, P.; Chmielus, M. Binder jet 3D printing—Process parameters, materials, properties, modeling, and challenges. Prog. Mater. Sci. 2021, 119, 100707. [Google Scholar] [CrossRef]
- Zheng, J.; Chen, A.; Zheng, W.; Zhou, X.; Bai, B.; Wu, J.; Ling, W.; Ma, H.; Wang, W. Effectiveness analysis of resources consumption, environmental impact and production efficiency in traditional manufacturing using new technologies: Case from sand casting. Energy Convers. Manag. 2020, 209, 112671. [Google Scholar] [CrossRef]
- Shangguan, H.; Kang, J.; Yi, J.; Deng, C.; Hu, Y.; Huang, T. Controlled cooling of an aluminum alloy casting based on 3D printed rib reinforced shell mold. China Foundry 2018, 15, 210–215. [Google Scholar] [CrossRef] [Green Version]
- Deng, C.; Kang, J.; Shangguan, H.; Hu, Y.; Huang, T.; Liu, Z. Effects of hollow structures in sand mold manufactured using 3D printing technology. J. Mater. Process. Technol. 2018, 255, 516–523. [Google Scholar] [CrossRef]
- Snelling, D.; Li, Q.; Meisel, N.; Willaims, C.B.; Batra, R.C.; Druschitz, A.P. Lightweight metal cellular structures fabricated via 3D printing of sand cast molds. Adv. Eng. Mater. 2015, 17, 923–932. [Google Scholar] [CrossRef]
- Gill, S.S.; Kaplas, M. Efficacy of powder-based three-dimensional printing (3DP) technologies for rapid casting of light alloys. Int. J. Adv. Manuf. Technol. 2011, 52, 53–64. [Google Scholar] [CrossRef]
- Martinez, D.; Bate, C.; Manogharan, G. Towards Functionally Graded Sand Molds for Metal Casting: Engineering Thermo-mechanical Properties Using 3D Sand Printing. JOM 2020, 72, 1340–1354. [Google Scholar] [CrossRef]
- Sundaram, D.; Svidró, J.T.; Svidró, J.; Diószegi, A. On the Relation between the Gas-Permeability and the Pore Characteristics of Furan Sand. Materials 2021, 14, 3803. [Google Scholar] [CrossRef]
- Mitra, S.; EL Mansori, M.; Rodríguez de Castro, A.; Costin, M. Study of the evolution of transport properties induced by additive processing sand mold using X-ray computed tomography. J. Mater. Process. Technol. 2020, 277, 116495. [Google Scholar] [CrossRef] [Green Version]
- Gill, S.; Kaplas, M. Comparative Study of 3D Printing Technologies for Rapid Casting of Aluminium Alloy. Mater. Manuf. Proc. 2009, 24, 1405–1411. [Google Scholar] [CrossRef]
- Shangguan, H.; Kang, J.; Deng, C.; Hu, Y.; Huang, T. 3D-printed shell-truss sand mold for aluminum castings. J. Mater. Proc. Technol. 2017, 250, 247–253. [Google Scholar] [CrossRef]
- Sama, S.; Badamo, T.; Lynch, P.; Manogharan, G. Novel sprue designs in metal casting via 3D sand-printing. Addit. Manuf. 2019, 25, 563–578. [Google Scholar] [CrossRef]
- Sama, S.; Badamo, T.; Manogharan, G. Case Studies on Integrating 3D Sand-Printing Technology into the Production Portfolio of a Sand-Casting Foundry. Int. J. Metalcast. 2019, 14, 12–24. [Google Scholar] [CrossRef]
- Scime, L.; Beuth, J. Using machine learning to identify in-situ melt pool signatures indicative of flaw formation in a laser powder bed fusion additive manufacturing process. Addit. Manuf. 2019, 25, 151–165. [Google Scholar] [CrossRef]
- Pagone, E.; Saxena, P.; Papanikolaou, M.; Salonitis, K.; Jolly, M. Sustainability Assessment of Rapid Sand Mould Making Using Multi-criteria Decision-Making Mapping. In Sustainable Design and Manufacturing 2020. Smart Innovation, Systems and Technologies; Scholz, S.G., Howlett, R.J., Setchi, R., Eds.; Springer: Singapore, 2021; Volume 200, pp. 345–355. [Google Scholar]
- Mitchell, A.; Lafont, U.; Hołyńska, M.; Semprimoschnig, C. Additive Manufacturing—A Review of 4D Printing and Future Applications. Addit. Manuf. 2018, 24, 606–626. [Google Scholar] [CrossRef]
- Vora, H.D.; Sanyal, S. A comprehensive review: Metrology in additive manufacturing and 3D printing technology. Prog. Addit. Manuf. 2020, 5, 319–353. [Google Scholar] [CrossRef]
- Khalajzadeh, V.; Beckermann, C. Simulation of Shrinkage Porosity Formation During Alloy Solidification. Metall. Mater. Trans. A 2020, 51, 2239–2254. [Google Scholar] [CrossRef] [Green Version]
- Vander Voort, G.; Lucas, G.; Manilova, E. Metallography and Microstructures of Stainless Steels and Maraging Steels. In Metallography and Microstructures; ASM International: Materials Park, OH, USA, 2004; pp. 670–700. [Google Scholar]
- Astafurov, S.; Astafurova, E. Phase Composition of Austenitic Stainless Steels in Additive Manufacturing: A Review. Metals 2021, 11, 1052. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Fe | Cr | Ni | C | Mo |
|---|---|---|---|---|---|
| % | 63 | 19 | 11 | 0.7 | 2 |
| Recipe | Final Product Properties | Duration of Tests | ||
|---|---|---|---|---|
| Concentration (% w/v) | Viscosity (cSt) | KSB Impeller | BJ Impeller | |
| 1 | 80 | 500 | January 2020–October 2020 | November 2020–April 2021 |
| 2 | 50 | 180 | August 2019–October 2020 | November 2020–April 2021 |
| 3 | 20 | 30 | May 2019–October 2020 | November 2020–April 2021 |
| Property | Values 1 | |
|---|---|---|
| Relative Density (g cm−3) | 7.89 ± 0.05 | |
| Hardness (Brinell) | 183 ± 5 | |
| Dynamic Balancing 2 | Plane 1 3 | Before Balancing: 6.5 g @ 90° (13 g·mm) |
| After Balancing: 0.3 g @ 93° (0.6 g·mm) | ||
| Plane 2 3 | Before Balancing: 17.8 g @ 160° (35.6 g·mm) | |
| After Balancing: 0.9 g @ 150° (1.8 g·mm) | ||
 | ||||
|---|---|---|---|---|
| Dimension | Specification (mm) | Measured (mm) | Difference (mm) 1 | % Deviation 2 |
| A | 206.0 ± 0.5 | 205.99 ± 0.01 | −0.01 | 0.01 |
| B | 94.5 ± 0.5 | 94.23 ± 0.26 | −0.27 | 0.28 |
| C | 68.6 ± 0.3 | 68.70 ± 0.13 | 0.1 | 0.19 |
| D | 14.0 ± 0.2 | 14.07 ± 0.07 | 0.07 | 0.50 |
| E | 5.0 ± 0.1 | 5.05 ± 0.05 | 0.05 | 0.99 |
| F | 20.0 ± 0.1 | 19.94 ± 0.05 | −0.06 | 0.25 |
| G | 36.0 ± 0.2 | 36.02 ± 0.04 | 0.02 | 0.11 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hernández, F.; Fragoso, A. Fabrication of a Stainless-Steel Pump Impeller by Integrated 3D Sand Printing and Casting: Mechanical Characterization and Performance Study in a Chemical Plant. Appl. Sci. 2022, 12, 3539. https://doi.org/10.3390/app12073539
Hernández F, Fragoso A. Fabrication of a Stainless-Steel Pump Impeller by Integrated 3D Sand Printing and Casting: Mechanical Characterization and Performance Study in a Chemical Plant. Applied Sciences. 2022; 12(7):3539. https://doi.org/10.3390/app12073539
Chicago/Turabian StyleHernández, Felix, and Alex Fragoso. 2022. "Fabrication of a Stainless-Steel Pump Impeller by Integrated 3D Sand Printing and Casting: Mechanical Characterization and Performance Study in a Chemical Plant" Applied Sciences 12, no. 7: 3539. https://doi.org/10.3390/app12073539
APA StyleHernández, F., & Fragoso, A. (2022). Fabrication of a Stainless-Steel Pump Impeller by Integrated 3D Sand Printing and Casting: Mechanical Characterization and Performance Study in a Chemical Plant. Applied Sciences, 12(7), 3539. https://doi.org/10.3390/app12073539