
Mechanical and Microstructural Studies of High Performance Concrete with Condensed Silica Fume


Abstract
:1. Introduction
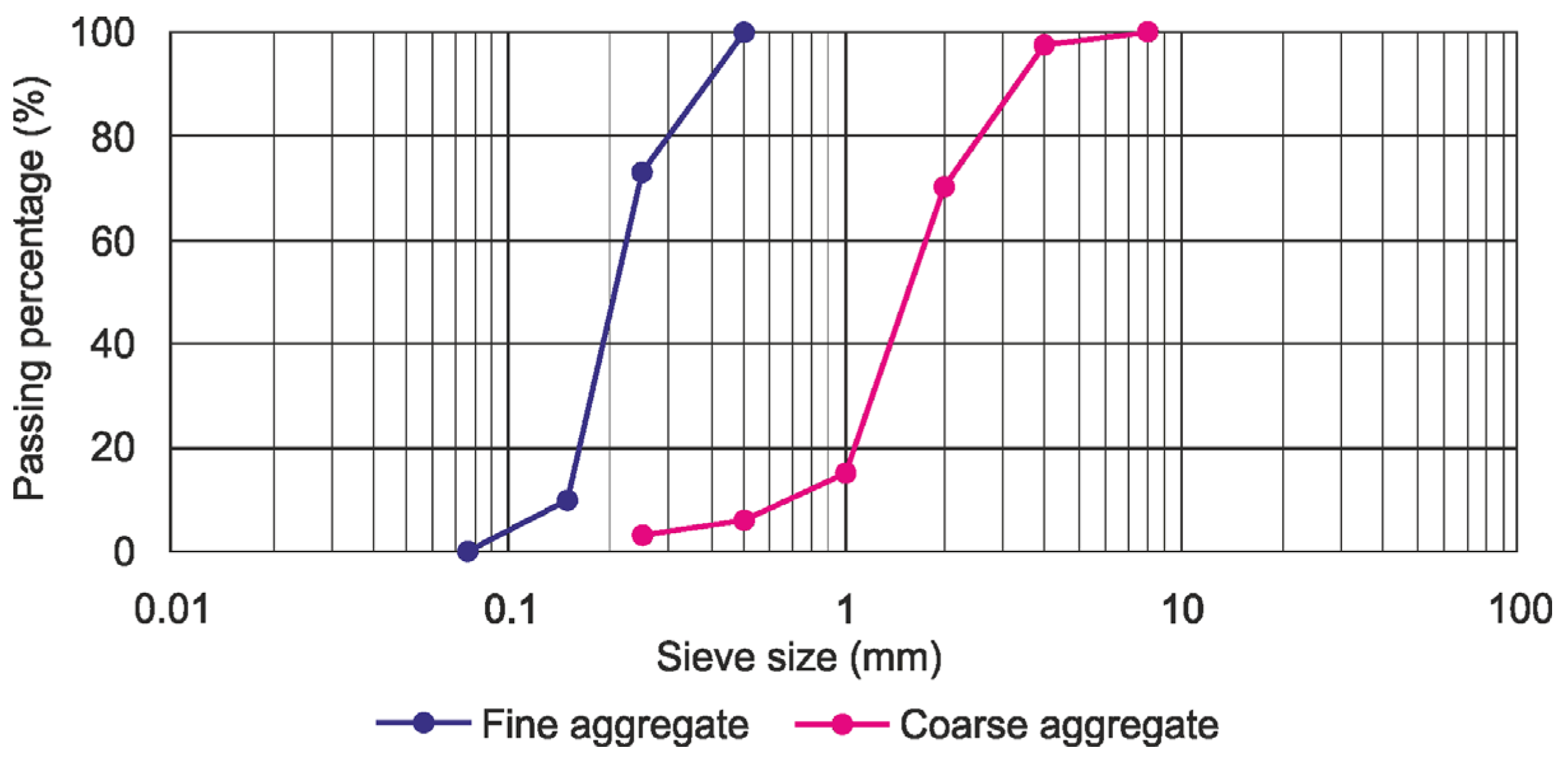
2. Materials and Methods
3. Results and Discussion
3.1. Compressive Strength
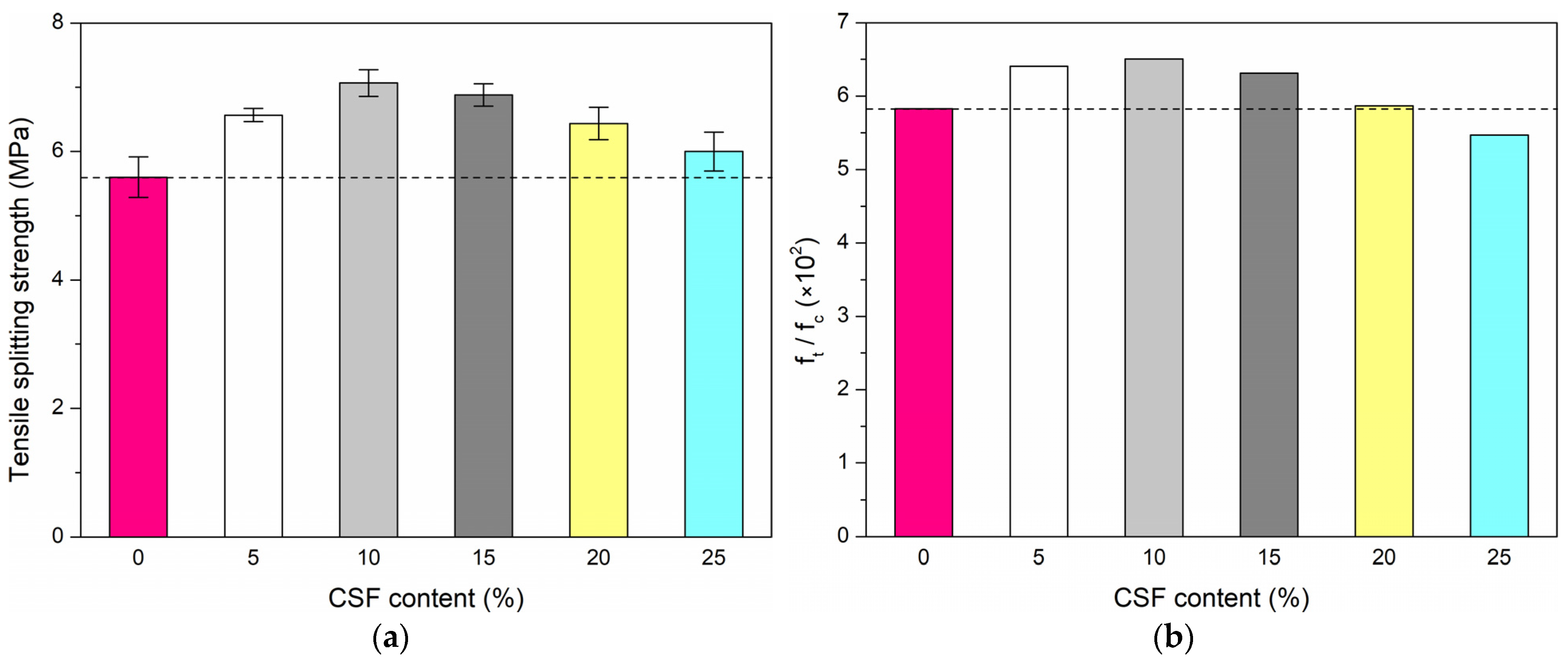
3.2. Tensile Splitting Strength
3.3. Modulus of Elasticity
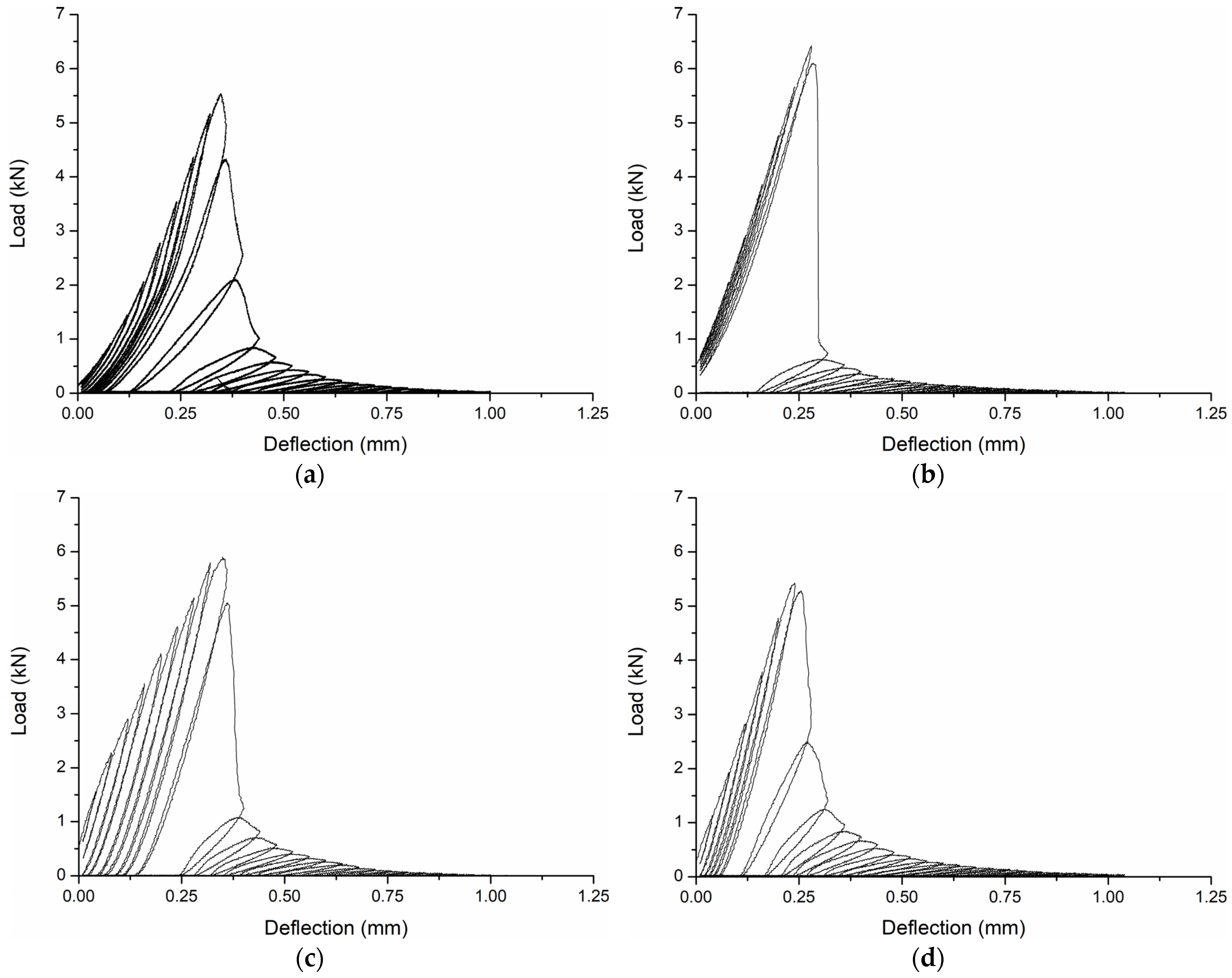
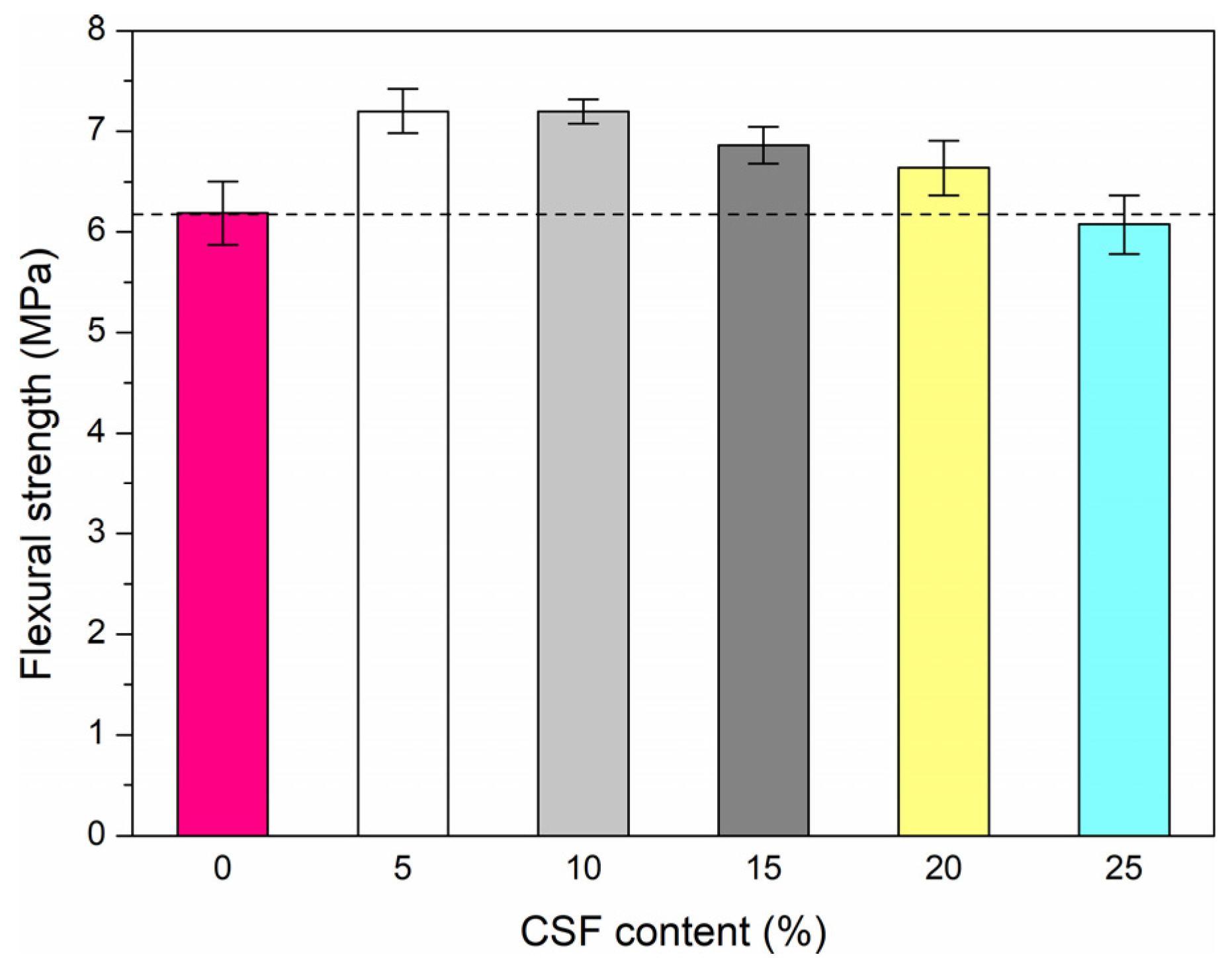
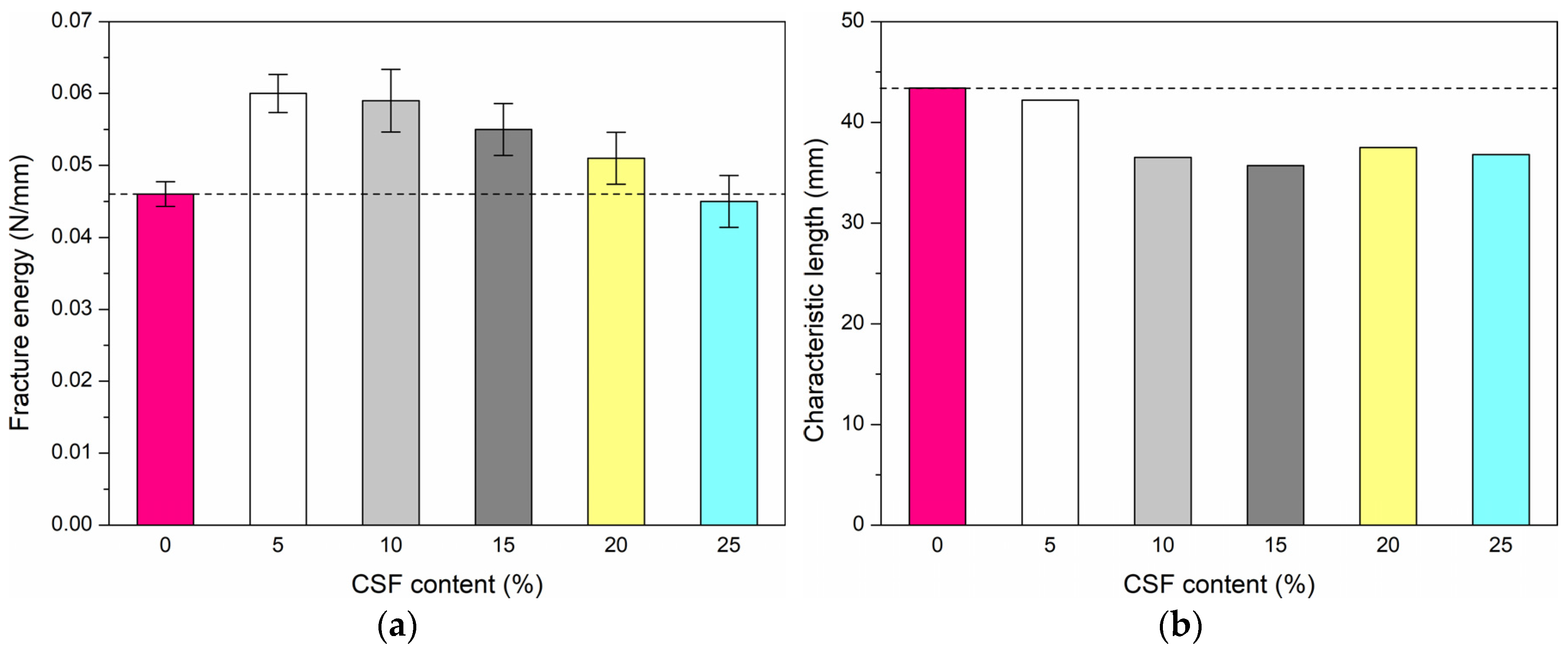
3.4. Flexural Strength and Fracture Properties
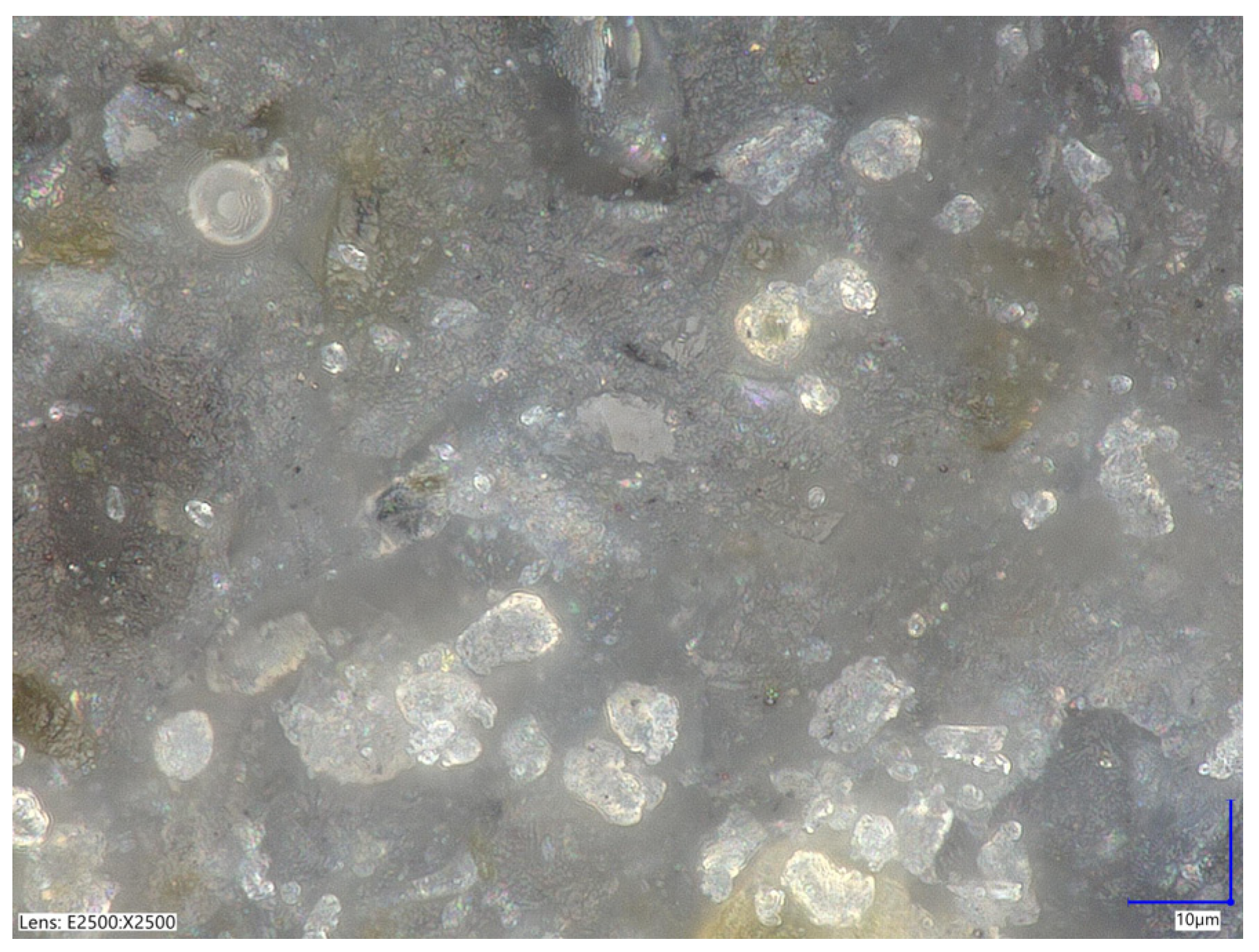
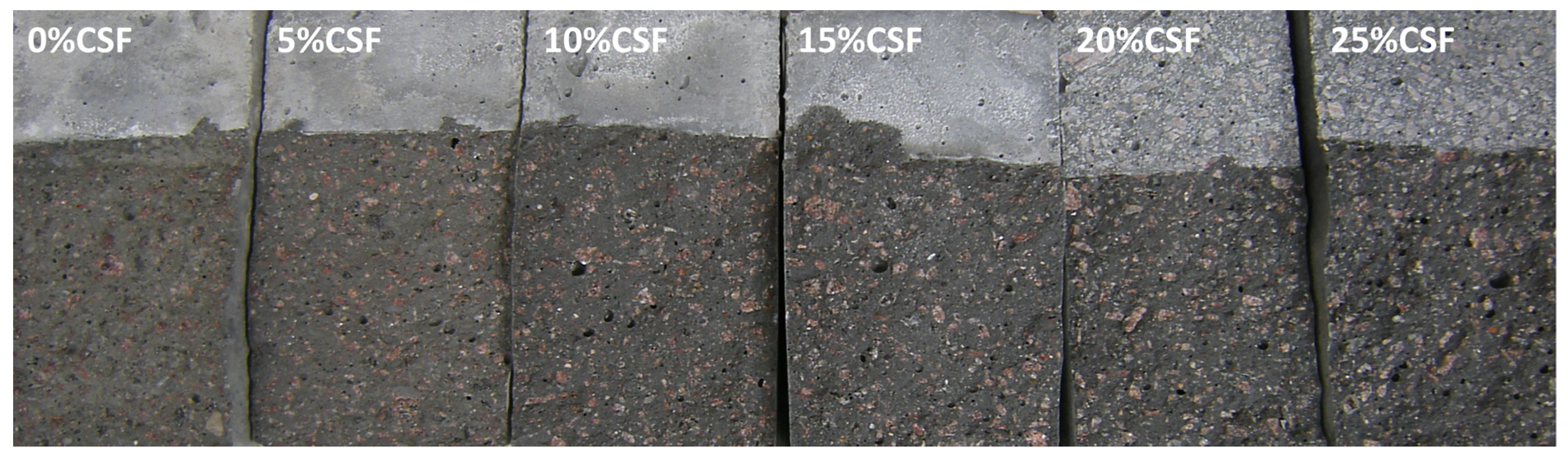
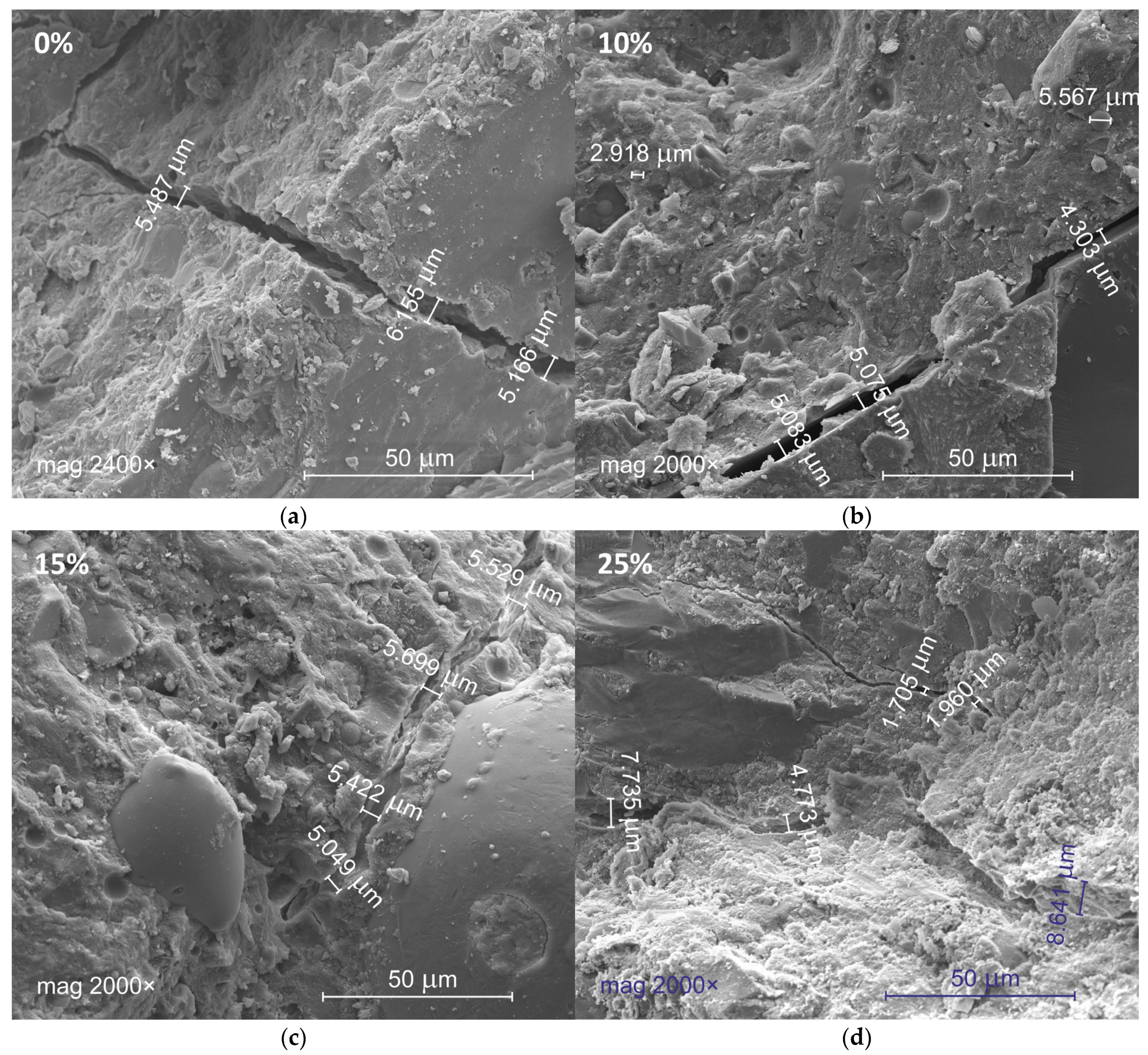
3.5. Microstructure
4. Conclusions
- The compressive strength increases in the range of 6.5–14% with increasing CSF content compared to reference specimens without the implementation of CSF.
- The tensile splitting strength of HPC improves significantly with the addition of CSF. Tensile splitting strength increases in the range of 7–26% in comparison with the reference specimens. In the tested HPC, the values of the tensile splitting strength are in the range of 5.5–6.5% of the compressive strength, while for normal strength concrete this value is about 10%.
- The elastic modulus improves gradually as the CSF content increases to 10%, and then decreases to 25% CSF. It increases slightly in the range of 3–4.5% with the 5–20% addition of CSF, compared to the reference HPC. On the contrary, the modulus of elasticity is decreased by 0.5% for 25% CSF.
- Replacing the cement with 5–20% CSF in HPC significantly increases the flexural strength in the range of 7–16% compared to reference HPC. In contrast, for 25% CSF content, the flexural strength decreases by 2%.
- The 5–20% use of CSF significantly improves fracture energy in the range of 11–30.5% compared to reference HPC. However, the fracture energy decreases by 2% for 25% CSF.
- The characteristic length decreases in the range of 3–18% with the 5–25% addition of CSF, compared to the reference mix. HPC with 15% CSF substitution is the most brittle, which is due to the shortest characteristic length.
- The reduction of ITZ around the aggregate grains and the formation of higher-strength hydration products results in smaller microcrack widths in all CSF-added HPC.
- The microcrack width gradually decreases in the range of 11–2% with increasing CSF content from 5% to 20%, in comparison with the reference HPC. However, the microcrack width increases by 2% for 25% CSF.
- HPC containing CSF is characterized by a significant increase in compressive strength (up to 14% with 20% and 25% CSF) and flexural strength (16% with 5% and 10% CSF). However, the most significant improvements can be seen in splitting tensile strength (up to 26% with 10% CSF) and fracture energy (30.5% with 5% CSF). Significant decreases in the characteristic length (up to 18% with 15% CSF) and the width of the micro-cracks (13% with 10% CSF) are related to the greater brittleness and better durability of HPC concrete with the addition of CSF, respectively. In turn, the increase in modulus of elasticity is negligible (up to 4.5% with 10% CSF). Therefore, condensed silica fume can be used to produce high performance, sustainable concrete, but replacement should not exceed 20%.
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Meyer, C. The greening of the concrete industry. Cem. Concr. Compos. 2009, 31, 601–605. [Google Scholar] [CrossRef]
- Seleem, H.E.-D.H.; Rashad, A.M.; El-Sabbagh, B.A. Durability and strength evaluation of high-performance concrete in marine structures. Constr. Build. Mater. 2010, 24, 878–884. [Google Scholar] [CrossRef]
- Wu, Z.; Shi, C.; Khayat, K. Influence of silica fume content on microstructure development and bond to steel fiber in ultra-high strength cement-based materials (UHSC). Cem. Concr. Compos. 2016, 71, 97–109. [Google Scholar] [CrossRef] [Green Version]
- Pedro, D.; de Brito, J.; Evangelista, L. Durability performance of high-performance concrete made with recycled aggregates, fly ash and densified silica fume. Cem. Concr. Compos. 2018, 93, 63–74. [Google Scholar] [CrossRef]
- Smarzewski, P. Mechanical Properties of Ultra-High Performance Concrete with Partial Utilization of Waste Foundry Sand. Buildings 2020, 10, 11. [Google Scholar] [CrossRef] [Green Version]
- Zhang, P.; Han, S.; Golewski, G.L.; Wang, X. Nanoparticle-reinforced building materials with applications in civil engineering. Adv. Mech. Eng. 2020, 12, 1–4. [Google Scholar] [CrossRef]
- Brescia-Norambuena, L.; González, M.; Avudaiappan, S.; Saavedra Flores, E.I.; Grasley, Z. Improving concrete underground mining pavements performance through the synergic effect of silica fume, nanosilica, and polypropylene fibers. Constr. Build. Mater. 2021, 285, 122895. [Google Scholar] [CrossRef]
- Smarzewski, P. Property Assessment of Self-compacting Basalt Fiber Reinforced Concrete. In Fibre Reinforced Concrete: Improvements and Innovations II; Serna, P., Llano-Torre, A., Martí-Vargas, J., Navarro-Gregori, J., Eds.; RILEM Book series; Springer: Cham, Switzerland, 2022; Volume 36, pp. 186–197. ISBN 978-3-030-83718-1. [Google Scholar] [CrossRef]
- Khan, K.; Ahmad, W.; Amin, M.N.; Nazar, S. Nano-Silica-Modified Concrete: A Bibliographic Analysis and Comprehensive Review of Material Properties. Nanomaterials 2022, 12, 1989. [Google Scholar] [CrossRef]
- Smarzewski, P.; Stolarski, A. Properties and Performance of Concrete Materials and Structures. Crystals 2022, 12, 1193. [Google Scholar] [CrossRef]
- Yogendran, V.; Langan, B.W.; Haque, M.N.; Ward, M.A. Silica fume in high-strength concrete. ACI Mater. J. 1987, 84, 124–129. [Google Scholar]
- Russell, H.G.; Chairman; Anderson, A.R.; Banning, J.O.; Cantor, I.G.; Carrasquillo, R.; Cook, J.E.; Frantz, G.; Hester, W.; Anderson, D.; et al. ACI, A. 363R-92, State-of-the-art report on high-strength concrete (reapproved in 1997). Comput. Sci. 1998, 363, 92. [Google Scholar]
- Sabir, B.B. High-strength condensed silica fume concrete. Mag. Concr. Res. 1995, 47, 219–226. [Google Scholar] [CrossRef]
- Kjellsen, K.O.; Hallgren, M.; Wallevik, O.H. Fracture mechanical properties of high-performance concrete—Influence of silica fume. Mater. Struct. 2000, 33, 552–558. [Google Scholar] [CrossRef]
- Zhou, F.; Barr, B.; Lydon, F. Fracture properties of high strength concrete with varying silica fume content and aggregates. Cem. Concr. Res. 1995, 25, 543–552. [Google Scholar] [CrossRef]
- Tasdemir, C.; Tasdemir, M.A.; Lydon, F.D.; Barr, B.I. Effects of silica fume and aggregate size on the brittleness of concrete. Cem. Concr. Res. 1996, 26, 63–68. [Google Scholar] [CrossRef]
- Köksal, F.; Altun, F.; Yiğit, I.; Şahin, Y. Combined effect of silica fume and steel fiber on the mechanical properties of high strength concretes. Constr. Build. Mater. 2008, 22, 1874–1880. [Google Scholar] [CrossRef]
- Smarzewski, P. Comparative Fracture Properties of Four Fibre Reinforced High Performance Cementitious Composites. Materials 2020, 13, 2612. [Google Scholar] [CrossRef]
- Khan, M.; Rehman, A.; Ali, M. Efficiency of silica-fume content in plain and natural fiber reinforced concrete for concrete road. Constr. Build. Mater. 2020, 244, 118382. [Google Scholar] [CrossRef]
- Smarzewski, P. Flexural toughness evaluation of basalt fibre reinforced HPC beams with and without initial notch. Compos. Struct. 2019, 235, 111769. [Google Scholar] [CrossRef]
- Ibrahim, Y.E.; Adamu, M.; Marouf, M.L.; Ahmed, O.S.; Drmosh, Q.A.; Malik, M.A. Mechanical Performance of Date-Palm-Fiber-Reinforced Concrete Containing Silica Fume. Buildings 2022, 12, 1642. [Google Scholar] [CrossRef]
- Chandra, S.; Berntsson, L. Use of Silica Fume in Concrete. In Waste Materials Used in Concrete Manufacturing; Chandra, S., Ed.; Noyes Publications: Westwood, NJ, USA, 1997; p. 669. [Google Scholar]
- Smarzewski, P. Influence of silica fume on mechanical and fracture properties of high performance concrete. Procedia Struct. Integr. 2019, 17, 5–12. [Google Scholar] [CrossRef]
- Gupta, S. Application of Silica Fume and Nanosilica in Cement and Concrete–A Review. J. Today’s Ideas -Tomorrow’s Technol. 2013, 1, 85–98. [Google Scholar] [CrossRef]
- Hooton, R.D. Influence of silica fume replacement of cement on physical properties and resistance to sulfate attack, freezing and thawing, and alkali-silica reactivity. ACI Mater. J. 1993, 90, 143–151. [Google Scholar]
- Siddique, R.; Chahal, N. Use of silicon and ferrosilicon industry by-products (silica fume) in cement paste and mortar. Resour. Conserv. Recycl. 2011, 55, 739–744. [Google Scholar] [CrossRef]
- Lazaro, A.; Yu, Q.; Brouwers, H. Nanotechnologies for sustainable construction. Sustain. Constr. Mater. 2016, 4, 55–78. [Google Scholar] [CrossRef]
- Dybeł, P.; Furtak, K. Influence of silica fume content on the quality of bond conditions in high-performance concrete specimens. Arch. Civ. Mech. Eng. 2017, 17, 795–805. [Google Scholar] [CrossRef]
- Zhang, Y.; Zhang, W.; Zhang, Y. Combined effect of fine aggregate and silica fume on properties of Portland cement pervious concrete. Adv. Concrete Constr. 2019, 8, 47–54. [Google Scholar]
- Yin, X.; Sun, H.; Zeng, W.; Xiang, Y.; Zhou, T.; Ma, D.; Yang, C. Manipulating the LUMO distribution of quinoxaline-containing architectures to design electron transport materials: Efficient blue phosphorescent organic light-emitting diodes. Org. Electron. 2020, 37, 439–447. [Google Scholar] [CrossRef]
- Toutanji, A.H.; Bayasi, Z. Effect of curing procedures on properties of silica fume concrete. Cem. Concr. Res. 1999, 29, 497–501. [Google Scholar] [CrossRef]
- Atis, C.; Özcan, F.; Kılıç, A.; Karahan, O.; Bilim, C.; Severcan, M. Influence of dry and wet curing conditions on compressive strength of silica fume concrete. Build. Environ. 2005, 40, 1678–1683. [Google Scholar] [CrossRef]
- Kjellsen, K.O.; Wallevik, O.H.; Fjällberg, L. Microstructure and microchemistry of the paste–aggregate interracial transition zone of high-performance concrete. Adv. Cem. Res. 1998, 10, 33–40. [Google Scholar] [CrossRef]
- Wedding, P.A.; Swamy, R.N. Properties of high-strength concrete. Cem. Concr. Aggreg. 1986, 8, 33–41. [Google Scholar] [CrossRef]
- John, R.; Shah, S.P. Fracture Mechanics Analysis of High-Strength Concrete. J. Mater. Civ. Eng. 1989, 1, 185–198. [Google Scholar] [CrossRef]
- Ahmad, S.H.; Shah, S.P. Complete triaxial stress–strain curves for concrete. Proc. Am. Soc. Civ. Eng. 1982, 108, 728–742. [Google Scholar] [CrossRef]
- Kadri, E.H.; Duval, R.; Aggoun, S.; Kenai, S. Silica fume effect on hydration heat and compressive strength of high-performance concrete. ACI Mater. J. 2009, 106, 107. [Google Scholar]
- Gesoglu, M.; Güneyisi, E.; Asaad, D.; Muhyaddin, G. Properties of low binder ultra-high performance cementitious composites: Comparison of nanosilica and microsilica. Constr. Build. Mater. 2016, 102, 706–713. [Google Scholar] [CrossRef]
- Li, L.; Zheng, J.; Ng, P.; Zhu, J.; Kwan, A. Cementing efficiencies and synergistic roles of silica fume and nano-silica in sulphate and chloride resistance of concrete. Constr. Build. Mater. 2019, 223, 965–975. [Google Scholar] [CrossRef]
- Duval, R.; Kadri, E. Influence of Silica Fume on the Workability and the Compressive Strength of High-Performance Concretes. Cem. Concr. Res. 1998, 28, 533–547. [Google Scholar] [CrossRef]
- Toutanji, H.A.; El-Korchi, T. The influence of silica fume on the compressive strength of cement paste and mortar. Cem. Concr. Res. 1995, 25, 1591–1602. [Google Scholar] [CrossRef]
- Zhang, P.; Liu, C.H.; Li, Q.F.; Zhang, T.H.; Wang, P. Fracture properties of steel fibre reinforced high-performance concrete containing nano-SiO2 and fly ash. Curr Sci. 2014, 106, 980–987. [Google Scholar]
- Smarzewski, P. Influence of basalt-polypropylene fibres on fracture properties of high performance concrete. Compos. Struct. 2018, 209, 23–33. [Google Scholar] [CrossRef]
- Smarzewski, P. Study of Bond Strength of Steel Bars in Basalt Fibre Reinforced High Performance Concrete. Crystals 2020, 10, 436. [Google Scholar] [CrossRef]
- Ahmad, W.; Khan, M.; Smarzewski, P. Effect of Short Fiber Reinforcements on Fracture Performance of Cement-Based Materials: A Systematic Review Approach. Materials 2021, 14, 1745. [Google Scholar] [CrossRef] [PubMed]
- PN-B-19707:2013-10; Cement. Special Cement. Composition, Specifications and Conformity Criteria. 2013. Available online: https://sklep.pkn.pl/pn-b-19707-2013-10p.html?options=cart (accessed on 8 February 2023).
- PN-EN 197-1:2012; Cement. Composition, Specifications and Conformity Criteria for Common Cements. 2012. Available online: https://sklep.pkn.pl/pn-en-197-1-2012p.html?options=cart (accessed on 8 February 2023).
- PN-EN 933-1:2012; Tests for Geometrical Properties of Aggregates. Determination of Particle Size Distribution. Sieving Method. 2012. Available online: https://sklep.pkn.pl/pn-en-933-1-2012e.html?options=cart (accessed on 8 February 2023).
- PN-EN 12390-3:2019-07; Testing Hardened Concrete. Compressive Strength of Test Specimens. 2019. Available online: https://sklep.pkn.pl/pn-en-12390-3-2019-07p.html?options=cart (accessed on 8 February 2023).
- Vikan, H.; Justnes, H. Rheology of cementitious paste with silica fume or limestone. Cem. Concr. Res. 2007, 37, 1512–1517. [Google Scholar] [CrossRef]
- PN-EN 12390-6:2011; Testing Hardened Concrete. Tensile Splitting Strength of Test Specimens. 2011. Available online: https://sklep.pkn.pl/pn-en-12390-6-2011p.html?options=cart (accessed on 8 February 2023).
- ASTM C469/C469M-14; Standard Test Method for Static Modulus of Elasticity and Poisson’s Ratio of Concrete in Compression. ASTM International: West Conshohocken, PA, USA, 2014.
- RILEM TC 89-FMT. Size-effect method for determining fracture energy and process zone size of concrete. Mat. Struct. 1990, 23, 461–465. [Google Scholar] [CrossRef]
- Gettu, R.; Shah, S.P. Fracture mechanics. In High Performance Concretes and Applications; Shah, S.P., Ahmad, S.H., Eds.; Edward Arnold: London, UK, 1994; p. 337. [Google Scholar]
- Montgomery, D.C. Design and Analysis of Experiments, 2nd ed.; John Wiley & Sons: New York, NY, USA, 1984. [Google Scholar]
- Kansal, C.M.; Singla, S.; Garg, R. Effect of Silica Fume & Steel Slag on Nano-silica based High-Performance Concrete. IOP Conf. Series: Mater. Sci. Eng. 2020, 961, 012012. [Google Scholar] [CrossRef]
- Zhang, Z.; Zhang, B.; Yan, P. Hydration and microstructures of concrete containing raw or densified silica fume at different curing temperatures. Constr. Build. Mater. 2016, 121, 483–490. [Google Scholar] [CrossRef]
- Lura, P.; Jensen, O.; Breugel, K. Autogenous shrinkage in high-performance cement paste: An evaluation of basic mechanisms. Cem. Concr. Res. 2003, 33, 223–232. [Google Scholar] [CrossRef]
- Lee, S.F.; Jacobsen, S. Study of interfacial microstructure, fracture energy, compressive energy and debonding load of steel fiber-reinforced mortar. Mater. Struct. 2011, 44, 1451–1465. [Google Scholar] [CrossRef] [Green Version]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material Properties | Cement | CSF |
|---|---|---|
| Specific surface area (m2/kg) | 484 | 17,000 |
| Water demand (%) | 30 | - |
| Start of setting (min) | 160 | - |
| End of setting (min) | 210 | - |
| Volume stability according to Le Chatelier (mm) | 0 | - |
| Compressive strength at 2 days (MPa) | 40.3 | - |
| Tensile strength at 2 days (MPa) | 6.46 | - |
| Costs (EUR/ton) | 255 | 117 |
| Composition (%) | SiO2 | Al2O3 | Fe2O3 | CaO | MgO | SO3 | K2O | Na2O | Cl | Loss on Ignition | Insoluble Matter |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Cement | 19.99 | 4.19 | 3.76 | 64.82 | 1.14 | 3.25 | 0.46 | 0.24 | 0.07 | 3.01 | 0.18 |
| CSF | 94.80 | 1.30 | 0.83 | 0.56 | 0.71 | - | 1.26 | 0.41 | - | 0.12 | - |
| Mixture ID | Cement (kg/m3) | CSF | CA (kg/m3) | FA (kg/m3) | Superplasticizer | Water (kg/m3) | ||
|---|---|---|---|---|---|---|---|---|
| (kg/m3) | (%) | (kg/m3) | (%) | |||||
| CSF0 | 745 | 0 | 0 | 1000 | 500 | 20 | 2.7 | 186 |
| CSF5 | 708 | 37 | 5 | |||||
| CSF10 | 670 | 75 | 10 | |||||
| CSF15 | 633 | 112 | 15 | |||||
| CSF20 | 596 | 149 | 20 | |||||
| CSF25 | 559 | 186 | 25 | |||||
| Test | Shape | Dimensions (mm) | Number |
|---|---|---|---|
| Compression | Cube | 100 × 100 × 100 | 18 |
| Splitting tensile | 18 | ||
| Modulus of elasticity | Cylinder | 150 × 300 | 18 |
| Three point bending | Notched beam | 80 × 150 × 700 | 18 |
| Mixture ID | Fp (kN) | KIc (MN/m1.5) | GIc (N/mm) | A (N × m) | JIc (N/mm) | CTOD (μm) | lch (mm) |
|---|---|---|---|---|---|---|---|
| CSF0 | 5.5 | 1.18 | 0.046 | 8.71 | 0.54 | 20.50 | 43.4 |
| CSF5 | 6.4 | 1.37 | 0.060 | 9.66 | 0.60 | 23.13 | 42.2 |
| CSF10 | 6.4 | 1.37 | 0.059 | 19.58 | 1.22 | 22.70 | 36.5 |
| CSF15 | 6.1 | 1.31 | 0.055 | 29.20 | 1.83 | 21.83 | 35.7 |
| CSF20 | 5.9 | 1.26 | 0.051 | 12.63 | 0.79 | 21.25 | 37.5 |
| CSF25 | 5.4 | 1.16 | 0.045 | 6.91 | 0.43 | 20.17 | 36.8 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Smarzewski, P. Mechanical and Microstructural Studies of High Performance Concrete with Condensed Silica Fume. Appl. Sci. 2023, 13, 2510. https://doi.org/10.3390/app13042510
Smarzewski P. Mechanical and Microstructural Studies of High Performance Concrete with Condensed Silica Fume. Applied Sciences. 2023; 13(4):2510. https://doi.org/10.3390/app13042510
Chicago/Turabian StyleSmarzewski, Piotr. 2023. "Mechanical and Microstructural Studies of High Performance Concrete with Condensed Silica Fume" Applied Sciences 13, no. 4: 2510. https://doi.org/10.3390/app13042510
APA StyleSmarzewski, P. (2023). Mechanical and Microstructural Studies of High Performance Concrete with Condensed Silica Fume. Applied Sciences, 13(4), 2510. https://doi.org/10.3390/app13042510