



Design and Simulation Debugging of Automobile Connecting Rod Production Line Based on the Digital Twin


Abstract
:Featured Application
Abstract
1. Introduction
- The digital twin is applied to the processing of the automobile connecting rod, and a solution of virtual simulation-based debugging and optimization of the automobile connecting rod production line based on a digital twin is proposed;
- Analyze the processing technology of an automobile connecting rod and build a virtual model of a digital twin;
- Through the S7-PLCSIM-Advanced software, the electromechanical model in NX MCD interacts with the PLC signal in the TIA Portal to complete the simulation and debugging of the digital twin of the automobile connecting rod production line;
- The virtual model of a digital twin is used to verify the feasibility of the production line of the automobile connecting rod, and the problems are found and avoided in time. In particular, it has certain practical guiding application significance for the production line of the enterprise to carry out pre-exercise, reduce the R&D cycle, and improve the debugging speed.
2. Automobile Connecting Rod Production Line Based on the Digital Twin
2.1. Data Collection
2.1.1. Automobile Connecting Rod
2.1.2. Production Process of the Automobile Connecting Rod
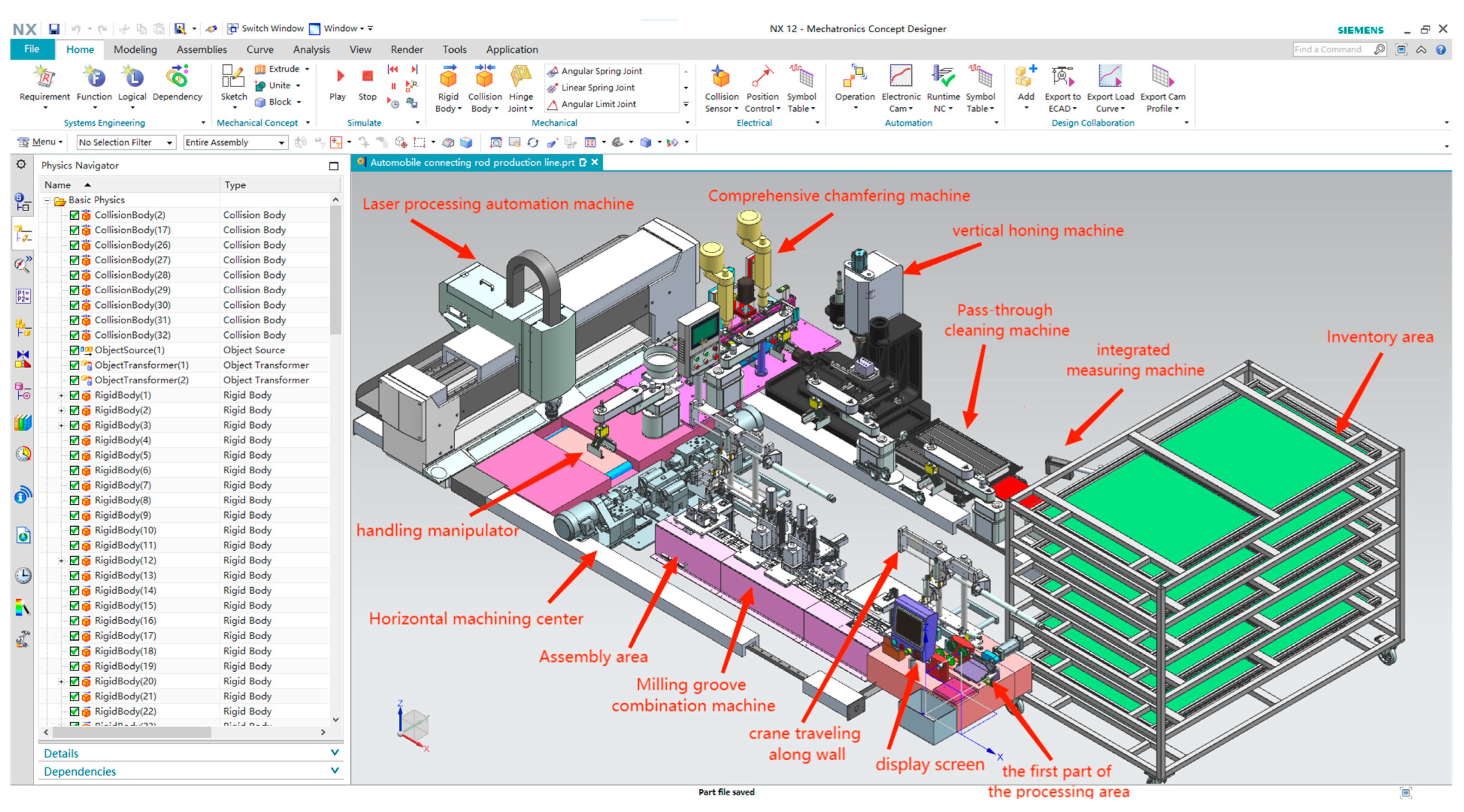
2.2. Modeling
2.3. Validation of the Model
2.3.1. The Model of the First Part of the Processing Area
2.3.2. Simulation of the Model of the First Part of the Processing Area
- Definition of physical properties:
- Definition of electromechanical properties:
- Simulation sequence of the model of the first part of the processing area.
2.4. Control System Design
2.5. Simulation and Debugging
2.5.1. Setting of Signal Adapter
2.5.2. The Completion of Signal Mapping
2.5.3. Steps of Real-Time Debugging
- Using the TIA Portal software configuration PLC, set a real variable y1000, address % MD100;
- Set the local connection IP on the computer;
- Set up the virtual network adapter Siemens PLCSIM Virtual Ethernet Adaptor, then start S7-PLCSIM Advanced, establish instance 00001, start and activate the instance, and then download the PLC configuration in TIA Portal to instance 00001;
- The external signal configuration is completed in NX MCD. The OPC UA service is configured, and the signal mapping between y1000 and a position variable position in NX MCD is established to complete the connection between PLC variables and NX MCD signal position;
2.5.4. Problems Encountered in Debugging the First Part of the Processing Area
2.6. Model Deployment
2.7. Model Refinement
3. Discussion
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Tao, F.; Qi, Q. New IT driven service-oriented smart manufacturing: Framework and characteristics. IEEE Trans. Syst. Man Cybern. Syst. 2017, 49, 81–91. [Google Scholar] [CrossRef]
- Tao, F.; Liu, W.; Liu, J.; Liu, X.; Liu, Q.; Qu, T.; Hu, T.; Zhang, Z.; Xiang, F.; Xu, W.; et al. Digital twin and its potential application exploration. Comput. Integr. Manuf. Syst. 2018, 24, 1–18. [Google Scholar]
- Tao, F.; Cheng, J.; Qi, Q.; Zhang, M.; Zhang, H.; Sui, F. Digital twin-driven product design, manufacturing and service with big data. Int. J. Adv. Manuf. Technol. 2018, 94, 3563–3576. [Google Scholar] [CrossRef]
- Tao, F.; Zhang, M. Digital twin shop-floor: A new shop-floor paradigm towards smart manufacturing. IEEE Access 2017, 5, 20418–20427. [Google Scholar] [CrossRef]
- Tao, F.; Cheng, Y.; Cheng, J.; Zhang, M.; Xu, W.; Qi, Q. Theories and technologies for cyber-physical fusion in digital twin shop-floor. Comput. Integr. Manuf. Syst. 2017, 23, 1603–1611. [Google Scholar]
- Grieves, M.; Vickers, J. Digital twin: Mitigating unpredictable, undesirable emergent behavior in complex systems. In Transdisciplinary Perspectives on Complex Systems: New Findings and Approaches; Springer: Berlin/Heidelberg, Germany, 2017; pp. 85–113. [Google Scholar]
- Piascik, B.; Vickers, J.; Lowry, D.; Scotti, S.; Stewart, J.; Calomino, A. Materials, Structures, Mechanical Systems, and Manufacturing Road Map; National Aeronautics and Space Administration: Washington, DC, USA, 2012; p. 12-2.
- Glaessgen, E.; Stargel, D. The digital twin paradigm for future NASA and US Air Force vehicles. In Proceedings of the 53rd AIAA/ASME/ASCE/AHS/ASC Structures, Structural Dynamics and Materials Conference 20th AIAA/ASME/AHS Adaptive Structures Conference 14th AIAA, Honolulu, HI, USA, 23–26 April 2012; p. 1818. [Google Scholar]
- Brenner, B.; Hummel, V. Digital twin as enabler for an innovative digital shopfloor management system in the ESB Logistics Learning Factory at Reutlingen-University. Proc. Manuf. 2017, 9, 198–205. [Google Scholar] [CrossRef]
- Yun, S.; Park, J.H.; Kim, W.T. Data-centric middleware based digital twin platform for dependable cyber-physical systems. In Proceedings of the 2017 Ninth International Conference on Ubiquitous and Future Networks (ICUFN), Milan, Italy, 4–7 July 2017; pp. 922–926. [Google Scholar]
- Tuegel, E.J.; Ingraffea, A.R.; Eason, T.G.; Spottswood, S.M. Reengineering aircraft structural life prediction using a digital twin. Int. J. Aerosp. Eng. 2011, 2011, 154798. [Google Scholar] [CrossRef] [Green Version]
- Liang, N.; Fang, Z.; Li, R.; Gao, Y. Digital Twin Practice, 1st ed.; China Machine Press: Beijing, China, 2019; pp. 1–60. [Google Scholar]
- Zhuang, C.; Liu, J.; Xiong, H.; Ding, X.; Liu, S.; Weng, G. Connotation, architecture and trends of product digital twin. Comput. Integr. Manuf. Syst. 2017, 23, 753–768. [Google Scholar]
- Tao, F.; Liu, W.; Zhang, M.; Hu, T.; Qi, Q.; Zhang, H.; Sui, F.; Wang, T.; Xu, H.; Huang, G.; et al. Five-dimension digital twin model and its ten applications. Comput. Integr. Manuf. Syst. 2019, 25, 1–18. [Google Scholar]
- Haag, S.; Anderl, R. Digital twin—Proof of concept. Manuf. Lett. 2018, 15, 64–66. [Google Scholar] [CrossRef]
- Cui, Y.; Yang, B.; Fang, Y.; Xu, X. Application of Digital Twin Technology in Aeroengine Smart Production Line. Aeroengine 2019, 45, 93–96. [Google Scholar]
- Li, H.; Wang, H.; Cheng, Y.; Tao, F.; Hao, B. Technology and application of data-driven intelligent services for complex products. China Mech. Eng. 2020, 31, 757. [Google Scholar]
- Zhang, C.; Tao, F. Evaluation index system for digital twin model. Comput. Integr. Manuf. Syst. 2021, 27, 2171–2186. [Google Scholar]
- Shen, C.; Cao, Q.; Jia, M.; Chen, Y.; Huang, S. Concepts, characteristics and prospects of application of digital twin in power system. Proc. CSEE 2022, 42, 487–498. [Google Scholar]
- Ríos, J.; Hernandez, J.C.; Oliva, M.; Mas, F. Product avatar as digital counterpart of a physical individual product: Literature review and implications in an aircraft. In Transdisciplinary Lifecycle Analysis of Systems; IOS Press: Amsterdam, The Netherlands, 2015; pp. 657–666. [Google Scholar]
- Lee, J.; Lapira, E.; Bagheri, B.; Kao, H.A. Recent advances and trends in predictive manufacturing systems in big data environment. Manuf. Lett. 2013, 1, 38–41. [Google Scholar] [CrossRef]
- Liu, Y.; Xu, H.; Liu, D.; Wang, L. A digital twin-based sim-to-real transfer for deep reinforcement learning-enabled industrial robot grasping. Robot. Comput.-Integr. Manuf. 2022, 78, 102365. [Google Scholar] [CrossRef]
- Kandasamy, N.K.; Venugopalan, S.; Wong, T.K.; Leu, N.J. An electric power digital twin for cyber security testing, research and education. Comput. Electr. Eng. 2022, 101, 108061. [Google Scholar] [CrossRef]
- Lunev, A.; Lauerer, A.; Zborovskii, V.; Léonard, F. Digital twin of a laser flash experiment helps to assess the thermal performance of metal foams. Int. J. Therm. Sci. 2022, 181, 107743. [Google Scholar] [CrossRef]
- Wang, Z.; Jia, W.; Wang, K.; Wang, Y.; Hua, Q. Digital twins supported equipment maintenance model in intelligent water conservancy. Comput. Electr. Eng. 2022, 101, 108033. [Google Scholar] [CrossRef]
- Röhm, B.; Anderl, R. Simulation Data Management in the Digital Twin (SDM-DT)–Evolution of Simulation Data Management along the Product Life Cycle. Proc. Cirp. 2022, 105, 847–850. [Google Scholar] [CrossRef]
- Chiachío, M.; Megía, M.; Chiachío, J.; Fernandez, J.; Jalón, M.L. Structural digital twin framework: Formulation and technology integration. Autom. Constr. 2022, 140, 104333. [Google Scholar] [CrossRef]
- Stojadinovic, S.M.; Majstorovic, V.D.; Durakbasa, N.M.; Stanic, D. Contribution to the development of a digital twin based on CMM to support the inspection process. Meas. Sens. 2022, 22, 100372. [Google Scholar] [CrossRef]
- Corradini, F.; Silvestri, M. Design and testing of a digital twin for monitoring and quality assessment of material extrusion process. Addit. Manuf. 2022, 51, 102633. [Google Scholar] [CrossRef]
- Solman, H.; Kirkegaard, J.K.; Smits, M.; Van Vliet, B.; Bush, S. Digital twinning as an act of governance in the wind energy sector. Environ. Sci. Policy 2022, 127, 272–279. [Google Scholar] [CrossRef]
- Catalano, M.; Chiurco, A.; Fusto, C.; Gazzaneo, L.; Longo, F.; Mirabelli, G.; Nicoletti, L.; Solina, V.; Talarico, S. A digital twin-driven and conceptual framework for enabling extended reality applications: A case study of a brake discs manufacturer. Proc. Comput. Sci. 2022, 200, 1885–1893. [Google Scholar] [CrossRef]
- Yang, W.; Xiang, W.; Yang, Y.; Cheng, P. Optimizing federated learning with deep reinforcement learning for digital twin empowered industrial IoT. IEEE Trans. Ind. Inform. 2022, 19, 1884–1893. [Google Scholar] [CrossRef]
























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Institutions/Scholars | Time | Definition |
|---|---|---|
| NASA [11] | 2011 | A highly integrated multi-physical field, multi-scale, and multi-probability simulation model for aircraft or systems that can reflect the function, real-time status, and evolution trend of the model to entities by using physical models, sensor data, and historical data. |
| Glaessgen E, Stargel D [8] | 2012 | Digital twin is a complex system that integrates multi-physics, multi-scale, and multi-probability simulations. It uses the best physical model, sensor updates, and aircraft history to show the life of its aircraft digital twin. |
| Siemens [12] | 2015 | Digital twin is an integrated system that creates virtual models for physical objects digitally, simulates their behavioral characteristics in reality, and applies data, models, and analysis tools to the entire product life cycle. |
| Grieves M, Vickers J [6] | 2017 | Digital twin is a virtual information structure that comprehensively describes potential or actual manufactured products from the microscopic atomic level to macroscopic geometry. |
| Zhuang C et al. [13]. | 2017 | Product digital twin refers to the total factor reconstruction and digital mapping of the working state and work progress of physical entities in the information space. It is a simulation model that integrates multi-physics, multi-scale, super-photorealistic and dynamic probability. |
| Tao F et al. [14]. | 2018 | Digital twin is a technology that establishes a dynamic virtual model of physical entities with multi-dimensional, multi-spatial scale, multi-disciplinary, and multi-physical quantities in a digital way, and simulates and depicts the attributes, behaviors, and rules of physical entities in the real environment. |
| Haag S, Anderl R [15] | 2018 | Digital twin is a comprehensive digital representation of a single product, which simulates its actual behavior in the real environment through models and data (including the attributes, conditions, and behaviors of actual life objects). |
| Cui Y et al. [16]. | 2019 | Digital twin is a technology that makes full use of data such as physical model, sensor update, and operation history, integrates multi-disciplinary, multi-physical, multi-scale, and multi-probability simulation processes, and completes mapping in virtual space to reflect the corresponding life cycle process of physical equipment. |
| LI H et al. [17]. | 2020 | Digital twin is a technology that adds and expands new capabilities for physical entities through virtual and real interaction feedback, data fusion analysis, decision iteration optimization, and other means. |
| Zhang C, Tao F [18] | 2021 | Digital twin is a complex system composed of five dimensions: physical entity, virtual model, twin data, service, and connection. It realizes monitoring, simulation, evaluation, prediction, optimization, control, and other functional services and virtual-real symbiotic interaction mechanism through a multi-dimensional virtual model, twin fusion data, and virtual-real closed-loop interaction mechanism. To monitor the changes in the physical world, simulate the behavior of the physical world, evaluate the state of the physical world, predict the future trend of the physical world, optimize the performance of the physical world, and control the operation of the physical world in the engineering applications at the unit level, system level, and complex system level. |
| Shen C et al. [19]. | 2022 | Digital twin can be understood as a concept: on the one hand, a digital space model (digital twin) reflecting the objective change law of physical objects is constructed in the digital space, and the model is used to deduce and predict the changing trend of physical objects, verify the control law, and thus change the evolution trajectory of physical objects. On the other hand, the observation of physical objects is continuously used to accumulate the cognition of physical objects to continuously improve its digital space model so that it can more accurately reflect the laws of physical change. |
| Process Number | Process Content | Loading Time (s) | Configuration Time | Processing Time (s/Piece) | Unloading Time (s) |
|---|---|---|---|---|---|
| 01 | Rough grinding on both ends of the surface | 2 | 2 | 10 | 2 |
| 02 | Rough boring large and small head hole | 2 | 0 | 40 | 2 |
| 03 | Milling stop groove | 2 | 0 | 15 | 2 |
| 04 | Drilling of bolt holes | 2 | 0 | 40 | 2 |
| 05 | Reaming the bolt hole on the back | 2 | 0 | 10 | 2 |
| 06 | Fracture splitting connecting rod by laser | 2 | 0 | 15 | 2 |
| 07 | Bolt assembly | 2 | 0 | 15 | 2 |
| 08 | Fine grinding of both ends of the connecting rod | 2 | 2 | 10 | 2 |
| 09 | Milling both ends of the small head hole | 2 | 2 | 40 | 2 |
| 10 | Fine boring large and small head hole | 2 | 0 | 10 | 2 |
| 11 | Chamfer both ends of the large head hole | 2 | 0 | 40 | 2 |
| 12 | Honing large head hole | 2 | 0 | 15 | 2 |
| 13 | Cleaning | 2 | 0 | 17 | 2 |
| 14 | Weighing and grouping | 2 | 0 | 5 | 2 |
| Process Number | Process Content | Loading Time (s) | Configuration Time | Processing Time (s/Piece) | Unloading Time (s) |
|---|---|---|---|---|---|
| 01 | Rough grinding of both ends of the surface | 2 | 2 | 10 | 2 |
| 02 | Rough boring large and small head hole | 2 | 0 | 40 | 2 |
| 03 | Drilling of bolt holes and oil holes | 2 | 0 | 40 | 2 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, J.; Zhang, K. Design and Simulation Debugging of Automobile Connecting Rod Production Line Based on the Digital Twin. Appl. Sci. 2023, 13, 4919. https://doi.org/10.3390/app13084919
Liu J, Zhang K. Design and Simulation Debugging of Automobile Connecting Rod Production Line Based on the Digital Twin. Applied Sciences. 2023; 13(8):4919. https://doi.org/10.3390/app13084919
Chicago/Turabian StyleLiu, Jiayan, and Ke Zhang. 2023. "Design and Simulation Debugging of Automobile Connecting Rod Production Line Based on the Digital Twin" Applied Sciences 13, no. 8: 4919. https://doi.org/10.3390/app13084919
APA StyleLiu, J., & Zhang, K. (2023). Design and Simulation Debugging of Automobile Connecting Rod Production Line Based on the Digital Twin. Applied Sciences, 13(8), 4919. https://doi.org/10.3390/app13084919