
Anisotropy Corrected FMC/TFM Based Phased Array Ultrasonic Imaging in an Austenitic Buttering Layer


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
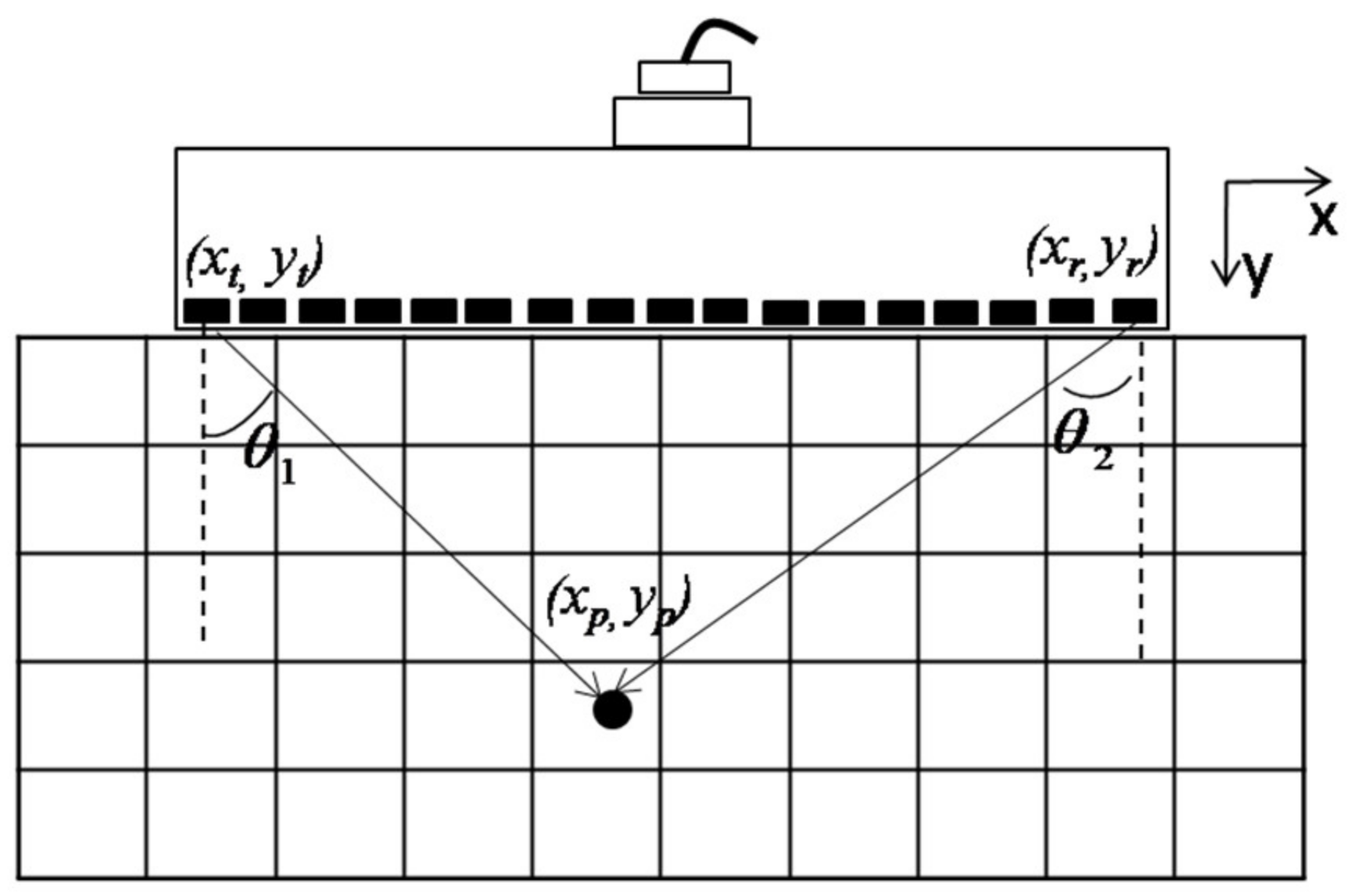
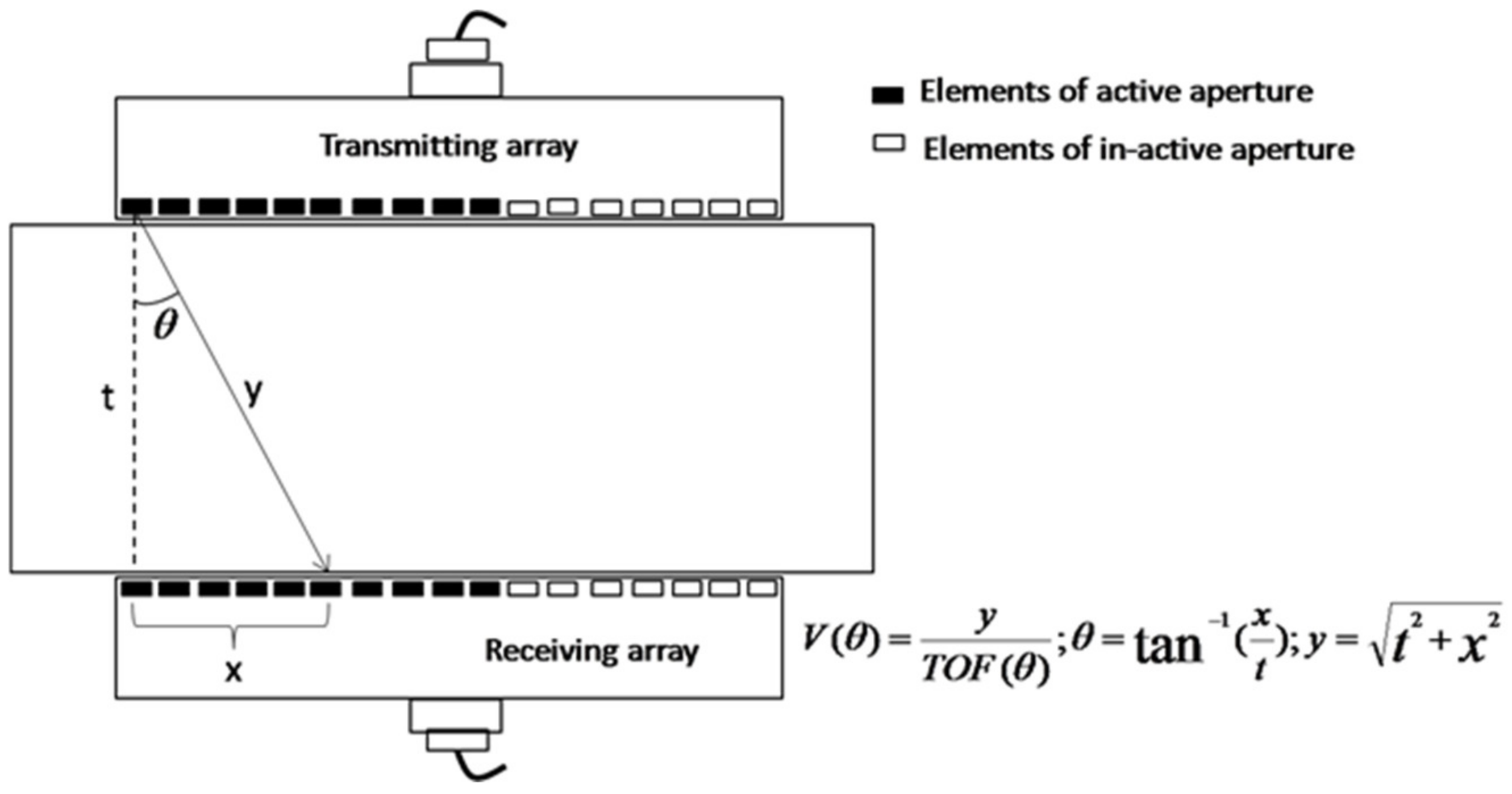
2. FMC/TFM with Anisotropic Velocity Correction
3. Experimental Details
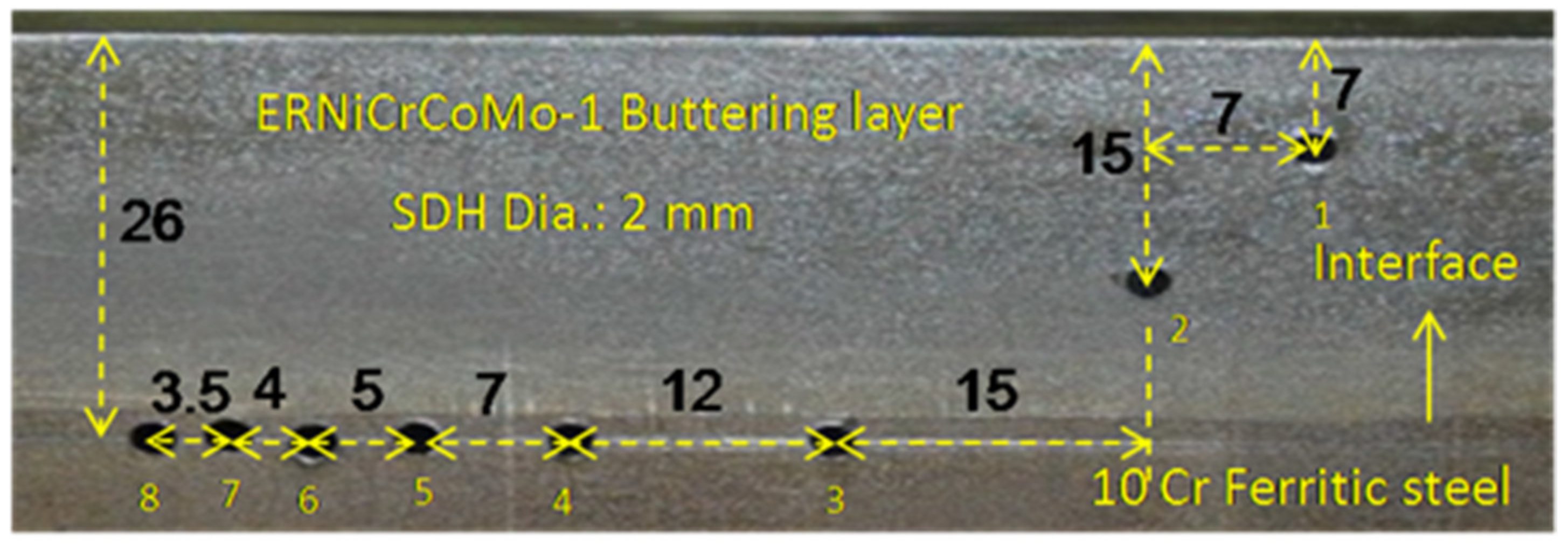
3.1. Specimen Details
3.2. Phased Array Ultrasonic Measurements
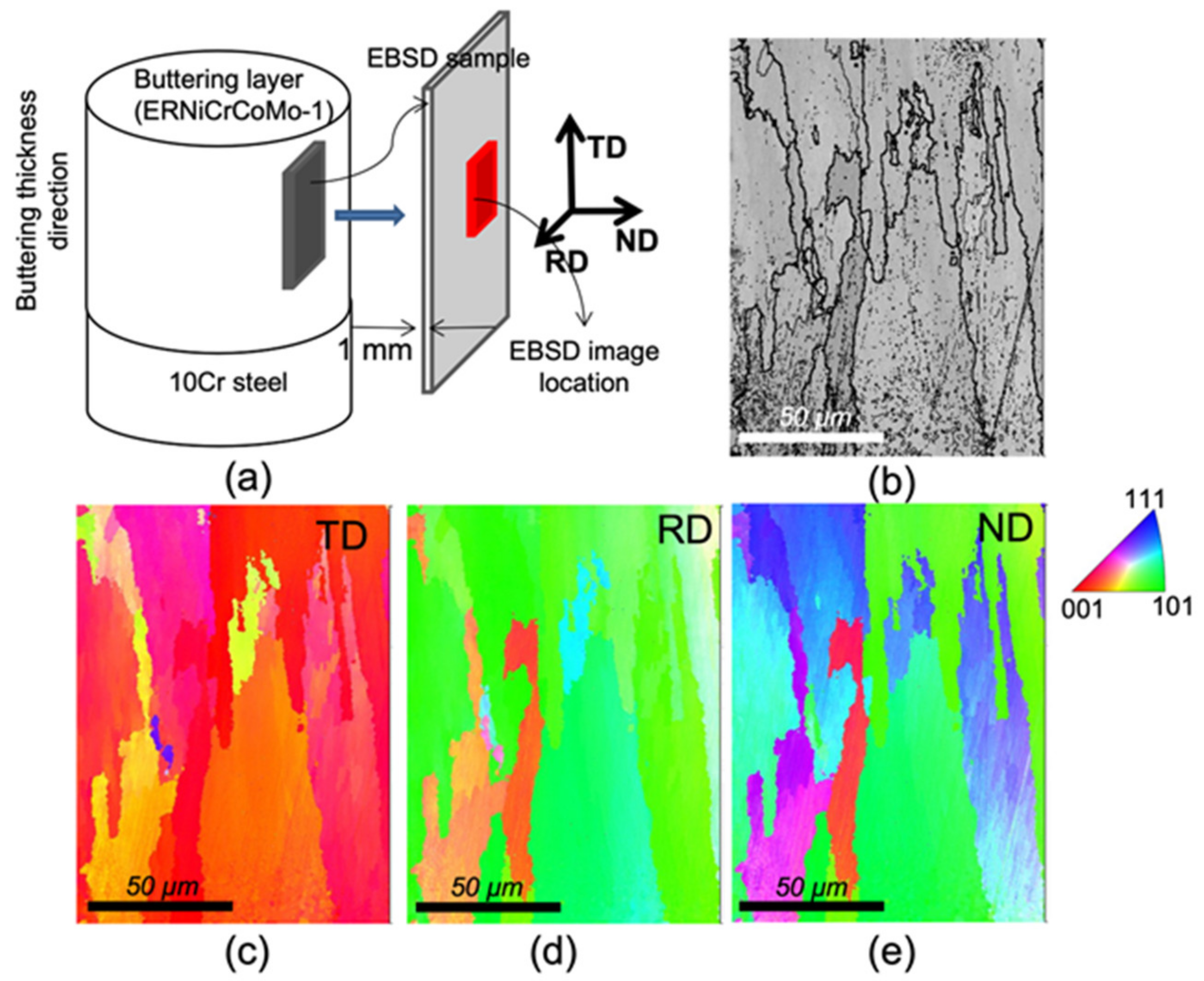
3.3. Electron Back-Scatter Diffraction (EBSD) Study
4. Results and Discussion
4.1. EBSD Results of Grain Orientations
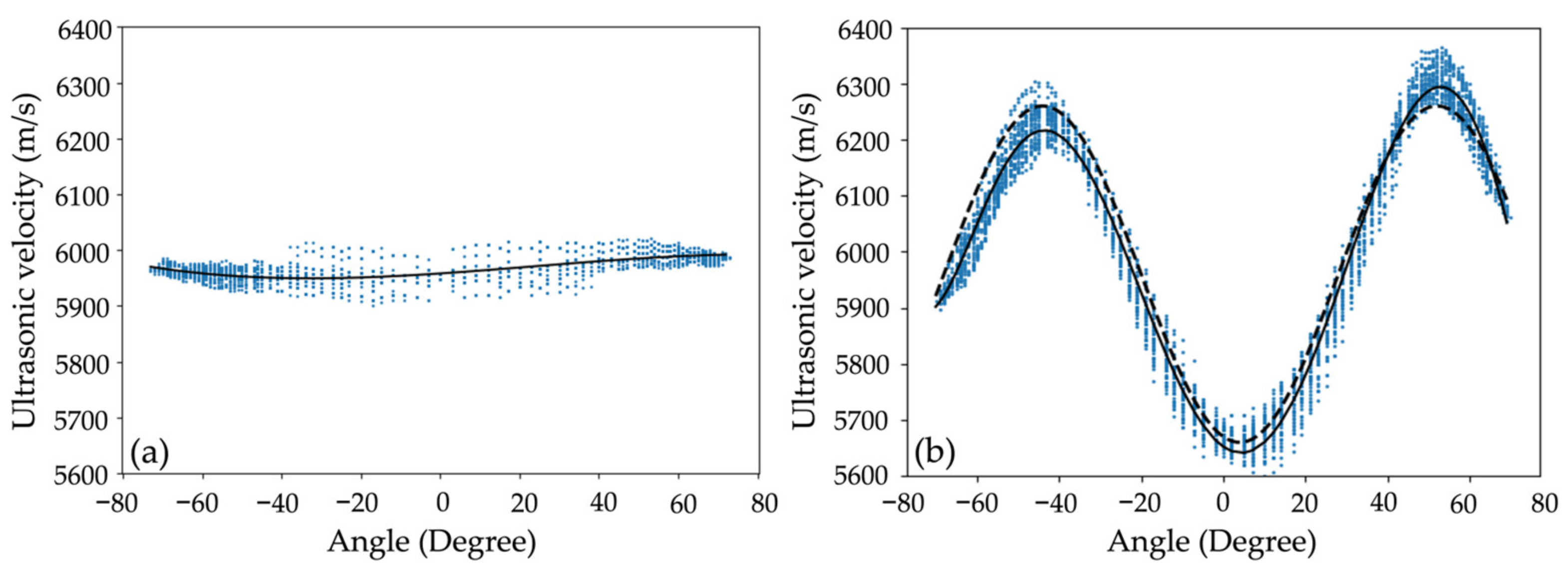
4.2. Angle Dependent Ultrasonic Velocity
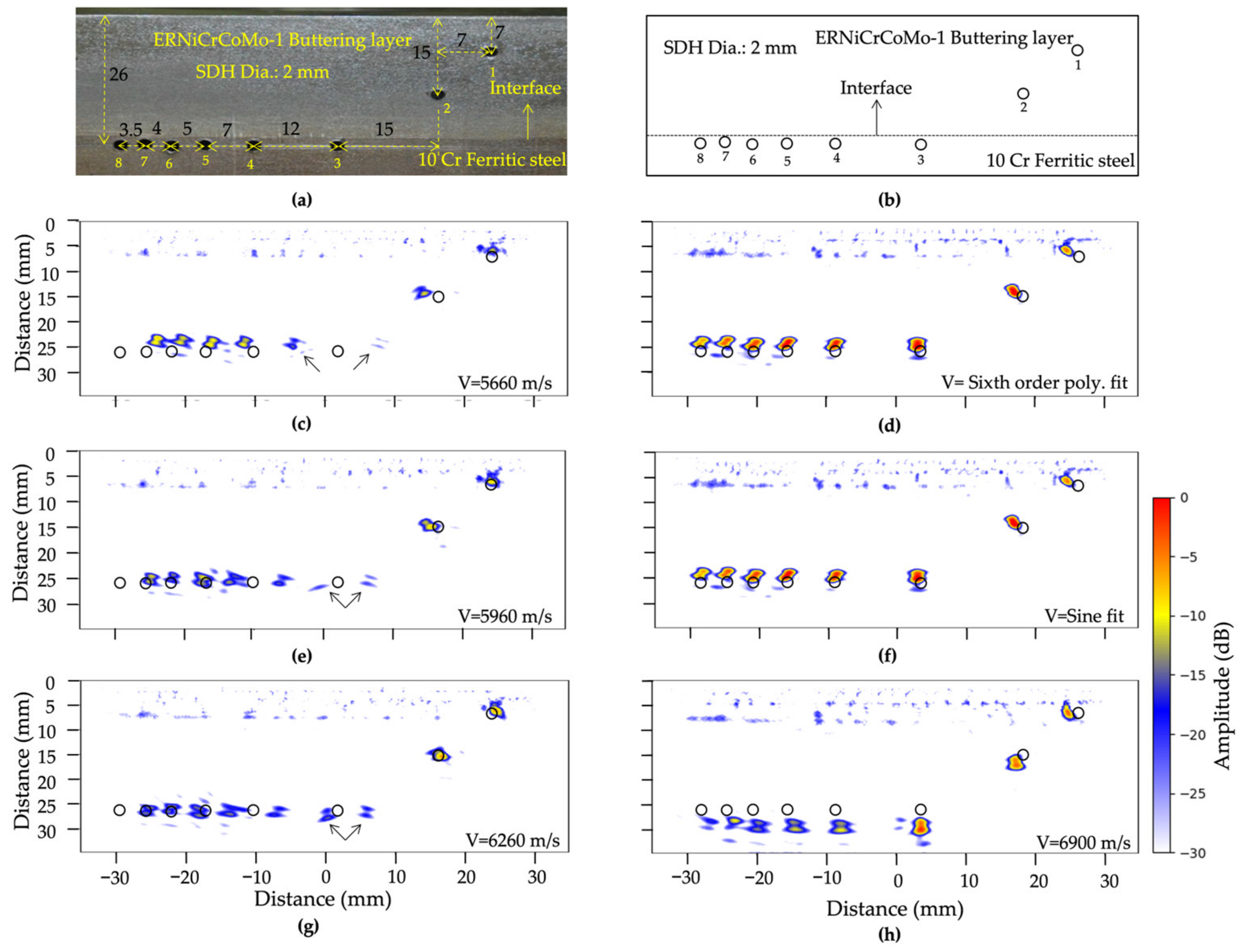
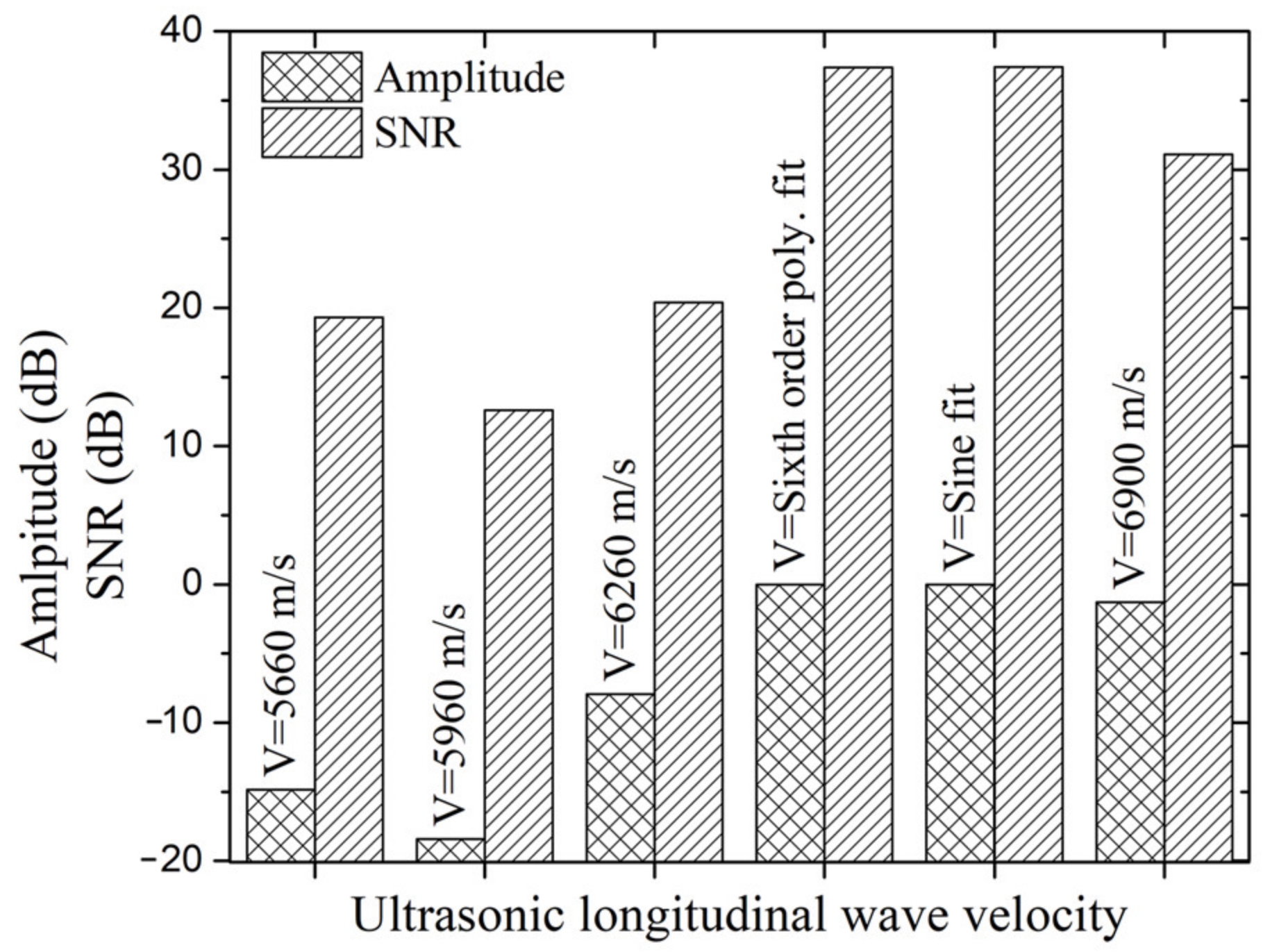
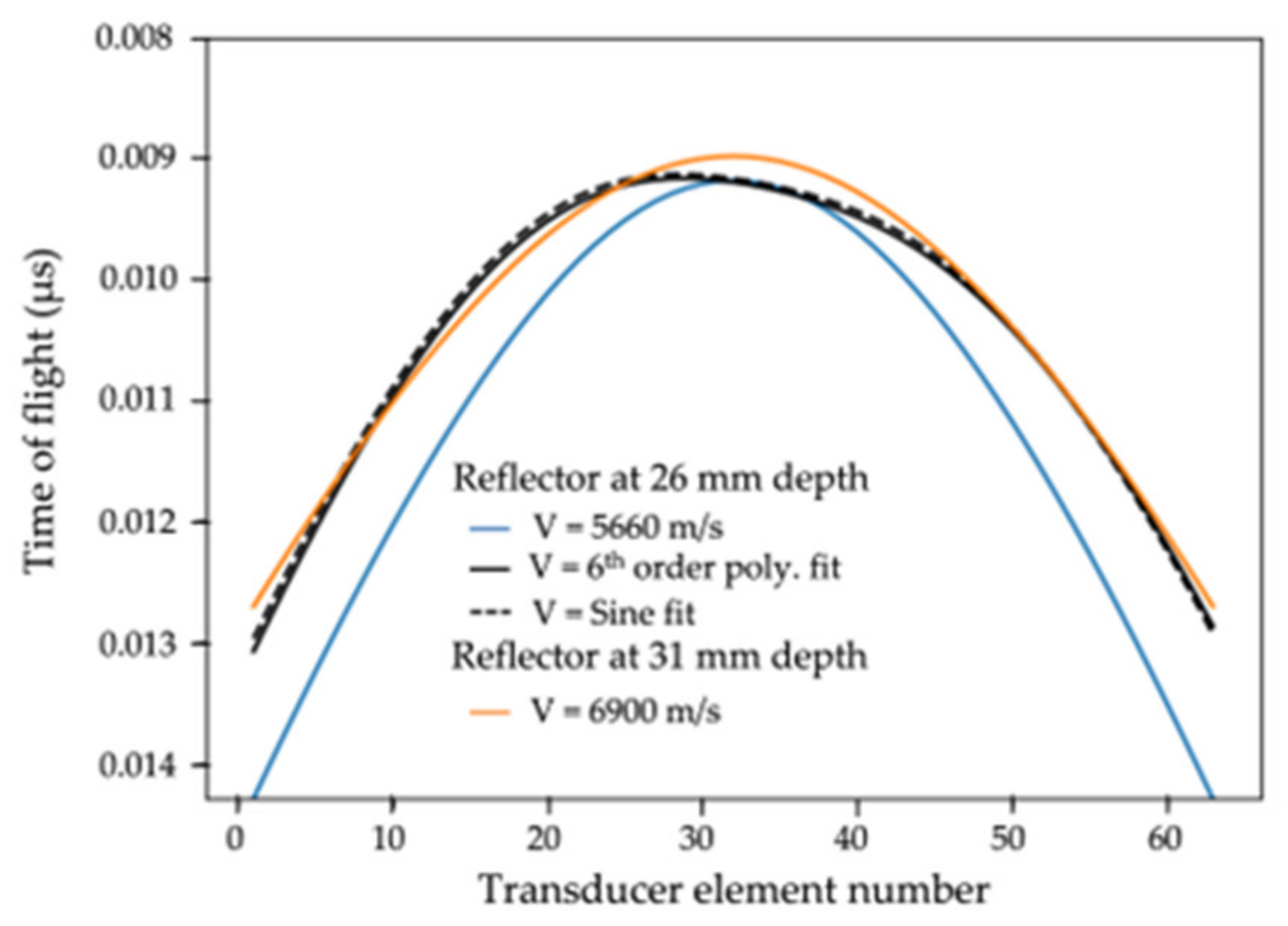
4.3. FMC-TFM Imaging
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Chetal, S.C.; Jayakumar, T.; Bhaduri, A.K. Materials Research and Opportunities in Thermal (Coal-based) Power Sector Including Advanced Ultra Super Critical Power Plants. Proc Indian Natl. Sci. Acad. 2015, 81, 739–754. Available online: http://scinet.science.ph/union/Downloads/Vol81_2015_4_Art06_336304.pdf (accessed on 4 March 2023). [CrossRef]
- Ahmad, H.W.; Hwang, J.H.; Lee, J.H.; Bae, D.H. An Assessment of the Mechanical Properties and Microstructural Analysis of Dissimilar Material Welded Joint between Alloy 617 and 12Cr Steel. Metals 2016, 6, 242. [Google Scholar] [CrossRef]
- Bhatt, N.C.; Batrani, M.; Mohan, J.; Gopalakrishnan, V.; Verma, M.K. Challenges in Design and Development of Steam Turbine Rotors with Alloy 617(M) for Indian AUSC Program. Int. J. Eng. Res. Technol. 2019, 8, 139–143. Available online: https://www.ijert.org/research/challenges-in-design-and-development-of-steam-turbine-rotors-with-alloy617m-for-indian-ausc-program-IJERTV8IS010068.pdf (accessed on 4 March 2023).
- Sakthivel, T.; Dey, H.C.; Parida, P.K.; Prasad Reddy, G.V.; Vasudevan, M.; Albert, S.K. Integrity Assessment of 10Cr Ferritic Steel/Alloy 617M Dissimilar Metal Weld Joint under Creep Condition. J. Mater. Eng. Perform. 2023, (in press). [Google Scholar] [CrossRef]
- Temple, J.A.G. Modelling the propagation and scattering of elastic waves in homogeneous anisotropic elastic media. J. Phys. D Appl. Phys. 1988, 21, 859–874. [Google Scholar] [CrossRef]
- Kupperman, D.S.; Reimann, K.J. Efect of shear-wave polarization on defect detection in stainless steel weld metal. Ultrasonic 1978, 16, 21–27. [Google Scholar] [CrossRef]
- Tomlinson, J.R.; Wagg, A.R.; Whittle, M.J. Ultrasonic inspection of austenitic welds. Br. J. Non-Destr. Test. 1980, 22, 119–127. [Google Scholar]
- Lhuillier, P.E.; Chassignole, B.; Oudaa, M.; Kerhervé, S.O.; Rupin, F.; Fouquet, T. Investigation of the ultrasonic attenuation in anisotropic weld materials with finite element modeling and grain-scale material description. Ultrasonics 2017, 78, 40–50. [Google Scholar] [CrossRef]
- Kumar, A.; Arnold, W. High resolution in non-destructive testing: A review. J. Appl. Phys. 2022, 132, 100901. [Google Scholar] [CrossRef]
- Hudgell, R.; Gray, B. The Ultrasonic Inspection of Austenitic Materials: State of the Art Report; OECD Nuclear Energy Agency: Oxfordshire, UK, 1985; Available online: https://www.oecd-nea.org/upload/docs/application/pdf/2020-01/csni85-94.pdf (accessed on 4 March 2023).
- Takasawa, K.; Miki, K. Development of High and Intermediate Pressure Steam Turbine Rotors for Efficient Fossil Power Technology. Available online: https://www.jsw.co.jp/news/news_file_division/file/File024476424.pdf (accessed on 4 March 2023).
- Baiotto, R.; Gregson, B.K.; Nageswaran, C.; Clarke, T. Coherence Weighting Applied to FMC/TFM Data from Austenitic CRA Clad Lined Pipes. J. Nondestruct. Eval. 2018, 37, 49. [Google Scholar] [CrossRef]
- Cunningham, L.J.; Mulholland, A.J.; Tant, K.M.M.; Gachagan, A.; Harvey, G.; Bird, C. The detection of flaws in austenitic welds using the decomposition of the time-reversal operator. Proc. R. Soc. A 2016, 472, 20150500. [Google Scholar] [CrossRef] [PubMed]
- Metwally, K.; Lubeigt, E.; Rakotonarivo, S.; Chaix, J.F.; Baqué, F.; Gobillot, G.; Mensah, S. Weld inspection by focused adjoint method. Ultrasonics 2018, 83, 80–87. [Google Scholar] [CrossRef] [PubMed]
- Long, R.; Russell, J.; Cawley, P. Ultrasonic phased array inspection using full matrix capture. Insight-Non-Destr. Test. Cond. Monit. 2012, 54, 380–385. [Google Scholar] [CrossRef]
- Ye, J.; Kim, H.J.; Song, S.J.; Kang, S.S.; Kim, K.; Song, M.H. Model-based simulation of focused beam fields produced by a phased array ultrasonic transducer in dissimilar metal welds. NDTE Int. 2011, 44, 290–296. [Google Scholar] [CrossRef]
- Russell, J.; Long, R.; Duxbury, D.; Cawley, P. Development and implementation of a membrane-coupled conformable array transducer for use in the nuclear industry. Insight-Non-Destr. Test. Cond. Monit. 2012, 54, 386–393. [Google Scholar] [CrossRef]
- Holmes, C.; Drinkwater, B.W.; Wilcox, P.D. Post-processing of the full matrix of ultrasonic transmit–receive array data for non-destructive evaluation. NDTE Int. 2005, 38, 701–711. [Google Scholar] [CrossRef]
- Zhou, H.; Han, Z.; Du, D.; Chen, Y. A combined marching and minimizing ray-tracing algorithm developed for ultrasonic array imaging of austenitic welds. NDT E Int. 2018, 95, 45–56. [Google Scholar] [CrossRef]
- Kolkoori, S.R.; Rahman, M.U.; Chinta, P.K.; Ktreutzbruck, M.; Rethmeier, M.; Prager, J. Ultrasonic field profile evaluation in acoustically inhomogeneous anisotropic materials using 2D ray tracing model: Numerical and experimental comparison. Ultrasonics 2013, 53, 396–411. [Google Scholar] [CrossRef]
- Nowers, O.; Duxbury, D.J.; Drinkwater, B.W. Ultrasonic array imaging through an anisotropic austenitic steel weld using an efficient ray-tracing algorithm. NDTE Int. 2016, 79, 98–108. [Google Scholar] [CrossRef]
- Kim, H.H.; Kim, H.J.; Song, S.J.; Kim, K.C.; Kim, Y.B. Simulation Based Investigation of Focusing Phased Array Ultrasound in Dissimilar Metal Welds. Nucl. Eng. Technol. 2016, 48, 228–235. [Google Scholar] [CrossRef]
- Li, C.; Pain, D.; Wilcox, P.D.; Drinkwater, B.W. Imaging composite material using ultrasonic arrays. NDTE Int. 2013, 53, 8–17. [Google Scholar] [CrossRef]
- Sumana; Kumar, A. Phased array ultrasonic imaging using angle beam virtual source full matrix capture-total focusing method. NDTE Int. 2020, 116, 102324. [Google Scholar] [CrossRef]
- Tant, K.M.M.; Mulholl, A.J.; Galetti, E.; Curtis, A.; Gachagan, A. Mapping the Material Microstructure of Safety Critical Components Using Ultrasonic Phased Arrays. In Proceedings of the IEEE International Ultrasonics Symposium (IUS), Tours, France, 18–21 September 2016; pp. 1–4. [Google Scholar] [CrossRef]
- Harvey, G.; Tweedie, A.; Carpentier, C.; Reynolds, P. Finite element analysis of ultrasonic phased array inspection of anistropic welds. AIP Conf. Proc. Rev. Prog. Quant. Nondestruct. Eval. 2011, 30, 827–834. [Google Scholar] [CrossRef]
- Ploix, M.A.; Guy, P.; Chassignole, B.; Moysan, J.; Corneloup, G.; Guerjouma, R.E. Measurement of ultrasonic scattering attenuation in austenitic stainless steel welds: Realistic input data for NDT numerical modelling. Ultrasonics 2014, 54, 1729–1736. [Google Scholar] [CrossRef]
- Hurley, D.C.; Fitting, D.W.; Chiao, R.Y. Angularly-dependent ultrasonic velocity and attenuation measurements in an anisotropic material. Rev. Prog. Quant. Nondestr. Eval. 1995, 14A, 1585–1592. [Google Scholar]
- Sumana; Kumar, A. Parametric Study on Resolution Achieved Using FMC-TFM-Based Phased Array Ultrasonic Imaging. In Advances in Non-Destructive Evaluation. Lecture Notes in Mechanical Engineering; Mukhopadhyay, C.K., Mulaveesala, R., Eds.; Springer: Singapore, 2021. [Google Scholar] [CrossRef]
- Mark, A.F.; Fan, Z.; Azough, F.; Lowe, M.J.S.; Withers, P.J. Investigation of the elastic/crystallographic anisotropy of welds for improved ultrasonic inspections. Mater. Charact. 2014, 98, 47–53. [Google Scholar] [CrossRef]
- Tabatabaeipour, S.M.; Honarvar, F. A comparative evaluation of ultrasonic testing of AISI 316L welds made by shielded metal arc welding and gas tungsten arc welding processes. J. Mater. Process. Technol. 2010, 210, 1043–1050. [Google Scholar] [CrossRef]








Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ponseenivasan, S.; Kumar, A.; Rajkumar, K.V. Anisotropy Corrected FMC/TFM Based Phased Array Ultrasonic Imaging in an Austenitic Buttering Layer. Appl. Sci. 2023, 13, 5195. https://doi.org/10.3390/app13085195
Ponseenivasan S, Kumar A, Rajkumar KV. Anisotropy Corrected FMC/TFM Based Phased Array Ultrasonic Imaging in an Austenitic Buttering Layer. Applied Sciences. 2023; 13(8):5195. https://doi.org/10.3390/app13085195
Chicago/Turabian StylePonseenivasan, S., Anish Kumar, and K. V. Rajkumar. 2023. "Anisotropy Corrected FMC/TFM Based Phased Array Ultrasonic Imaging in an Austenitic Buttering Layer" Applied Sciences 13, no. 8: 5195. https://doi.org/10.3390/app13085195
APA StylePonseenivasan, S., Kumar, A., & Rajkumar, K. V. (2023). Anisotropy Corrected FMC/TFM Based Phased Array Ultrasonic Imaging in an Austenitic Buttering Layer. Applied Sciences, 13(8), 5195. https://doi.org/10.3390/app13085195