


CAD-Based Feature Recognition for Process Monitoring Planning in Assembly


Abstract
:1. Introduction
2. Literature Review
2.1. Process Monitoring as Part of Inspection Planning
2.2. Computer-Aided Process Planning and Inspection Planning
2.3. Features in Process Planning
2.4. CAD Feature Recognition
2.5. Need for Action
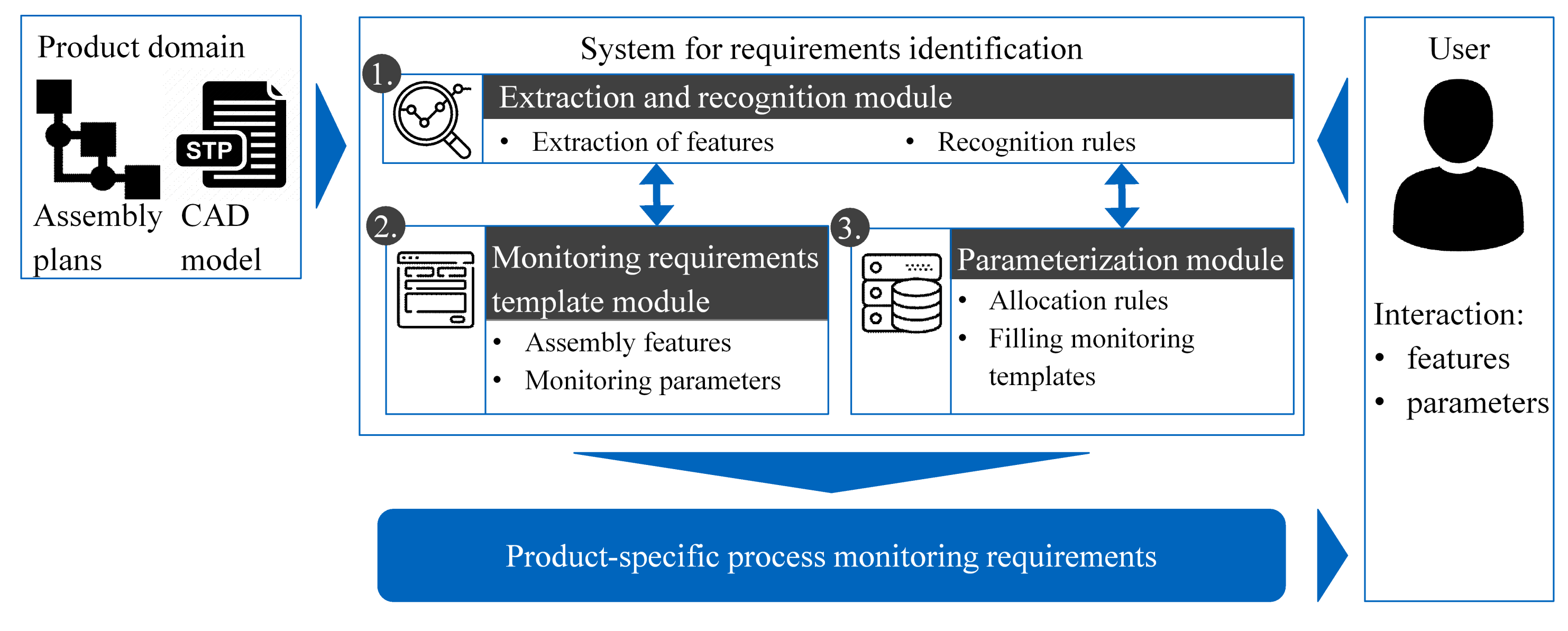
3. Concept
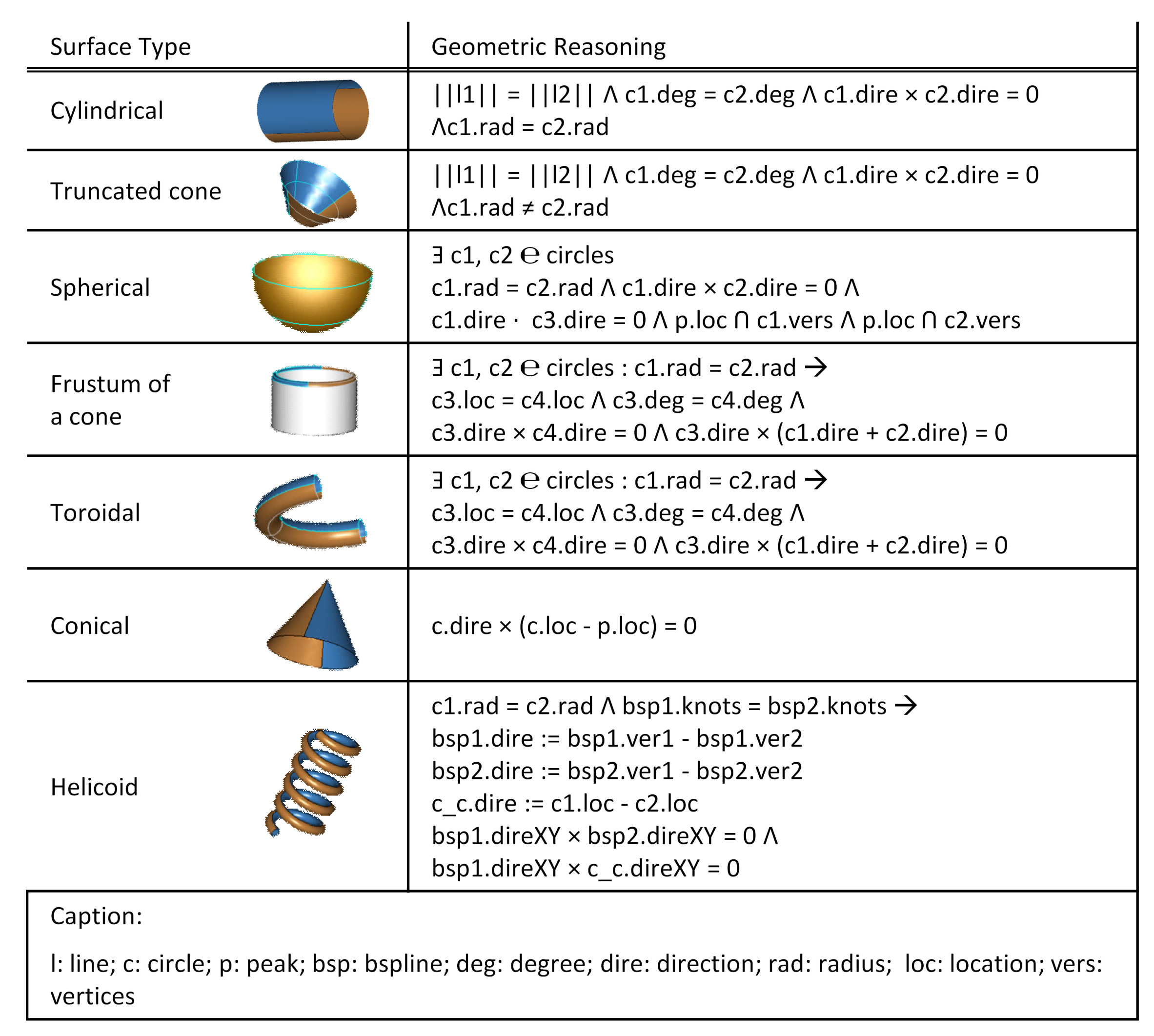
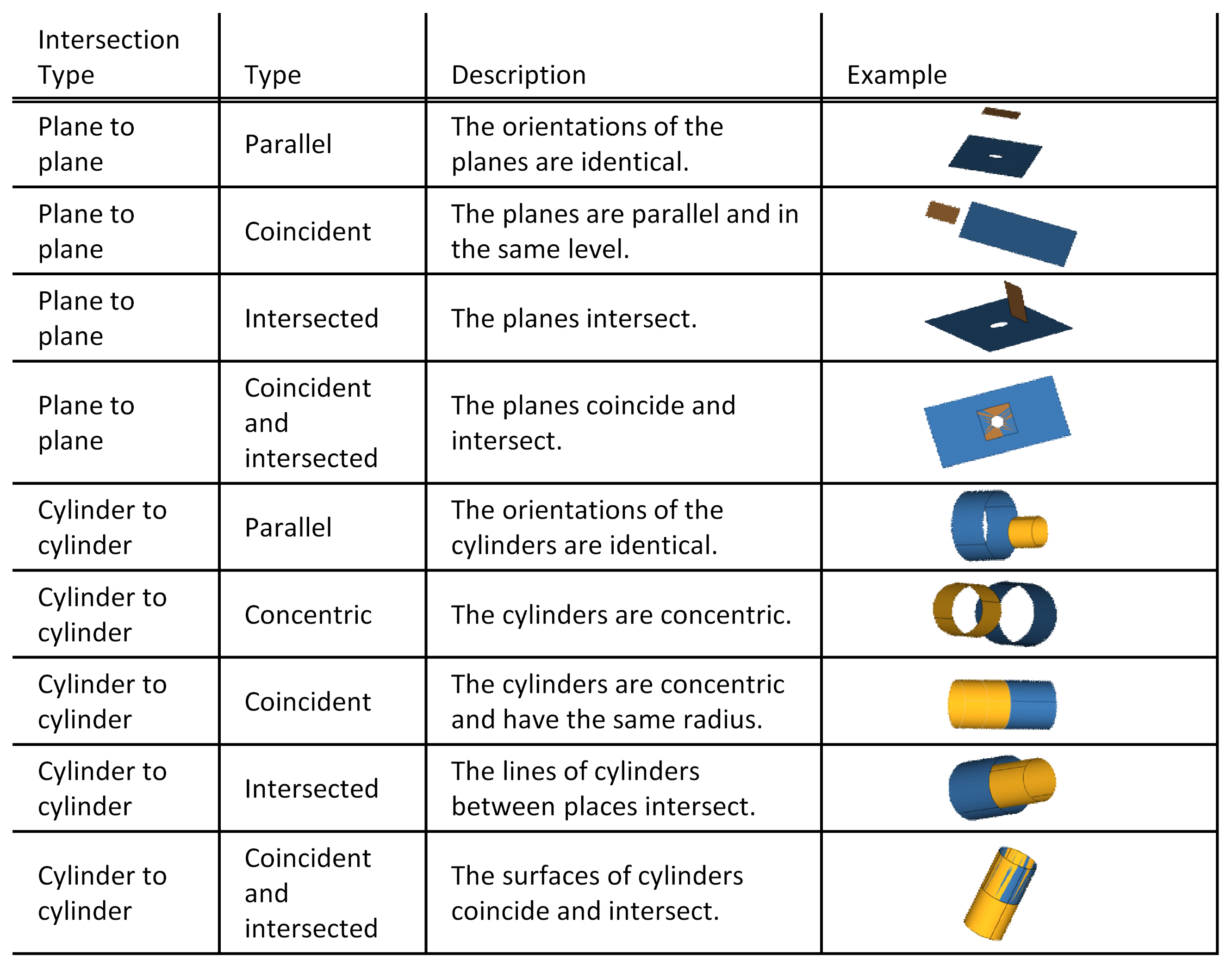
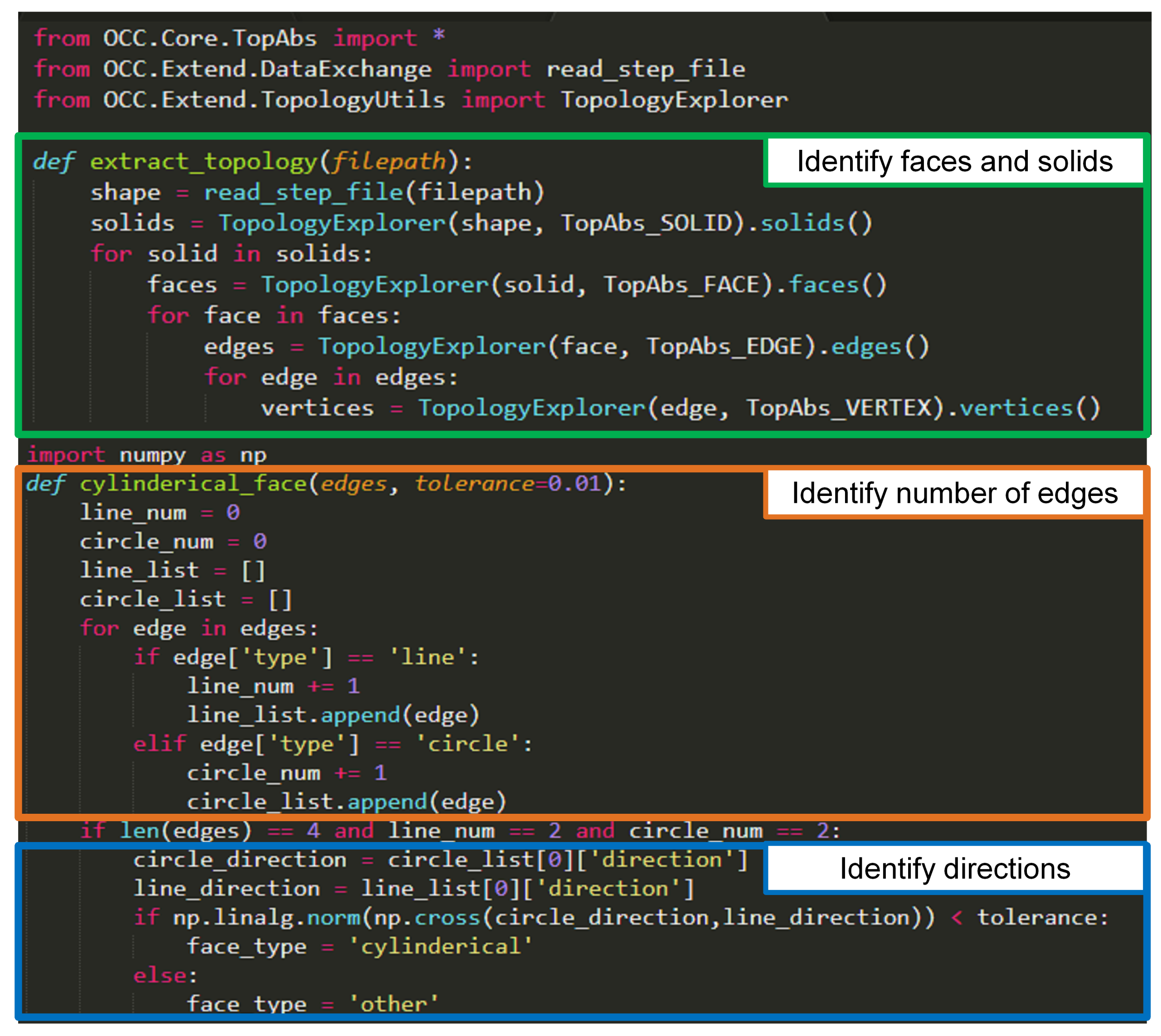
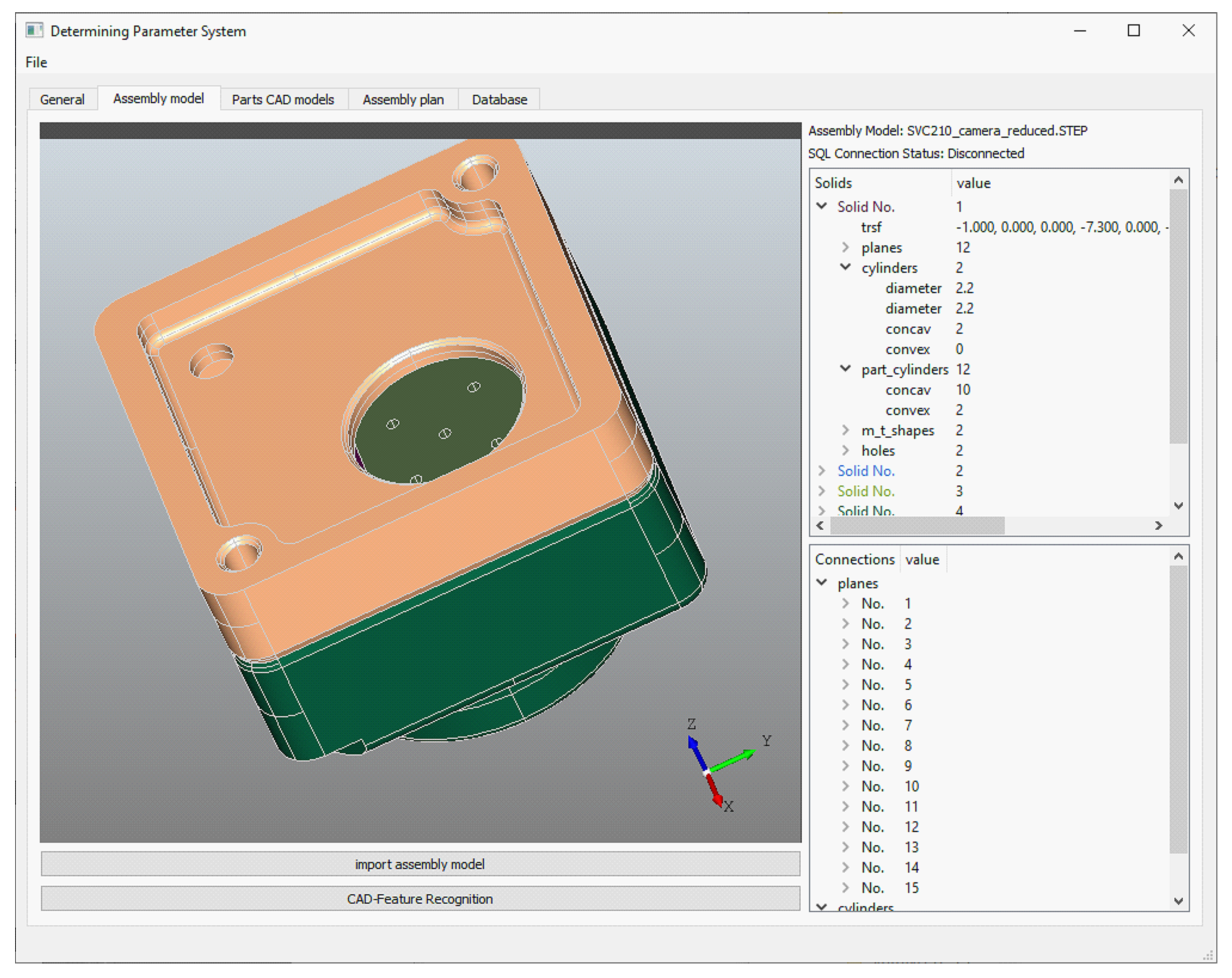
3.1. CAD Feature Extraction and Recognition for Monitoring Processes
3.2. Product-Neutral Process Monitoring Requirements Templates
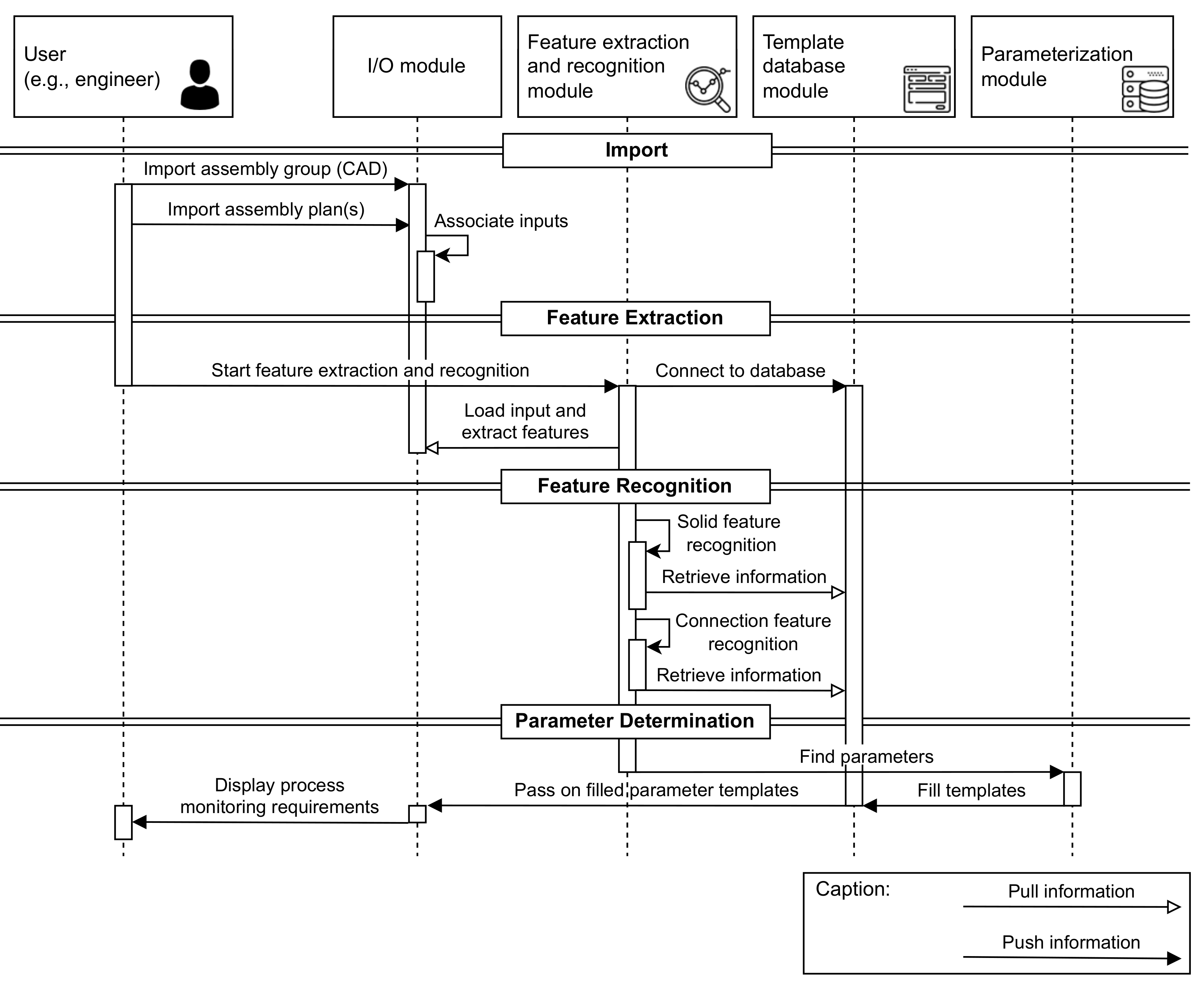
3.3. Generation of Product-Specific Monitoring Requirements
4. Results
- Add monitoring requirements;
- Delete monitoring requirements;
- Modify monitoring requirements.
5. Discussion
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| MDPI | Multidisciplinary Digital Publishing Institute |
| MDR | Medical Device Regulation |
| CAD | Computer-Aided Design |
| CAPP | Computer-Aided Process Planning |
| CAM | Computer-Aided Manufacturing |
| CAIP | Computer-Aided Inspection Planning |
| CMM | Coordinate Measurement Machine |
| B-Rep | Bounding Representation |
| API | Application Programming Interface |
| STEP | Standard for the Exchange of Product model data |
| XML | eXtensible Markup Language |
| I/O | Input/Output |
| OCC | OpenCascade Technology |
| SQL | Structured Query Language |
| GUI | Graphical User Interface |
| JSON | JavaScript Object Notation |
| R | Monitoring Requirement |
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Nr. | Module | Description | Software/ Programming Environment | Hardware |
|---|---|---|---|---|
| 1 | Monitoring Templates | Tables for individual process types consisting of different parameters to be monitored | SQL database | Intel(R) Core(TM) i7-7700HQ CPU @ 2.80 GHz and 16.0 GB of RAM under MS Windows 10 Edu (64 bit) |
| 2 | Feature Extraction and Recognition | Extracting geometrical features from a STEP-file (CAD file) | Python, PythonOCC, PyQT | Intel(R) Core(TM) i7-7700HQ CPU @ 2.80 GHz and 16.0 GB of RAM under MS Windows 10 Edu (64 bit) |
| Rule-based recognition of geometrical features from geometrical features extracted from a STEP-file (CAD file) | Python, PythonOCC, PyQT | |||
| 3 | Parameterization | Merging geometrical features recognized by the module 2 (Feature Extraction and Recognition) and process-based features extracted from the process plan (JSON-file) | Python, PQT, PySQL, JSON | Intel(R) Core(TM) i7-7700HQ CPU @ 2.80 GHz and 16.0 GB of RAM under MS Windows 10 Edu (64 bit) |
Appendix B

Appendix C

Appendix D

Appendix E

References
- Liu, Y.; Sun, R.; Jin, S. A survey on data-driven process monitoring and diagnostic methods for variation reduction in multi-station assembly systems. Assem. Autom. 2019, 39, 727–739. [Google Scholar] [CrossRef]
- Koren, Y.; Gu, X.; Guo, W. Reconfigurable manufacturing systems: Principles, design, and future trends. Front. Mech. Eng. 2018, 13, 121–136. [Google Scholar] [CrossRef] [Green Version]
- Peter, L.; Hajek, L.; Maresova, P.; Augustynek, M.; Penhaker, M. Medical Devices: Regulation, Risk Classification, and Open Innovation. J. Open Innov. Technol. Mark. Complex. 2020, 6, 42. [Google Scholar] [CrossRef]
- Cho, S.H.; Lee, J.; Schafrik, R.E.; Liang, S.Y.; Howes, T.D.; Webster, J.; Marinescu, I.; Rajurkar, K.P.; Wang, W.M.; Altan, T.; et al. Mechanical Engineering Handbook: Modern Manufacturing; CRC Press LLC: Boca Raton, FL, USA, 1999. [Google Scholar]
- Stavropoulos, P.; Chantzis, D.; Doukas, C.; Papacharalampopoulos, A.; Chryssolouris, G. Monitoring and Control of Manufacturing Processes: A Review. Procedia CIRP 2013, 8, 421–425. [Google Scholar] [CrossRef] [Green Version]
- DIN-EN-ISO9000; DIN EN ISO 9000:2015, Quality Management Systems (ISO_9000:2015). German and English version; Publisher Beuth: Berlin, Germany. [CrossRef]
- Colledani, M.; Tolio, T.; Fischer, A.; Iung, B.; Lanza, G.; Schmitt, R.; Váncza, J. Design and management of manufacturing systems for production quality. CIRP Ann. 2014, 63, 773–796. [Google Scholar] [CrossRef]
- Morgan, J.; Halton, M.; Qiao, Y.; Breslin, J.G. Industry 4.0 smart reconfigurable manufacturing machines. J. Manuf. Syst. 2021, 59, 481–506. [Google Scholar] [CrossRef]
- Rato, T.J.; Delgado, P.; Martins, C.; Reis, M.S. First Principles Statistical Process Monitoring of High-Dimensional Industrial Microelectronics Assembly Processes. Processes 2020, 8, 1520. [Google Scholar] [CrossRef]
- Reinhart, G. Handbuch Industrie 4.0: Geschäftsmodelle, Prozesse, Technik; Carl Hanser Books: Munich, Germany, 2017. [Google Scholar] [CrossRef]
- Schmucker, B.; Busch, M.; Semm, T.; Zaeh, M.F. Instantaneous parameter identification for milling force models using bayesian optimization. MM Sci. J. 2021, 2021, 4992–4999. [Google Scholar] [CrossRef]
- Hammerstingl, V.; Reinhart, G. Skills in Assembly; Publisher mediaTUM: Munich, Germany, 2018; Available online: https://mediatum.ub.tum.de/1428286 (accessed on 9 January 2023).
- Järvenpää, E.; Siltala, N.; Lanz, M. Formal resource and capability descriptions supporting rapid reconfiguration of assembly systems. In Proceedings of the IEEE International Symposium on Assembly and Manufacturing (ISAM), Fort Worth, TX, USA, 21–24 August 2016. [Google Scholar] [CrossRef]
- Michniewicz, J.; Reinhart, G. Cyber-Physical-Robotics – Modelling of modular robot cells for automated planning and execution of assembly tasks. Mechatronics 2016, 34, 170–180. [Google Scholar] [CrossRef]
- Gonnermann, C.; Hashemi-Petroodi, S.E.; Thevenin, S.; Dolgui, A.; Daub, R. A skill- and feature-based approach to planning process monitoring in assembly planning. Int. J. Adv. Manuf. Technol. 2022, 122, 2645–2670. [Google Scholar] [CrossRef]
- Gonnermann, C.; Weth, J.; Reinhart, G. Skill Modeling in Cyber-Physical Production Systems for Process Monitoring. Procedia CIRP 2020, 93, 1376–1381. [Google Scholar] [CrossRef]
- Gonnermann, C.; Zels, B.; Reinhart, G. Automatized Generation of Alternatives for Process Monitoring in Cyber-Physical Assembly Systems. Procedia CIRP 2021, 104, 732–737. [Google Scholar] [CrossRef]
- Abouel Nasr, E.; Al-Ahmari, A.; Khan, A.A.; Mian, S.H.; Abdulhameed, O.; Kamrani, A. Integrated system for automation of process, fixture and inspection planning. J. Braz. Soc. Mech. Sci. Eng. 2019, 42, 52. [Google Scholar] [CrossRef]
- Shi, Y.; Zhang, Y.; Xia, K.; Harik, R. A Critical Review of Feature Recognition Techniques. Comput.-Aided Des. Appl. 2020, 17, 861–899. [Google Scholar] [CrossRef]
- Sanfilippo, E.M.; Borgo, S. What are features? An ontology-based review of the literature. Comput.-Aided Des. 2016, 80, 9–18. [Google Scholar] [CrossRef] [Green Version]
- Romero Subirón, F.; Rosado Castellano, P.; Bruscas Bellido, G.M.; Benavent Nácher, S. Feature-Based Framework for Inspection Process Planning. Materials 2018, 11, 1504. [Google Scholar] [CrossRef] [Green Version]
- Wang, L.; Keshavarzmanesh, S.; Feng, H.Y.; Buchal, R.O. Assembly process planning and its future in collaborative manufacturing: A review. Int. J. Adv. Manuf. Technol. 2009, 41, 132–144. [Google Scholar] [CrossRef]
- Dartigues-Pallez, C.; Ghodous, P.; Grüninger, M.; Pallez, D.; Sriram, R. CAD/CAPP integration using feature ontology. Concurr. Eng. Res. Appl. 2007, 15. [Google Scholar] [CrossRef] [Green Version]
- Hasan, B.; Wikander, J.; Onori, M. Assembly design semantic recognition using solid works-API. Int. J. Mech. Eng. Robot. Res. 2016, 5, 280–287. [Google Scholar]
- Neb, A. Review on Approaches to Generate Assembly Sequences by Extraction of Assembly Features from 3D Models. Procedia CIRP 2019, 81, 856–861. [Google Scholar] [CrossRef]
- Van Holland, W.; Bronsvoort, W.F. Assembly Features and Sequence Planning; Springer: Berlin/Heidelberg, Germany, 1997; pp. 275–284. [Google Scholar] [CrossRef]
- Mullins, S.H.; Anderson, D.C. Automatic identification of geometric constraints in mechanical assemblies. Comput.-Aided Des. 1998, 30, 715–726. [Google Scholar] [CrossRef]
- Babic, B.; Nesic, N.; Miljkovic, Z. A review of automated feature recognition with rule-based pattern recognition. Comput. Ind. 2008, 59, 321–337. [Google Scholar] [CrossRef]
- Venu, B.; Komma, V.R. STEP-based feature recognition from solid models having non-planar surfaces. Int. J. Comput. Integr. Manuf. 2017, 30, 1011–1028. [Google Scholar] [CrossRef]
- Joshi, S.; Chang, T.C. Graph-based heuristics for recognition of machined features from a 3D solid model. Comput.-Aided Des. 1988, 20, 58–66. [Google Scholar] [CrossRef]
- Lockett, H.L.; Guenov, M.D. Graph-based feature recognition for injection moulding based on a mid-surface approach. Comput.-Aided Des. 2005, 37, 251–262. [Google Scholar] [CrossRef] [Green Version]
- Verma, A.K.; Rajotia, S. A review of machining feature recognition methodologies. Int. J. Comput. Integr. Manuf. 2010, 23, 353–368. [Google Scholar] [CrossRef]
- Li, Y.G.; Ding, Y.F.; Mou, W.P.; Guo, H. Feature recognition technology for aircraft structural parts based on a holistic attribute adjacency graph. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2010, 224, 271–278. [Google Scholar] [CrossRef]
- Shah, J.J.; Anderson, D.; Kim, Y.S.; Joshi, S. A discourse on geometric feature recognition from CAD models. J. Comput. Inf. Sci. Eng. 2001, 1, 41–51. [Google Scholar] [CrossRef]
- Verma, A.; Rajotia, S. A hint-based machining feature recognition system for 2.5 D parts. Int. J. Prod. Res. 2008, 46, 1515–1537. [Google Scholar] [CrossRef]
- Geng, W.; Chen, Z.; He, K.; Wu, Y. Feature recognition and volume generation of uncut regions for electrical discharge machining. Adv. Eng. Softw. 2016, 91, 51–62. [Google Scholar] [CrossRef]
- Chan, A.K.W.; CASE, K. Process planning by recognizing and learning machining features. Int. J. Comput. Integr. Manuf. 1994, 7, 77–99. [Google Scholar] [CrossRef] [Green Version]
- Jones, T.; Reidsema, C.; Smith, A. Automated Feature Recognition System for Supporting Engineering Activities Downstream Conceptual Design. Int. J. Knowl. Based Intell. Eng. Syst. 2006, 10, 477–492. [Google Scholar] [CrossRef] [Green Version]
- Chazelle, B.M. Convex Decompositions of Polyhedra; ACM, Inc.: Pittsburgh, PA, USA, 1981; pp. 70–79. [Google Scholar] [CrossRef]
- Sakurai, H.; Chin, C.W. Definition and Recognition of Volume Features for Process Planning. Manuf. Res. Technol. 1994, 20, 65–80. [Google Scholar] [CrossRef]
- Sunil, V.; Pande, S. Automatic recognition of machining features using artificial neural networks. Int. J. Adv. Manuf. Technol. 2009, 41, 932–947. [Google Scholar] [CrossRef]
- Su, H.; Maji, S.; Kalogerakis, E.; Learned-Miller, E. Multi-view convolutional neural networks for 3d shape recognition. In Proceedings of the 2015 IEEE International Conference on Computer Vision (ICCV), Santiago, Chile, 7–13 December 2015; pp. 945–953. [Google Scholar] [CrossRef] [Green Version]
- Fu, K.S. Syntactic Pattern Recognition; CRC Press: Boca Raton, FL, USA, 2019; pp. 37–64. [Google Scholar] [CrossRef]
- Flasiński, M.; Jurek, J. Syntactic pattern recognition: Survey of frontiers and crucial methodological issues. In Computer Recognition Systems 4; Springer: Berlin, Heidelberg, Germany, 2011; pp. 187–196. [Google Scholar]
- Pal, P.; Kumar, A. A hybrid approach for identification of 3D features from CAD database for manufacturing support. Int. J. Mach. Tools Manuf. 2002, 42, 221–228. [Google Scholar] [CrossRef]
- Owodunni, O.; Hinduja, S. Systematic development and evaluation of composite methods for recognition of three-dimensional subtractive features. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2005, 219, 871–890. [Google Scholar] [CrossRef]





| References | Approach | Description | Focus |
|---|---|---|---|
| [30,31,32,33] | Graph-based approach | Boundary surface models (B-Reps) search for surface edge models (face–edge patterns). The boundary representation of each part is transformed into a graph in the form of nodes and edges. Newer approaches tend to enrich the expressiveness of the feature graph by including more attributes. | - Nodes and arcs represent faces and edges - More successful for isolated features (i.e., non-interacting features) |
| [34,35,36] | Hint-based approach | Hint-based methods were developed based on the idea that incomplete representations can search for hints about the presence of certain features. Searching for exact patterns/rules is very prone to errors when features intersect. Recent approaches consider not only faces as hints but also edges and vertices. | - Patterns in the part boundary that provide an indication of the possible existence of a feature - Recognizing machining features from 2D orthographic projections |
| [28,32,37] | Rule-based approach | Features are generalized as templates consisting of characteristic rule patterns, but defined without an explicit representation scheme for feature extraction. Application of rules (e.g., to databases) in which feature instances/templates are stored. | - Predefined constraints are formalized as rules - Broad applicability due to predefined rules that are required for every conceivable feature |
| [28,29,38,39] | Convex-hull volumetric decomposition approach | Decomposition of non-convex objects into convex components with arbitrary shape. Further approaches use the alternating sum of volumes with partitioning (ASVP) to express a non-convex object in form of a sequence of convex volumes. | - Volumetric decomposition into convex volumes - Effective in determining delta volumes for polyhedral parts, but difficulties with curved surfaces |
| [28,29,38,40] | Cell-based volumetric approach | All geometric surfaces are expanded to decompose the delta volume into unit volumes, i.e., minimal cells or simple shapes. The features defined in the cell-based decomposition approach are essentially volumes with simple shapes. | - Volumetric decomposition into minimal cells - Parts with flat surfaces and only in a limited number of cases with convex curved surfaces |
| [41,42] | Neurona- network-based approach | Compared to traditional feature detection methods, neuronal networks do not perform explicit reasoning. Neural networks are able to infer implicit patterns through training with examples. As input date, 2D projections of the CAD model are often used to identify its features. | - Training algorithms, design of network layers, and number of neurons in each layer - Requires structured data, high-quality data, and sufficient quantity of data for the training |
| [43,44] | Synthetic pattern recognition approach | Semantic primitives construct a model of the part, written in a description language Edge boundary classification (EBC): The spatial addressability information of solid models identifies the solid and empty “sides” of a boundary entity. | - Features only in rotationally and axis symmetric elements - Manufacturing features for 2D NC machines (e.g., pockets) |
| [45,46] | Hybrid approaches | Combinations of approaches, e.g., graph-based and hint-based approaches, rule-based and network-based approaches | - Combination of different advantages and limitations of individual approaches - Applicable to different fields |
| Process Type | Part A | Part B | Parameter | Feature | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Name | ID | Name | ID | Name | Unit | Type | Descriptions | Volume (List of Positions and Orientations) | ||||
| Screwing | Block A | 23 | Block B | 24 | Torque | Nm | mechanical | / | / | / | / | Position Orientation |
| Rotational speed | 1/s | mechanical | / | / | / | / | Position Orientation | |||||
| Angle | ° | geometric | / | / | / | / | Position Orientation | |||||
| Joining | Block A | 23 | Block B | 24 | Contact surface | m2 | geometric | / | / | / | / | Position Orientation |
| Lead-in chamfer | true/false | geometric | / | / | / | / | Position Orientation | |||||
| Force | Nm | mechanical | / | / | / | / | Position Orientation | |||||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gonnermann, C.; Gebauer, D.; Daub, R. CAD-Based Feature Recognition for Process Monitoring Planning in Assembly. Appl. Sci. 2023, 13, 990. https://doi.org/10.3390/app13020990
Gonnermann C, Gebauer D, Daub R. CAD-Based Feature Recognition for Process Monitoring Planning in Assembly. Applied Sciences. 2023; 13(2):990. https://doi.org/10.3390/app13020990
Chicago/Turabian StyleGonnermann, Clemens, Daniel Gebauer, and Rüdiger Daub. 2023. "CAD-Based Feature Recognition for Process Monitoring Planning in Assembly" Applied Sciences 13, no. 2: 990. https://doi.org/10.3390/app13020990
APA StyleGonnermann, C., Gebauer, D., & Daub, R. (2023). CAD-Based Feature Recognition for Process Monitoring Planning in Assembly. Applied Sciences, 13(2), 990. https://doi.org/10.3390/app13020990