
Complex Job Shop Simulation “CoJoSim”—A Reference Model for Simulating Semiconductor Manufacturing

 , , ,
, , ,
Abstract
:Featured Application
Abstract
1. Introduction
2. Related Work
2.1. Modeling and Simulation of Complex Systems
2.2. Reference Models and Their Implementation
2.3. Reference Models for Manufacturing
2.4. MIMAC
2.5. Research Gap
3. Complex Job Shop Simulation
3.1. Approach
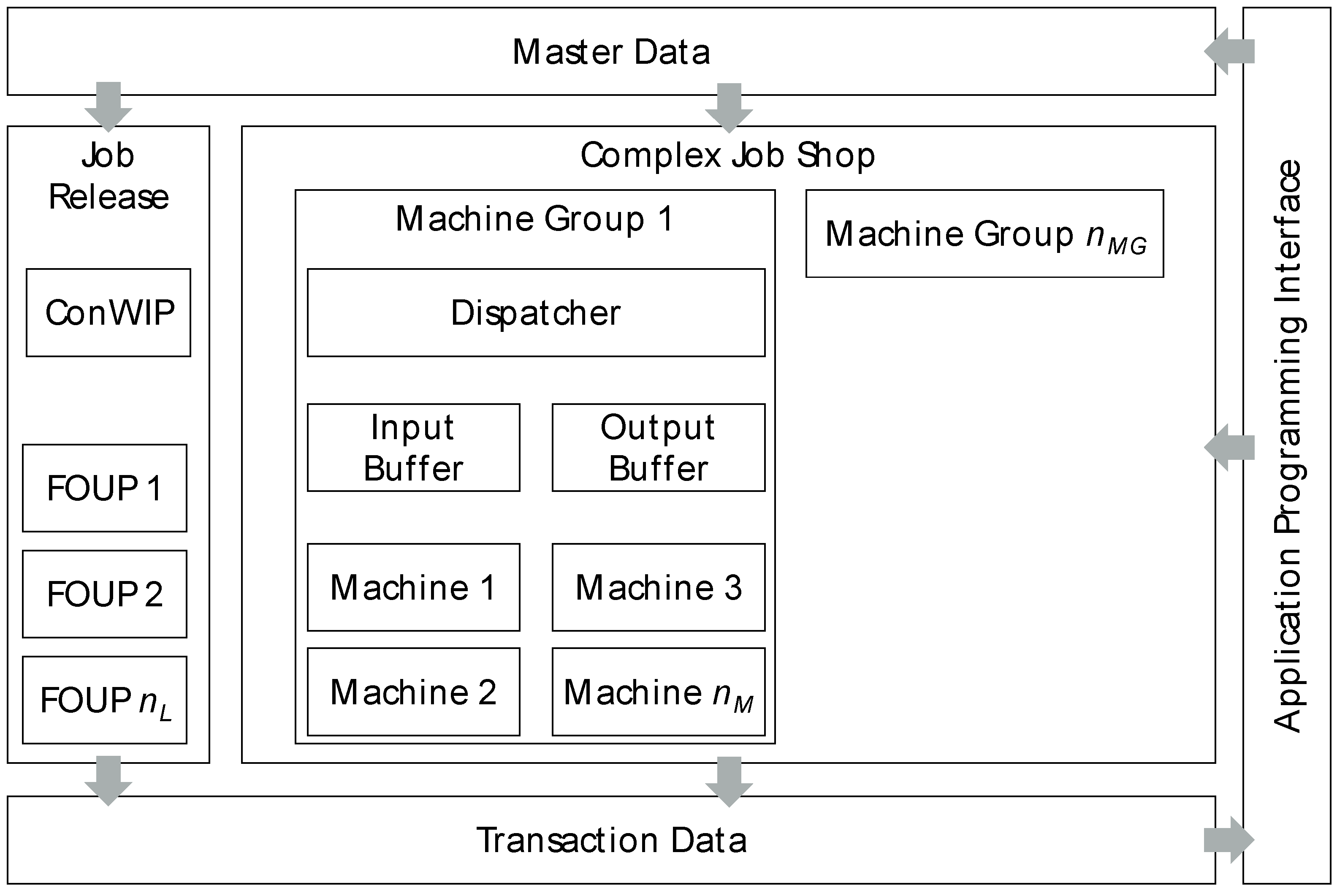
3.2. Structure
- PerUnit: Machines of this type process each unit, which are wafers in semiconductor manufacturing, separately.
- PerLot: Machines of this type process each lot in a single rush.
- PerBatch: Machines of this type process batches consisting of a number of lots between a minimum and a maximum number.
3.3. Assumptions
- CoJoSim’s underlying MIMIAC data set does not define the batching mechanism for PerBatch machine groups exactly. Therefore, a suitable batching mechanism has been developed for CoJoSim jointly with a semiconductor manufacturer. It works as follows: A buffer at the machine group collects lots waiting for either one-third of the processing time or reaching the maximum number of lots for the batch. For two bottleneck processes with a processing time of 22 h and more, waiting time is defined as one-twelfth of processing time. When one of these limits (time or capacity) is reached, all lots of the batch are processed simultaneously by the PerBatch machine group and are subsequently made available in the output buffer for transport.
- In semiconductor manufacturing, an increasing trend towards the automation of transport processes can be observed. To simplify the model, operators were, therefore, analogously to work in [48], not explicitly modeled in CoJoSim. In order to represent the transport processes, transport times are defined for each machine group in each work route. Additionally, transport components such as automated guided vehicles could be modeled separately and integrated using CoJoSim’s API.
- In order to achieve a pragmatic model design, the rework of single wafers and the rework of single lots are combined in one routine in CoJoSim. Rerouting for lots to be reworked is implemented as described by the underlying MIMAC data set. To select lots for rework, the uniform distribution between 0 and 100 is used to compare distribution results with probabilities.
- To reduce CoJoSim’s complexity, scrap of single wafers is not modeled. Instead, scrap of single lots is considered with a higher frequency. Lots that are selected as scrap are separated after each process step and collected in separate storages. To select lots for scrap, the uniform distribution between 0 and 100 is used to compare distribution results with probabilities.
3.4. Features
- Different applications require different data and mechanisms. Furthermore, boundary conditions for applications and their simulation models may change over time. CoJoSim is therefore designed modularly to allow the addition, modification, or removal of modules and subclasses (cf. Section 3.2) at any time.
- An API enables CoJoSim to interact with its environment allowing external software to write master data to the model (e.g., work routes), to adapt the structure of the complex job shop environment simulated (e.g., machine groups) or its mechanisms (e.g., dispatching methods) and to read transaction data from the model (e.g., delivery dates of finished lots).
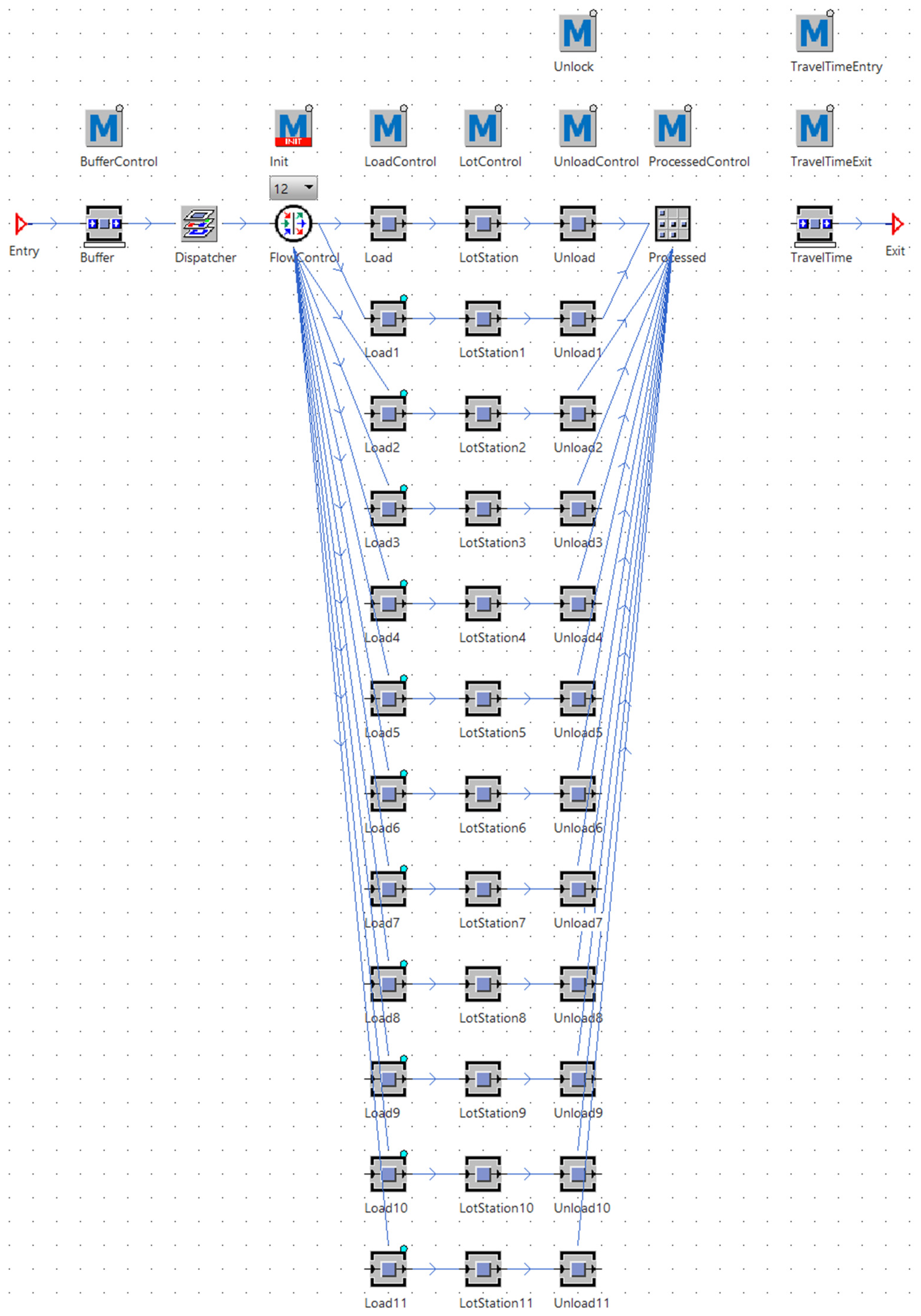
- As described in Section 3.2, CJSM is structured by an adjustable number of machine groups. Within a machine group, there are one to nM machines which are of type PerUnit, PerLot or PerBatch. Within one machine group, there can only be a single machine type. It is the dispatcher’s task, if a machine of the machine group becomes available, to select a unit/lot/batch to process next. Due to its modular design, common dispatching rules according to the literature [53] are considered by default in the dispatcher and could be selected before running the model. They could be easily complemented by additional dispatching rules or other manufacturing control approaches. This can overcome the research gap that, unlike with the underlying MIMAC, an explicit prioritization of lots, rather than a first-come-first-serve rule, is available.
- A particular focus of CoJoSim is to comprehensively collect transaction data. Therefore, whenever a lot is entering or leaving a machine group, transaction data is updated. All data is stored in a so-called manufacturing feedback data table, structured according to Table 3. The data could be used within CoJoSim, as well as accessed by the API. The manufacturing feedback data enables (external) scripts to analyze key performance indicators (e.g., adherence to schedule, yield, etc.) via the API.
4. Reference Implementation
4.1. Benefits of a Reference Implementation for CoJoSim
4.2. Specifics of CoJoSim’s Reference Implementation
5. Application
6. Conclusions and Outlook
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Mack, O.; Khare, A. Perspectives on a VUCA World. In Managing in a VUCA World; Mack, O., Khare, A., Krämer, A., Burgartz, T., Eds.; Springer: Cham, Switzerland, 2016; pp. 3–19. ISBN 978-3-319-16888-3. [Google Scholar]
- Bauernhansl, T.; Hörcher, G.; Bressner, M.; Röhm, M. MANUFUTURE-DE: Identification of Priority Research Topics for the Sustainable Development of European Research Programs for the Manufacturing Industry until 2030; Fraunhofer IPA: Stuttgart, Germany, 2018. [Google Scholar]
- Aelker, J.; Bauernhansl, T.; Ehm, H. Managing Complexity in Supply Chains: A Discussion of Current Approaches on the Example of the Semiconductor Industry. Procedia CIRP 2013, 7, 79–84. [Google Scholar] [CrossRef]
- Mönch, L.; Fowler, J.W.; Mason, S.J. Production Planning and Control for Semiconductor Wafer Fabrication Facilities: Modeling, Analysis, and Systems; Springer: New York, NY, USA, 2013; ISBN 9781461444718. [Google Scholar]
- Mönch, L.; Uzsoy, R.; Fowler, J.W. A survey of semiconductor supply chain models part I: Semiconductor supply chains, strategic network design, and supply chain simulation. Int. J. Prod. Res. 2018, 56, 4524–4545. [Google Scholar] [CrossRef]
- Mönch, L.; Fowler, J.W.; Dauzère-Pérès, S.; Mason, S.J.; Rose, O. A survey of problems, solution techniques, and future challenges in scheduling semiconductor manufacturing operations. J. Sched. 2011, 14, 583–599. [Google Scholar] [CrossRef]
- Lödding, H. Handbook of Manufacturing Control: Fundamentals, Description, Configuration; Springer: Berlin/Heidelberg, Germany, 2013; ISBN 978-3-642-24457-5. [Google Scholar]
- Waschneck, B.; Bauernhansl, T.; Altenmüller, T.; Kyek, A. Production Scheduling in Complex Job Shops from an Industry 4.0 Perspective: A Review and Challenges in the Semiconductor Industry. In Proceedings of the International Conference on Knowledge Technologies and Data-Driven Business (i-KNOW 2016), Graz, Austria, 18–19 October 2016. [Google Scholar]
- ElMaraghy, W.; ElMaraghy, H.; Tomiyama, T.; Monostori, L. Complexity in engineering design and manufacturing. CIRP Ann. Manuf. Technol. 2012, 61, 793–814. [Google Scholar] [CrossRef]
- Uzsoy, R.; Lee, C.-Y.; Martin-Vega, L.A. A Review of Production Planning and Scheduling Models in the Semiconductor Industry: Part I: System Characteristics, Performance Evaluation and Production Planning. IIE Trans. 1992, 24, 47–60. [Google Scholar] [CrossRef]
- Pinedo, M. Scheduling: Theory, Algorithms, and Systems, 5th ed.; Springer: Cham, Switzerland, 2016; ISBN 978-3-319-26578-0. [Google Scholar]
- Fowler, J.W.; Mönch, L.; Ponsignon, T. Discrete-event simulation for semiconductor wafer fabrication facilities: A tutorial. Int. J. Ind. Eng. Theory Appl. Pract. 2015, 22, 661–682. [Google Scholar]
- Suppes, P. The Desirability of Formalization in Science. J. Philos. 1968, 65, 651. [Google Scholar] [CrossRef]
- Fishman, G.S. Discrete-Event Simulation: Modeling, Programming, and Analysis; Springer: New York, NY, USA, 2001; ISBN 978-0-387-95160-7. [Google Scholar]
- VDI. Simulation of Systems in Materials Handling, Logistics and Production: Terms and Definitions; Beuth: Berlin, Germany, 2018. [Google Scholar]
- Robinson, S. Simulation: The Practice of Model Development and Use; John Wiley & Sons: Chichester, UK, 2004; ISBN 0-470-84772-7. [Google Scholar]
- Stachowiak, H. Allgemeine Modelltheorie; Springer: Wien, Austria, 1973; ISBN 3-211-81106-0. [Google Scholar]
- Durán, J.M. What is a Simulation Model? Minds Mach. 2020, 30, 301–323. [Google Scholar] [CrossRef] [Green Version]
- Chatti, S.; Laperrière, L.; Reinhart, G.; Tolio, T. CIRP Encyclopedia of Production Engineering, 2nd ed.; Springer: Berlin/Heidelberg, Germany, 2019; ISBN 978-3-662-53120-4. [Google Scholar]
- Schriber, T.J.; Brunner, D.T.; Smith, J.S. Inside discrete-event simulation software: How it works and why it matters. In Proceedings of the 2014 Winter Simulation Conference (WSC 2014), Savanah, GA, USA, 7–10 December 2014; pp. 132–146, ISBN 978-1-4799-7486-3. [Google Scholar]
- VDI. Simulation of Systems in Materials Handling, Logistics and Production: Fundamentals; Beuth: Berlin, Germany, 2014. [Google Scholar]
- Forrester, J.W. Industrial Dynamics; MIT Press: Cambridge, UK, 1961. [Google Scholar]
- Sterman, J.D. Business Dynamics: Systems Thinking and Modeling for a Complex World; Irwin/McGraw-Hill: Boston, MA, USA, 2000; ISBN 978-0-07-231135-8. [Google Scholar]
- Bossel, H. Modellbildung und Simulation: Konzepte, Verfahren und Modelle zum Verhalten Dynamischer Systeme, 2nd ed.; Veränderte Auflage; Vieweg & Teubner: Wiesbaden, Germany, 1994; ISBN 978-3-322-90520-8. [Google Scholar]
- Negahban, A.; Smith, J.S. Simulation for manufacturing system design and operation: Literature review and analysis. J. Manuf. Syst. 2014, 33, 241–261. [Google Scholar] [CrossRef]
- Fowler, J.W.; Rose, O. Grand Challenges in Modeling and Simulation of Complex Manufacturing Systems. Simulation 2004, 80, 469–476. [Google Scholar] [CrossRef]
- Starke, G. Effektive Softwarearchitekturen: Ein praktischer Leitfaden, 8th ed.; überarbeitete Auflage; Hanser: München, Germany, 2018; ISBN 978-3-446-45207-7. [Google Scholar]
- Bass, L.; Clements, P.; Kazman, R. Software Architecture in Practice, 3rd ed.; Addison-Wesley/Pearson: Upper Saddle River, NJ, USA, 2013; ISBN 978-0-321-81573-6. [Google Scholar]
- Kruchten, P.B. The 4+1 View Model of architecture. IEEE Softw. 1995, 12, 42–50. [Google Scholar] [CrossRef] [Green Version]
- Krcmar, H. Informationsmanagement, 6th ed.; Überarbeitete Auflage; Springer Gabler: Berlin/Heidelberg, Germany, 2015; ISBN 978-3-662-45863-1. [Google Scholar]
- Nakagawa, E.Y.; Oliveira Antonino, P.; Becker, M. Reference Architecture and Product Line Architecture: A Subtle But Critical Difference. In Software Architecture; Crnkovic, I., Gruhn, V., Book, M., Eds.; Springer: Berlin/Heidelberg, Germany, 2011; pp. 207–211. ISBN 978-3-642-23797-3. [Google Scholar]
- Hassoun, M.; Kopp, D.; Monch, L.; Kalir, A. A New High-Volume/Low-Mix Simulation Testbed for Semiconductor Manufacturing. In Proceedings of the 2019 Winter Simulation Conference (WSC 2019), National Harbor, MD, USA, 8–11 December 2019; pp. 2419–2428, ISBN 978-1-7281-3283-9. [Google Scholar]
- Ehm, H.; Wenke, H.; Monch, L.; Ponsignon, T.; Forstner, L. Towards a supply chain simulation reference model for the semiconductor industry. In Proceedings of the 2011 Winter Simulation Conference (WSC 2011), Phoenix, AZ, USA, 11–14 December 2011; pp. 2119–2130, ISBN 978-1-4577-2109-0. [Google Scholar]
- Jain, S. A conceptual framework for supply chain modelling and simulation. IJSPM 2006, 2, 164. [Google Scholar] [CrossRef]
- Rabe, M.; Jaekel, F.; Weinaug, H. Reference Models for Supply Chain Design and Configuration. In Proceedings of the 2006 Winter Simulation Conference (WSC 2006), Monterey, CA, USA, 3–6 December 2006; pp. 1143–1150, ISBN 1-4244-0501-7. [Google Scholar]
- NIST. Supplemental Information for the Interagency Report on Strategic U.S. Government Engagement in International Standardization to Achieve U.S. Objectives for Cybersecurity; NIST: Gaithersburg, MD, USA, 2015; Volume 2, NISTIR 8074.
- Curran, P. Conformance Testing: An Industry Perspective; Sun Microsystems: Santa Clara, CA, USA, 2003. [Google Scholar]
- Hankel, M. The Reference Architectural Model Industrie 4.0 (RAMI 4.0); ZVEI: Frankfurt, Germany, 2015. [Google Scholar]
- Fisher, H.; Thompson, G.L. Probabilistic learning combinations of local job shop scheduling rules. In Industrial Scheduling; Muth, J.F., Thompson, G.L., Winters, P.R., Eds.; Prentice-Hall: Englewood Cliffs, NJ, USA, 1963; pp. 225–251. [Google Scholar]
- Applegate, D.; Cook, W. A Computational Study of the Job-Shop Scheduling Problem. ORSA J. Comput. 1991, 3, 149–156. [Google Scholar] [CrossRef]
- Lawrence, S. Resouce Constrained Project Scheduling: An Experimental Investigation of Heuristic Scheduling Techniques (Supplement); Carnegie Mellon University: Pittsburgh, PA, USA, 1984. [Google Scholar]
- Feigin, G.; Fowler, J.W.; Robinson, J.; Leachman, R. Semiconductor Wafer Manufacturing Data Format Specification: SEMATECH Technical Report; SEMATECH: Austin, TX, USA, 1994. [Google Scholar]
- Fowler, J.W.; Robinson, J. Measurement and Improvement of Manufacturing Capacity (MIMAC): SEMATECH Final Report; SEMATECH: Austin, TX, USA, 1995. [Google Scholar]
- Spier, J.; Kempf, K. Simulation of Emergent Behavior in Manufacturing Systems. In Proceedings of the IEEE/SEMI Advanced Semiconductor Manufacturing Conference and Workshops, Cambridge, MA, USA, 13–15 November 1995; pp. 90–94. [Google Scholar]
- Kayton, D.; Teyner, T.; Schwartz, C.; Uzsoy, R. Focusing Maintenance Improvement Efforts in a Wafer Fabrication Facility Operating under the Theory of Constraints. Prod. Inventory Manag. J. 1997, 38, 51–57. [Google Scholar]
- Campbell, E.; Ammenheuser, J. 300 mm Factory Layout and Material Handling Modeling: Phase II Report; SEMATECH: Austin, TX, USA, 2000. [Google Scholar]
- Kopp, D.; Hassoun, M.; Kalir, A.; Monch, L. SMT2020—A Semiconductor Manufacturing Testbed. IEEE Trans. Semicond. Manufact. 2020, 33, 522–531. [Google Scholar] [CrossRef]
- Hassoun, M.; Kalir, A. Towards a new simulation testbed for semiconductor manufacturing. In Proceedings of the 2017 Winter Simulation Conference (WSC 2017), Las Vegas, NV, USA, 3–6 December 2017; pp. 3612–3623. [Google Scholar]
- Yu, Q.; Yang, H.; Lin, K.-Y.; Li, L. A self-organized approach for scheduling semiconductor manufacturing systems. J. Intell. Manuf. 2021, 32, 689–706. [Google Scholar] [CrossRef]
- Ziarnetzky, T.; Monch, L.; Uzsoy, R. Simulation-Based Performance Assessment of Production Planning Models With Safety Stock and Forecast Evolution in Semiconductor Wafer Fabrication. IEEE Trans. Semicond. Manufact. 2020, 33, 1–12. [Google Scholar] [CrossRef]
- Shin, J.; Grosbard, D.; Morrison, J.R.; Kalir, A. Decomposition without aggregation for performance approximation in queueing network models of semiconductor manufacturing. Int. J. Prod. Res. 2019, 57, 7032–7045. [Google Scholar] [CrossRef]
- Hopp, W.J.; Spearman, M.L. Factory Physics, 3rd ed.; McGraw-Hill/Irwin: Boston, MA, USA, 2008; ISBN 978-0072824032. [Google Scholar]
- Gupta, A.K.; Sivakumar, A.I. Job shop scheduling techniques in semiconductor manufacturing. Int. J. Adv. Manuf. Technol. 2006, 27, 1163–1169. [Google Scholar] [CrossRef]
- Müller, K.; Vignaux, T.; Scherfke, S.; Lünsdorf, O. SimPy—Discrete Event Simulation for Python. Available online: https://simpy.readthedocs.io/en/4.0.1/ (accessed on 11 November 2022).
- Bangsow, S. Tecnomatix Plant Simulation: Modeling and Programming by Means of Examples; Springer: Berlin/Heidelberg, Germany, 2015; ISBN 978-3-319-19502-5. [Google Scholar]
- Nyhuis, P.; Wiendahl, H.-P. Fundamentals of Production Logistics; Springer: Berlin/Heidelberg, Germany, 2009; ISBN 978-3-540-34210-6. [Google Scholar]
- Fordyce, K.; Milne, J.R.; Wang, C.-T.; Zisgen, H. Modeling and Integration of Planning, Scheduling and Equipment Configuration in Semiconductor Manufacturing: Part I—Review of Successes and Opportunities. Int. J. Ind. Eng. Theory Appl. Pract. 2015, 22, 601–607. [Google Scholar] [CrossRef]
- Bauer, D.; Bauernhansl, T.; Sauer, A. Improvement of Delivery Reliability by an Intelligent Control Loop between Supply Network and Manufacturing. Appl. Sci. 2021, 11, 2205. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Model | MIMAC | MiniFab | Harris | SEMATECH 300 mm | SMT2020 |
|---|---|---|---|---|---|
| No. of machines | up to 260 | 5 | 12 | 275 | 1043 |
| No. of machine groups | up to 85 | 3 | 11 | 103 | 105 |
| No. of products | up to 21 | 2 | 3 | 1 | 10 |
| No. of process steps | up to 280 | 6 | up to 22 | 364 | up to 632 |
| Implementation described | No | No | No | No | No |
| Column | Description |
|---|---|
| OperationNumber | This unique identifier links machine groups with respective parameters for a given product in a work route. Additionally, it also indicates progress by its ascending sorting, which, however, does not increase linearly in terms of time. |
| MachineGroup | This field links the operation to be specified to a machine group. Due to reentrant flows in a complex job shop, machine groups are likely to appear multiple times in a work route. |
| LoadTime | Setup time for loading the unit/lot/batch. |
| UnitProcessTime | Raw process time for operations, which are executed on machine groups of the type PerUnit. |
| LotProcessTime | Raw process time for operations, which are executed on machine groups of the type PerLot. |
| BatchProcessTime | Raw process time for operations, which are executed on machine groups of the type PerBatch. |
| UnloadTime | Setup time for unloading the unit/lot/batch. |
| TransportTime | Transport time between the current and the next operation with respect to their associated machine groups. |
| Column | Type | Description |
|---|---|---|
| Identifier | String | Since a new row is added for each operation, this identifier allows a clear allocation. It is structured as follows: ProductType_LotNumber_OperationNumber |
| LotNumber | Integer | Unique identifier for a lot. |
| OperationNumber | Integer | Unique identifier for an operation number corresponding to a work route. |
| MachineGroup | String | Identifier for a machine group at which the lot has been processed while collecting these transaction data. |
| EntryTime | Time | Timestamp when the lot entered the input buffer of the machine group. |
| ExitTime | Time | Timestamp when the lot exited the output buffer of the machine group. |
| OperationalCycleTime | Time | A planning value containing the cycle time for the current operation. |
| ReleaseCycleTime | Time | A planning value containing the total cycle time of a lot, planned when the lot was released to the complex job shop. |
| PlannedCycleTime | Time | A planning value containing the total cycle time of a lot as currently planned. |
| MeasuredCycleTime | Time | A measured value containing a lot’s current cycle time. |
| PlannedRemaining CycleTime | Time | A planning value containing the remaining cycle time of a lot. |
| MeanPlannedRaw ProcessTime | Time | A planning value containing the process time for the current operation. |
| CumulatedRaw ProcessTime | Time | Cumulated raw process time since the lot was released into the complex job shop. |
| DegreeOfCompletion | Float | The degree of completion is a percentage measure of a lot’s progress and is calculated by the ratio of already completed process time to the total process time. |
| ProductionStart | Time | Timestamp when the lot was released into the complex job shop. |
| ProductionStop | Time | Timestamp when the lot exited the complex job shop. |
| ProductionFinished | Boolean | Boolean flag which is set true when a lot is exiting the complex job shop. |
| ReleaseFlowFactor | Float | A planning value which is associated with a lot when released into the complex job shop. |
| PlannedFlowFactor | Float | A planning value which is currently associated with a lot. |
| ControlFlowFactor | Float | A control value which could be controlled by the dispatcher to influence a lot’s priority (depending on the selected dispatching mechanism). |
| MeasuredFlowFactor | Float | A measured value containing a lot’s current flow factor. |
| Dispatching Rule | Standard Days | Adherence to Delivery Dates | Jobs Early | Jobs on Time | Jobs Late | |
|---|---|---|---|---|---|---|
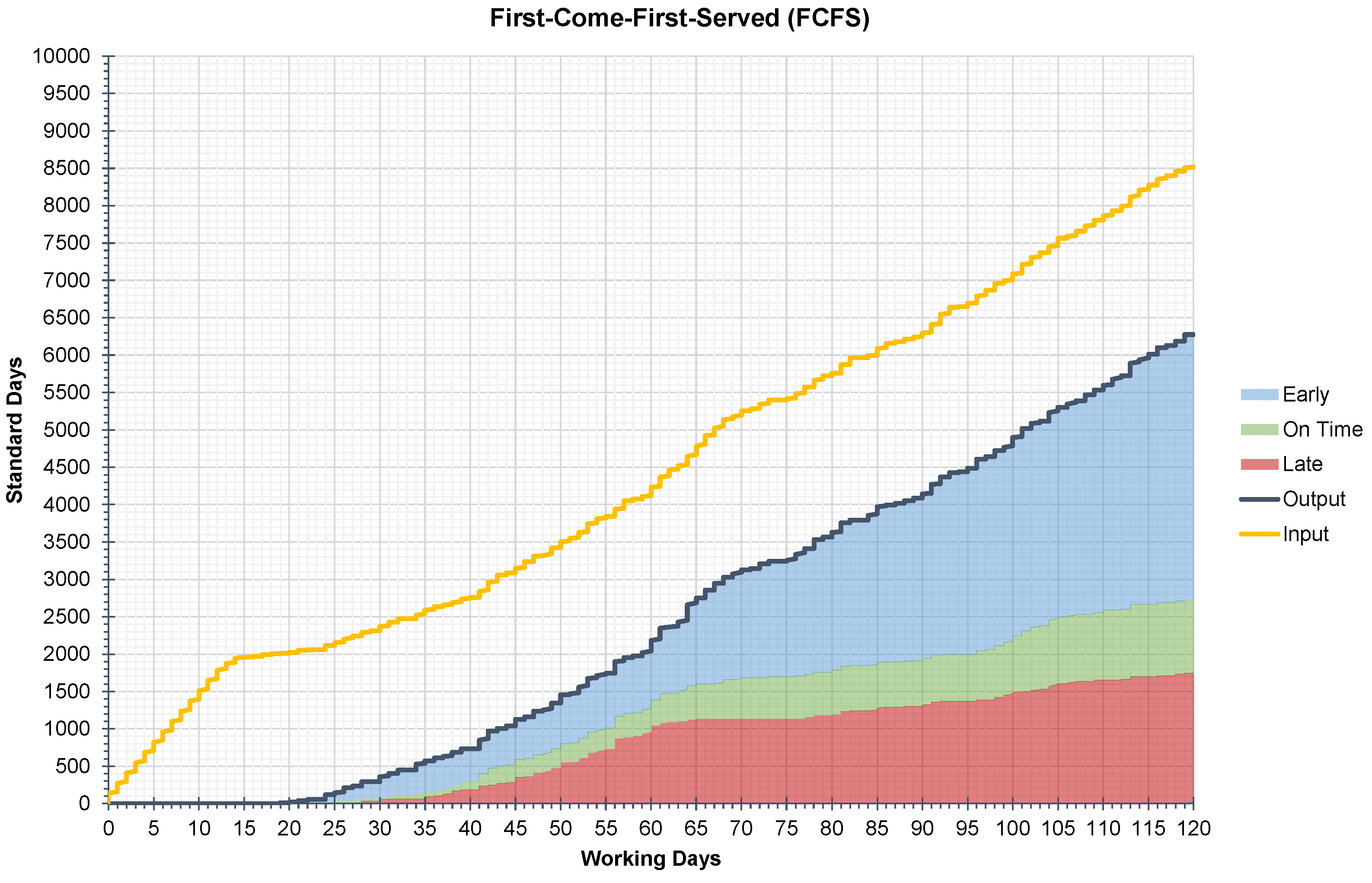
| First-Come-First-Served | FCFS | 6275 | 71.36% | 55.65% | 15.71% | 28.64% |
| Delta Flow Factor | DFF | 6379 | 74.62% | 54.65% | 19.97% | 25.38% |
| Shortest Remaining Processing Time | SRPT | 6523 | 75.12% | 59.02% | 16.10% | 24.88% |
| Priority Classes | PC | 6681 | 81.82% | 62.28% | 21.54% | 16.18% |
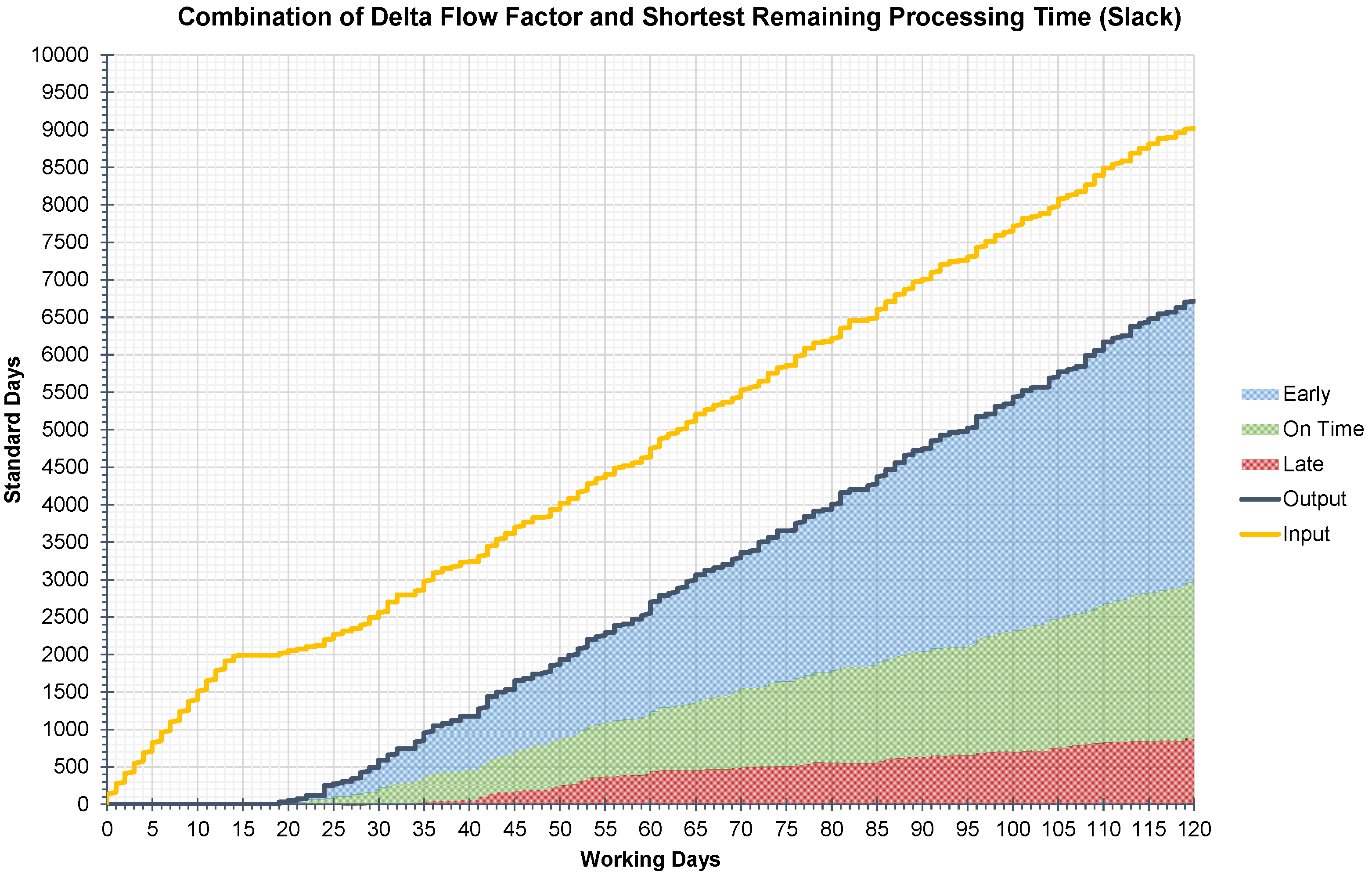
| Combination of DFF & SRPT | Slack | 6714 | 85.83% | 54.96% | 30.87% | 14.17% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bauer, D.; Umgelter, D.; Schlereth, A.; Bauernhansl, T.; Sauer, A. Complex Job Shop Simulation “CoJoSim”—A Reference Model for Simulating Semiconductor Manufacturing. Appl. Sci. 2023, 13, 3615. https://doi.org/10.3390/app13063615
Bauer D, Umgelter D, Schlereth A, Bauernhansl T, Sauer A. Complex Job Shop Simulation “CoJoSim”—A Reference Model for Simulating Semiconductor Manufacturing. Applied Sciences. 2023; 13(6):3615. https://doi.org/10.3390/app13063615
Chicago/Turabian StyleBauer, Dennis, Daniel Umgelter, Andreas Schlereth, Thomas Bauernhansl, and Alexander Sauer. 2023. "Complex Job Shop Simulation “CoJoSim”—A Reference Model for Simulating Semiconductor Manufacturing" Applied Sciences 13, no. 6: 3615. https://doi.org/10.3390/app13063615
APA StyleBauer, D., Umgelter, D., Schlereth, A., Bauernhansl, T., & Sauer, A. (2023). Complex Job Shop Simulation “CoJoSim”—A Reference Model for Simulating Semiconductor Manufacturing. Applied Sciences, 13(6), 3615. https://doi.org/10.3390/app13063615