
Dynamic Bottleneck Identification of Manufacturing Resources in Complex Manufacturing System

Abstract
:1. Introduction
- (1)
- The effective buffers are used to decouple CMS to avoid the coupling between the system’s various elements, causing bottleneck misjudgments. The definition and identification method of the effective buffer zone are also given.
- (2)
- The data-driven method is used to identify the dynamic bottleneck, and a data-driven dynamic bottleneck model is established. The equipment operating state is further divided into fine-grained divisions to improve identification accuracy, and it is judged whether the state is effective.
- (3)
- Using the actual production data of the workshop to guide the simulation model, the production logic relationship between the manufacturing entity and the simulation agent is clarified, and the simulation model is closer to the actual production.
2. Related Works

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| References | Keywords | Data Sources | Year | ||||
|---|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | 5 | |||
| [7] | √ | √ | √ | √ | Automotive powertrain assembly line | 2021 | |
| [8] | √ | √ | Base case benchmarks | 2020 | |||
| [11] | √ | Base case benchmarks | 2016 | ||||
| [12] | √ | OR Library | 2016 | ||||
| [13] | √ | √ | √ | Micro production system | 2019 | ||
| [14] | √ | √ | √ | Manufacturing execution system | 2019 | ||
| [15] | √ | √ | √ | Real-world and simulation | 2020 | ||
| [17] | √ | √ | Simulation | 2009 | |||
| [19] | √ | √ | Simulation | 2000 | |||
| [20] | √ | √ | Simulation | 2009 | |||
| [24] | √ | √ | √ | Manufacturing execution system | 2016 | ||
| [26] | √ | √ | - | 2010 | |||
| [27] | √ | √ | Simulation | 2015 | |||
| [28] | √ | √ | Plant simulation | 2016 | |||
| [36] | √ | Manufacturing shop | 2009 | ||||
| [37] | √ | √ | √ | Robert Bosch GmbH | 2014 | ||
3. Material and Methods
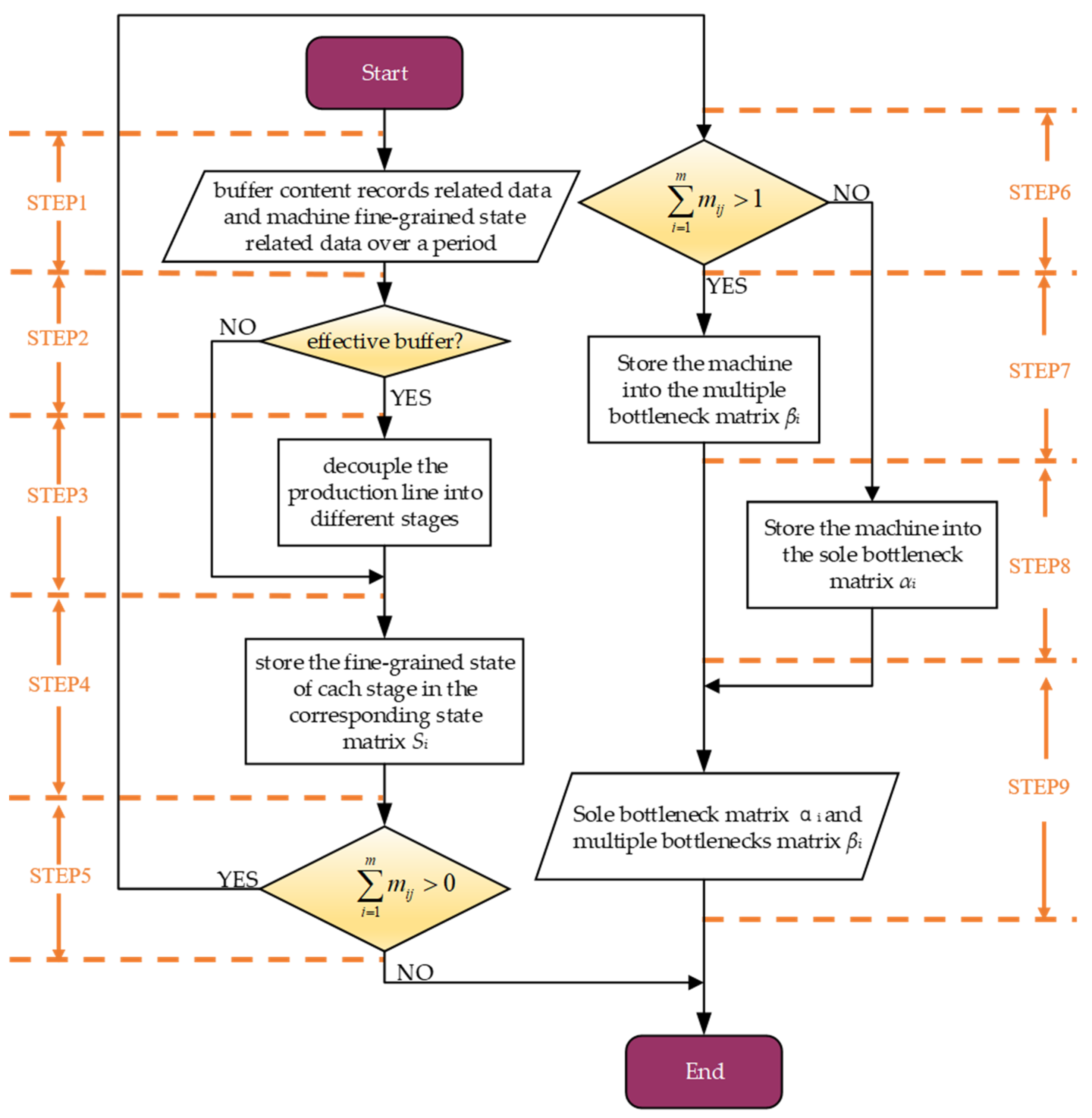
- (1)
- Acquire the current buffer content records-related data and machine fine-grained state-related data of period T. Here, t denotes the current time point. Go to decouple prediction line process and turn to step 2.
- (2)
- Judge whether the buffer in the system is effective or ineffective in this period. If the buffer is effective, turn to step 3, otherwise, turn to step 4. The method to find effective buffers is discussed in Section 3.1.
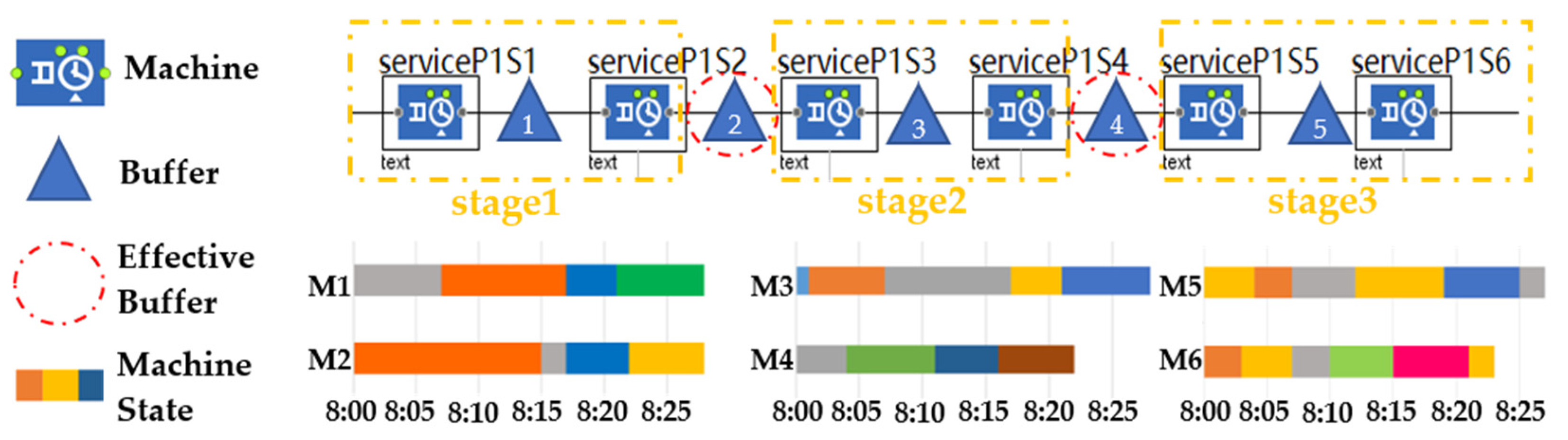
- (3)
- Decouple the production line into n + 1 stages according to the effective buffers in the system, then turn to step 4. The n is the number of effective buffers in the system. The method of decoupling the complex production line is discussed in Section 3.1.
- (4)
- Depending on the result of decoupling, the machines contained in the different stages are stored in the set Mi of machines for the i-th stage, and the fine-grained machine states are stored in the set Si of machine state for the i-th stage. Go to the bottleneck detection process, then turn to step 5.
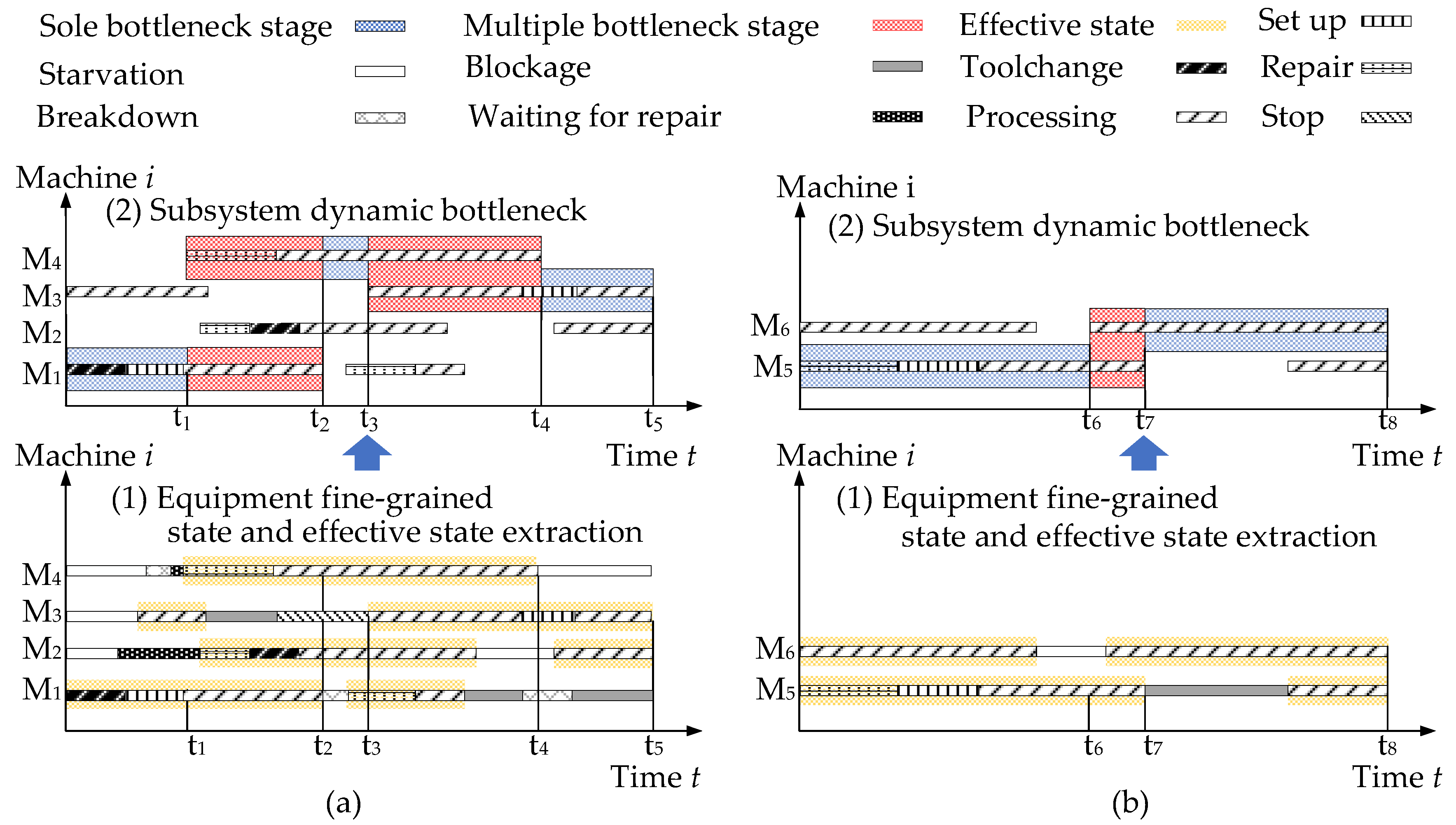
- (5)
- Judge whether any machine in the system is in a valid state at time t. If there are machines in the system in a valid state, turn to step 6, otherwise, turn to the end.
- (6)
- Judge whether more than one machine in the system is in a valid state at time t. If more than one machine in the system is in a valid state, turn step 7, otherwise, turn to step 8.
- (7)
- Store the machines whose fine-grained states are valid at time t to the row corresponding to multiple bottleneck matrix βi, then turn to step 9.
- (8)
- Store the machine whose fine-grained state is valid at time t to the row corresponding to sole bottleneck matrix αi, then turn to step 9.
- (9)
- Output multiple bottleneck matrix βi and sole bottleneck matrix αi.
3.1. Complex Manufacturing System and Its Decoupling
3.1.1. Time Series Flow Modelling of CMS
3.1.2. Decoupling the CMS
3.2. Fine-Grained States of Manufacturing Resources
3.3. Dynamic Bottleneck Identification Method
3.3.1. Subsystem Bottleneck Identification
3.3.2. System-Wide Bottleneck Identification
4. Results
4.1. Simulated Environment
4.2. CMS Case of Job Shop
4.3. Experimental Study
4.4. Discussion
5. Conclusions
- (1)
- The decoupling effect of the buffer on the production line is clarified, and a method to use an effective buffer to decouple the CMS is proposed.
- (2)
- Based on the active time method, the state of manufacturing resources is further divided into a fine-grained granularity. A dynamic bottleneck identification method is proposed based on the fine-grained state of equipment.
- (3)
- Aiming at the problem that the bottlenecks between different subsystems cannot be directly compared, comprehensively considering the operating status of the system and the mutual influence between each device, a comprehensive bottleneck degree index is constructed to evaluate the overall bottleneck status of the system.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
References
- Zhang, C.; Jiang, P. RFID-driven energy-efficient control approach of CNC machine tools using deep belief networks. IEEE Trans. Autom. Sci. Eng. 2019, 17, 129–141. [Google Scholar] [CrossRef]
- Zhou, G.; Zhang, C.; Li, Z.; Ding, K.; Wang, C. Knowledge-driven digital twin manufacturing cell towards intelligent manufacturing. Int. J. Prod. Res. 2020, 58, 1034–1051. [Google Scholar] [CrossRef]
- Zhang, C.; Ji, W. Big data analysis approach for real-time carbon efficiency evaluation of discrete manufacturing workshops. IEEE Access 2019, 7, 107730–107743. [Google Scholar] [CrossRef]
- Wang, J.; Li, Y.; Zhao, R.; Gao, R.X. Physics guided neural network for machining tool wear prediction. J. Manuf. Syst. 2020, 57, 298–310. [Google Scholar] [CrossRef]
- Zhang, C.; Wang, Z.; Ding, K.; Chan, F.T.; Ji, W. An energy-aware cyber physical system for energy Big data analysis and recessive production anomalies detection in discrete manufacturing workshops. Int. J. Prod. Res. 2020, 58, 7059–7077. [Google Scholar] [CrossRef]
- Kuo, T.; Hsu, N.; Li, T.Y.; Chao, C. Industry 4.0 enabling manufacturing competitiveness: Delivery performance improvement based on theory of constraints. J. Manuf. Syst. 2021, 60, 152–161. [Google Scholar] [CrossRef]
- Lai, X.; Shui, H.; Ding, D.; Ni, J. Data-driven dynamic bottleneck detection in complex manufacturing systems. J. Manuf. Syst. 2021, 60, 662–675. [Google Scholar] [CrossRef]
- Khalid, M.N.A.; Yusof, U.K. Incorporating shifting bottleneck identification in assembly line balancing problem using an artificial immune system approach. Flex. Serv. Manuf. J. 2020, 33, 717–749. [Google Scholar] [CrossRef]
- Ikeziri, L.M.; Souza, F.B.D.; Gupta, M.C.; de Camargo Fiorini, P. Theory of constraints: Review and bibliometric analysis. Int. J. Prod. Res. 2019, 57, 5068–5102. [Google Scholar] [CrossRef] [Green Version]
- Bernedixen, J. Automated Bottleneck Analysis of Production Systems: Increasing the Applicability of Simulation-Based Multi-Objective Optimization for Bottleneck Analysis within Industry. Ph.D. Thesis, University of Skövde, Högskolevägen, Sweden, 2018. [Google Scholar]
- Wang, J.; Chen, J.; Zhang, Y.; Huang, G.Q. Schedule-based execution bottleneck identification in a job shop. Comput. Ind. Eng. 2016, 98, 308–322. [Google Scholar] [CrossRef]
- Braune, R.; Zäpfel, G. Shifting bottleneck scheduling for total weighted tardiness minimization—A computational evaluation of subproblem and re-optimization heuristics. Comput. Oper. Res. 2016, 66, 130–140. [Google Scholar] [CrossRef]
- Huang, B.; Wang, W.; Ren, S.; Zhong, R.Y.; Jiang, J. A proactive task dispatching method based on future bottleneck prediction for the smart factory. Int. J. Comput. Integr. Manuf. 2019, 32, 278–293. [Google Scholar] [CrossRef]
- Subramaniyan, M.; Skoogh, A.; Muhammad, A.S.; Bokrantz, J.; Bekar, E.T. A prognostic algorithm to prescribe improvement measures on throughput bottlenecks. J. Manuf. Syst. 2019, 53, 271–281. [Google Scholar] [CrossRef]
- Fang, W.; Guo, Y.; Liao, W.; Huang, S.; Yang, N.; Liu, J. A Parallel Gated Recurrent Units (P-GRUs) network for the shifting lateness bottleneck prediction in make-to-order production system. Comput. Ind. Eng. 2020, 140, 106246. [Google Scholar] [CrossRef]
- Subramaniyan, M.; Skoogh, A.; Gopalakrishnan, M.; Hanna, A. Real-time data-driven average active period method for bottleneck detection. Int. J. Des. Nat. Ecodynamics 2016, 11, 428–437. [Google Scholar] [CrossRef] [Green Version]
- Li, L.; Chang, Q.; Ni, J. Data driven bottleneck detection of manufacturing systems. Int. J. Prod. Res. 2009, 47, 5019–5036. [Google Scholar] [CrossRef]
- Gu, X.; Jin, X.; Guo, W.; Ni, J. Estimation of active maintenance opportunity windows in Bernoulli production lines. J. Manuf. Syst. 2017, 45, 109–120. [Google Scholar] [CrossRef]
- Li, J.; Meerkov, S.M. Bottlenecks with respect to due-time performance in pull serial production lines, Proceedings 2000 ICRA. Millennium Conference. IEEE Int. Conf. Robot. Autom. 2000, 3, 2635–2640. [Google Scholar]
- Li, L. Bottleneck detection of complex manufacturing systems using a data-driven method. Int. J. Prod. Res. 2009, 47, 6929–6940. [Google Scholar] [CrossRef]
- Dong, Y.; Ma, J.; Wang, S.; Liu, T.; Chen, X.; Huang, H. An Accurate Small Signal Dynamic Model for LCC-HVDC. IEEE Trans. Appl. Supercon. 2021, 31, 1–6. [Google Scholar] [CrossRef]
- Qiu, Y.; Sawhney, R.; Zhang, C.; Chen, S.; Zhang, T.; Lisar, V.G.; Jiang, K.; Ji, W. Data mining–based disturbances prediction for job shop scheduling. Adv. Mech. Eng. 2019, 11, 753307422. [Google Scholar] [CrossRef]
- Sun, K.; Qiu, W.; Yao, W.; You, S.; Yin, H.; Liu, Y. Frequency injection based hvdc attack-defense control via squeeze-excitation double cnn. IEEE Trans. Power Syst. 2021, 36, 5305–5316. [Google Scholar] [CrossRef]
- Subramaniyan, M.; Skoogh, A.; Gopalakrishnan, M.; Salomonsson, H.; Hanna, A.; Lämkull, D. An algorithm for data-driven shifting bottleneck detection. Cogent Eng. 2016, 3, 1239516. [Google Scholar] [CrossRef]
- Chen, J.; Wang, J.; Du, X. Shifting bottleneck-driven TOCh for solving product mix problems. Int. J. Prod. Res. 2020, 59, 5558–5577. [Google Scholar] [CrossRef]
- Chang, Q.; Biller, S.; Xiao, G. Transient analysis of downtimes and bottleneck dynamics in serial manufacturing systems. J. Manuf. Sci. Eng. 2010, 132, 051015. [Google Scholar] [CrossRef]
- Gu, X.; Jin, X.; Ni, J. Prediction of passive maintenance opportunity windows on bottleneck machines in complex manufacturing systems. J. Manuf. Sci. Eng. 2015, 137, 031017. [Google Scholar] [CrossRef]
- Wedel, M.; Noessler, P.; Metternich, J. Development of bottleneck detection methods allowing for an effective fault repair prioritization in machining lines of the automobile industry. Prod. Eng. 2016, 10, 329–336. [Google Scholar] [CrossRef]
- Sun, K.; Li, K.; Zhang, Z.; Liang, Y.; Liu, Z.; Lee, W. An integration planning for renewable energies, hydrogen plant and logistics center in the suburban power grid. IEEE Trans. Ind. Appl. 2021, 58, 2771–2779. [Google Scholar] [CrossRef]
- Li, L.; Chang, Q.; Xiao, G.; Ambani, S. Throughput bottleneck prediction of manufacturing systems using time series analysis. J. Manuf. Sci. Eng. 2011, 133, 021015. [Google Scholar] [CrossRef]
- Alden, J.M.; Burns, L.D.; Costy, T.; Hutton, R.D.; Jackson, C.A.; Kim, D.S.; Kohls, K.A.; Owen, J.H.; Turnquist, M.A.; Veen, D.J.V. General Motors increases its production throughput. Interfaces 2006, 36, 6–25. [Google Scholar] [CrossRef]
- Roser, C.; Nakano, M.; Tanaka, M. Shifting bottleneck detection. In Proceedings of the Winter Simulation Conference, San Diego, CA, USA, 8–11 December 2002; Volume 2, pp. 1079–1086. [Google Scholar]
- Law, A.M.; Kelton, W.D.; Kelton, W.D. Simulation Modeling and Analysis; McGraw-Hill: New York, NY, USA, 2000. [Google Scholar]
- Chang, Q.; Ni, J.; Bandyopadhyay, P.; Biller, S.; Xiao, G. Supervisory factory control based on real-time production feedback. J. Manuf. Sci. Eng. 2007, 129, 653–660. [Google Scholar] [CrossRef]
- Nahmias, S.; Cheng, Y. Production and Operations Analysis; McGraw-hill: New York, NY, USA, 2001. [Google Scholar]
- Liu, M.; Tang, J.; Ge, M.; Jiang, Z.; Hu, J.; Ling, L. Dynamic prediction method of production logistics bottleneck based on bottleneck index. Chin. J. Mech. Eng. Engl. Ed. 2009, 22, 710–716. [Google Scholar] [CrossRef]
- Roser, C.; Lorentzen, K.; Deuse, J. Reliable shop floor bottleneck detection for flow lines through process and inventory observations. Procedia CIRP 2014, 19, 63–68. [Google Scholar] [CrossRef] [Green Version]
- Roser, C.; Nakano, M.; Tanaka, M. Monitoring bottlenecks in dynamic discrete event systems. In Proceedings of the European Simulation Multiconference, Magdeburg, Germany, 25–27 October 2004. [Google Scholar]
- Subramaniyan, M.; Skoogh, A.; Muhammad, A.S.; Bokrantz, J.; Johansson, B.; Roser, C. A generic hierarchical clustering approach for detecting bottlenecks in manufacturing. J. Manuf. Syst. 2020, 55, 143–158. [Google Scholar] [CrossRef]
- Tsadiras, A.K.; Papadopoulos, C.T.; O Kelly, M.E. An artificial neural network based decision support system for solving the buffer allocation problem in reliable production lines. Comput. Ind. Eng. 2013, 66, 1150–1162. [Google Scholar] [CrossRef]














| Symbol | Description |
|---|---|
| j, i, k | sequence numbers of workpiece, process, and machine |
| Nj, Ni, m | number of workpieces, processes, and machines |
| Sij, Cij | the start and completion time of the i-th process of the j-th workpiece |
| tqs, tqe | the processing start time and end time of the active state |
| Pijh | the processing time of the i-th process of the j-th workpiece on the machine h |
| Sul | the processing start time of the l-th process of the u-th workpiece; |
| xijk | the decision variable for the machine selection of the process |
| yijhkl | the decision variable is selected for the procedure |
| gij | the shifting bottleneck degree of station i in time window j |
| v(anm) | the value of the m-th attribute under scene c at time n |
| ctn | the scene at time n |
| State | Definition | Categories | |
|---|---|---|---|
| 1 | Producing | The machine is processing products. | Effective machine states |
| 2 | Set up | Preparing a machine for its next run after it has completed producing the last part of the previous run | |
| 3 | Tool change | Replacing the required tooling for the equipment | |
| 4 | Repair | basic maintenance tasks, such as checking, testing, lubricating, and replacing worn or damaged parts on a planned and ongoing basis. | |
| 5 | Breakdown | The period during which equipment or machine is not functional or cannot work | Ineffective machine states |
| 6 | Waiting for Repair | Waiting time between machine breakdown and maintenance | |
| 7 | Stop | Waiting beyond starvation and blockages that cannot increase system output, such as employee absenteeism | |
| 8 | Blockage | The machine is idle because it cannot transport WIP downstream. | |
| 9 | Starvation | The machine is idle due to a lack of WIP from upstream. |
| Object Name | Entity Type | Agent Name | Attributes |
|---|---|---|---|
| Part | Source | sourcePart | Agent (); Advanced (); Actions () |
| Process | Service | ServiceP1 | Resource sets (); Delay time (); Advanced (); Actions (); Maximum queue capacity (); |
| End of process | Sink | sinkPart | Action (); Advanced () |
| Machine | Resource Pool | rpStation | Shifts (); Breaks (); Failures (); Maintenance (); Advanced (); Actions () |
| Event | Timeout | eventUtiPerHr | Actions () |
| WIP | Parameter | pWIPPart | Value editor (); Advanced () |
| Production Plan | Schedule | schedulepart | Data (); Action (); Exceptions (); Preview (); Advanced () |
| Machine | Collection Object | Technical Parameter |
|---|---|---|
| Sensor (PCB356A03) | Vibration signal | The sampling upper limit frequency is 36 KHz. |
| Data acquisition card (NI9234) | Acoustic signal Vibration signal | The sampling upper limit frequency is 51.2 KHz. The dynamic range is 102 DB. |
| Machining Center | Processing parameters, Spindle load, etc. | XYZ axis maximum stroke, main motor power, spindle speed, positioning accuracy |
| High-frequency reader (ALR-F800) | RFID Label | IP64 level waterproof/dustproof |
| ALR-8696 antenna | RFID Label | Working range 865 HZ–960 HZ |
| Workpiece Category | Planned Processing Time (s) | |||||
|---|---|---|---|---|---|---|
| M1 | M2 | M3 | M4 | M5 | M6 | |
| Brake disc | 18 | - | 24 | - | 42 | - |
| Output shaft | - | 18 | - | 18 | - | 84 |
| Traction wheel | 48 | - | 24 | - | - | 98 |
| Coupling | - | 30 | 24 | - | 78 | - |
| Brake arm | 36 | - | 42 | - | - | - |
| Time (min) | Buffer1 | Buffer2 | Buffer3 | Buffer4 | Buffer5 |
|---|---|---|---|---|---|
| 1 | 6 | 2 | 10 | 2 | 3 |
| 2 | 7 | 0 | 10 | 2 | 0 |
| 3 | 7 | 0 | 7 | 6 | 0 |
| 4 | 8 | 3 | 5 | 7 | 2 |
| 5 | 10 | 5 | 5 | 6 | 5 |
| 6 | 10 | 5 | 5 | 2 | 6 |
| 7 | 7 | 3 | 5 | 2 | 6 |
| ··· | ··· | ··· | ··· | ··· | ··· |
| 188 | 5 | 10 | 5 | 7 | 5 |
| 189 | 5 | 10 | 6 | 7 | 5 |
| 190 | 3 | 0 | 6 | 6 | 10 |
| 191 | 0 | 0 | 6 | 6 | 10 |
| ··· | ··· | ··· | ··· | ··· | ··· |
| 299 | 5 | 8 | 5 | 7 | 10 |
| 300 | 4 | 10 | 6 | 5 | 10 |
| Machine i | Li | Pi | Ri | Mi | Bi | Si | CFBI | |
|---|---|---|---|---|---|---|---|---|
| t0–t1 | M1 | 0 | 32 | 0 | 28 | 0 | 0 | 0.6033 |
| M2 | 0 | 0 | 0 | 0 | 0 | 26 | 0.0467 | |
| M3 | 60 | 0 | 0 | 0 | 0 | 30 | 0.3233 | |
| M4 | 0 | 0 | 0 | 0 | 0 | 32 | 0 | |
| t1–t2 | M1 | 73 | 0 | 0 | 0 | 0 | 0 | 1.6846 |
| M2 | 13 | 23 | 0 | 25 | 0 | 0 | 1.4077 | |
| M3 | 13 | 0 | 0 | 0 | 0 | 0 | 0.3000 | |
| M4 | 22 | 51 | 0 | 0 | 0 | 0 | 1.6846 | |
| t2–t3 | M1 | 0 | 0 | 12 | 0 | 0 | 0 | 0.3000 |
| M2 | 20 | 0 | 0 | 0 | 0 | 0 | 0.5000 | |
| M3 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | |
| M4 | 22 | 0 | 0 | 0 | 0 | 0 | 0.5500 | |
| t3–t4 | M1 | 26 | 0 | 24 | 0 | 34 | 0 | 0.6295 |
| M2 | 40 | 0 | 0 | 0 | 0 | 32 | 0.3159 | |
| M3 | 78 | 10 | 0 | 0 | 0 | 0 | 0.6600 | |
| M4 | 88 | 0 | 0 | 0 | 0 | 0 | 0.6600 | |
| t4–t5 | M1 | 0 | 0 | 0 | 0 | 41 | 0 | 0.0982 |
| M2 | 52 | 0 | 0 | 0 | 0 | 8 | 0.7053 | |
| M3 | 39 | 19 | 0 | 0 | 0 | 0 | 1.0346 | |
| M4 | 0 | 0 | 0 | 0 | 0 | 57 | 0 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Su, X.; Lu, J.; Chen, C.; Yu, J.; Ji, W. Dynamic Bottleneck Identification of Manufacturing Resources in Complex Manufacturing System. Appl. Sci. 2022, 12, 4195. https://doi.org/10.3390/app12094195
Su X, Lu J, Chen C, Yu J, Ji W. Dynamic Bottleneck Identification of Manufacturing Resources in Complex Manufacturing System. Applied Sciences. 2022; 12(9):4195. https://doi.org/10.3390/app12094195
Chicago/Turabian StyleSu, Xuan, Jingyu Lu, Chen Chen, Junjie Yu, and Weixi Ji. 2022. "Dynamic Bottleneck Identification of Manufacturing Resources in Complex Manufacturing System" Applied Sciences 12, no. 9: 4195. https://doi.org/10.3390/app12094195
APA StyleSu, X., Lu, J., Chen, C., Yu, J., & Ji, W. (2022). Dynamic Bottleneck Identification of Manufacturing Resources in Complex Manufacturing System. Applied Sciences, 12(9), 4195. https://doi.org/10.3390/app12094195