
A Comprehensive Digital Model Approach for Adaptive Manufacturing Systems



Abstract
:1. Introduction
1.1. Aim of Paper
- Achieving the cost of a mass-produced product for personalized goods is challenging due to the high costs of product variations. Adaptive manufacturing aims to imbue production systems with flexibility and adaptability at the operational level. It seeks to enhance efficiency and reduce costs by responding to changing market conditions [38].
- An adaptive enterprise is better positioned to exploit fleeting opportunities and rapid shifts in customer requirements. To qualify as an adaptive manufacturing entity, specific conditions must be met, including adaptability, which involves responding based on “if-then-else” rules, which entails preparing potential scenarios and alternative strategies using “what if...” scenarios, and ultimately expressing and processing knowledge [39].
- Companies are focusing on developing new technologies that bolster manufacturing system flexibility. Adaptive manufacturing systems must learn to effectively utilize available technologies. The enterprise itself is considered a network integrating advanced technologies, computers, communication systems, management strategies, and cognitive agents (whether human or advanced intelligent systems). These agents are capable not only of overseeing processes and products but also of generating novel behavior to adapt to dynamic markets.
- Several manufacturing systems exhibit varying degrees of adaptability. Reconfigurable manufacturing systems are one example, while further development leads to the emergence of competency islands within manufacturing systems [40].
1.2. Research Questions
- How can a digital model be effectively utilized to enhance the adaptability of manufacturing systems?
- What insights and benefits can manufacturers derive from utilizing the digital model created through the proposed methodology?
- How can the proposed methodology contribute to the realization of Industry 4.0 principles in the realm of adaptive manufacturing?
- How can the proposed methodology be adapted and applied across various adaptive manufacturing contexts?
1.3. Methodological Framework
2. Materials and Methods
Methodology
3. Results
3.1. Creation
3.2. Evaluation
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Trojan, J.; Trebuna, P.; Mizerak, M. Application of Digital Engineering Methods in Order to Improve Processes in Heterogeneous Companies. Appl. Sci. 2023, 13, 7681. [Google Scholar] [CrossRef]
- Kliment, M.; Pekarcikova, M.; Trebuna, P.; Trebuna, M. Application of TestBed 4.0 Technology within the Implementation of Industry 4.0 in Teaching Methods of Industrial Engineering as Well as Industrial Practice. Sustainability 2021, 13, 8963. [Google Scholar] [CrossRef]
- Basl, J.; Sasiadek, M. Comparison of Industry 4.0 Application Rate in Selected Polish and Czech Companies. In Idimt-2017—Digitalization in Management, Society and Economy; Petr, D., Gerhard, C., Vaclav, O., Eds.; Schriftenreihe Informatik; Trauner Verlag: Linz, Austria, 2017; Volume 46, pp. 401–410. [Google Scholar]
- Raska, P.; Ulrych, Z.; Malaga, M. Data Reduction of Digital Twin Simulation Experiments Using Different Optimisation Methods. Appl. Sci. 2021, 11, 7315. [Google Scholar] [CrossRef]
- Mleczko, J.; Dulina, L. Manufacturing Documentation for the High-Variety Products. Manag. Prod. Eng. Rev. 2014, 5, 53–61. [Google Scholar] [CrossRef]
- Nielsen, I.; Dang, Q.-V.; Nielsen, P.; Pawlewski, P. Scheduling of Mobile Robots with Preemptive Tasks. In Distributed Computing and Artificial Intelligence, 11th International Conference; Omatu, S., Bersini, H., Corchado, J.M., Rodriguez, S., Pawlewski, P., Bucciarelli, E., Eds.; Advances in Intelligent Systems and Computing; Springer: Berlin/Heidelberg, Germany, 2014; Volume 290, pp. 19–27. [Google Scholar] [CrossRef]
- Gromova, E.A. Quick response manufacturing as a promising alternative manufacturing paradigm. IOP Conf. Ser. Mater. Sci. Eng. 2020, 898, 012047. [Google Scholar] [CrossRef]
- Ciampi, E.; de Pommerol, C.; Touloumian, A. The Factory of the Future Is Happening Today. 2018. Available online: https://www.oliverwyman.com/our-expertise/insights/2018/nov/perspectives-on-manufacturing-industries-vol-13/new-sources-of-value/the-factory-of-the-future-is-happening-today.html (accessed on 20 August 2023).
- Axtell, R. Why Agents? On the Varied Motivations for Agent Computing in the Social Sciences; University of Oxford: Oxford, UK, 2000. [Google Scholar]
- Salmen, Z. What is “Internet Of Things” (IOT)? Absolute Beginners. 2020. Available online: https://salmenzouari.medium.com/what-is-internet-of-things-iot-absolute-beginners-5e1cd2817d4c (accessed on 10 August 2023).
- Sjödin, D.R.; Parida, V.; Leksell, M.; Petrovic, A. Smart Factory Implementation and Process Innovation. Res. -Technol. Manag. 2018, 61, 22–31. [Google Scholar] [CrossRef]
- Groover, M.P. Automation, Production Systems, and Computer-Integrated Manufacturing, 3rd ed.; Pearson Education Inc.: Upper Saddle River, NJ, USA, 2008. [Google Scholar]
- Stofkova, J.; Poliakova, A.; Stofkova, K.R.; Malega, P.; Krejnus, M.; Binasova, V.; Daneshjo, N. Digital Skills as a Significant Factor of Human Resources Development. Sustainability 2022, 14, 13117. [Google Scholar] [CrossRef]
- Schenk, M.; Wirth, S. Factory Planning and Factory Operation, Methods for the Agile and Networked Factory; Springer: Berlin/Heidelberg, Germany, 2004. [Google Scholar]
- Spano, M. Applied Artificial Intelligence, Part 3: 6 Examples of Using Artificial Intelligence in Production. KROS. 31 May 2021. Available online: https://www.kros.sk/blog/aplikovana-umela-inteligencia-cast-3-6-prikladov-vyuzitia-umelej-inteligencie-vo-vyrobe/ (accessed on 10 August 2023).
- Arai, T.; Aiyama, Y.; Maeda, Y.; Sugi, M.; Ota, J. Agile Assembly System by “Plug and Produce”. CIRP Ann. 2000, 49, 1–4. [Google Scholar] [CrossRef]
- Emmert-Steib, F. Defining a Digital Twin: A Data Science-Based Unification 2023. Mach. Learn. Knowl. Extr. 2023, 5, 1036–1054. [Google Scholar] [CrossRef]
- Svetlík, J. Modularity of Production Systems; IntechOpen: London, UK, 2020. [Google Scholar] [CrossRef]
- Jamil, F.; Pang, T.Y.; Cheng, C.T. Developing an I4.0 Cyber-Physical System to Enhance Efficiency and Competitiveness in Manufacturing. Appl. Sci. 2023, 13, 9333. [Google Scholar] [CrossRef]
- Bonabeau, E. Methods and Systems for Generating Business Models. U.S. Patent 09/801,130, 20 December 2001. [Google Scholar]
- Khan, S.I.; Kaur, C.; Al Ansari, M.S.; Muda, I.; Borda, R.F.C.; Bala, B.K. Implementation of Cloud Based IoT Technology in Manufacturing Industry for Smart Control of Manufacturing Process. Int. J. Interact. Des. Manuf.-IJIDeM 2023, 17, 1–13. [Google Scholar] [CrossRef]
- Hnilica, R.; Jankovsky, M.; Dado, M.; Messingerova, V. Experimental Evaluation of Combined Effects of Risk Factors in Work Environment. In Proceedings of the 12th International Scientific Conference Engineering For Rural Development, Jelgava, Latvia, 23–24 May 2013; Osadcuks, V., Ed.; Engineering for Rural Development. Latvia University of Agriculture, Faculty Engineering, Institute of Mechanics: Jelgava, Latvia, 2013; pp. 577–583. [Google Scholar]
- Buckova, M.; Krajcovic, M.; Plinta, D. Use of Dynamic Simulation in Warehouse Designing. In Intelligent Systems in Production Engineering and Maintenance; Burduk, A., Chlebus, E., Nowakowski, T., Tubis, A., Eds.; Advances in Intelligent Systems and Computing; Springer International Publishing Ag: Cham, Switzerland, 2019; Volume 835, pp. 485–498. [Google Scholar] [CrossRef]
- Moldavska, A.; Welo, T. Development of Manufacturing Sustainability Assessment Using Systems Thinking. Sustainability 2016, 8, 5. [Google Scholar] [CrossRef]
- Sokolov, B.; Ivanov, D.; Dolgui, A. Scheduling in Industry 4.0 and Cloud Manufacturing; Springer Nature: Berlin, Germany, 2020. [Google Scholar]
- Gómez, P.F.J.; Filho, M.G. Complementing lean with quick response manufacturing: Case studies. Int. J. Adv. Manuf. Technol. 2017, 90, 1897–1910. [Google Scholar] [CrossRef]
- Pekarcikova, M.; Trebuna, P.; Markovic, J. Case Study of Modelling the Logistics Chain in Production. In Modelling of Mechanical and Mechatronic Systems; Trebuna, F., Ed.; Procedia Engineering; Elsevier Science Bv: Amsterdam, The Netherlands, 2014; Volume 96, pp. 355–361. [Google Scholar] [CrossRef]
- Keskin, H.; Akgun, A.E.; Esen, E.; Yilmaz, T. The Manufacturing Adaptive Capabilities of Firms: The Role of Technology, Market and Management Systems-Related Adaptive Capabilities. J. Manuf. Technol. Manag. 2022, 33, 1429–1449. [Google Scholar] [CrossRef]
- Malaga, M.; Ulrych, Z. Physical Modelling of the Industry 4.0 Concept. In Education Excellence and Innovation Management: A 2025 Vision to Sustain Economic Development During Global Challenges; Soliman, K.S., Ed.; Int Business Information Management Assoc-Ibima: Norristown, PA, USA, 2020; pp. 17540–17549. [Google Scholar]
- Bolender, T.; Buervenich, G.; Dalibor, M.; Rumpe, B.; Wortmann, A. Self-Adaptive Manufacturing with Digital Twins. In Proceedings of the 2021 International Symposium on Software Engineering for Adaptive and Self-Managing Systems (Seams 2021), Madrid, Spain, 18–21 May 2021; IEEE Computer Soc: Los Alamitos, CA, USA, 2021; pp. 156–166. [Google Scholar] [CrossRef]
- Wozniak, W.; Jakubowski, J. The Choice of the Cost Calculation Concept for the Mass Production during the Implementation of the Non-Standard Orders. In Innovation Management and Sustainable Economic Competitive Advantage: From Regional Development to Global Growth; Soliman, K.S., Ed.; Int Business Information Management Assoc-Ibima: Norristown, PA, USA, 2015; Volumes I–VI, pp. 2364–2371. [Google Scholar]
- Guttières, D.; Stewart, S.; Wolfrum, J.; Springs, S.L. Cyberbiosecurity in Advanced Manufacturing Models. Front. Bioeng. Biotechnol. 2019, 7, 210. [Google Scholar] [CrossRef]
- Rosen, M.A.; Kishawy, H.A. Sustainable Manufacturing and Design: Concepts, Practices and Needs. Sustainability 2012, 4, 154–174. [Google Scholar] [CrossRef]
- Felsberger, A.B.; Qaiser, F.H.; Choudhary, A.; Reiner, G. The impact of Industry 4.0 on the reconciliation of dynamic capabilities: Evidence from the European manufacturing industries. Prod. Plan. Control 2020, 33, 277–300. [Google Scholar] [CrossRef]
- Kantaros, A.; Piromalis, D.; Tsaramirsis, G.; Papageorgas, P.; Tamimi, H. 3D Printing and Implementation of Digital Twins: Current Trends and Limitations. Appl. Syst. Innov. 2022, 5, 7. [Google Scholar] [CrossRef]
- Grzegorz, B.; Izabela, N.; Arkadiusz, G.; Zbigniew, B. Reference Model of Milk-Run Traffic Systems Prototyping. Int. J. Prod. Res. 2021, 59, 4495–4512. [Google Scholar] [CrossRef]
- Worobel, R.; Capek, J.; Kovacova, L.; Bubenik, P.; Krajcovic, M. Improving Business Processes Using Simulation Tools. MM Sci. J. 2018, 2018, 2244–2251. [Google Scholar] [CrossRef]
- Pekarcikova, M.; Trebuna, P.; Kliment, M.; Mizerak, M.; Kral, S. Simulation Testing of the E-Kanban to Increase the Efficiency of Logistics Processes. Int. J. Simul. Model 2021, 20, 134–145. [Google Scholar] [CrossRef]
- Wiecek, D.; Wiecek, D.; Dulina, L. Materials Requirement Planning with the Use of Activity Based Costing. Manag. Syst. Prod. Eng. 2020, 28, 3–8. [Google Scholar] [CrossRef]
- Zhang, H.; Buchmeister, B.; Li, X.; Ojstersek, R. Advanced Metaheuristic Method for Decision-Making in a Dynamic Job Shop Scheduling Environment. Mathematics 2021, 9, 909. [Google Scholar] [CrossRef]
- ElMaraghy, H.; ElMaraghy, W. Adaptive Cognitive Manufacturing System (ACMS)—A New Paradigm. Int. J. Prod. Res. 2022, 60, 7436–7449. [Google Scholar] [CrossRef]
- Jakabova, M.; Babcanova, D.; Caganova, D.; Hrablik, M.; Urdzikova, J.; Beno, R. Developing the Competency of the Managers in Selected Manufacturing Enterprises Operating in the Slovak Republic. In Proceedings of the 8th European Conference on Management Leadership and Governance, Pafos, Cyprus, 8–9 November 2012; Politis, J., Ed.; Acad Conferences Ltd.: North Reading, MA, USA, 2012; pp. 256–264. [Google Scholar]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Strategy | Description |
|---|---|
| Sorting Strategy | This refers to the approach or plan used to arrange items or products in a specific order. In manufacturing, it involves determining how items should be organized based on certain criteria such as size, type, or destination. Sorting strategies optimize the flow of materials or products through the production process. |
| Output Strategy from Active Object | This strategy involves deciding how products or materials should exit an active process or machine. It determines the sequence and timing of releasing finished products from a particular production stage. The goal is to ensure a smooth and efficient transition of items from one phase to another. |
| Transport Means Strategy | This refers to the plan for moving materials or products between different points within the manufacturing environment. It includes decisions about the types of conveyors, vehicles, or other transportation methods to use. The strategy aims to optimize the movement of items while minimizing delays and congestion. |
| System Dynamics | This term pertains to the behavior and changes that occur within a manufacturing system over time. It involves understanding how various factors, such as input variables, processes, and feedback loops, interact and influence the overall performance of the system. System dynamics analysis helps in predicting how the system responds to different conditions and adjustments, including changes in positions. |
| Variable | Range |
|---|---|
| Extremely Adaptive | (<1–0.8) |
| Above Avg. Adaptive | (<0.8–0.6) |
| Adaptive | (<0.6–0.4) |
| Moderately Adaptive | (<0.4–0.2) |
| Non-Adaptive | (<0.2–0) |
| Name | Object | X | Y | Processing Time | Setup Time | Availability |
|---|---|---|---|---|---|---|
| String | Object type | Real | Real | Table | Table | Real |
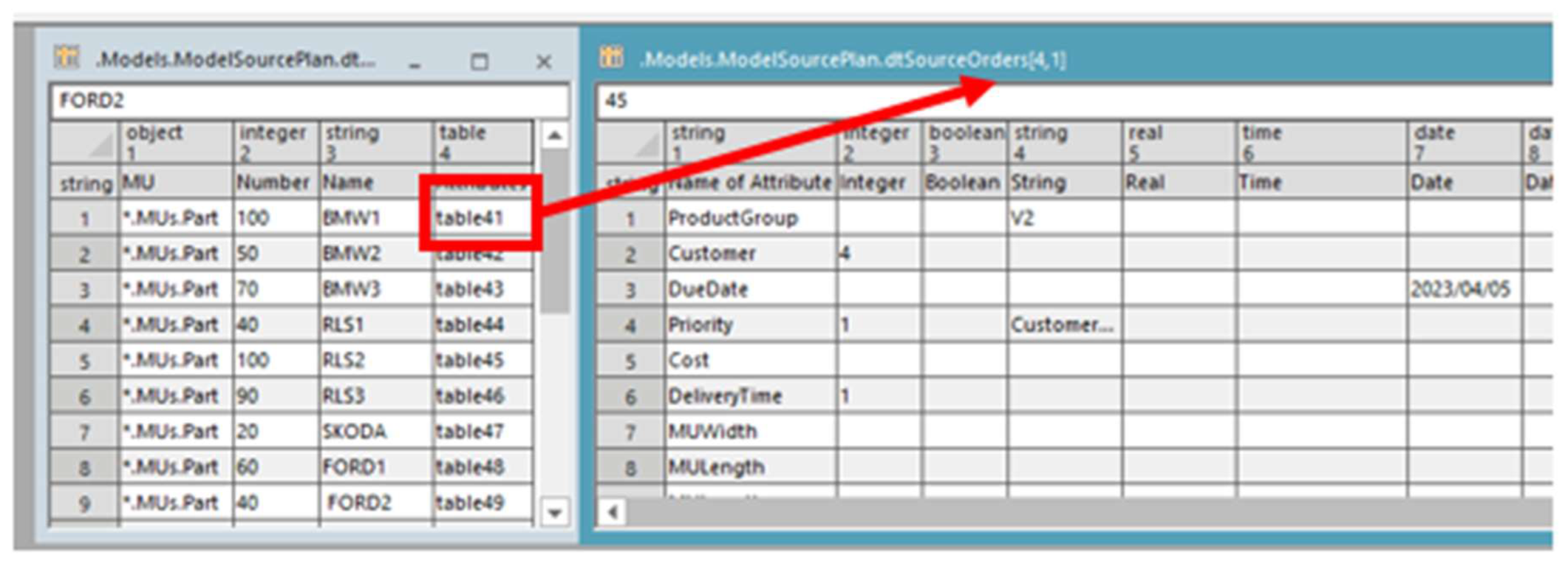
| Name of the Attribute | Integer | Boolean | String | Date | Date/Time | Length | Cost |
|---|---|---|---|---|---|---|---|
| Product group | V2 | ||||||
| Customer | 4 | ||||||
| Priority | 1 | ||||||
| MUWidth | 1.1 | ||||||
| MULength | 1.1 | ||||||
| Due date | 4 May 2023 | ||||||
| Delivery time | 4 May 2023 00:00:00.000 | ||||||
| Proces1 | True | ||||||
| ProcesXY | False | ||||||
| Cost | 30 |
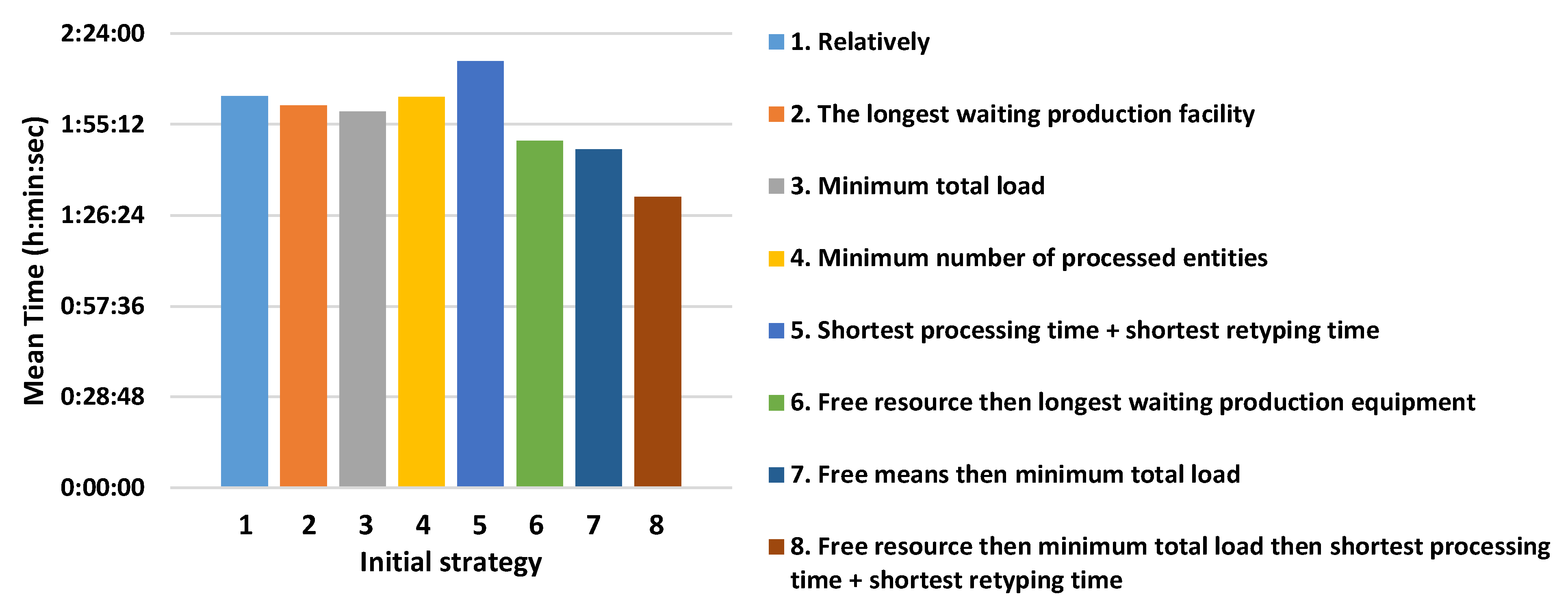
| Strategy | ||||||||
|---|---|---|---|---|---|---|---|---|
| 1. | 2. | 3. | 4. | 5. | 6. | 7. | 8. | |
| Mean life time | 2:04:11 | 2:01:11 | 1:59:12 | 2:03:47 | 2:15:11 | 1:49:54 | 1:47:15 | 1:32:12 |
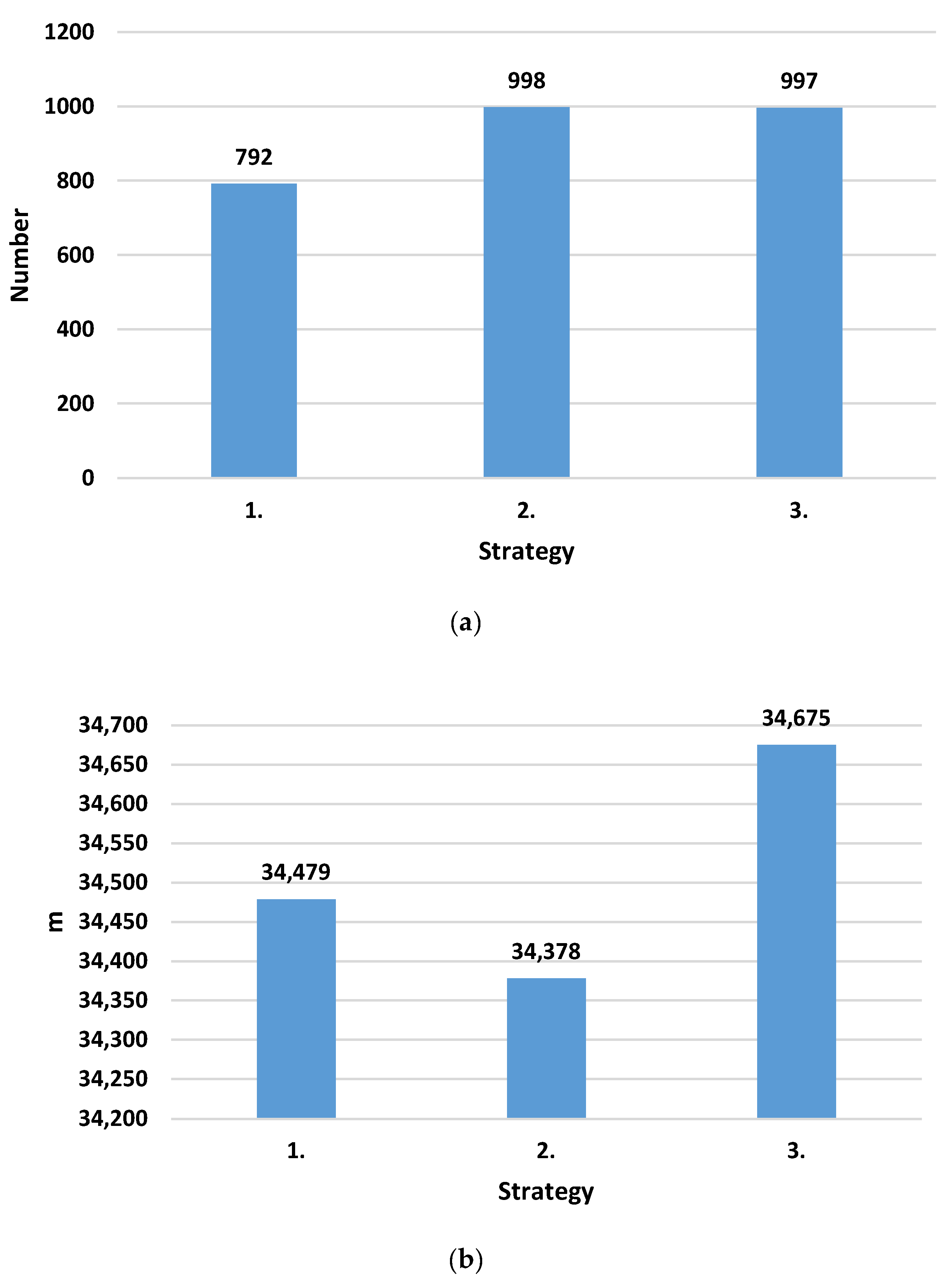
| Strategy | |||
|---|---|---|---|
| 1. | 2. | 3. | |
| Distance traveled (m) | 34,479 | 34,378 | 34,675 |
| Number of orders | 792 | 998 | 997 |
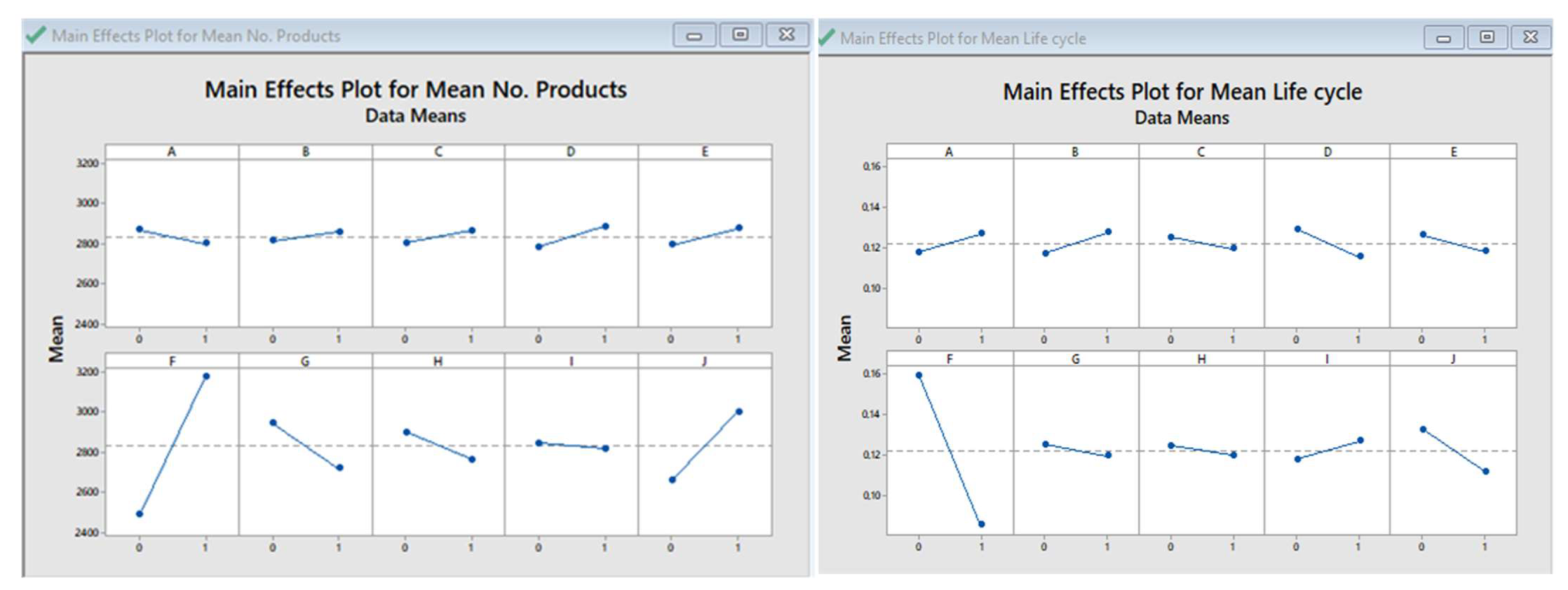
| Factor | Description | Lower Level (−) | Upper Level (+) |
|---|---|---|---|
| A | Order Frequency (mean, min, max) | Triangle (02:30, 1:30, 5:00) | Triangle (04:30, 2:30, 10:00) |
| B | Order Size (Pcs.) | 20 | 75 |
| C | Product Variability (Pcs.) | 4 | 9695 |
| D | Storage Size (Pcs.) | 5 | 15 |
| E | Order Priority | 1 | 4 |
| F | Availability of Manufacturing Resources with Highest Utilization (%) | 60 | 95 |
| G | Time for Setup of New Product Variants on Manufacturing Resources with Highest Utilization | Depends on the Manufacturing Resource | Depends on the Manufacturing Resource |
| H | Process Time of Manufacturing Resources with Highest Utilization | Depends on the Manufacturing Resource | Depends on the Manufacturing Resource |
| I | Time of Completion of Production Order (Stream, LowerBound, UpperBound) | Eventcotroler.Simtime + z_uniform (20:00, 10:00, 50:00) | Eventcotroler.Simtime + z_uniform (50:00, 20:00, 1:00:00) |
| J | Number of Transport Vehicles/Production Workers | 2 | 7 |
| Before Implementation of AMS Strategies | After Implementation of AMS Strategies | |||
|---|---|---|---|---|
| Negative Scenario | Positive Scenario | Negative Scenario | Positive Scenario | |
| Average Number of Produced Products (Pcs.) | 2420 | 3409 | 3470 | 3630 |
| Average Lead Time of Production (h:min:s) | 3:19:15 | 1:24:49 | 1:37:13 | 1:09:23 |
| Goals | Evaluation | Weight |
|---|---|---|
| Customer satisfaction | 0.95 | 0.3214 |
| Delivery speed | 0.97 | 0.2143 |
| Resource utilization | 0.9 | 0.1786 |
| Production waiting time | 0.9 | 0.1429 |
| Order costs | 0.5 | 0.1071 |
| Energy savings | 0.3 | 0.0357 |
| Order quality | 0 | 0 |
| (A.) Basic Characteristics | Traditional Manufacturing System | Adaptive Manufacturing System |
|---|---|---|
| Description | Displays the existing manufacturing process, its structure, procedures, and flow of materials and information. This includes static and dynamic parameters that influence its performance. | Considers flexible and dynamic characteristics. It incorporates mechanisms to adapt to changing conditions such as order variations, resource availability (production, transportation), or production strategy. |
| Objectives | The goal of this model is to analyze and optimize the current production process based on existing parameters and data. | The proposed model of the adaptive system focuses on simulating and testing responses to various change and uncertainty scenarios. Its aim is to understand how the system behaves under different conditions and what is required to achieve adaptive manufacturing. |
| (B.) Goals | Traditional Manufacturing System | Adaptive Manufacturing System |
| Description | The objective of this model is to analyze and optimize the current production process based on existing parameters and data. | The proposed model of the adaptive system focuses on simulating and testing responses to various change and uncertainty scenarios. Its aim is to understand how the system behaves under different conditions and what is required to achieve adaptive manufacturing. |
| (C.) Adaptability and Autonomy | Traditional Manufacturing System | Adaptive Manufacturing System |
| Description | The model of the current system is often used to analyze efficiency, identify weaknesses, and plan improvements in the existing system. | The proposed model of the adaptive system is capable of automatically responding to real-time changes and optimizing its operations according to current conditions. |
| (D.) Benefits | Traditional Manufacturing System | Adaptive Manufacturing System |
| Description | Traditional systems are generally easier to set up and manage, often requiring lower initial investment. These systems excel at high-volume production of a single or limited range of products, with workers often specializing in repetitive tasks for increased efficiency. | Adaptive systems can quickly adjust to production changes, optimizing efficiency through real-time data monitoring. These systems are highly scalable and can easily adapt to produce customized products without halting the entire production line. |
| (E.) Type of system | Traditional Manufacturing System | Adaptive Manufacturing System |
| Example | Job shop, mass production systems, batch production, fixed position layout, cellular manufacturing. | Reconfigurable manufacturing system, competency islands, modular manufacturing systems. |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Grznár, P.; Burganová, N.; Mozol, Š.; Mozolová, L. A Comprehensive Digital Model Approach for Adaptive Manufacturing Systems. Appl. Sci. 2023, 13, 10706. https://doi.org/10.3390/app131910706
Grznár P, Burganová N, Mozol Š, Mozolová L. A Comprehensive Digital Model Approach for Adaptive Manufacturing Systems. Applied Sciences. 2023; 13(19):10706. https://doi.org/10.3390/app131910706
Chicago/Turabian StyleGrznár, Patrik, Natália Burganová, Štefan Mozol, and Lucia Mozolová. 2023. "A Comprehensive Digital Model Approach for Adaptive Manufacturing Systems" Applied Sciences 13, no. 19: 10706. https://doi.org/10.3390/app131910706
APA StyleGrznár, P., Burganová, N., Mozol, Š., & Mozolová, L. (2023). A Comprehensive Digital Model Approach for Adaptive Manufacturing Systems. Applied Sciences, 13(19), 10706. https://doi.org/10.3390/app131910706