1. Introduction
The global energy market has been experiencing a considerable growth in demand in recent years. This has been accompanied by a significant increase in sales and delivery prices and it is very likely that this trend will continue in the coming years [
1]. The growing demand for energy is most evident in the industrial sector [
2], where processes of various kinds are very often carried out with high or very high energy requirements [
3]. The higher the power requirements of a process, the more important the optimal selection of the drive technology of the machine used to perform the task. Typically, hydraulic technology is characterized by a high power density, far exceeding that of pneumatic or electric drives [
4]. Therefore, hydraulic technology is the preferred choice when the energy input in an industrial plant is high. In these circumstances, the economic savings that result from pursuing energy efficiency goals is a business priority. Energy dissipation in hydraulic systems can be significant [
5]. The distributed pressure losses that may occur in the piping network or in the components of the hydraulic circuit determine upstream a pressure higher than the one actually required by the actuators, resulting in an increase in power consumed [
6,
7].
In addition, the architecture chosen for power generation has a very large impact on the energy efficiency of the system. For example, in many systems a significant amount of oil-hydraulic energy is dissipated between the inlet and outlet ports of the pressure relief valve when dissipative speed adjustments of the actuators are achieved [
8]. This peculiarity of hydraulic technology is clearly a contributing factor to some degree of inherent inefficiency, but it also determines a significant potential for improvement that can be achieved through innovation. Therefore, hydraulic technology intended for the actuation and control of industrial machinery, is fertile ground for the development of design solutions characterized by an ever-increasing level of energy efficiency.
Control systems with low energy consumption and architectures that optimize overall efficiency have been studied and developed for hydraulic applications in industrial or mobile fields [
4,
5,
9,
10,
11,
12,
13,
14,
15,
16,
17]. Numerous circuits for recovering energy for hydraulic devices have been studied. The most studied energy recovery circuits are based on accumulators, gas cylinders, gravity energy, flywheels, generator supercapacitors, or generator–battery circuits. The hydraulic energy regeneration system (ERS) with accumulator is ideal for machines that need to be started and stopped frequently, according to Tianliang et al. [
18], who discussed various forms of ERS used in hydraulic construction equipment.
Ho and Le presented, in [
19], a high efficiency hydraulic system with high efficiency that saves about 20% energy compared to systems without energy recovery. A high-pressure hydraulic accumulator, a relief valve, an AC servomotor, a fixed-displacement hydraulic pump, a hydraulic cylinder, seven directional control valves, and a tank are the main components of the system. The method uses a check valve to boost the pump and a low-pressure accumulator as the tank. The direction of flow to the pump is controlled by two check valves, and the the speed of the hydraulic cylinder is controlled by the speed regulation of the motor. The high-pressure accumulator boosts the pump and is used to store recovery energy. Due to the switching algorithm of the valves, this system can be operated in different configurations, so that it can be flexibly adapted to the desired operating requirements, e.g., high speed, or high torque, but also high effectiveness of energy recovery from the load.
Niu et al., in [
11], propose an innovative multifunctional energy-saving electro-hydraulic servo system. A servomotor actuates the pump with a pressure control, two proportional valves, and four switches, the settings of which allow the selection of three different control modes: independent single-valve control (SI), separate meter in and separate meter out control (SMISMO), and parallel dual valve control (DP). The supply pressure is controlled by a disturbance observer and the supply flow is controlled by a gray predictor. Experiments have shown that supply pressure and flow losses can be reduced, resulting in energy savings.
In [
20], Schmidt and Hansen present the concept of connecting multi-cylinder/motor drives as a variable-speed drive network. Electrically and hydraulically interconnected variable-speed displacement units allow the complete elimination of throttle elements, and the sharing of auxiliary functions and fluid reservoirs, as well as hydraulic and electrical power.
Xu et al., presented, in [
4], an analytical technique based on a mathematical energy dissipation model of hydraulic components to calculate the energy dissipation of the system by building a high-precision simulation model. They applied the method to a 10,000 kN fine blanking press.
To determine the cause of the low energy efficiency in large and medium-sized hydraulic presses, Zhao et al. [
21] suggested an analytical method to quantify the energy flow in the system. Starting from the basic formula of energy consumption, they determined a limited number of unknown coefficients whose values can be estimated by experiments.
Based on a study of the energy flow characteristics of the hydraulic system, Li et al. [
15] propose an energy-saving strategy by balancing the load of the press operations. The method is to share the motor pumps of the drive system at different times with a unit consisting of two hydraulic presses to minimize the energy loss during unloading operations. These two presses are also coupled, and during certain operations, the excess energy from one press can be used as input energy for the other to increase the efficiency of the drive system. In addition, the potential energy can also be used directly. To supply energy to both hydraulic presses, the drive systems of the two presses are combined into one combined drive system (CDS). Presses 1 and 2 receive energy from each motor-pump of the combined drive system at specific times, with each motor-pump being controlled separately.
A direct-drive pump-controlled hydraulic (DCP) system, characterized by a closed circuit type, speed-controlled electric servomotor, and fixed-displacement pump, was studied by Koitto et al. [
14] for a stationary industrial material-handling application that sequentially lifts and lowers a fixed mass. Energy savings ranged from 53 to 87% compared to a conventional valve-controlled approach. Although the actuator tended to vibrate when reaching the desired position and the system pressures varied greatly as the cylinder moved, the dynamics of the system did not quite meet the stated requirements.
Some recent studies are concerned with the theoretical or experimental determination of the efficiency of hydraulic components or systems. Zhang et al. [
22] propose a new method for calculating the volumetric efficiency and hydraulic efficiency of centrifugal pumps based on the principle of energy balance. Using a low-specific-speed centrifugal pump pumping media with different viscosities, two efficiencies are calculated at the points with the best efficiency and compared with those of two existing methods. Benić et al. [
23] performed a detailed analysis of energy efficiency between a direct-drive hydraulic system (DDH) and a proportional electro-hydraulic system. The analysis was based on experimental results. They concluded that the efficiency of the DDH system with a fully loaded cylinder was 28%, while the efficiency of the proportional electro-hydraulic system was 4%. Rana et al. [
9] studied the effect of the bypass valve in a conventional lifting system with a vertical servohydraulic cylinder and experimentally compared the improvement in energy efficiency. The study found that the energy efficiency is higher at low pressure and gradually decreases when the operating pressure becomes high. The energy efficiency is inversely proportional to the operating pressure for the larger load. When the weight of the cylinder load is doubled, the energy efficiency also increases. Maximum energy efficiency can be achieved by keeping the pressure as low as possible to overcome gravity, and the required speed can be achieved by maintaining the maximum load on the cylinder.
Studies have also been conducted in the industrial sector to increase the energy efficiency of hydraulic injection molding machines (HIMMs). Clamping force control (FC) requires a high pressure but a low flow rate, so only a small amount of energy is needed. Widely used hydraulic valve-controlled cylinder systems, in which the maximum supply pressure is set with a relief valve and constant-displacement pumps, offer good servo control performance but poor energy efficiency. To increase energy efficiency, energy-saving control methods based on an electro-hydraulic variable-displacement pump system (EHVDPS), such as load-sensing control (LSC) and constant supply pressure control (CSPC) are used. From the studies of Chiang et al. [
24], it emerged that the energy consumptions of (FC + LSC) and (FC + CSP) are 17.9 and 67.4% of the input energy of the EHVDPS method, respectively.
Table 1 summarizes solutions presented in the literature for energy saving in industrial hydraulic applications.
The high power-to-weight ratio and increasing miniaturization of components make hydraulics increasingly suitable for applications in robotics: in exoskeletons [
25,
26], in humanoid, bipedal, or quadrupedal robots [
27,
28], and in industrial and collaborative robots [
29]. Energy efficiency is fundamental in these systems because their autonomy must be maximized. There are numerous studies in the literature that address the energy efficiency of these systems and propose innovative implementation solutions [
30,
31,
32].
System power consumption can also be an indicator of operating conditions. In particular, application-independent variations in power consumption can be associated with hydraulic system malfunctions [
33,
34,
35,
36,
37,
38]. Condition monitoring techniques based on artificial intelligence algorithms can be used to prevent system malfunction.
The following is an overview of the reviews available in the literature on hydraulic systems and their energy efficiency.
Some reviews on the energy efficiency of hydraulic systems energy can be found in the literature. Mahato et Goshal [
6] provide an overview of energy-saving approaches for hydraulic drive systems. They divide the energy-saving approaches into four categories: hybridization, control algorithms, energy recovery, and energy loss reduction, and for each category they provide a detailed literature review.
Quan et al. [
39] investigate direct pump control technology, that eliminates the throttle losses in the main power line and achieves high energy efficiency. Their work focuses on the system structure, control system, and derived energy recovery system.
A classification and overview of pump-controlled differential cylinder drives is given by Ketelsen et al. [
40], starting with systems based on variable-displacement hydraulic pumps and vented reservoirs to more modern hydraulic system architectures based on variable-speed electric motors and sealed reservoirs. They classify the architectures discussed in the literature into some basic classes, and highlight the advantages and disadvantages of each class.
Shen et al. [
41] provide an overview of common pressure rail-based hydraulic systems, that can be widely used for construction equipment. Energy savings can be achieved through the ability to maintain a high power density of the hydraulic system, elimination of throttling losses, and energy recovery from actuators.
Xu et al. [
42] review the development of electro-hydraulic control valves, industry 4.0 oriented, and their related technologies. The three topics covered in this review paper are: condition sensing with sensors or indirect sensing; control approaches with digital controllers and innovative valves; and online condition monitoring through data interaction and problem detection.
Schmidt and Hansen [
20] introduce the idea of electro-hydraulic variable-speed drive networks, with interconnected multi cylinder/motor drives that do not have throttle control. They discuss design considerations, integration of hydraulic accumulators, compactness of the drive, and control concepts.
An analysis of the literature shows that various solutions have been proposed in terms of plant architecture or control systems to increase the energy efficiency of hydraulic systems. However, a timely comparison of the energy consumption of the different solutions has not been investigated so far.
Analytical modeling of all phenomena involved in the operation of an oil-hydraulic drive architecture to estimate overall efficiency is complex [
43]. Distributed and concentrated pressure drops, temperature-induced variations in fluid viscosity, the influence of fluid viscosity, pressure, and speed on pump volumetric hydromechanical efficiency, valve switching delay, active and reactive electric current components absorbed by the power supply (influenced by speed), and dynamic friction between the piston and cylinder body are some of the many factors that affect the operation and efficiency of a hydraulic system.
However, an estimate of energy efficiency and the impact of energy consumption on operating costs for different system architectures is information of considerable value for the design of these systems. In order to fill this gap, in the present work a comparative study is carried out in terms of the energy efficiency of different architectural solutions for the power section of a variable speed and force hydraulic blanking press, a very common industrial process, for example, in the production of semi-finished brass products. In a variable speed and force process, the flow rate and pressure of a fluid change over time, under these operating conditions, the different technical solutions that can be used for the power section have significantly different energy efficiency levels.
The energy losses that distinguish one solution from another were examined in the analysis, while the contributions common to all solutions were ignored.
The analysis is applied to a specific industrial process, namely, the pressing of semi-finished brass products. Different hydraulic architectures are presented, all equally capable of providing the required performance, but characterized by increasingly higher energy efficiency. The different configurations analyzed, starting from a traditional hydraulic architecture with low energy efficiency, are characterized by the introduction of the regenerative technique and variations in the unit for converting electrical energy into hydraulic energy carried by the pressurized fluid.
Five configurations, whose architecture is described below and summarized in
Table 2, have been analyzed and compared.
- 1.
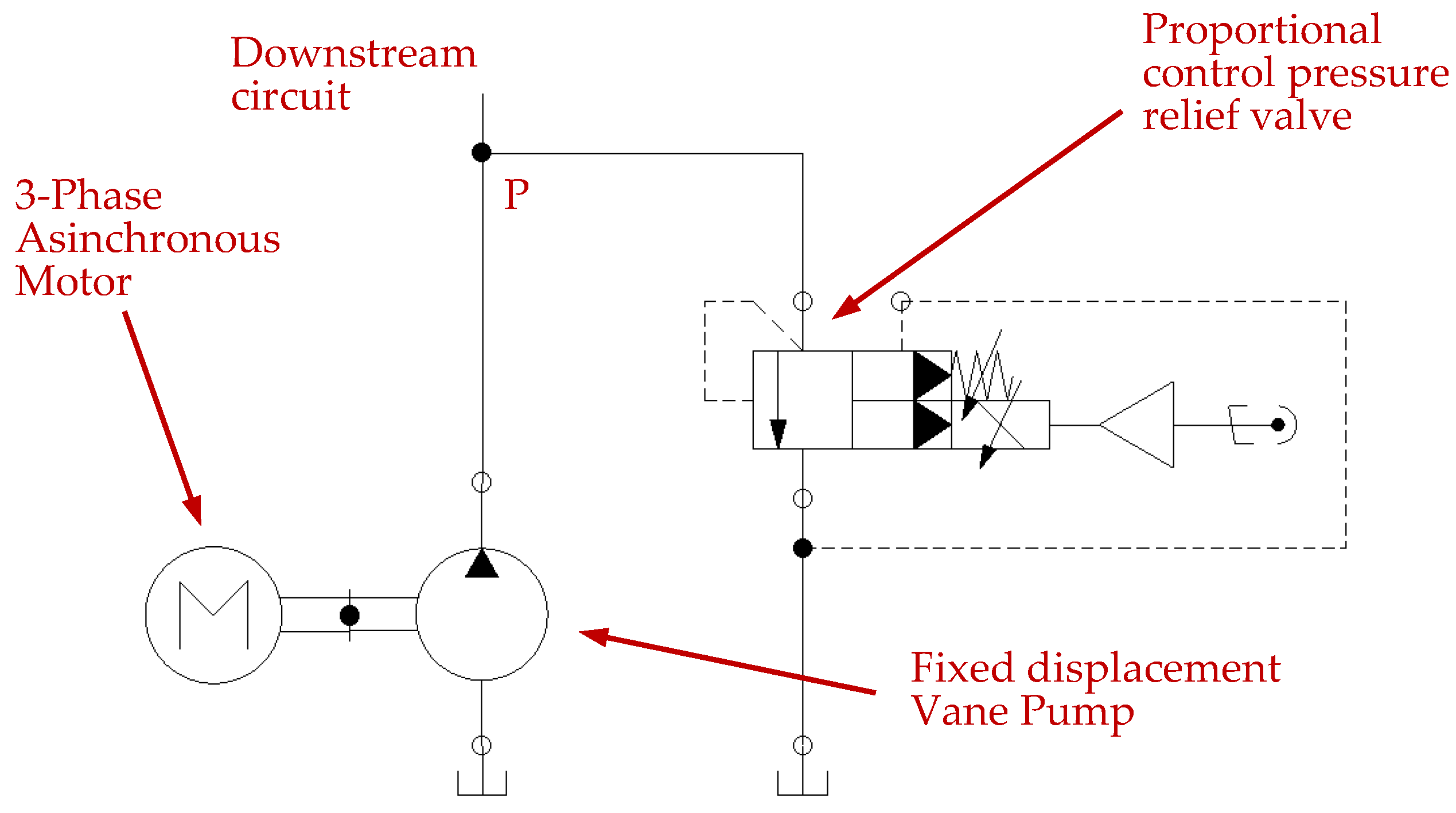
Standard configuration: traditional architecture consisting of a round-case induction electric motor, a fixed-displacement vane pump, a pressure relief valve, and a standard directional control valve (DCV).
- 2.
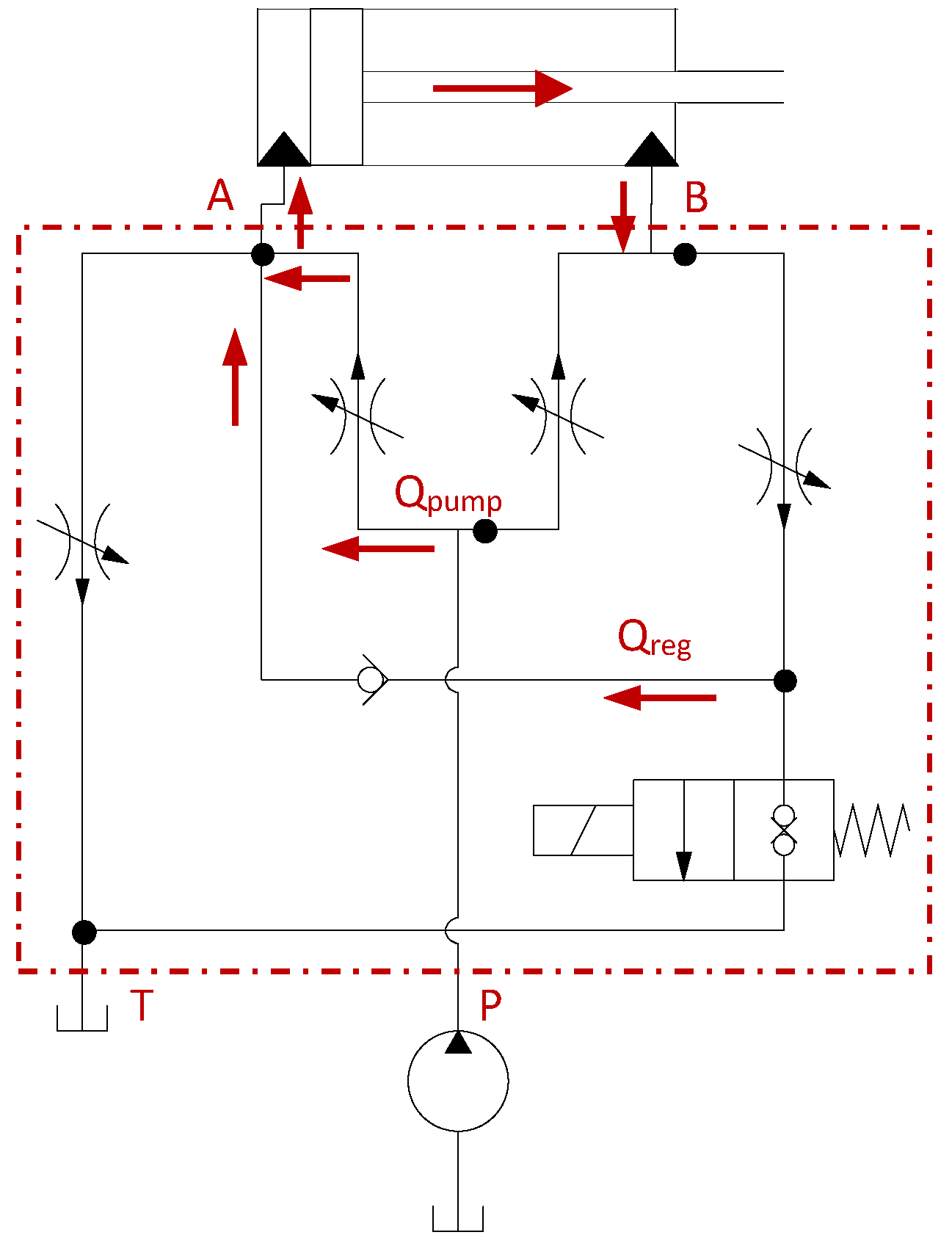
Regenerative configuration: standard configuration with DCV with regeneration A—hybrid.
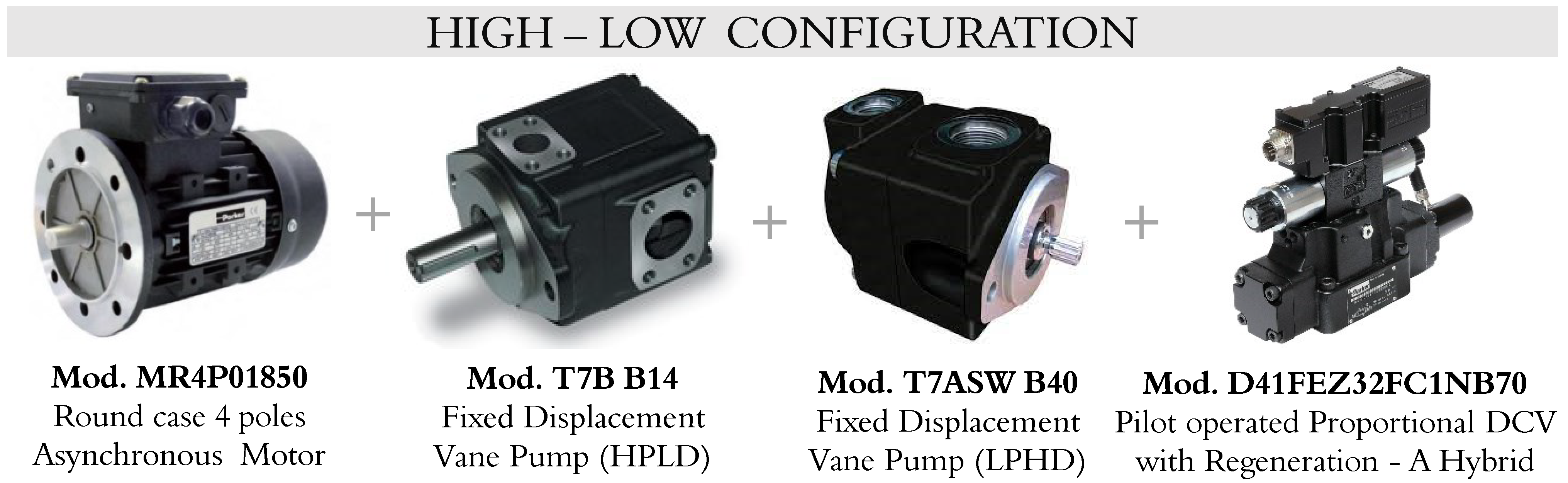
- 3.
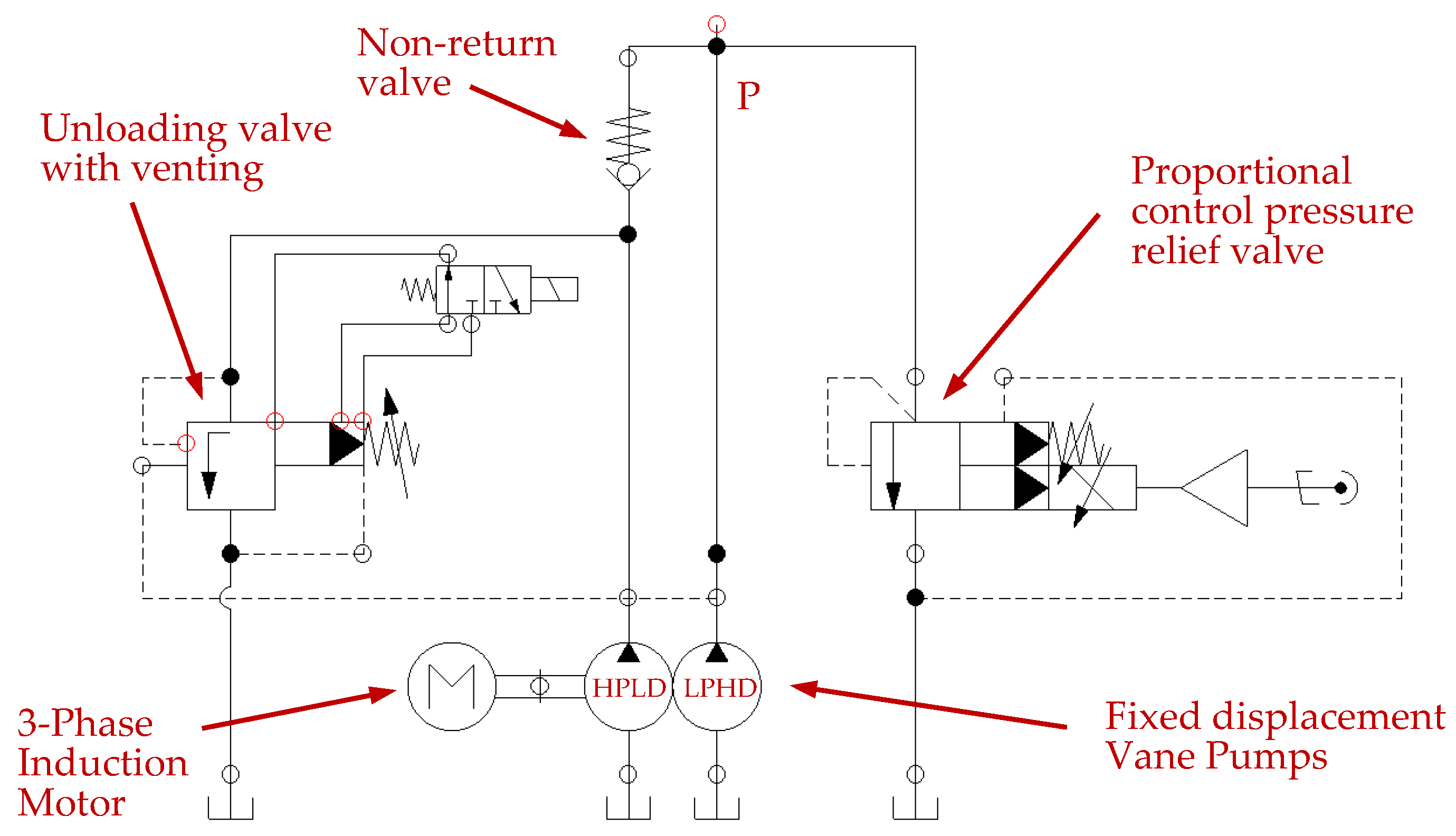
High–low configuration: regenerative A—hybrid configuration in which the single fixed-displacement vane pump is replaced by two pumps of the same type, one with high flow rates and low maximum pressures, one with low flow rates and high maximum pressures.
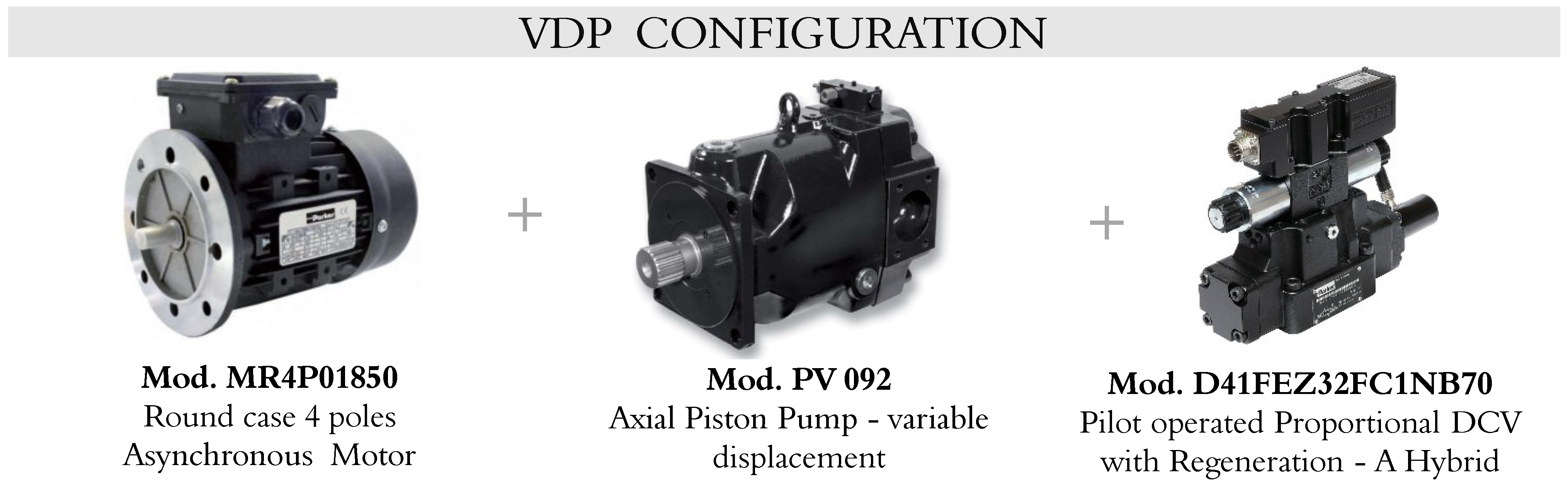
- 4.
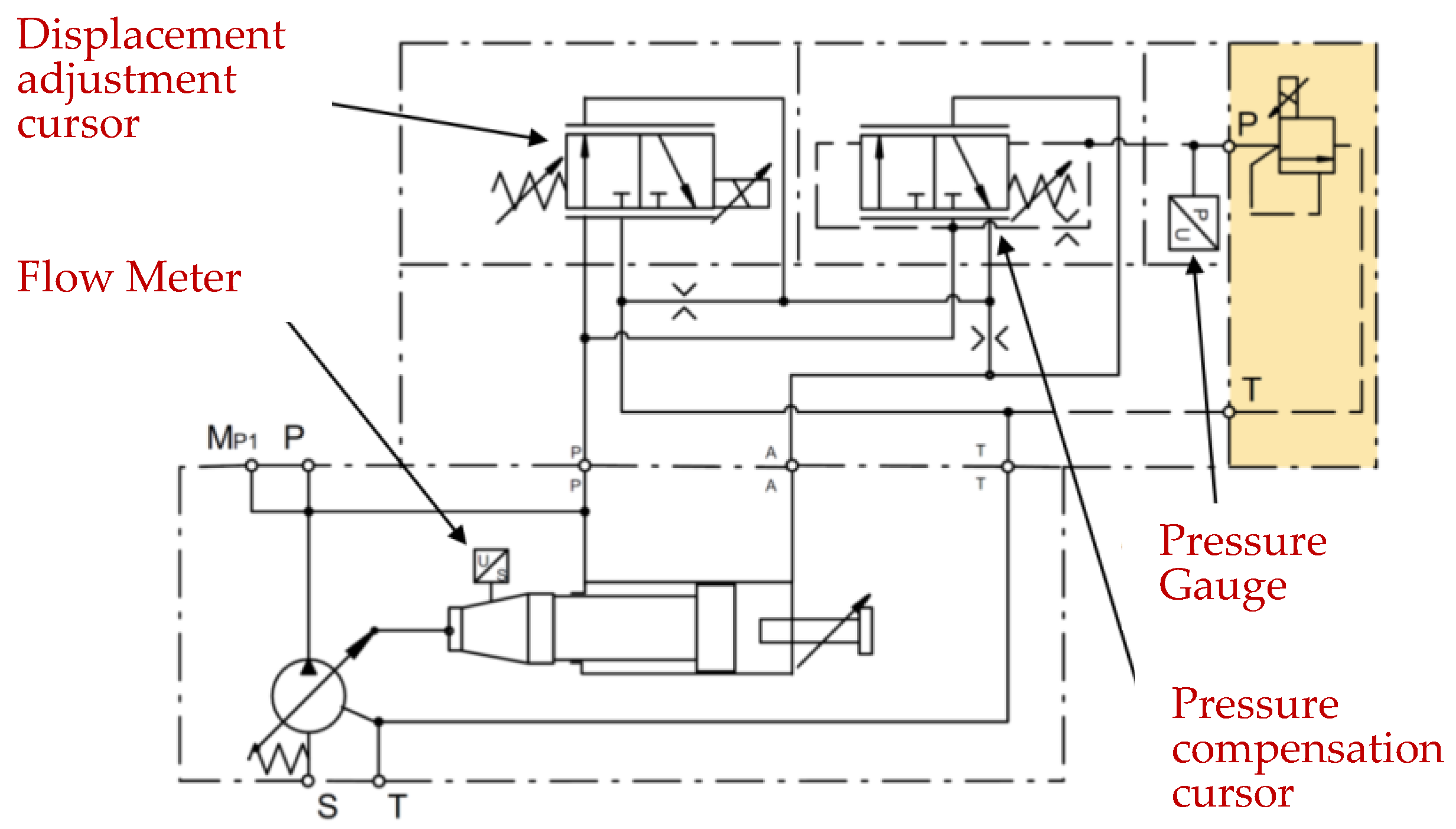
VDP (variable-displacement pump) configuration: regenerative A—hybrid configuration in which the single fixed-displacement vane pump is replaced by a variable-displacement axial piston pump.
- 5.
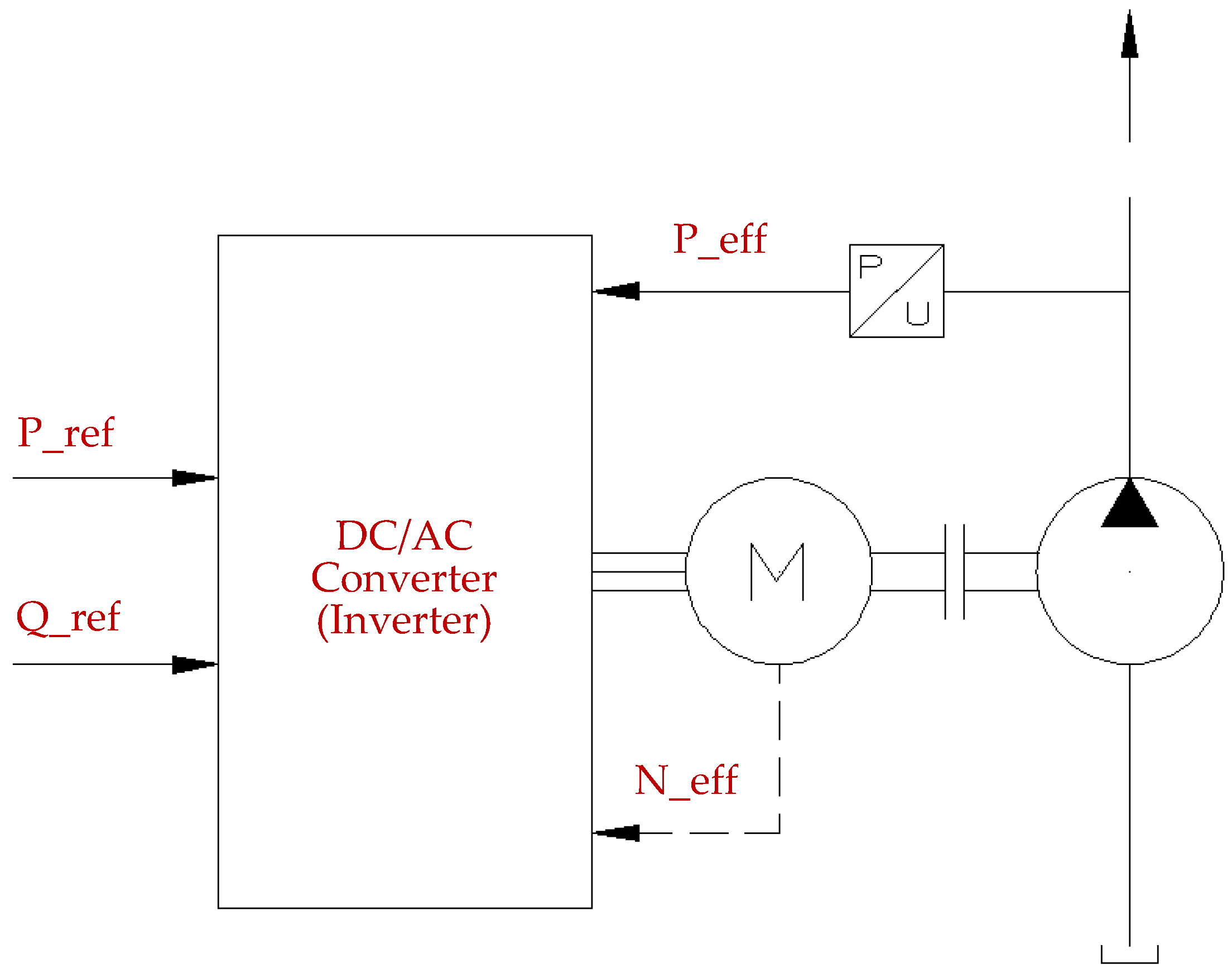
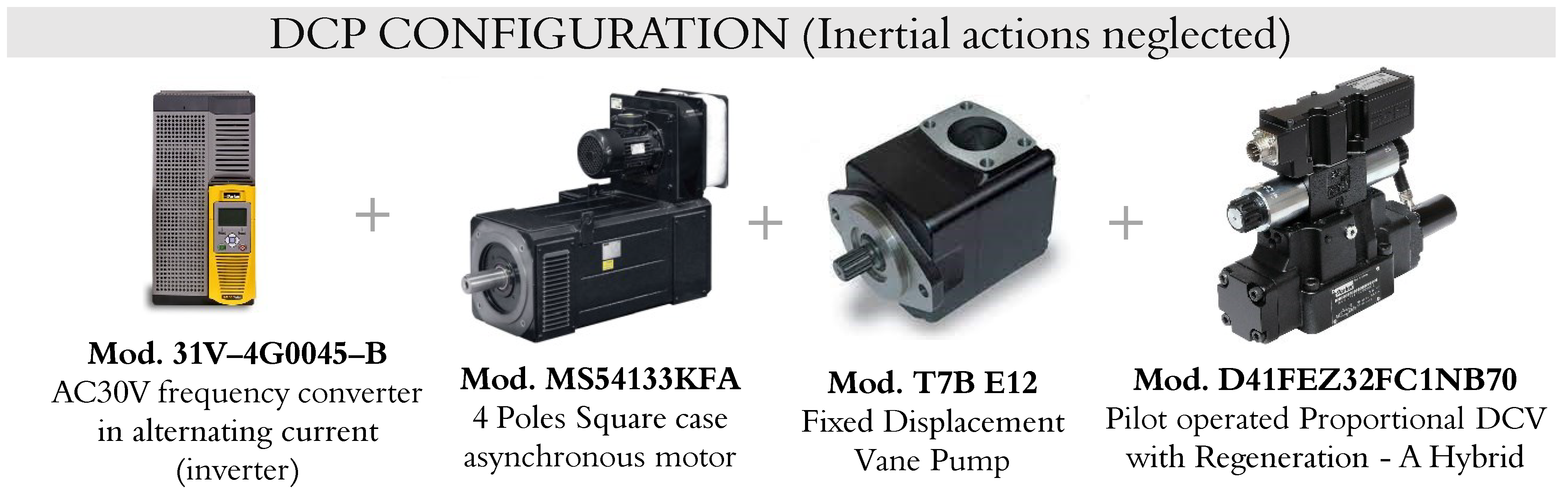
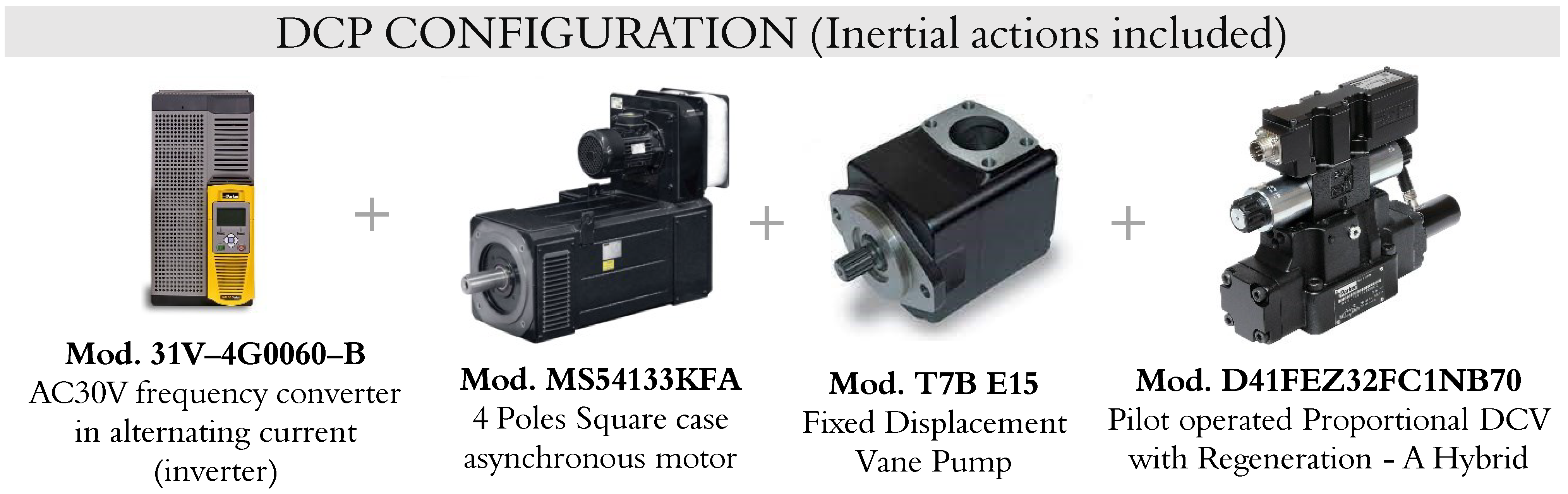
DCP (drive-controlled pump) configuration: regenerative A—hybrid configuration in which rotational speed of the asynchronous motor is continuously adjustable through an AC frequency converter.
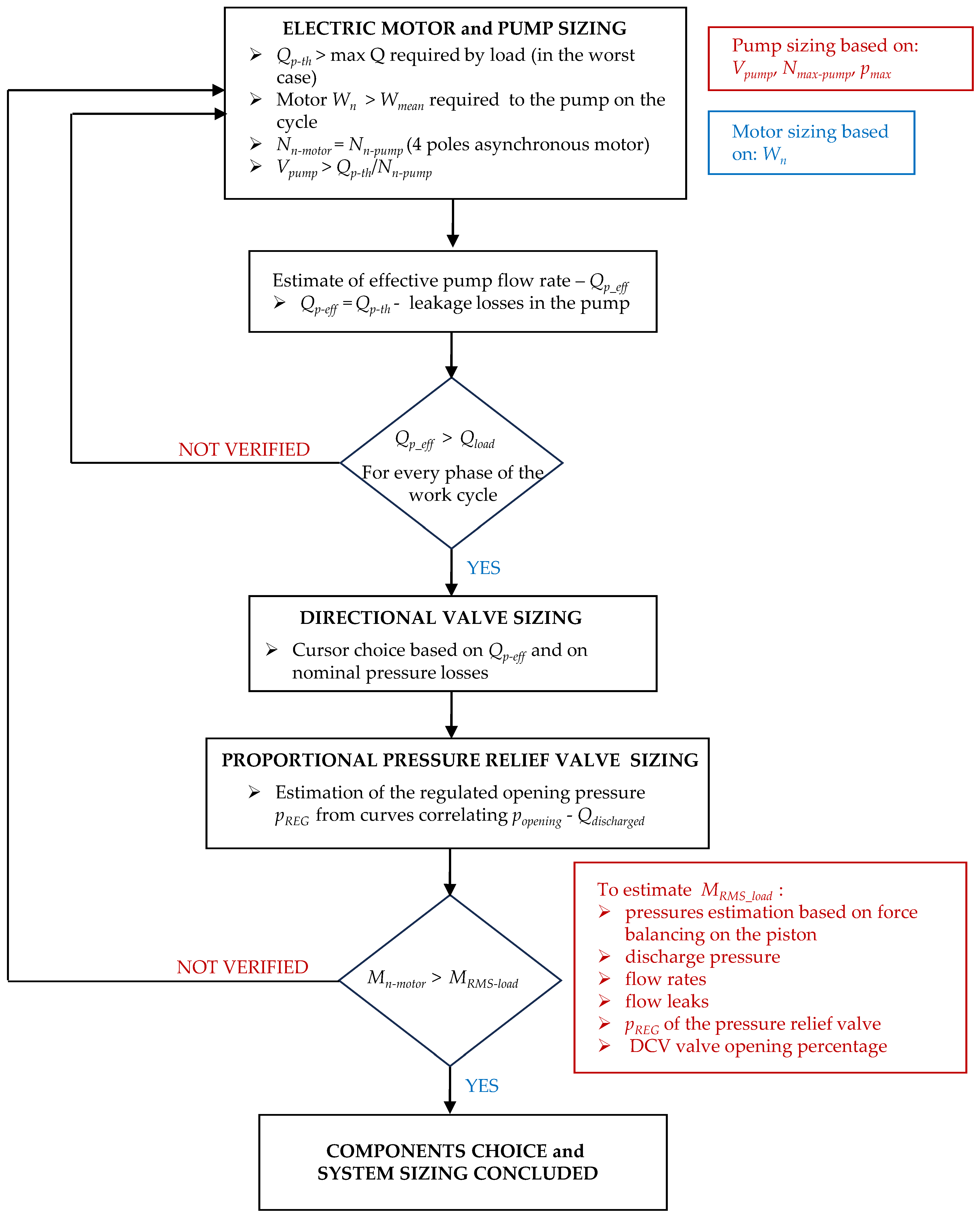
For a quantitative comparison of the energy efficiency of the studied configurations, it is necessary to perform an optimized dimensioning of the main components for each of them.
For configurations 1 to 4, the sizing can be achieved by neglecting the angular acceleration or deceleration ramps that characterize the transition from one speed range to another, since for architectures that use an asynchronous motor fed directly from the grid, the inertial torques resulting from the acceleration or deceleration ramps can be neglected in a first approximation. On the other hand, the contribution of inertial torques becomes more relevant when the motor is fed by a frequency converter, since in this mode of operation the motor is subjected to speed variations of very large amplitude, even in very short periods, which leads to non-negligible inertia torques. For architecture 5, both an approximate sizing, in which the inertial contribution was neglected, and a more accurate sizing, in which the inertial contribution, was also considered, were performed.
The remainder of the paper is organized as follows.
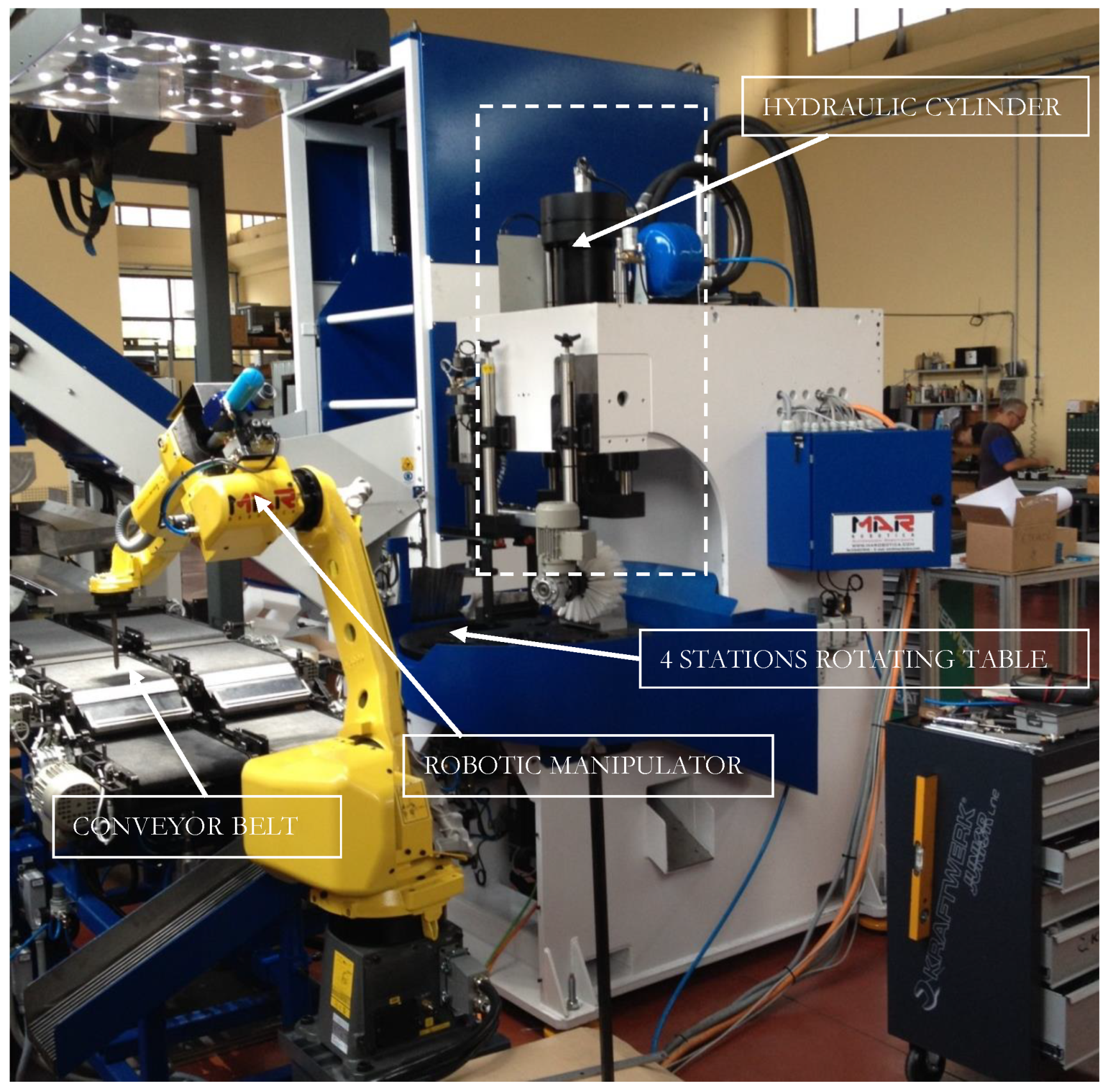
Section 2 is devoted to the description of the variable speed and force hydraulic blanking press, the selection of the hydraulic cylinder and fluid, the theoretical analysis of a valve-controlled hydraulic system, and the description of all architectural configurations considered. In
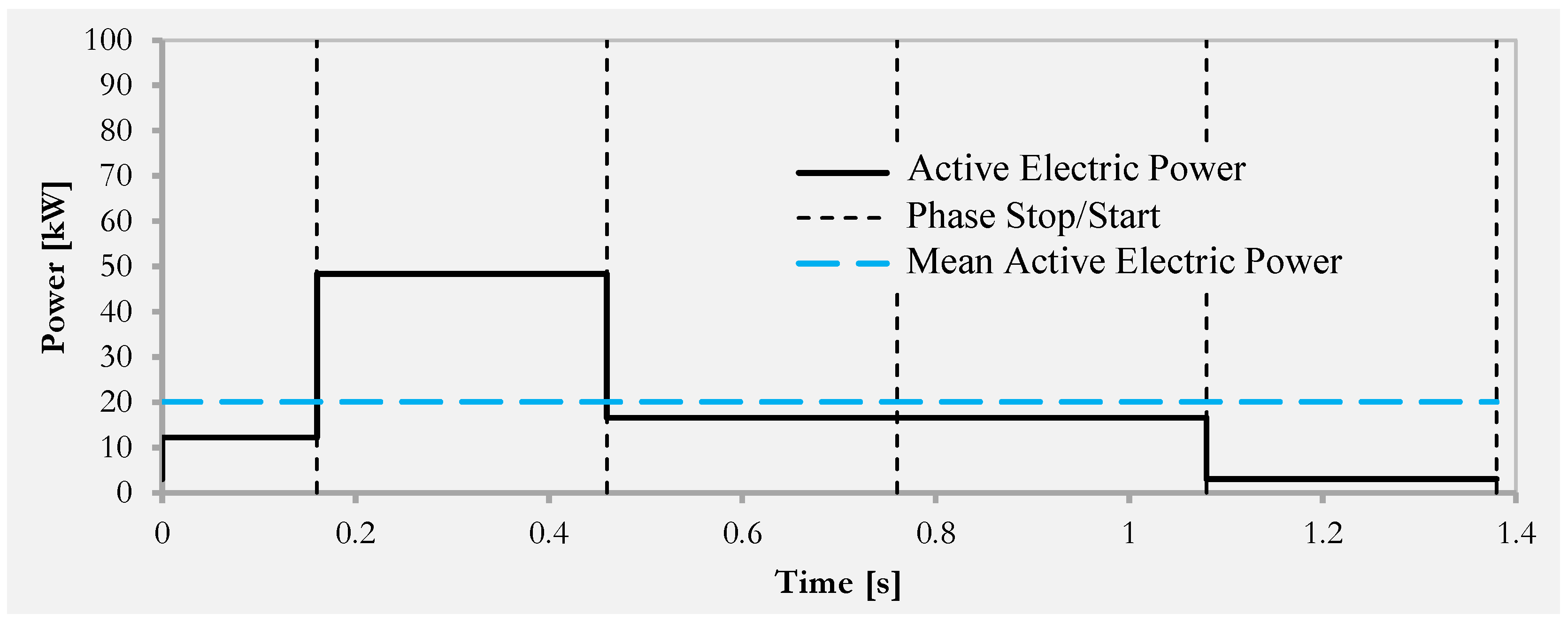
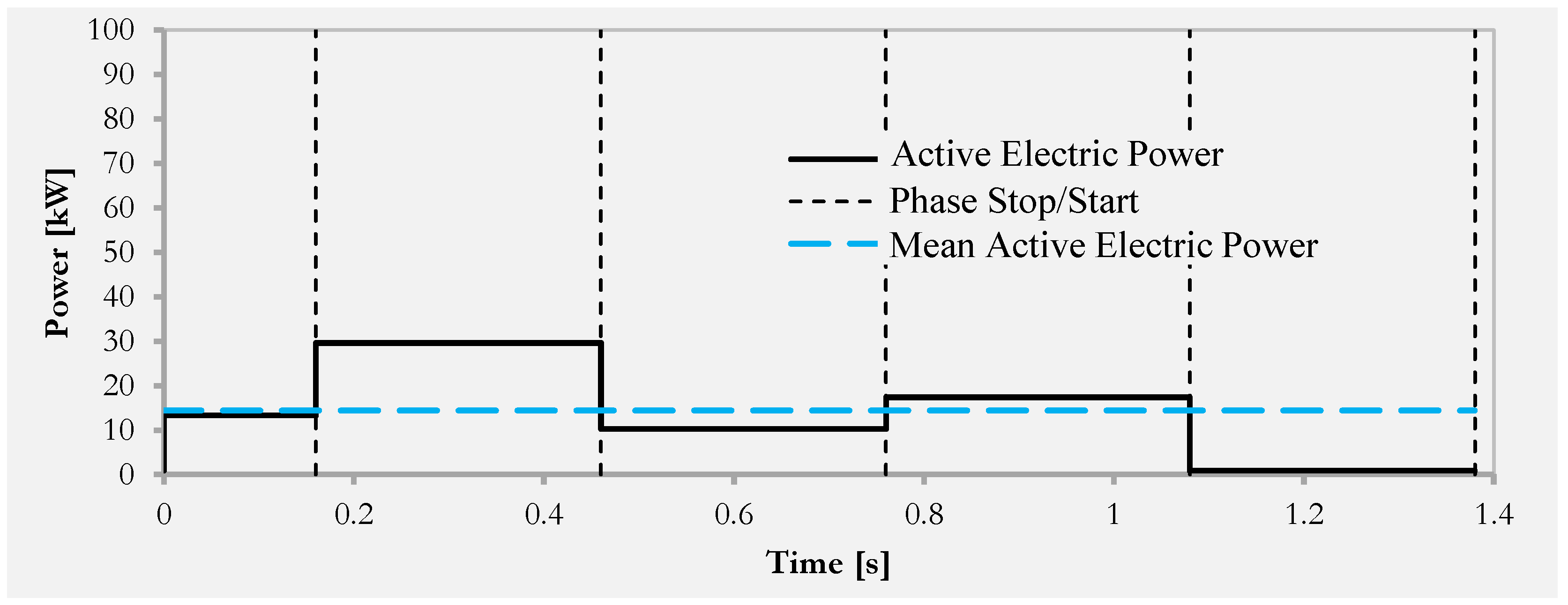
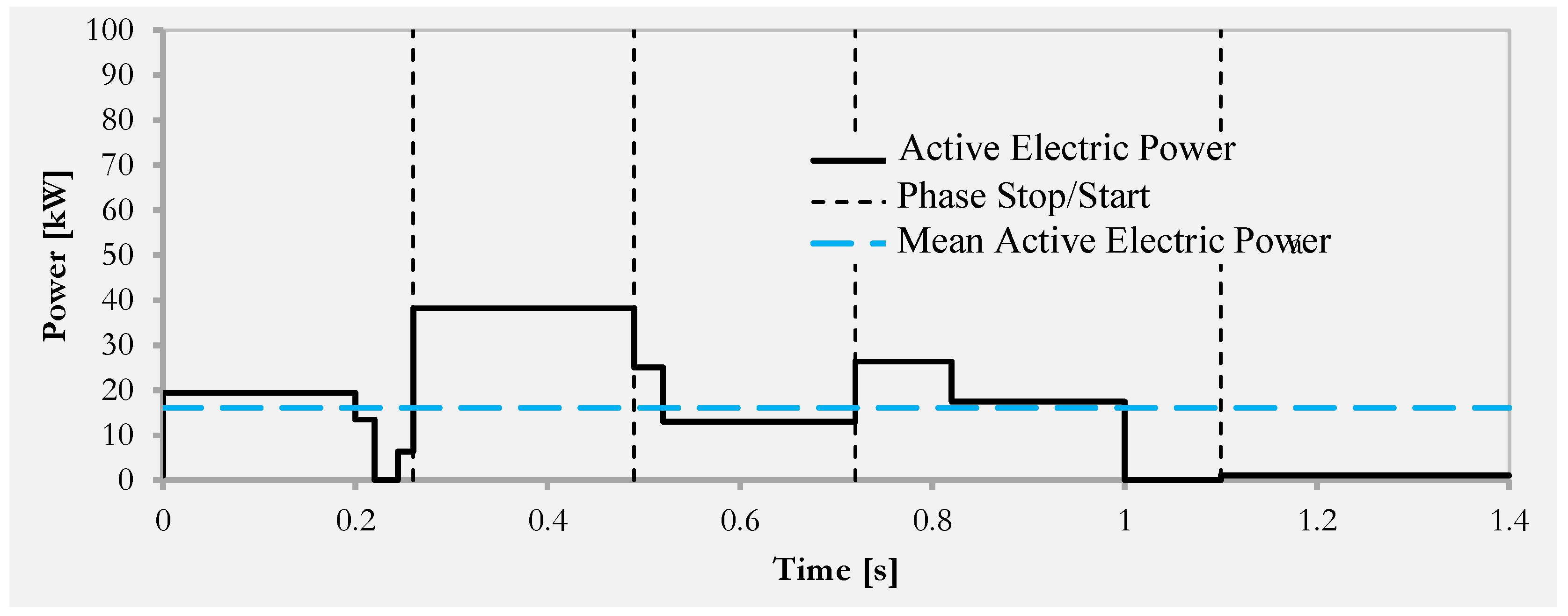
Section 3, the results are presented, in terms of estimated absorbed power (active and reactive), mean active electric power on the working cycle, and hourly cost of energy absorbed by the electricity grid, for each configuration considered. Furthermore, the results of the experimental measurements in the plant where the architecture with DCP was implemented are reported.
Section 4 provides an analysis of the results.
Section 5 summarizes the main findings of the work.
4. Discussion
From the analysis performed on the basis of the system modeling, it appears that the difference in the absorbed active power is underestimated by 1.63 kW in the case of the DCP architecture neglecting the dynamic aspects, compared to the case in which the dynamic effects are taken into account. This difference is significant, which is why the following considerations take into account the dynamic DCP architecture.
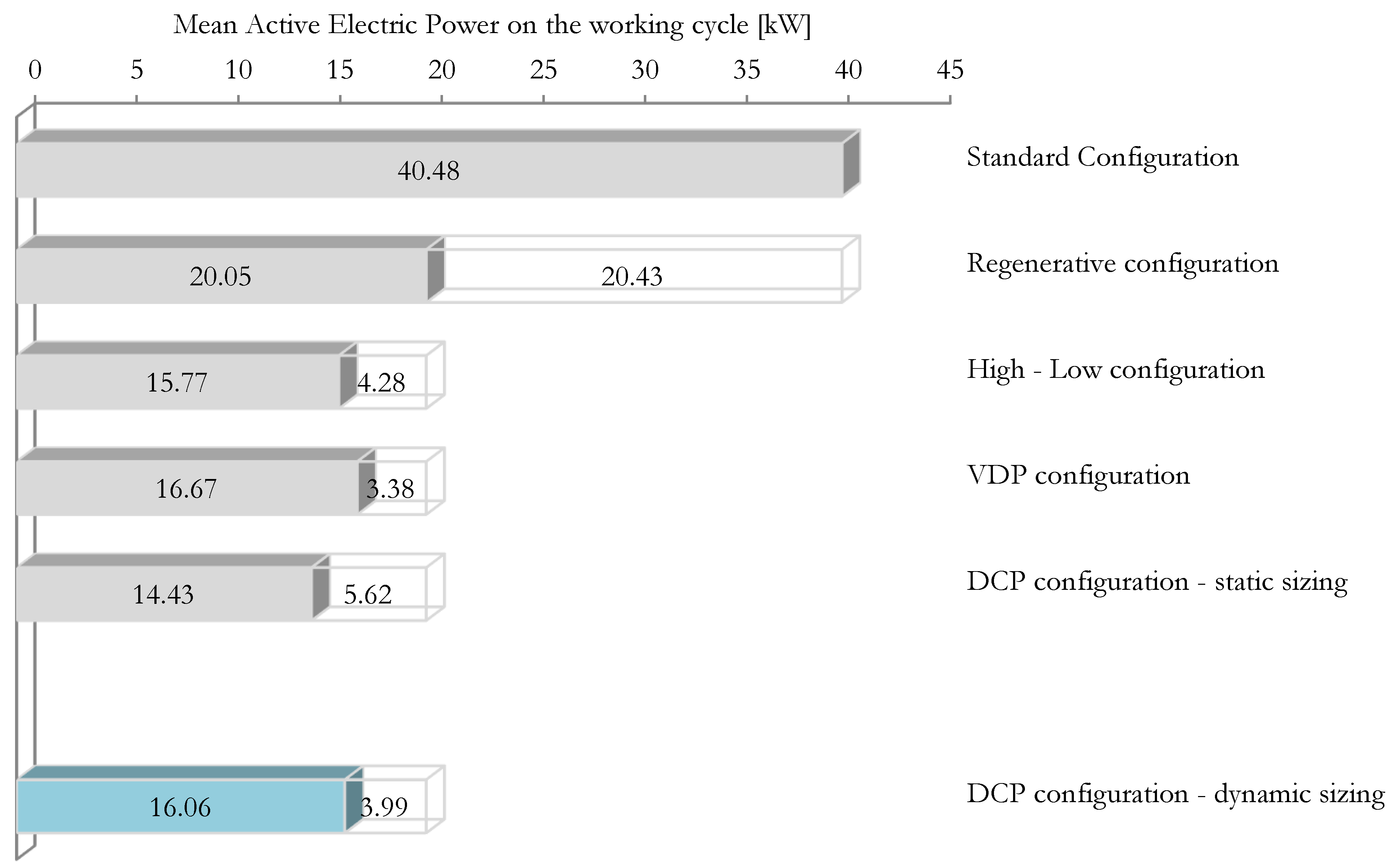
The introduction of regeneration in the directly controlled valve leads to a reduction in the average active power consumption by 50.5%. In architectures 3, 4, and 5, regeneration is kept as a common element, so the differences in active power consumed are determined only by the differences in the configurations.
From the results summarized in
Table 13, it appears that the high–low, VDP, and DCP solutions achieve higher energy efficiency for the plant than the purely renewable architecture. In fact, in all three cases there is a more or less pronounced decrease in the active electric power absorbed from the grid.
The solutions that achieve the greatest savings in terms of active power consumption are, in order, the high–low configuration, followed by DCP, and finally VDP. The difference between the high–low configuration and DCP is very small (1.8%).
The particular efficiency of the high–low architecture for this application is due to the nature of the variable speed industrial process. In fact, the high–low architecture is particularly well suited for operation with phases in which high oil flow rates at low pressure alternate with phases of low liquid flow rates at high pressure. This is typically the case with punching. The lower energy efficiency of the solution with VDP is caused by the additional control oil flow that must be continuously ensured to maintain the flow rate control of the axial piston pump.
Comparing the VDP configuration with the DCP configuration, it can be seen that the DCP configuration provides savings in power consumption, even if the savings are small in the case considered. It can be concluded that the DCP solution is slightly more advantageous than the VDP solution from the point of view of absorbing the average active electric power during the duty cycle, or that the VDP solution is in no way better than the DCP solution.
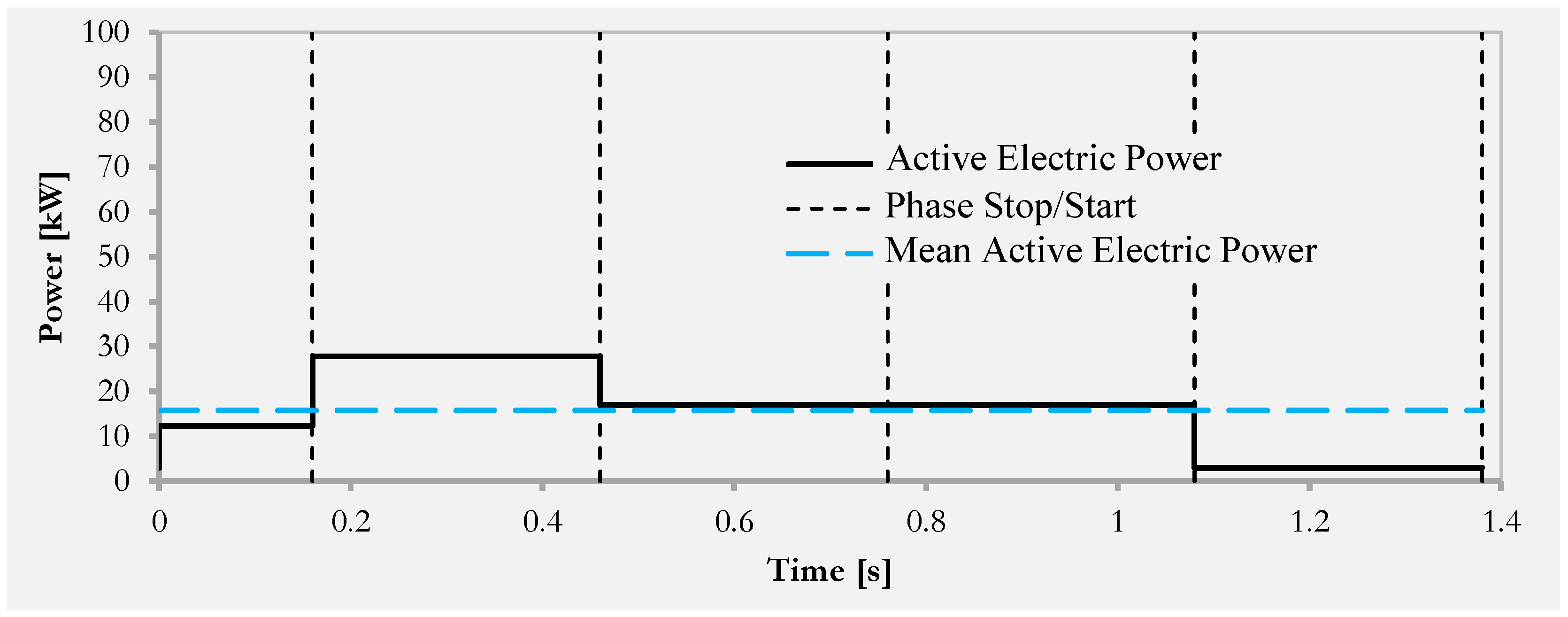
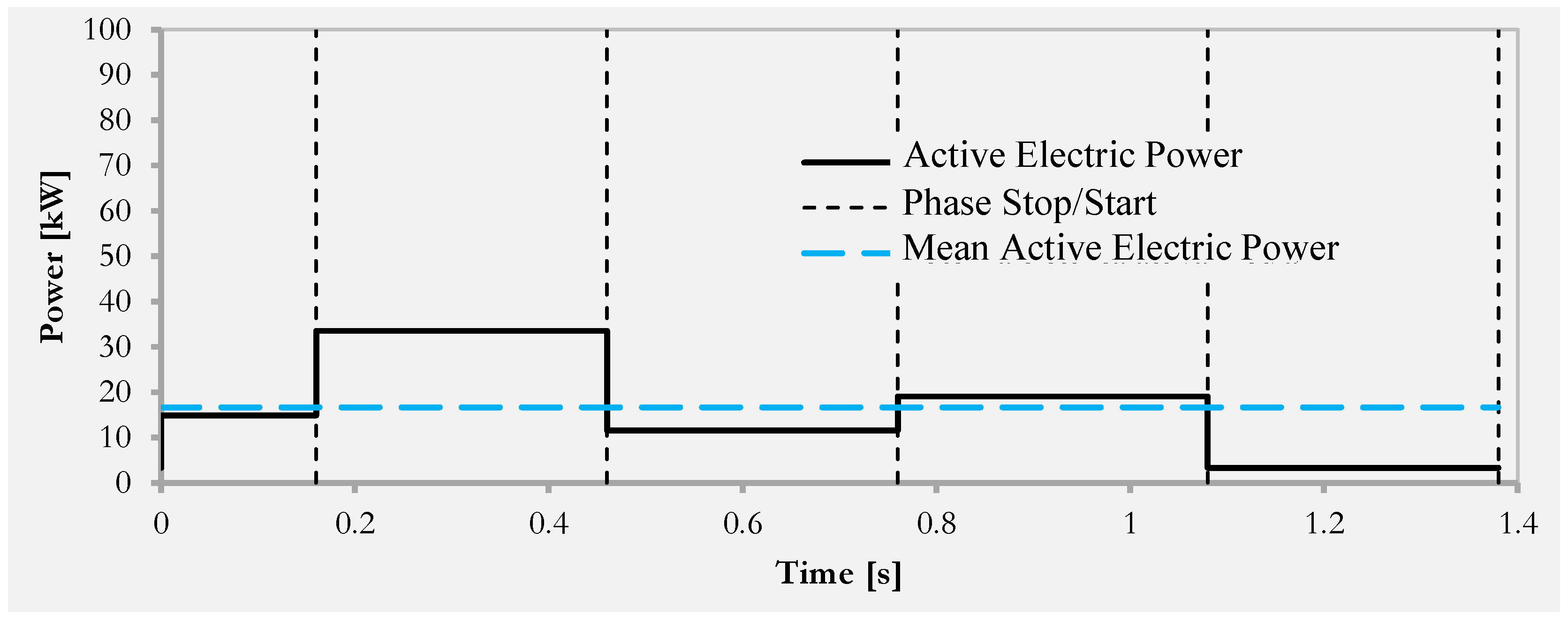
From the data referring to the active electrical power parameter (
Figure 13 and
Table 13), the solution with DCP realized a marked advantage over the standard architecture, a slight advantage over the VDP configuration, and a comparable, or even slightly lower, result than the high–low solution.
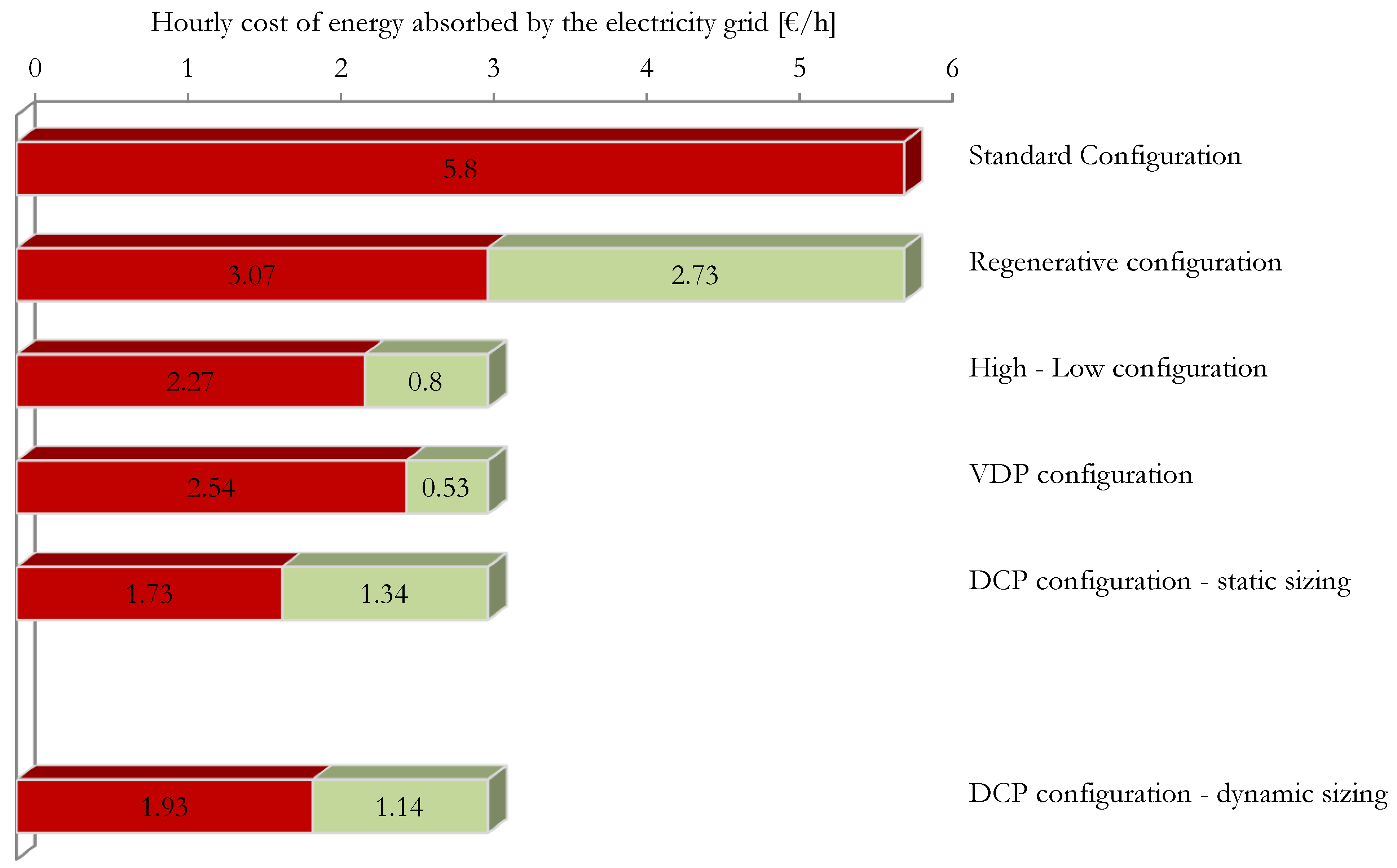
If, on the other hand, the comparison is made using the cost parameter for electrical energy (based on Italian energy prices), the DCP architecture is significantly cheaper, even compared to the high–low and VDP solutions. This is due to the reactive power component of the electric power (
Table 14), for which there are economic disadvantages when there is a high absorption of reactive power from the power grid. In the DCP architecture, these economic disadvantages do not exist. This is ensured by the effect of the capacitor bank present in the drive, which brings the absorbed electrical reactive energy (inductive) below 50% of the active energy or lowers the power factor below the value of 0.9. Therefore, taking into account the contributions of both active and reactive power, the DCP solution is the most advantageous among the solutions studied in terms of energy operating costs, which also results in a saving of 15% compared to the high–low architecture.
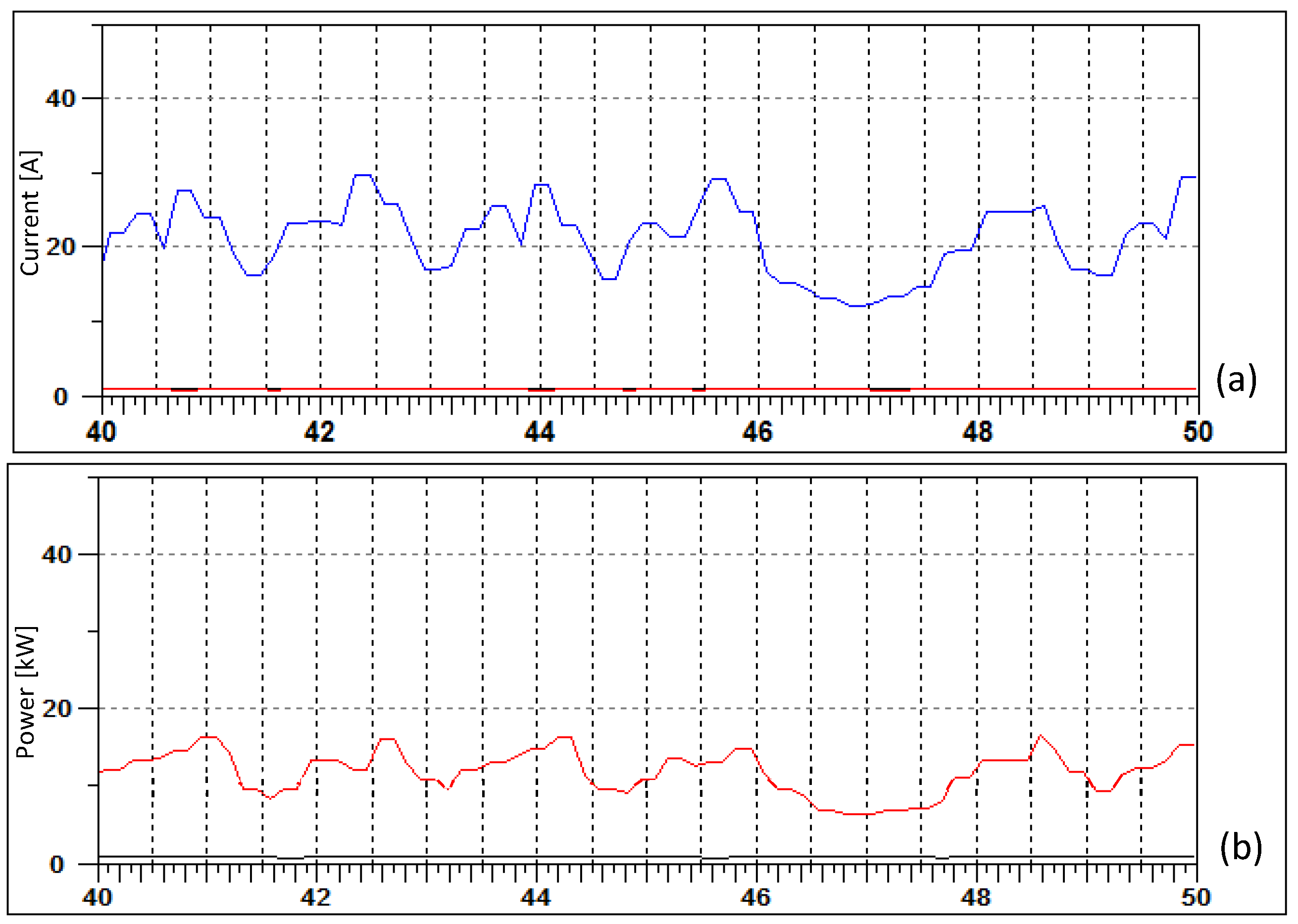
For the case of the architecture with DCP, a comparison can be made between the theoretical absorption of the active electric power input (16.06 kW) and the absorption actually measured on the system in one cycle (14.85 kW). An overestimation of the actual value of about 8% is found. This value is quite low. Therefore, it can be assumed that the performed analysis reflects the reality sufficiently well.
5. Conclusions
The choice of power generation architecture of a hydraulic system has a very large impact on the energy efficiency and operating costs.
All the architectures considered provide a significant reduction in active power consumption compared to the standard architecture, ranging from 50.5% to 64.3%. The hourly cost of electricity absorption is also significantly reduced, with percentages ranging from 47.1% to 70.1%. This shows the importance of the architecture of the system. Moreover, the comparative study of the most common hydraulic architectures used to drive an industrial process with time-varying speeds and work forces has highlighted the differences between the various solutions in quantitative terms and provided objective comparative data that was not available in the literature.
Comparing the values of energy savings with those reported in the literature for different approaches, it can be observed that the values obtained for the considered architectures are consistent with the best ones reported in
Table 1. Moreover, it can be deduced that even with a simple and low-cost solution such as regeneration, significant and larger energy savings can be achieved than with the more complex solutions reported in the literature.
The modern hydraulic architecture with drive-controlled pump and DCV with regeneration—A hybrid, limited to the category of industrial processes, is a very efficient solution in terms of energy consumption and economy.
It has been shown that the dynamic phenomena, often overlooked in the sizing, have a significant impact on the total energy absorption.
The oleo-hydraulic architectures studied represent a significant part of the state of the art in hydraulic technology for the actuation of industrial machinery, but not its entirety. Other solutions characterized by high energy efficiency include architectures with high-efficiency square-case induction motors or architectures with a brushless synchronous electric motor and an internally geared pump.
Another oleo-hydraulic architecture that could be explored, but which is a poor fit for the industrial process example, involves the use of an accumulator installed in parallel with a fixed-displacement pump.
Furthermore, from an economic point of view, the analysis could be complemented by an analysis of the initial investment costs required for each architecture considered.
However, it can be concluded that energy-conscious decisions for the power architecture of a hydraulic axis can benefit from the presented analysis.































{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}