


The Impact of Ultrasound Pre-Treatment on Hot-Air-Drying Kinetics and Quality of Carrot Slices Assessed by Simulations and Experiments



Abstract
:1. Introduction
2. Material and Experimental Methods
2.1. Material
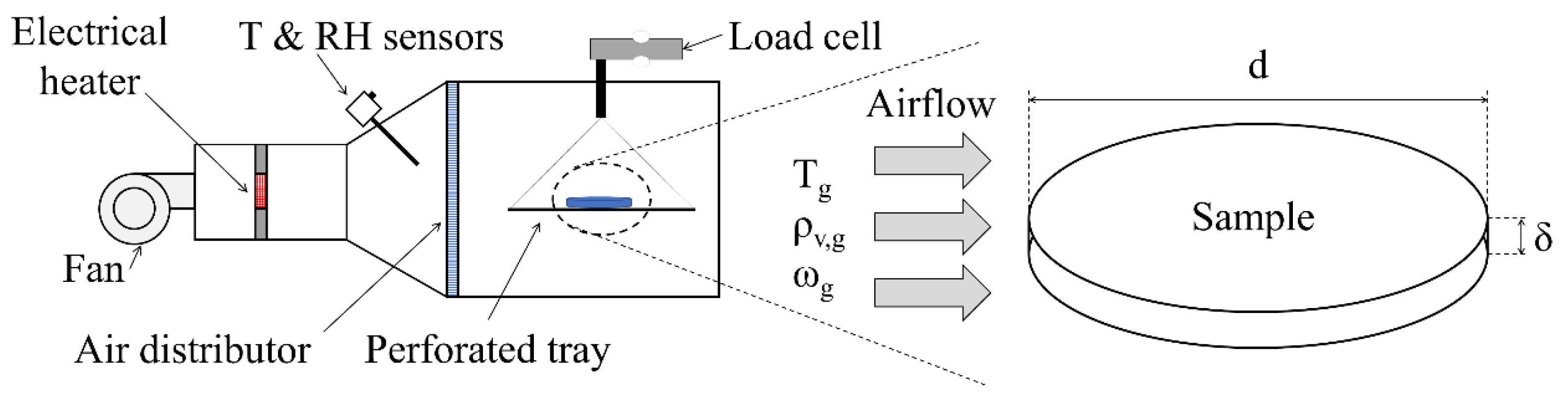
2.2. Experimental Apparatus
2.3. Determination of Moisture Content
3. Drying Model
3.1. Diffusion Model
3.2. Conveyor-Belt-Dryer Model
4. Results and Discussion
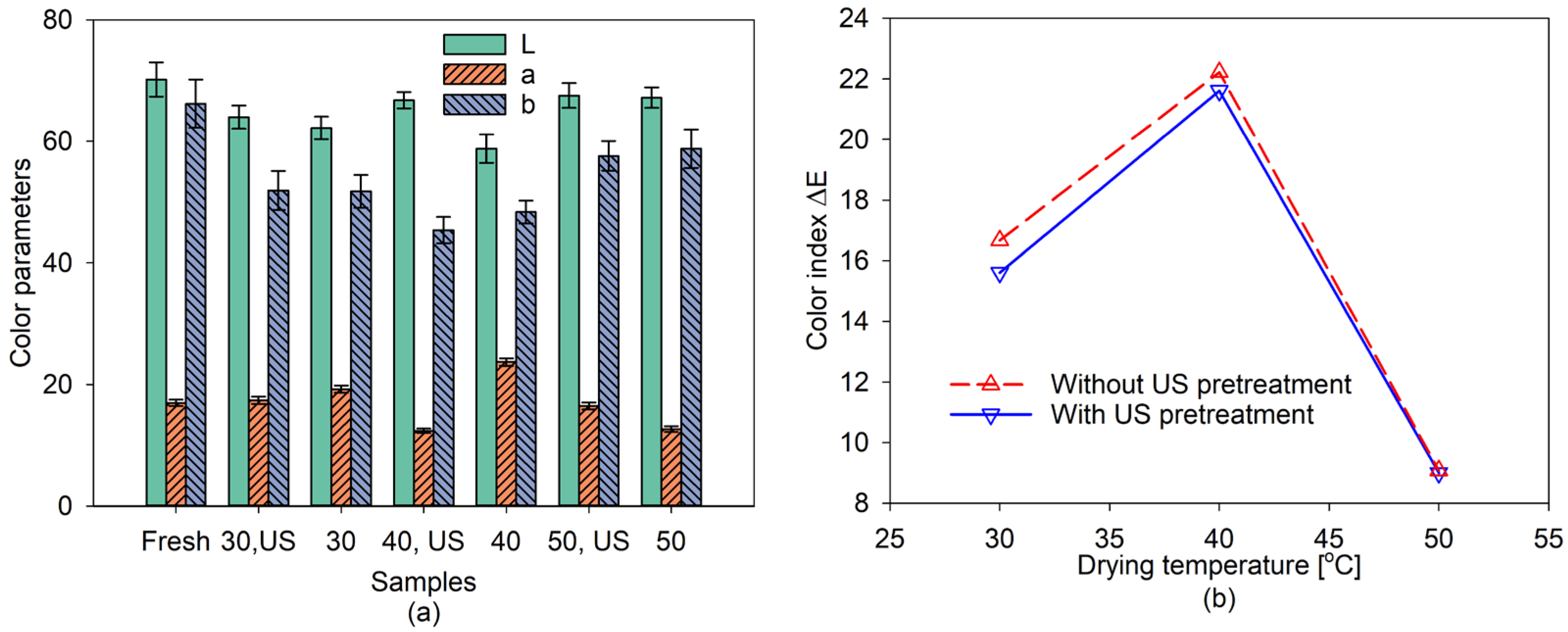
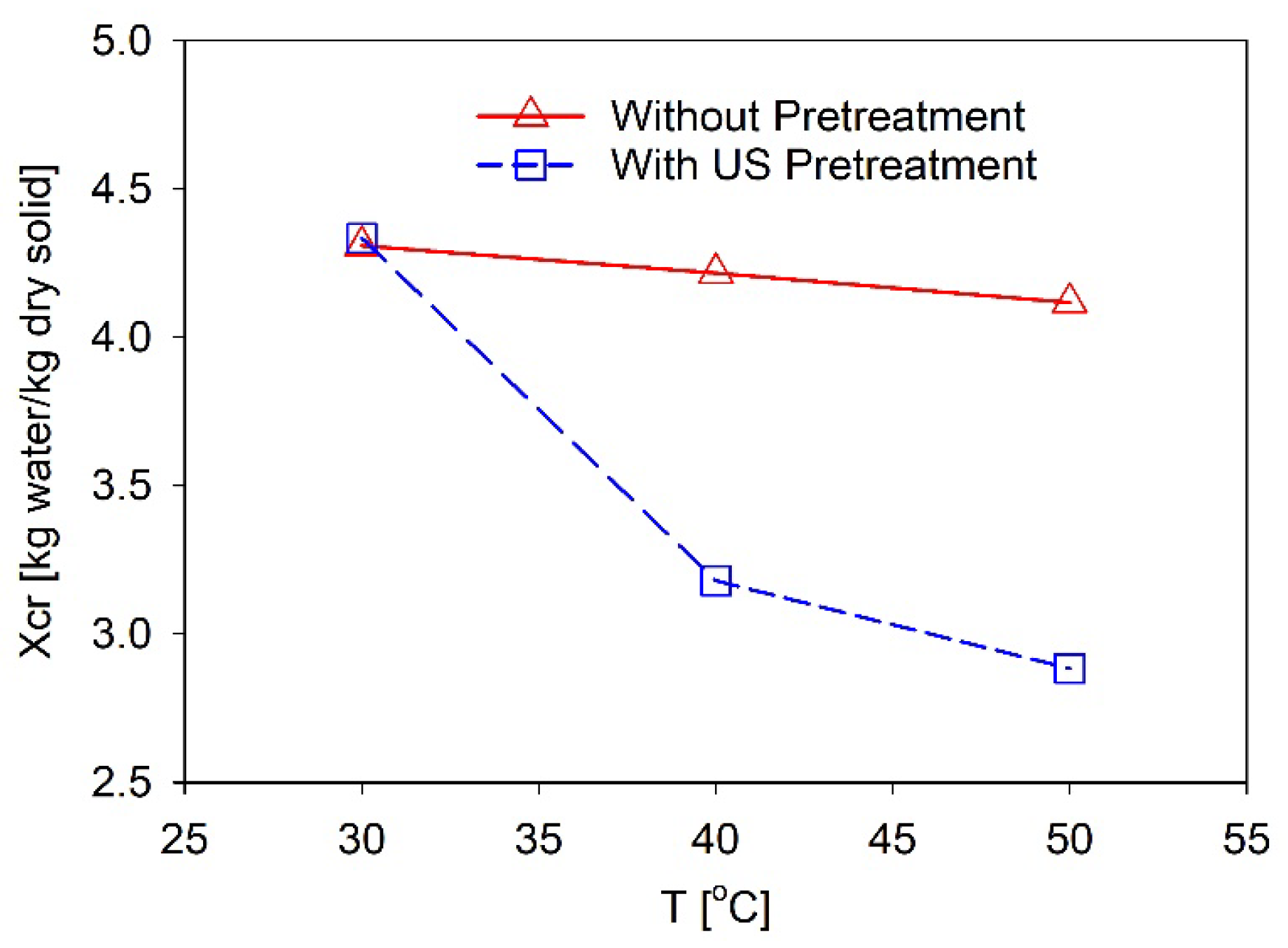
4.1. Influence of Ultrasound Pre-Treatment on Product Quality
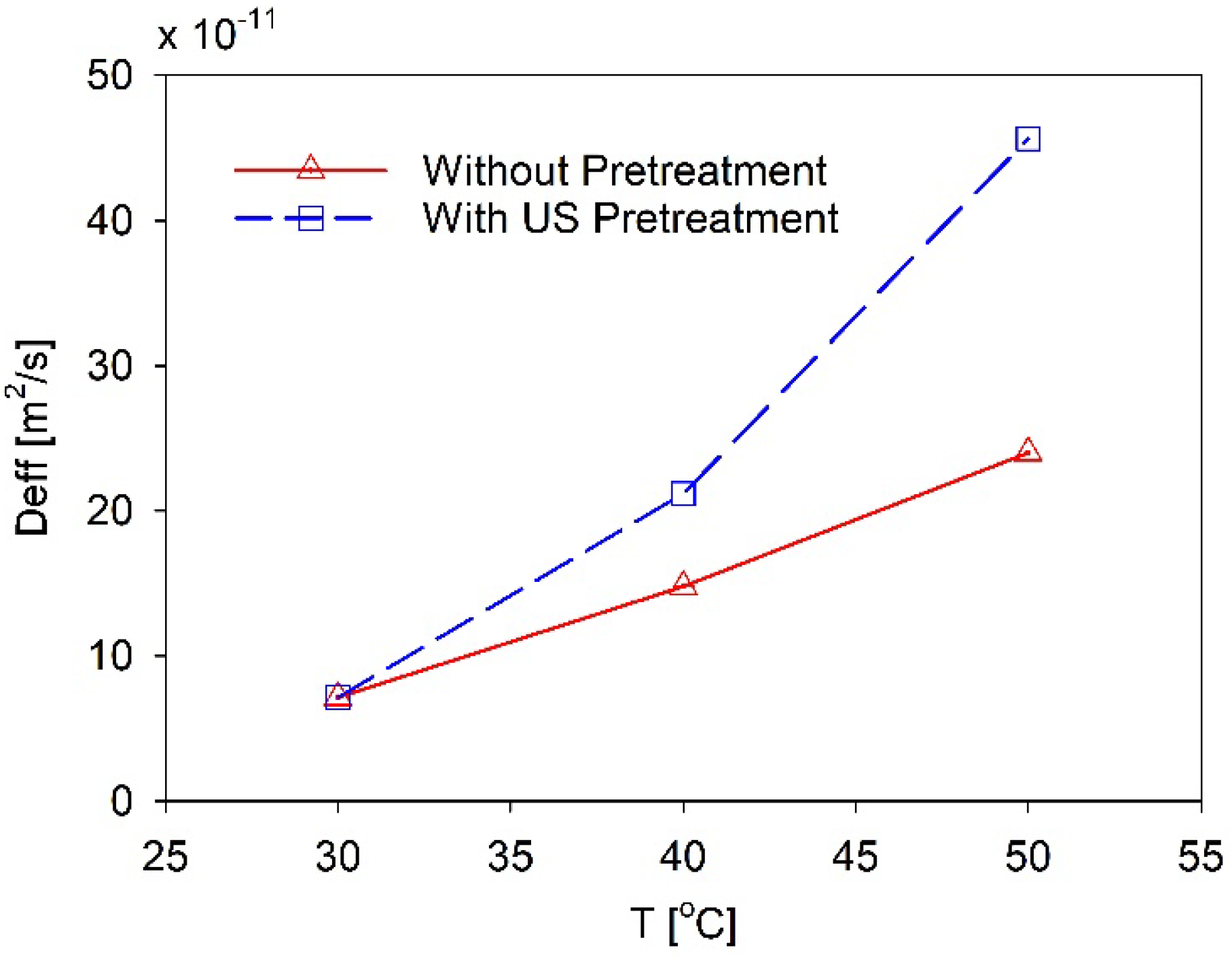
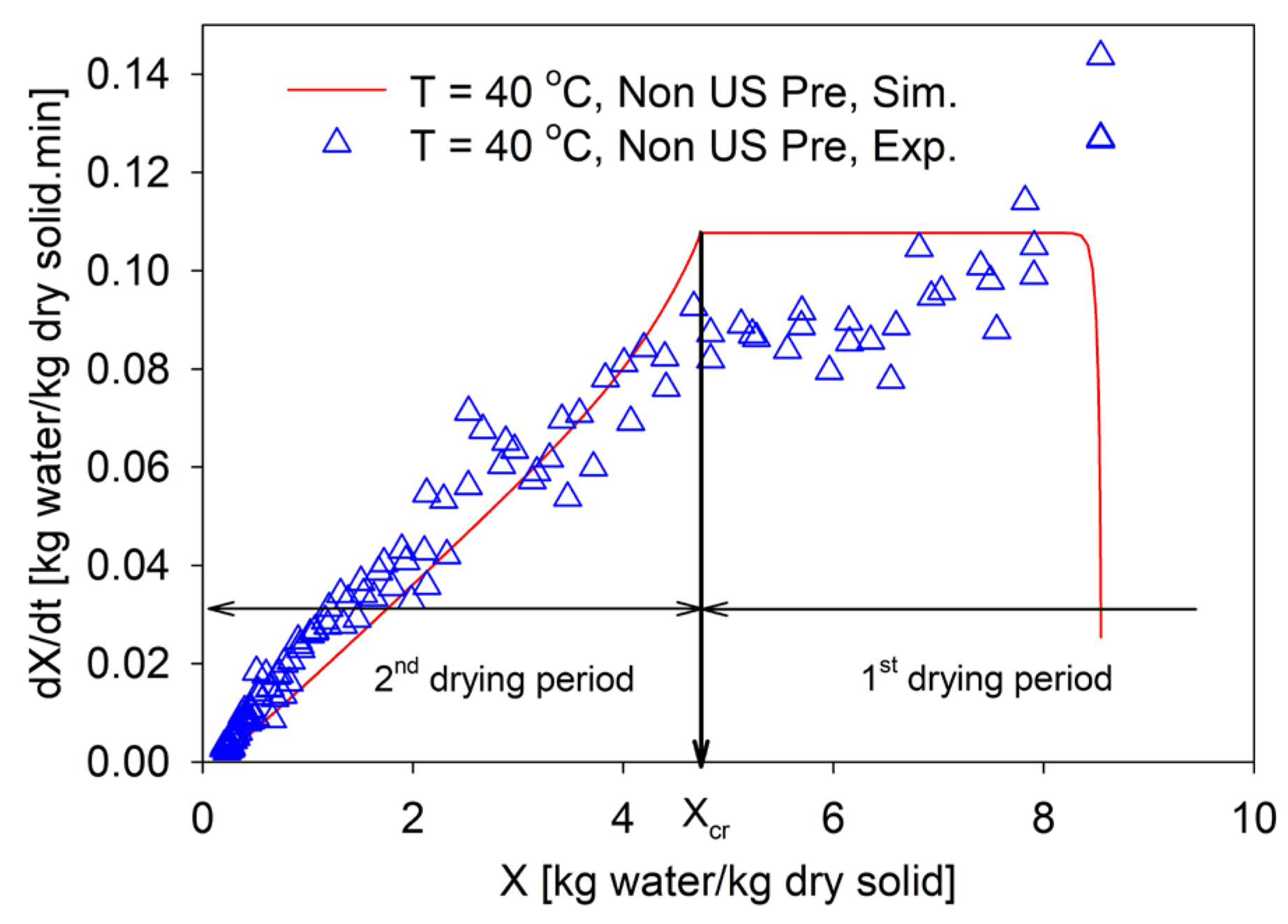
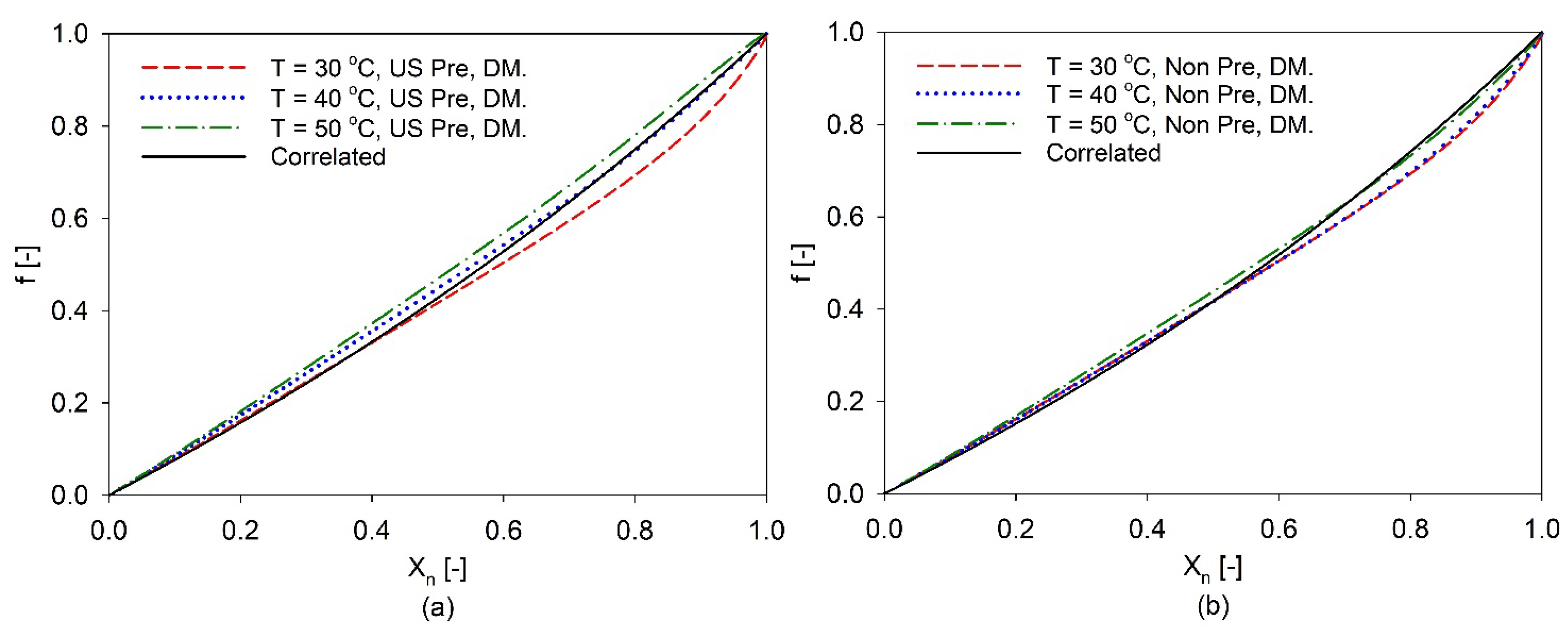
4.2. Influence of Ultrasound Pre-Treatment on Drying Kinetics of a Single Slice
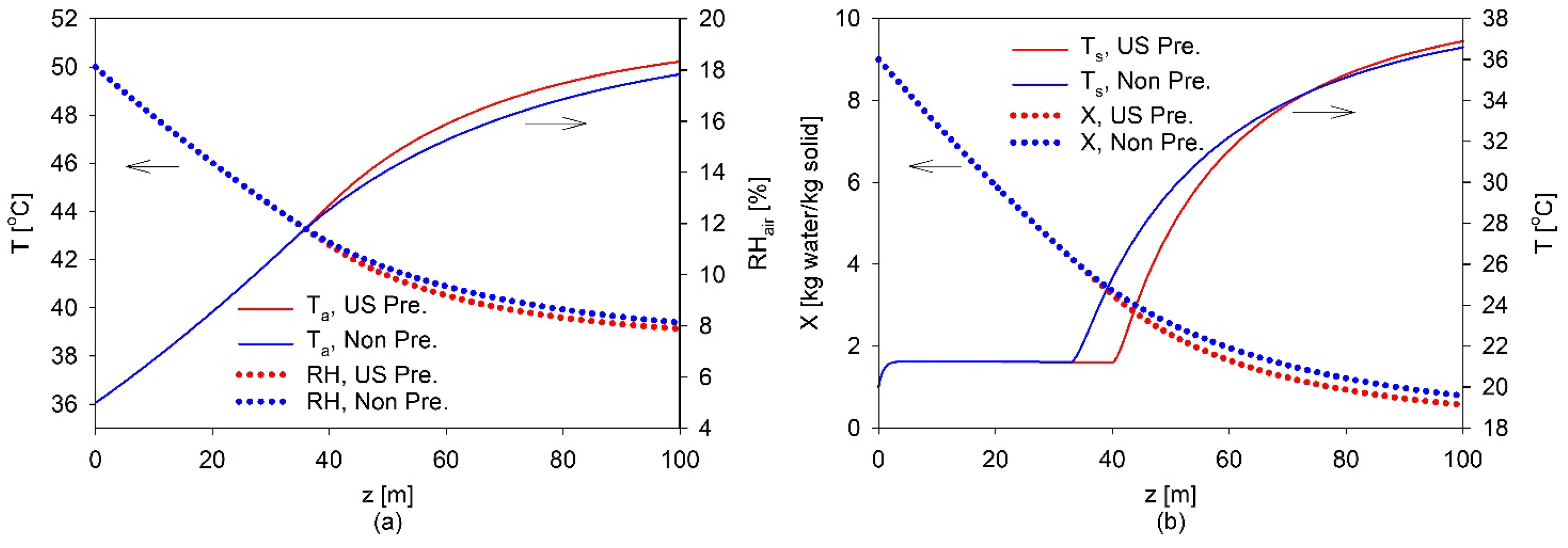
4.3. Influence of Ultrasound Pre-Treatment on Drying Kinetics of Conveyor-Belt Dryer
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Mühlbauer, W.M. Joachim Drying Atlas; Woodhead Publishing: Sawston, UK, 2020. [Google Scholar]
- Aversa, M.; Curcio, S.; Calabrò, V.; Iorio, G. Experimental Evaluation of Quality Parameters During Drying of Carrot Samples. Food Bioprocess Technol. 2009, 5, 118–129. [Google Scholar] [CrossRef]
- Srikiatden, J.; Roberts, J.S. Measuring moisture diffusivity of potato and carrot (core and cortex) during convective hot air and isothermal drying. J. Food Eng. 2006, 74, 143–152. [Google Scholar] [CrossRef]
- Srikiatden, J.; Roberts, J.S. Predicting moisture profiles in potato and carrot during convective hot air drying using isothermally measured effective diffusivity. J. Food Eng. 2008, 84, 516–525. [Google Scholar] [CrossRef]
- Mujumdar, A.S. (Ed.) Handbook of Industrial Drying, 4th ed.; CRC Press: Boca Raton, FL, USA, 2015. [Google Scholar]
- Kiranoudis, C.T.; Maroulis, Z.B.; Marinos-Kouris, D. Model Selection in Air Drying of Foods. Dry. Technol. 1992, 10, 1097–1106. [Google Scholar] [CrossRef]
- Zielinska, M.; Markowski, M. Air drying characteristics and moisture diffusivity of carrots. Chem. Eng. Process. Process Intensif. 2010, 49, 212–218. [Google Scholar] [CrossRef]
- Ruiz-Cabrera, M.A.; Salgado-Cervantes, M.; Walislewski-Kubiak, K.; Garcίa-Alvarado, M.Y. The Effect of Path Diffusion on the Effective Moisture Diffuslvlty in Carrot Slabs. Dry. Technol. 1997, 15, 169–181. [Google Scholar] [CrossRef]
- Eim, V.S.; Urrea, D.; Rosselló, C.; García-Pérez, J.V.; Femenia, A.; Simal, S. Optimization of the Drying Process of Carrot (Daucus carotav. Nantes) on the Basis of Quality Criteria. Dry. Technol. 2013, 31, 951–962. [Google Scholar] [CrossRef]
- Doymaz, İ. Drying kinetics, rehydration and colour characteristics of convective hot-air drying of carrot slices. Heat Mass Transf. 2016, 53, 25–35. [Google Scholar] [CrossRef]
- Souci, S.W.; Fachmannm, W.; Kraut, H. (Eds.) Food Composition and Nutrition Tables, 6th ed.; MedPharm: Guildford, UK, 2020. [Google Scholar]
- Aktaş, M.; Khanlari, A.; Amini, A.; Şevik, S. Performance analysis of heat pump and infrared–heat pump drying of grated carrot using energy-exergy methodology. Energy Convers. Manag. 2017, 132, 327–338. [Google Scholar] [CrossRef]
- Gómez-Daza, J.C.; Ochoa-Martínez, C.I. Kinetic aspects of a dried thin layer carrot in a heat pump dryer. Dyna 2016, 83, 16–20. [Google Scholar] [CrossRef]
- Chen, Z.G.; Guo, X.Y.; Wu, T. A novel dehydration technique for carrot slices implementing ultrasound and vacuum drying methods. Ultrason. Sonochem. 2016, 30, 28–34. [Google Scholar] [CrossRef]
- Prabhanjan, D.G.; Ramaswamy, H.S.; Raghavan, G.S.V. Microwave-assisted convective air drying of thin layer carrots. J. Food Eng. 1995, 25, 283–293. [Google Scholar] [CrossRef]
- Jahanbakhshi, A.; Kaveh, M.; Taghinezhad, E.; Sharabiani, V.R. Assessment of kinetics, effective moisture diffusivity, specific energy consumption, shrinkage, and color in the pistachio kernel drying process in microwave drying with ultrasonic pretreatment. J. Food Process. Preserv. 2020, 44, e14449. [Google Scholar] [CrossRef]
- Jafari, A.; Zare, D. Ultrasound-assisted fluidized bed drying of paddy: Energy consumption and rice quality aspects. Dry. Technol. 2016, 35, 893–902. [Google Scholar] [CrossRef]
- Sledz, M.; Wiktor, A.; Nowacka, M.; Witrowa-Rajchert, D. Drying Kinetics, Microstructure and Antioxidant Properties of Basil Treated by Ultrasound. J. Food Process Eng. 2015, 40, e12271. [Google Scholar] [CrossRef]
- Fikry, M.; Benjakul, S.; Al-Ghamdi, S.; Tagrida, M.; Prodpran, T. Evaluating Kinetics of Convection Drying and Microstructure Characteristics of Asian Seabass Fish Skin without and with Ultrasound Pretreatment. Foods 2023, 12, 3024. [Google Scholar] [CrossRef]
- Pandiselvam, R.; Aydar, A.Y.; Kutlu, N.; Aslam, R.; Sahni, P.; Mitharwal, S.; Gavahian, M.; Kumar, M.; Raposo, A.; Yoo, S.; et al. Individual and interactive effect of ultrasound pre-treatment on drying kinetics and biochemical qualities of food: A critical review. Ultrason. Sonochemistry 2023, 92, 106261. [Google Scholar] [CrossRef] [PubMed]
- Ricce, C.; Rojas, M.L.; Miano, A.C.; Siche, R.; Augusto, P.E.D. Ultrasound pre-treatment enhances the carrot drying and rehydration. Food Res. Int 2016, 89 Pt 1, 701–708. [Google Scholar] [CrossRef] [PubMed]
- Wang, L.; Xu, B.; Wei, B.; Zeng, R. Low frequency ultrasound pretreatment of carrot slices: Effect on the moisture migration and quality attributes by intermediate-wave infrared radiation drying. Ultrason. Sonochemistry 2018, 40 Pt A, 619–628. [Google Scholar] [CrossRef]
- Gamboa-Santos, J.; Soria, A.C.; Villamiel, M.; Montilla, A. Quality parameters in convective dehydrated carrots blanched by ultrasound and conventional treatment. Food Chem. 2013, 141, 616–624. [Google Scholar] [CrossRef] [PubMed]
- Friso, D. Conveyor-Belt Dryers with Tangential Flow for Food Drying: Mathematical Modeling and Design Guidelines for Final Moisture Content Higher Than the Critical Value. Inventions 2020, 5, 22. [Google Scholar] [CrossRef]
- Friso, D. Mathematical Modelling of Conveyor-Belt Dryers with Tangential Flow for Food Drying up to Final Moisture Content below the Critical Value. Inventions 2021, 6, 43. [Google Scholar] [CrossRef]
- Kiranoudis, C.T.; Maroulis, Z.B.; Marinos-Kouris, D. Modelling and design of conveyor belt dryers. J. Food Eng. 1994, 23, 375–396. [Google Scholar] [CrossRef]
- Montazer-Rahmati, M.M.; Amini-Horri, B. From Laboratory Experiments to Design of a Conveyor-Belt Dryer via Mathematical Modeling. Dry. Technol. 2005, 23, 2389–2420. [Google Scholar] [CrossRef]
- Khan, M.I.H.; Kumar, C.; Joardder, M.U.H.; Karim, M.A. Determination of appropriate effective diffusivity for different food materials. Dry. Technol. 2016, 35, 335–346. [Google Scholar] [CrossRef]
- Le, K.H.; Tsotsas, E.; Kharaghani, A. Continuum-scale modeling of superheated steam drying of cellular plant porous media. Int. J. Heat Mass Transf. 2018, 124, 1033–1044. [Google Scholar] [CrossRef]
- Vu, H.T.; Tsotsas, E. Mass and Heat Transport Models for Analysis of the Drying Process in Porous Media: A Review and Numerical Implementation. Int. J. Chem. Eng. 2018, 2018, 9456418. [Google Scholar] [CrossRef]
- ASHRAE. Refrigeration SI Edition; Ashrae Publisher: Atlanta, GA, USA, 2006. [Google Scholar]
- Le, K.H.; Tran, T.T.H.; Tsotsas, E.; Kharaghani, A. Superheated Steam Drying of Single Wood Particles: Modeling and Comparative Study with Hot Air Drying. Chem. Eng. Technol. 2020, 44, 114–123. [Google Scholar] [CrossRef]
- Mujumdar, A.S. Handbook of Industrial Drying; Taylor & Francis: Abingdon, UK, 2006. [Google Scholar]
- Salehi, F.; Kashaninejad, M. Modeling of moisture loss kinetics and color changes in the surface of lemon slice during the combined infrared-vacuum drying. Inf. Process. Agric. 2018, 5, 516–523. [Google Scholar] [CrossRef]
- Magalhães, M.L.; Cartaxo, S.J.; Gallão, M.I.; García-Pérez, J.V.; Cárcel, J.A.; Rodrigues, S.; Fernandes, F.A. Drying intensification combining ultrasound pre-treatment and ultrasound-assisted air drying. J. Food Eng. 2017, 215, 72–77. [Google Scholar] [CrossRef]
- Rawson, A.; Tiwari, B.; Tuohy, M.; O’donnell, C.; Brunton, N. Effect of ultrasound and blanching pretreatments on polyacetylene and carotenoid content of hot air and freeze dried carrot discs. Ultrason. Sonochemistry 2011, 18, 1172–1179. [Google Scholar] [CrossRef] [PubMed]
- García-Pérez, J.V.; Rosselló, C.; Cárcel, J.A.; De la Fuente, S.; Mulet, A. Effect of Air Temperature on Convective Drying Assisted by High Power Ultrasound. Defect Diffus. Forum 2006, 258–260, 563–574. [Google Scholar]
- Huang, D.; Men, K.; Li, D.; Wen, T.; Gong, Z.; Sunden, B.; Wu, Z. Application of ultrasound technology in the drying of food products. Ultrason. Sonochem. 2020, 63, 104950. [Google Scholar] [CrossRef] [PubMed]
- Llavata, B.; García-Pérez, J.V.; Simal, S.; Cárcel, J.A. Innovative pre-treatments to enhance food drying: A current review. Curr. Opin. Food Sci. 2020, 35, 20–26. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Constituent | Moisture | Protein | Fat | Carbohydrate | Fiber | Ash |
|---|---|---|---|---|---|---|
| Mass fraction (%) | 88.29 | 0.93 | 0.24 | 6.58 | 3.00 | 0.96 |
| Drying Process | (m2/s) | (KJ/mol.K) |
|---|---|---|
| With US pre-treatment | 87.76 | 1.01 |
| Without US pre-treatment | 41.62 | 49.53 |
| Drying Process | Values |
|---|---|
| Belt width | 2 m |
| Inlet air temperature | 50 °C |
| Inlet air relative humidity | 10% |
| Inlet air velocity | 0.9 m/s |
| Dry air mass flow rate | 3 kg/s |
| Inlet drying product temperature | 20 °C |
| Inlet drying product moisture content | 9 kg water/kg solid |
| Dried solid mass flow rate | 0.005 kg solid/s |
| Final Moisture Content | Belt Length | |
|---|---|---|
| US Pre-Treatment | Non-Pre-Treatment | |
| 1 kg water/kg dried solid | 77.5 m | 89.2 m |
| 0.75 kg water/kg dried solid | 88.4 m | 102.7 m |
| 0.5 kg water/kg dried solid | 105.9 m | 124.3 m |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tran, T.T.H.; Nguyen, T.T.D.; Kharaghani, A.; Le, K.H. The Impact of Ultrasound Pre-Treatment on Hot-Air-Drying Kinetics and Quality of Carrot Slices Assessed by Simulations and Experiments. Appl. Sci. 2023, 13, 11865. https://doi.org/10.3390/app132111865
Tran TTH, Nguyen TTD, Kharaghani A, Le KH. The Impact of Ultrasound Pre-Treatment on Hot-Air-Drying Kinetics and Quality of Carrot Slices Assessed by Simulations and Experiments. Applied Sciences. 2023; 13(21):11865. https://doi.org/10.3390/app132111865
Chicago/Turabian StyleTran, Thi Thu Hang, Thi Thuy Dung Nguyen, Abdolreza Kharaghani, and Kieu Hiep Le. 2023. "The Impact of Ultrasound Pre-Treatment on Hot-Air-Drying Kinetics and Quality of Carrot Slices Assessed by Simulations and Experiments" Applied Sciences 13, no. 21: 11865. https://doi.org/10.3390/app132111865
APA StyleTran, T. T. H., Nguyen, T. T. D., Kharaghani, A., & Le, K. H. (2023). The Impact of Ultrasound Pre-Treatment on Hot-Air-Drying Kinetics and Quality of Carrot Slices Assessed by Simulations and Experiments. Applied Sciences, 13(21), 11865. https://doi.org/10.3390/app132111865