
Evaluation of Deviations for Horizontal Thin Walls Determined by Optical and Contact Methods for Milled Samples of Nickel Alloy Inconel 625

 , , ,
, , ,  and
and 
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
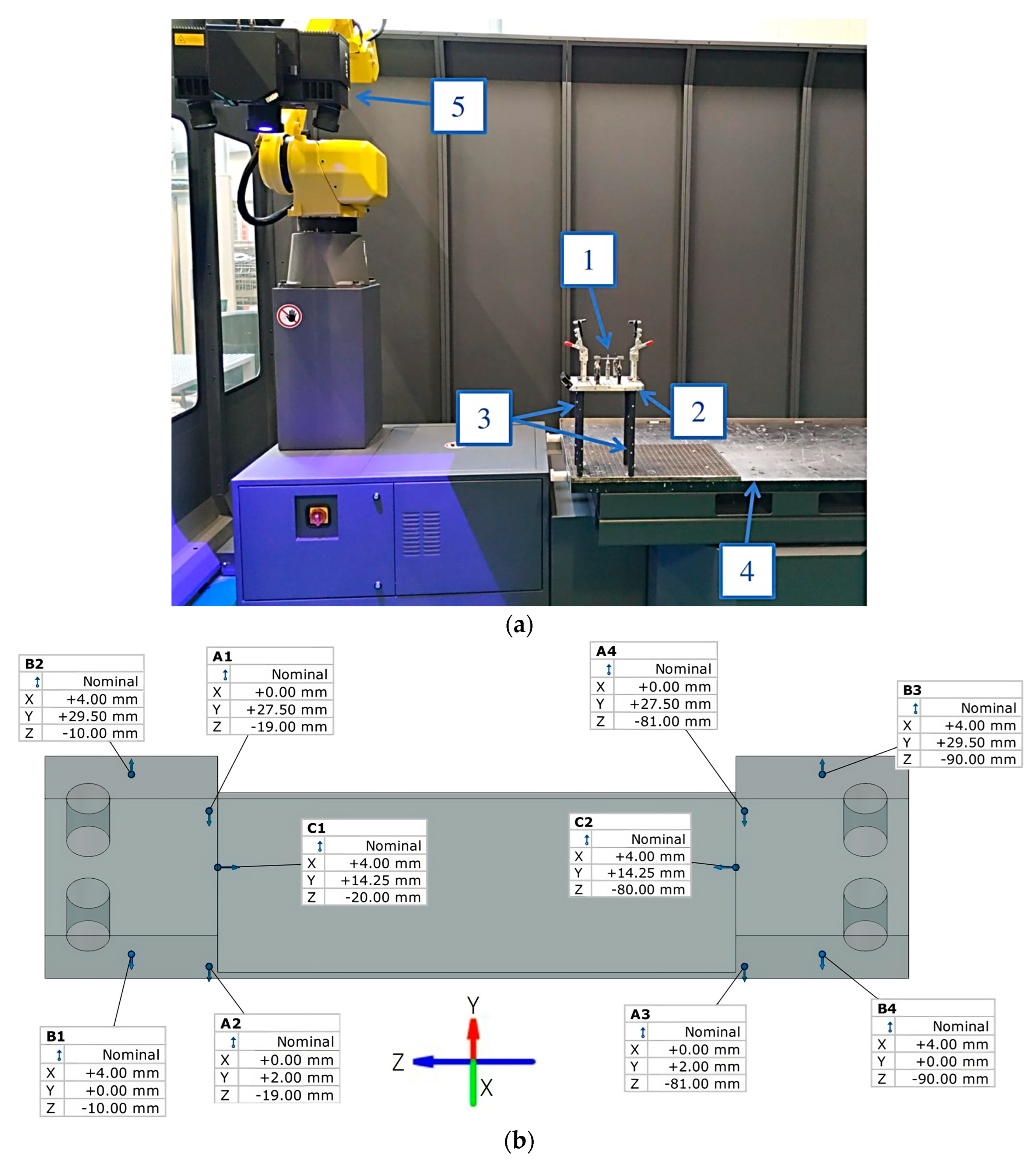
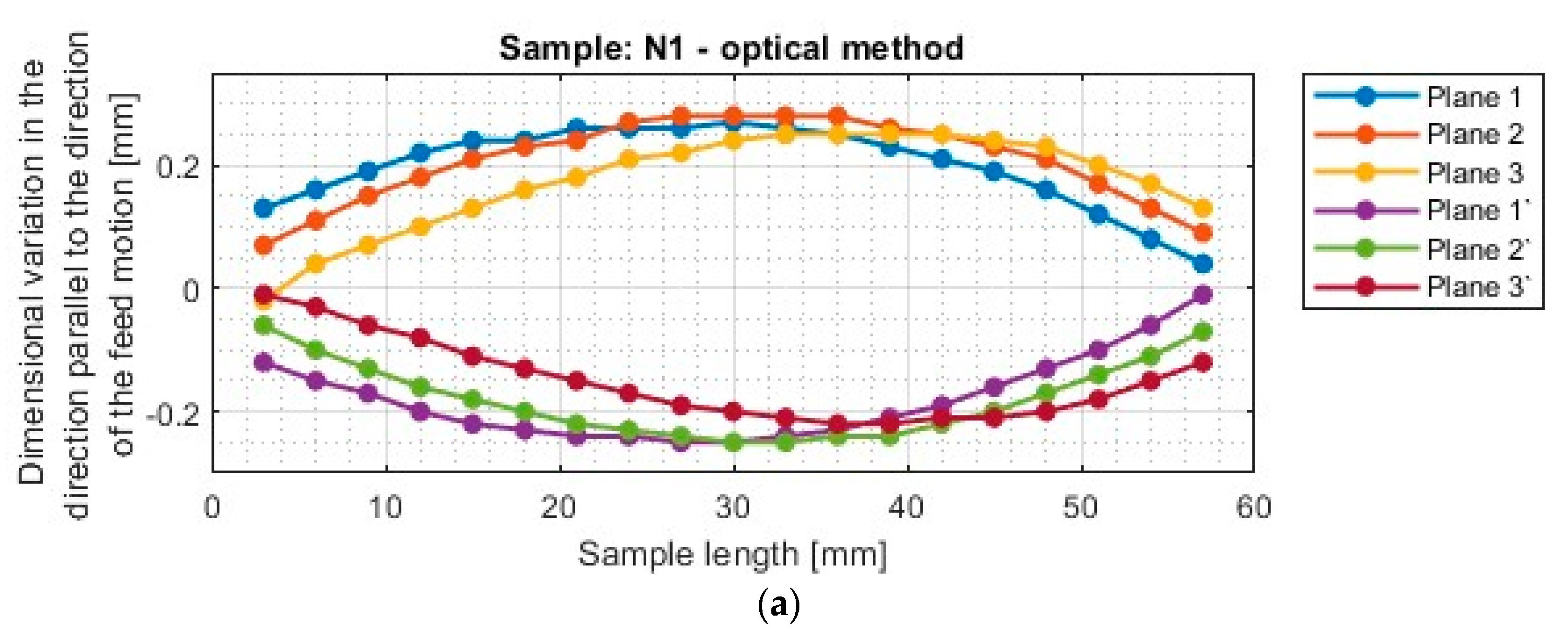
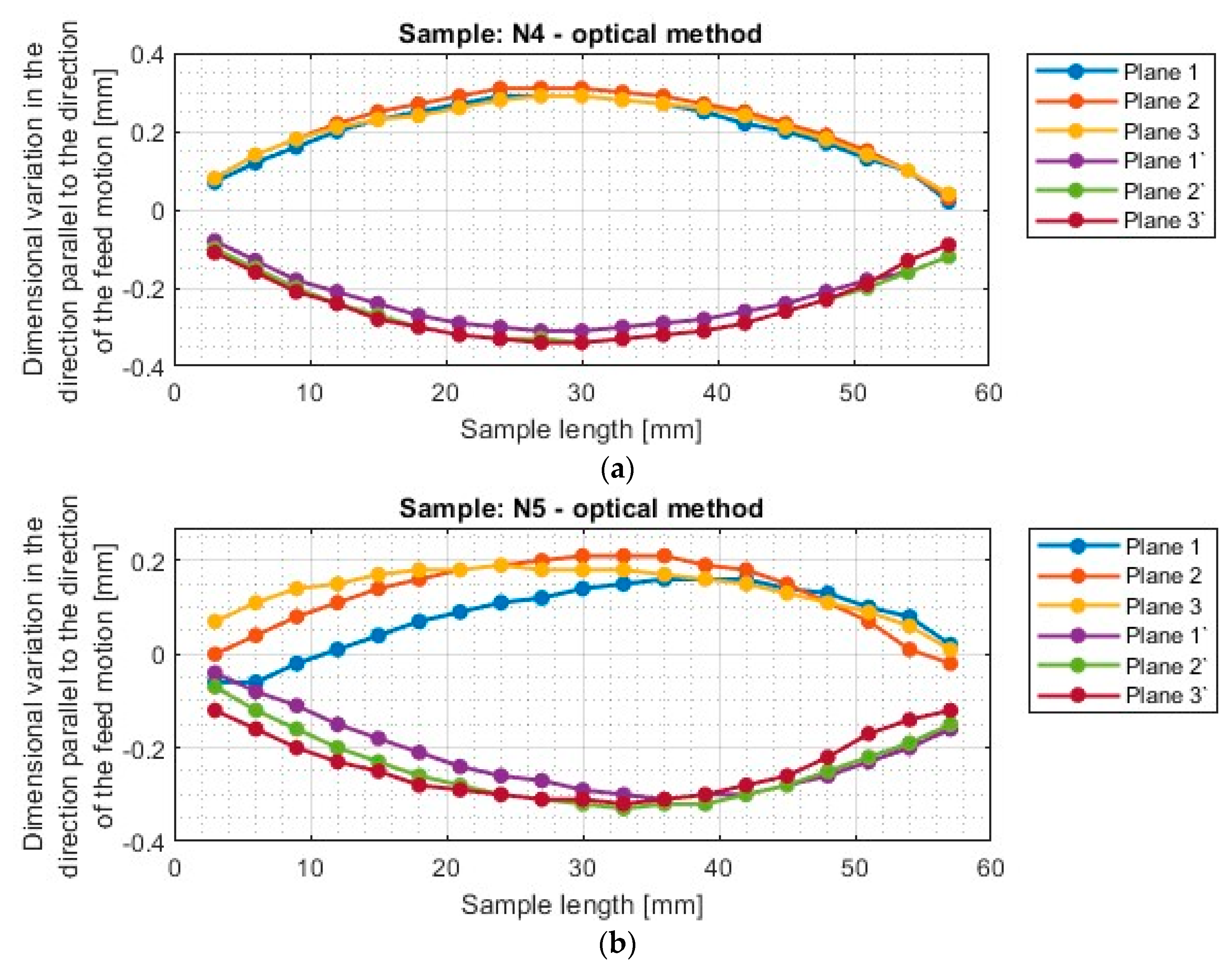
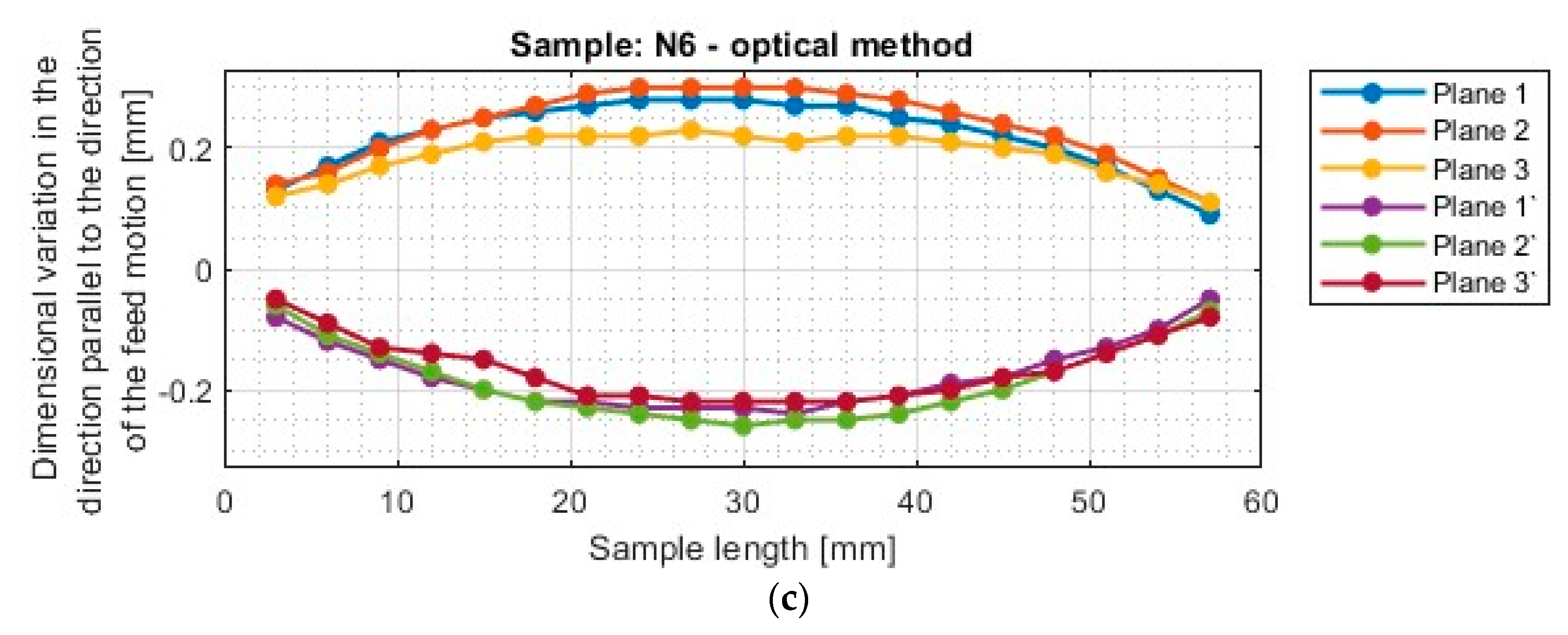
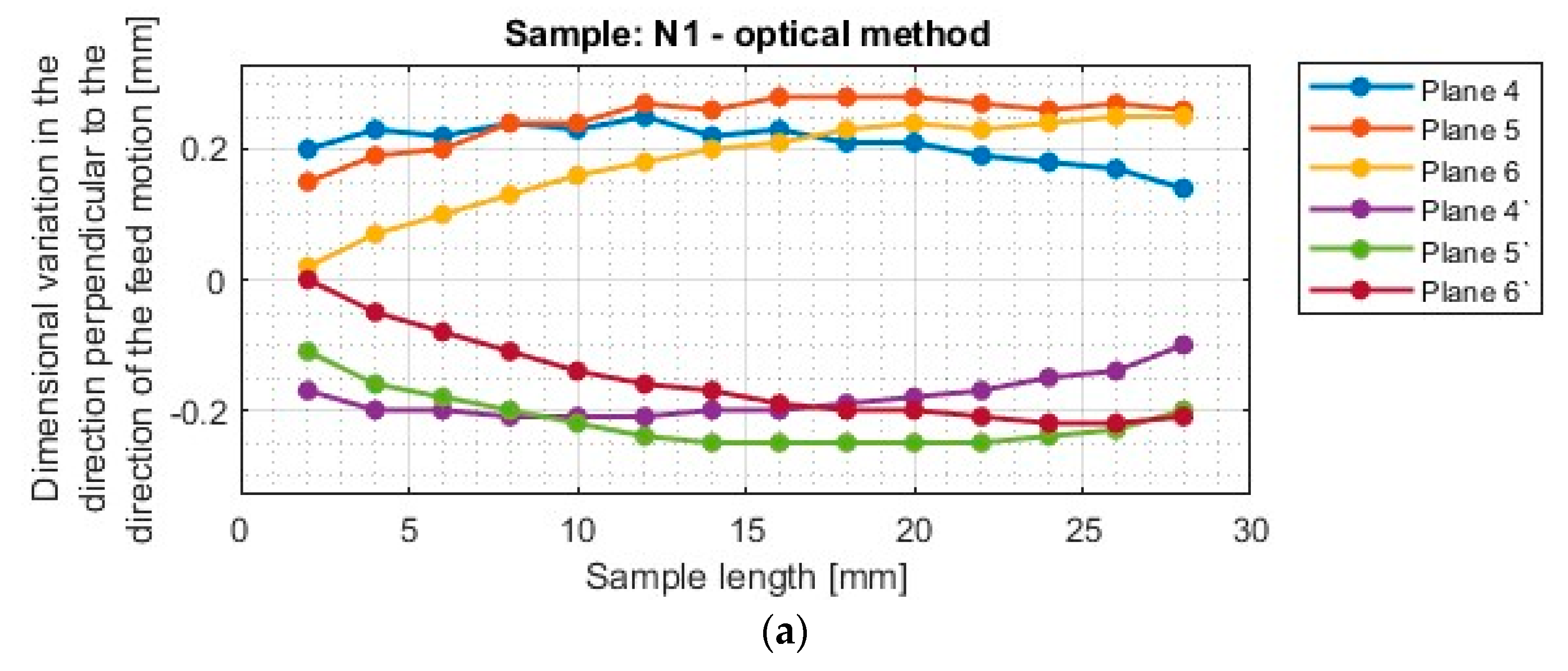
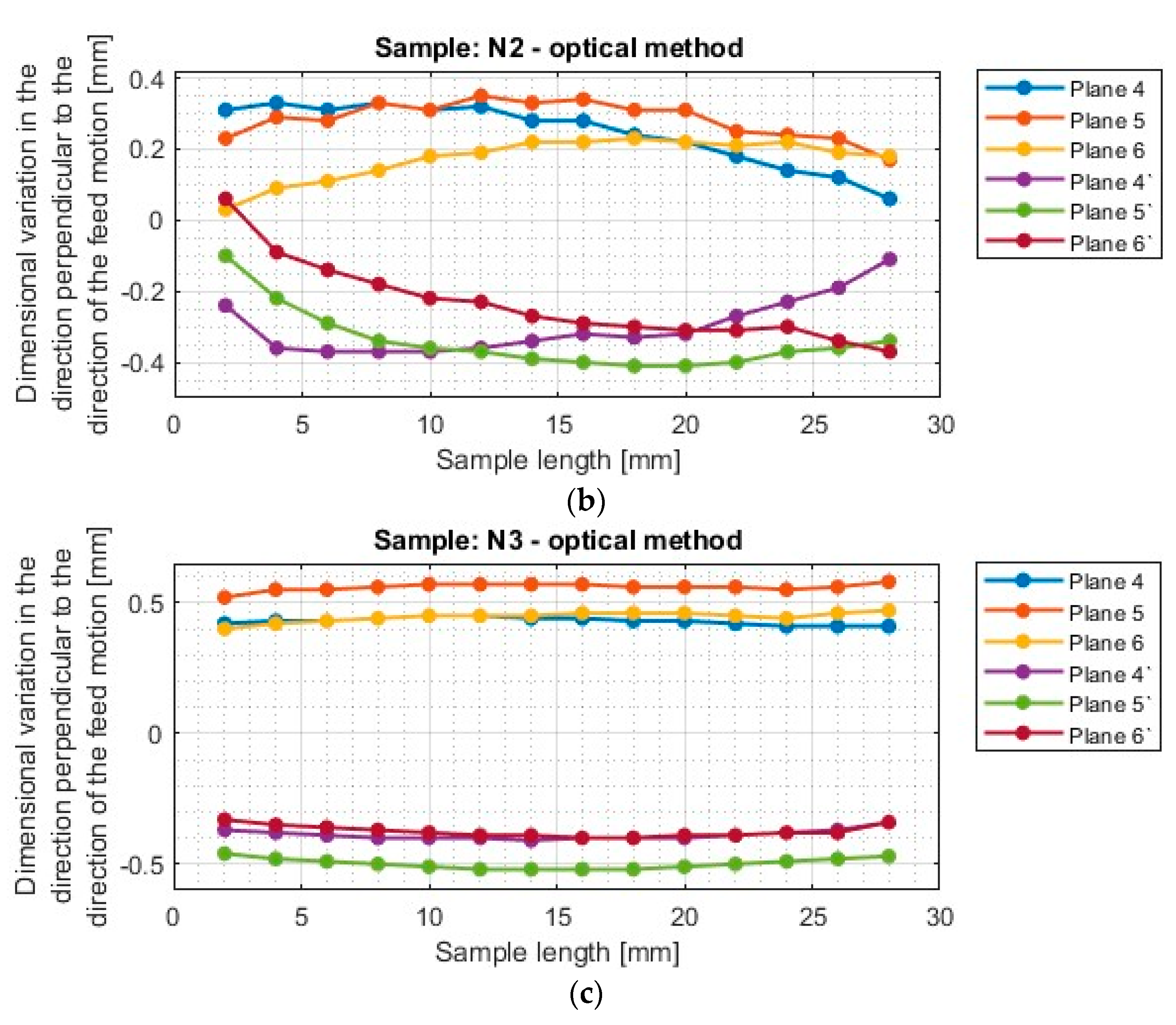
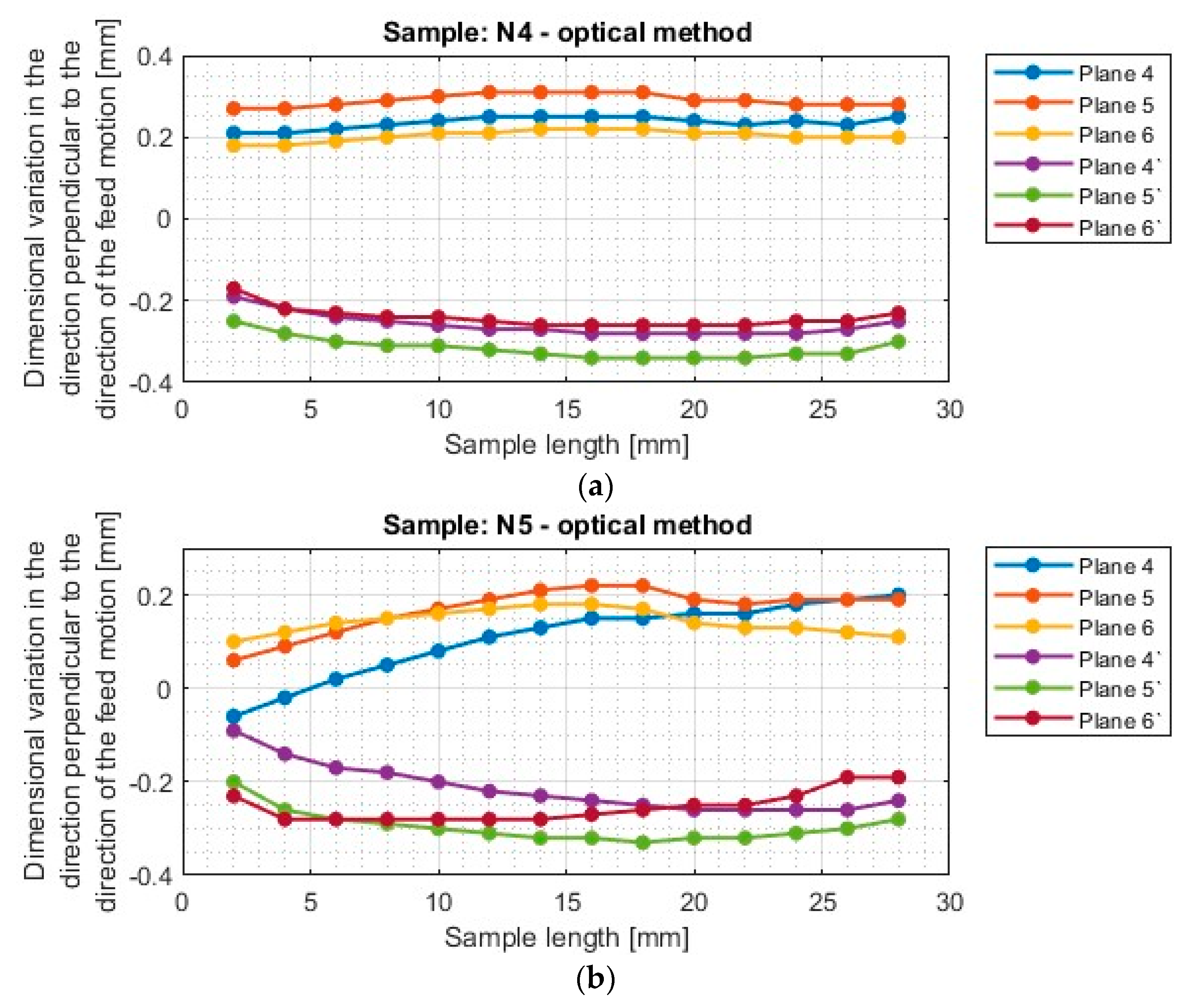
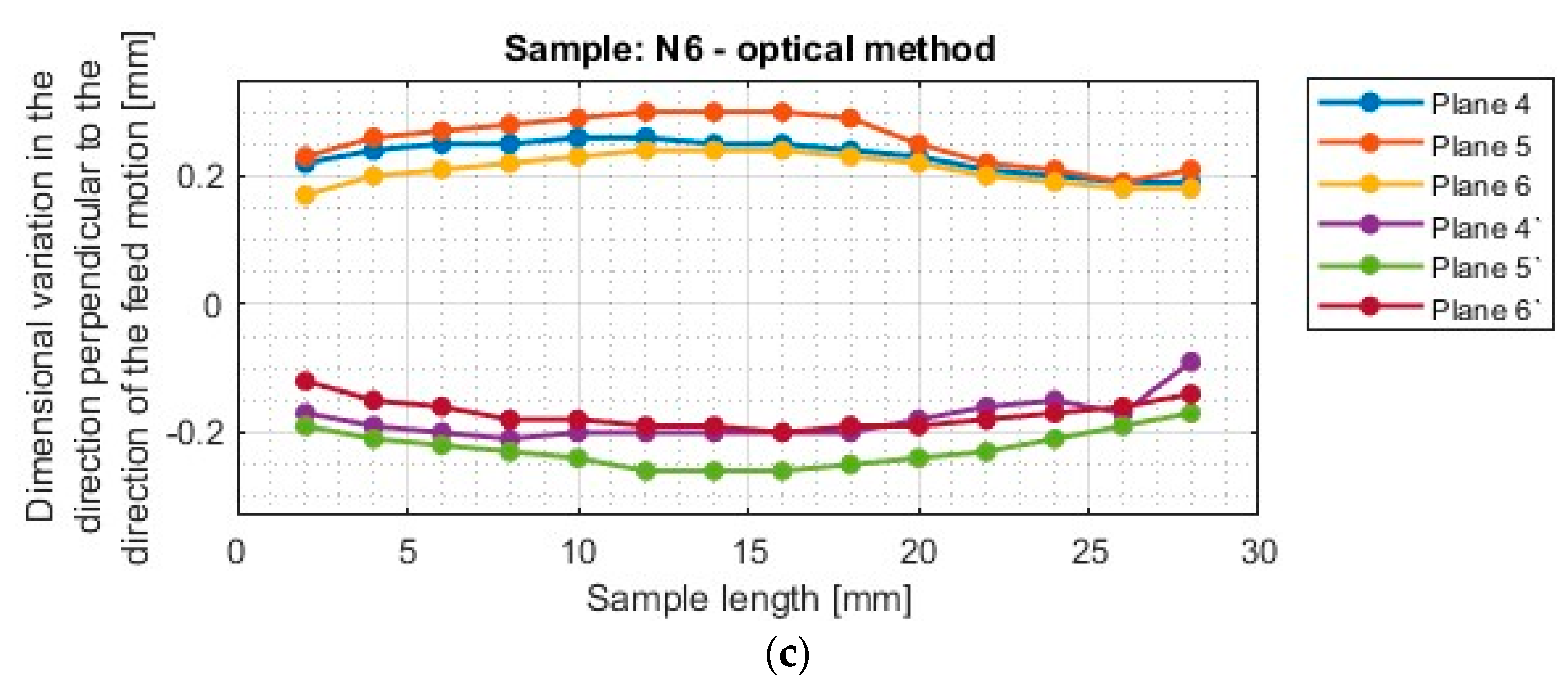
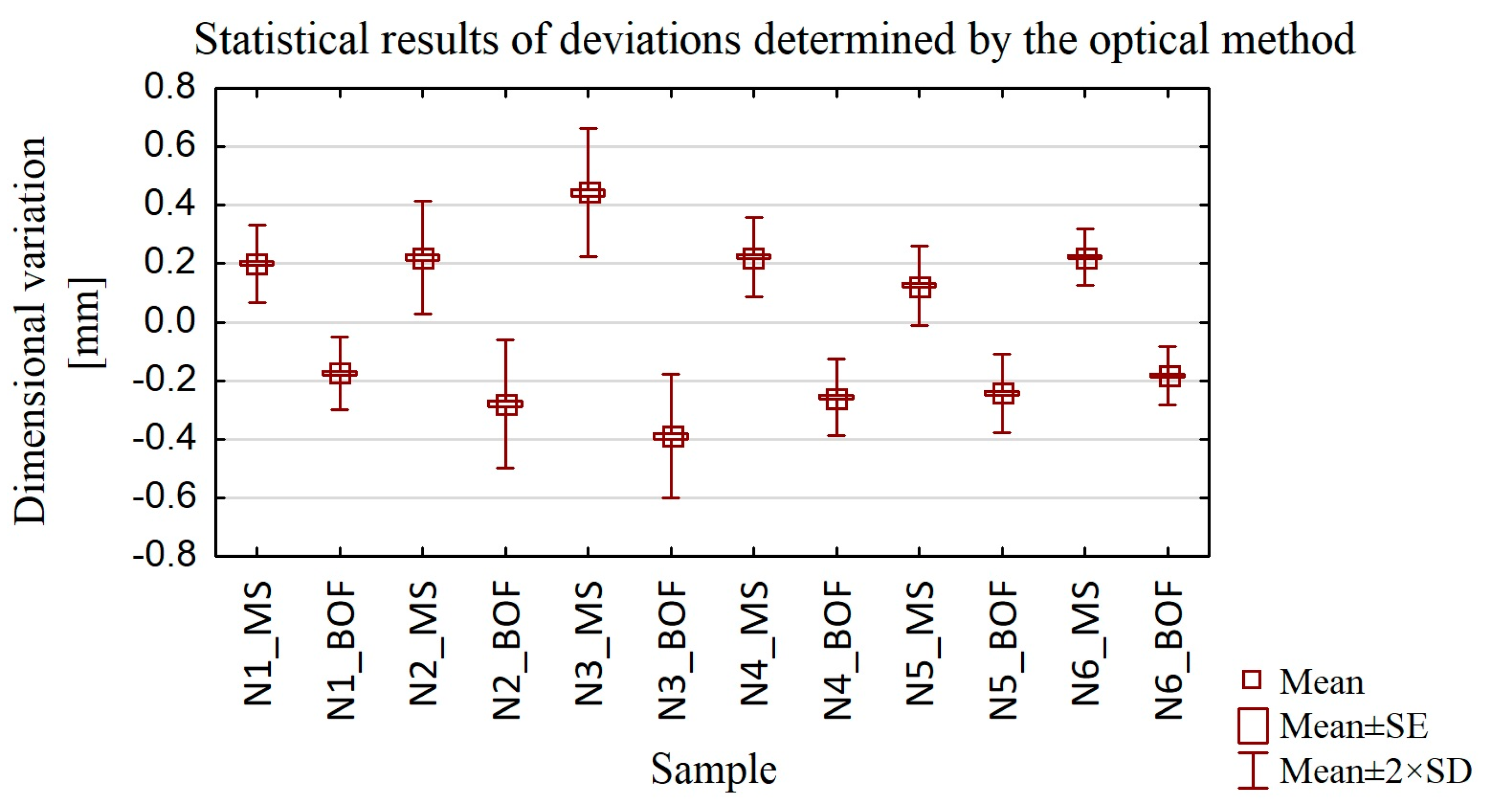
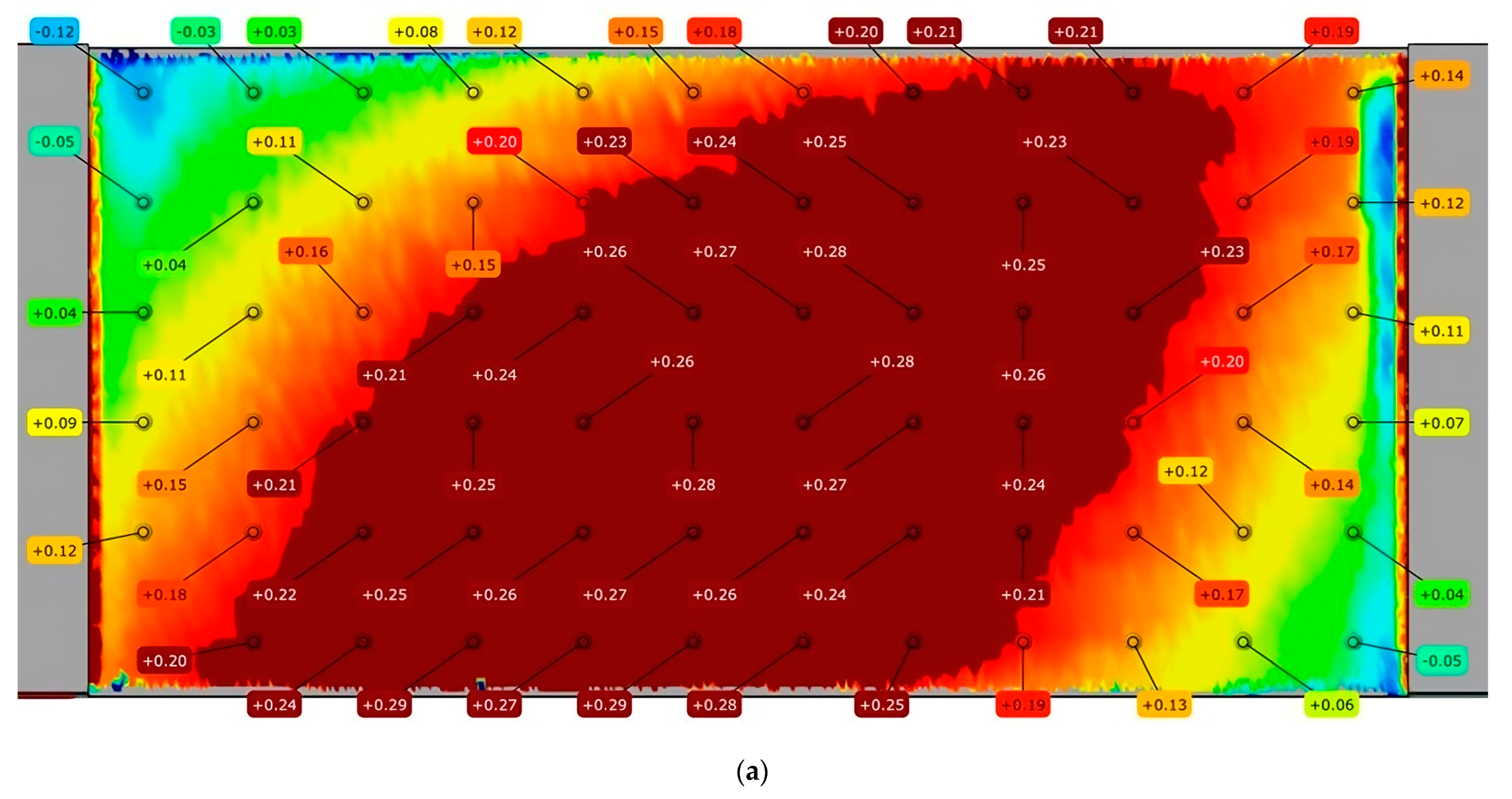
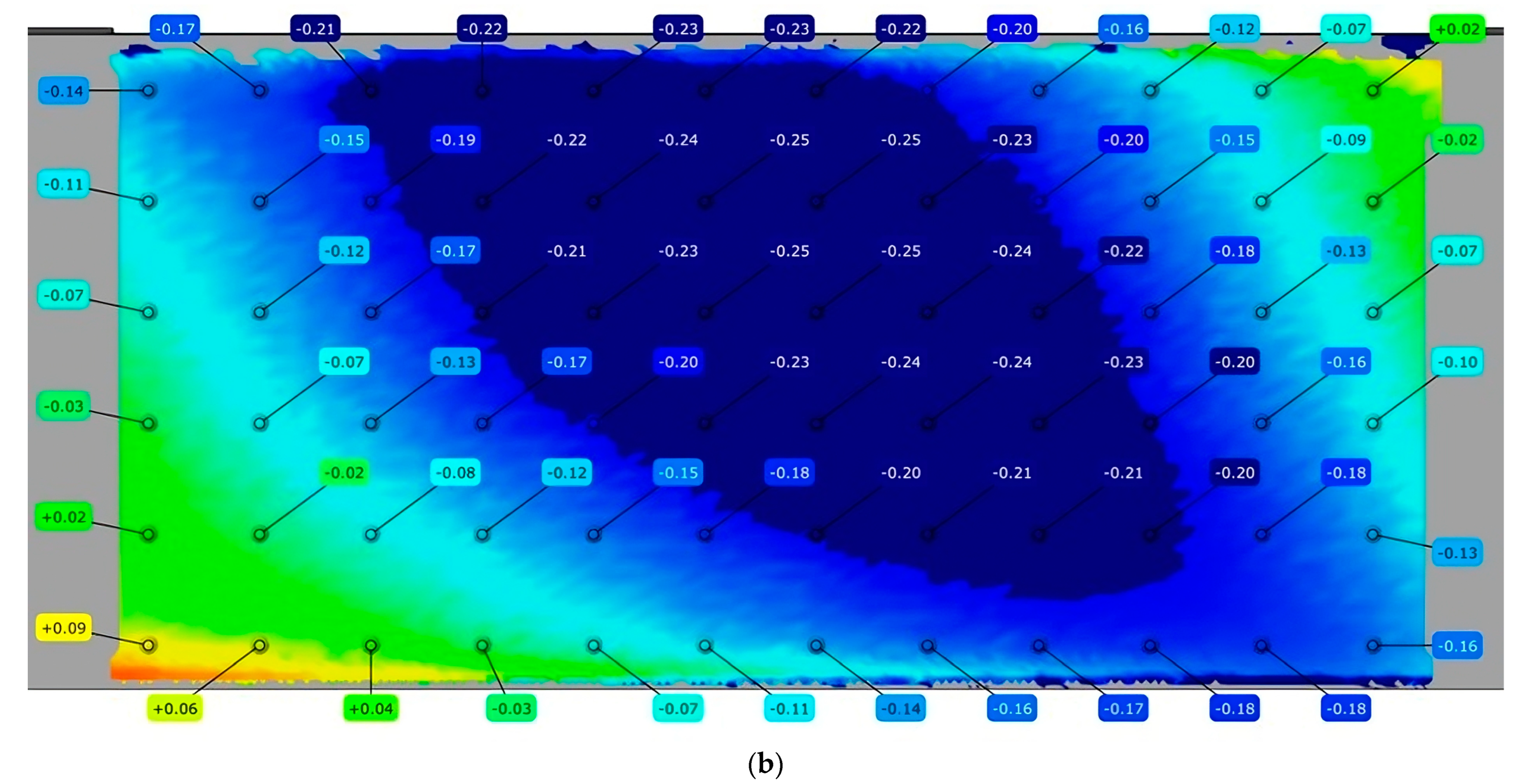
3.1. Results of Optical Measurements
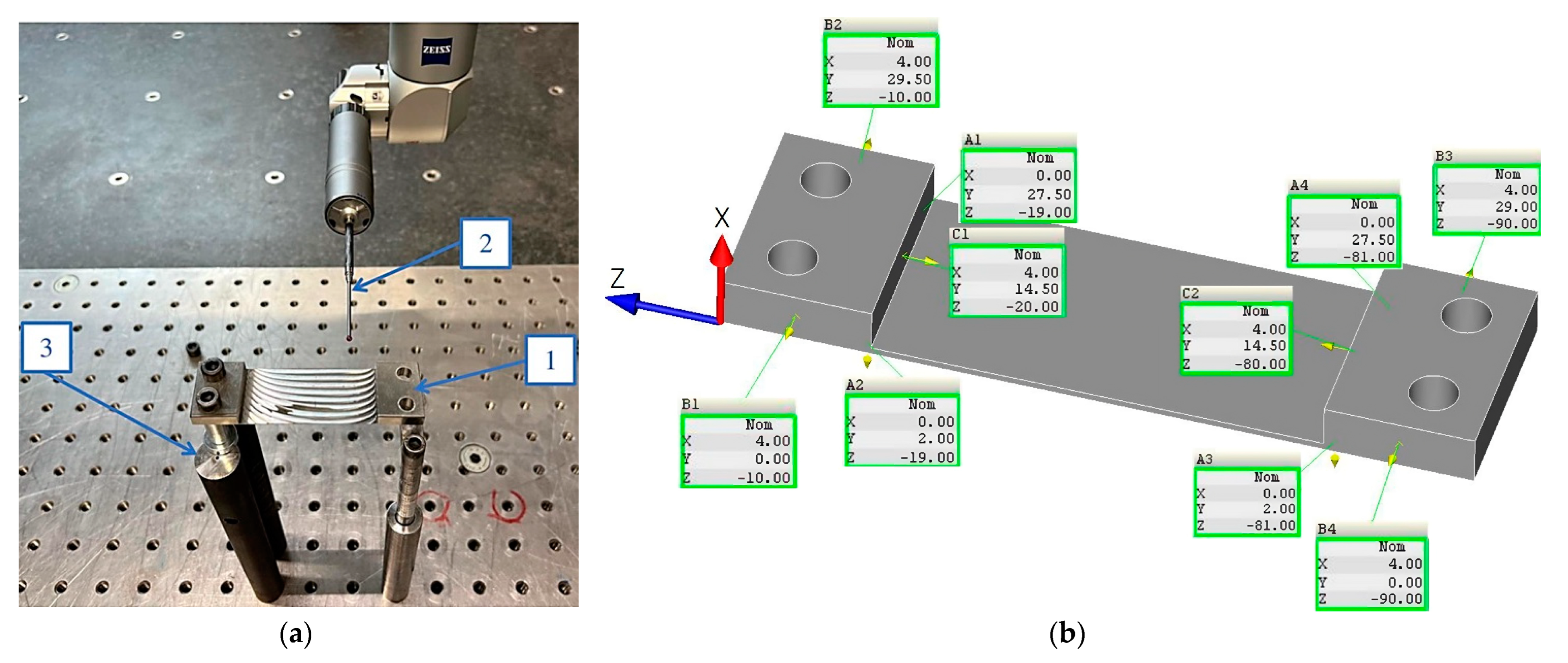
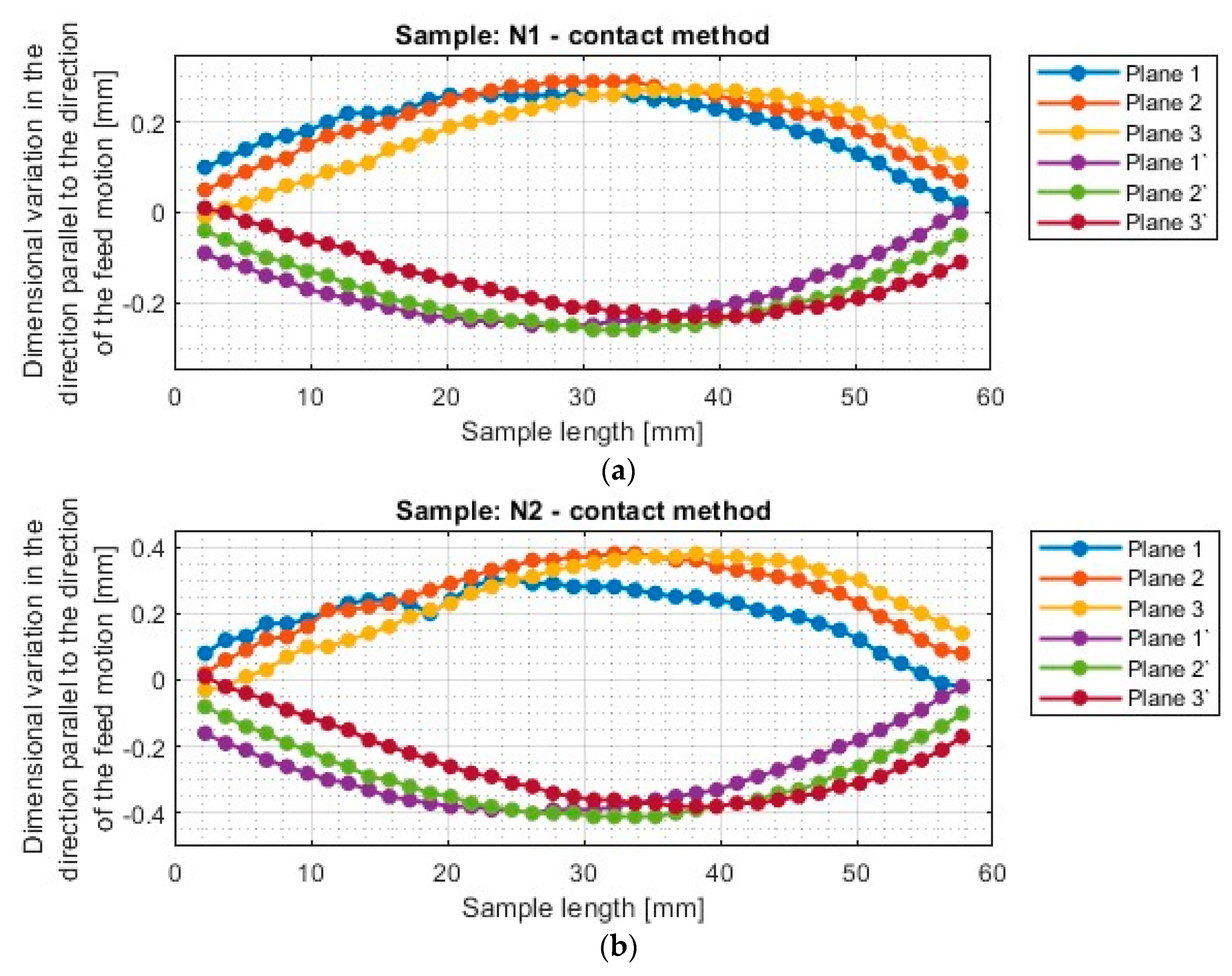
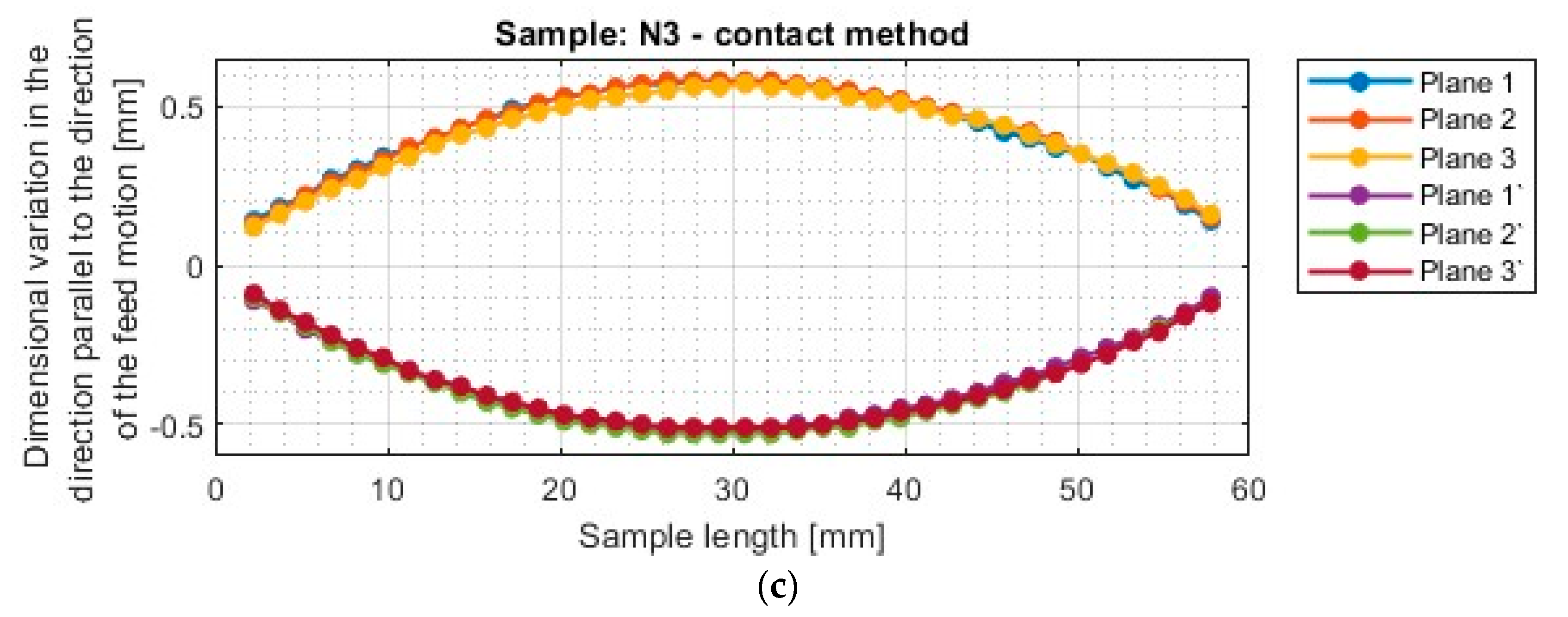
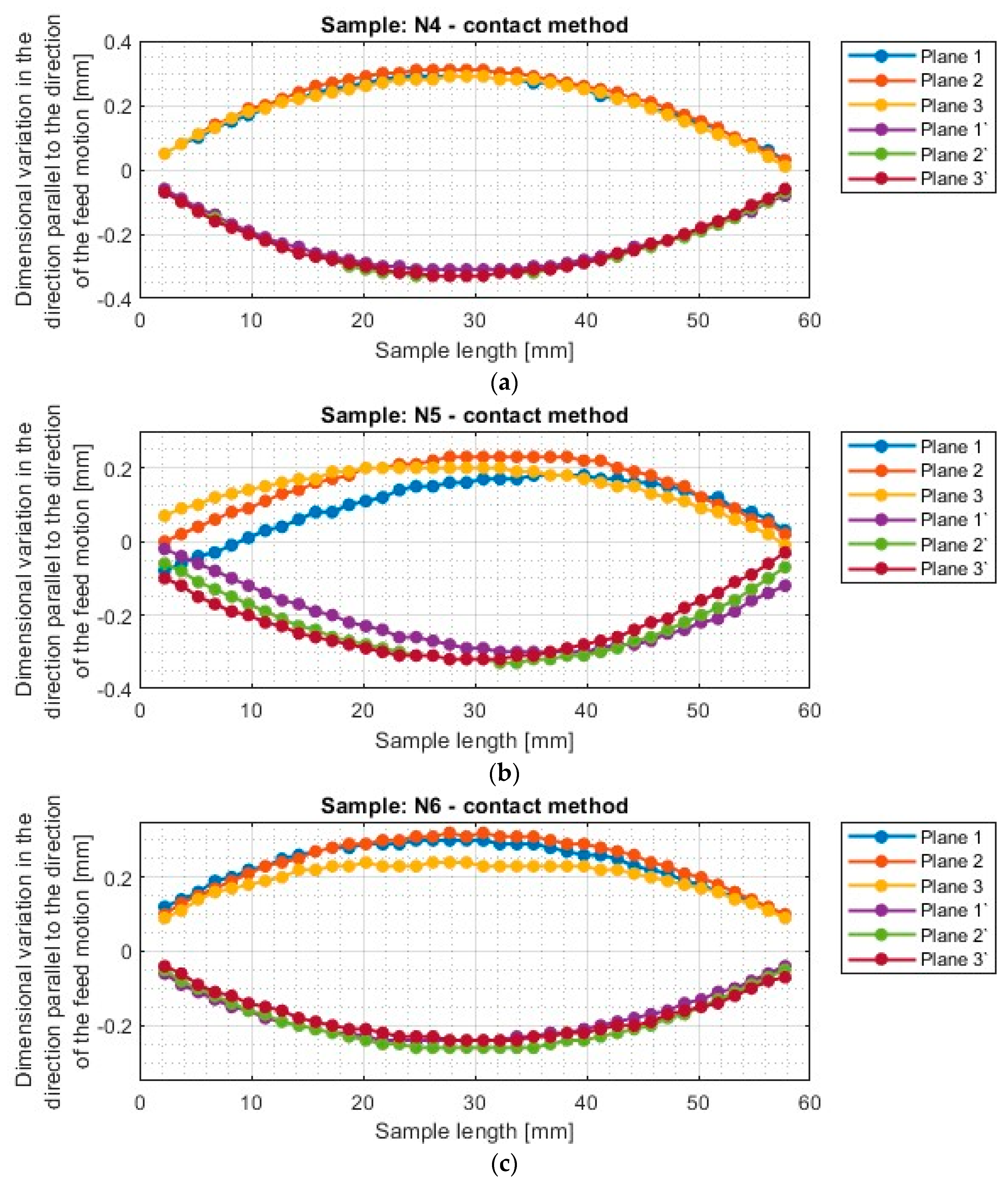
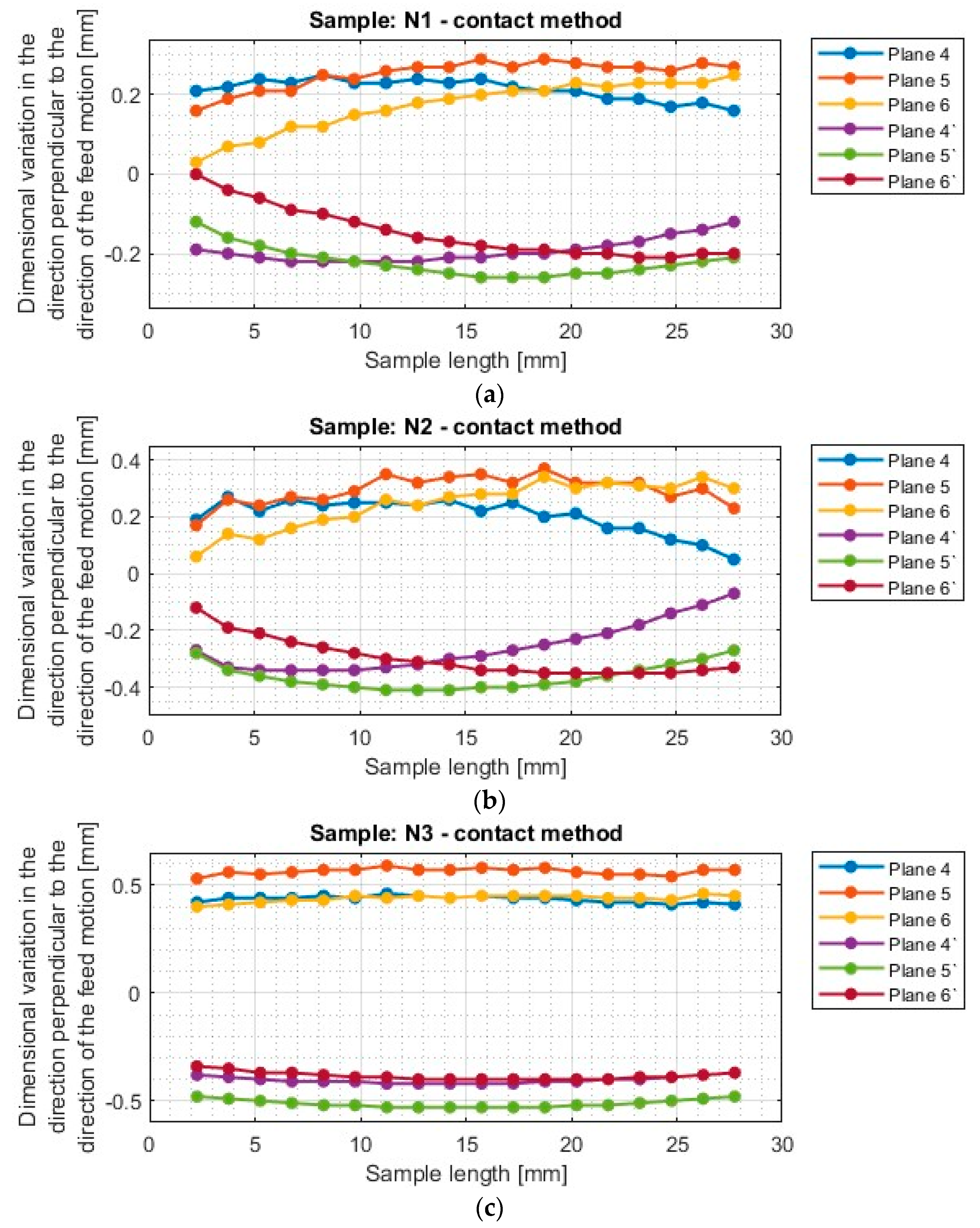
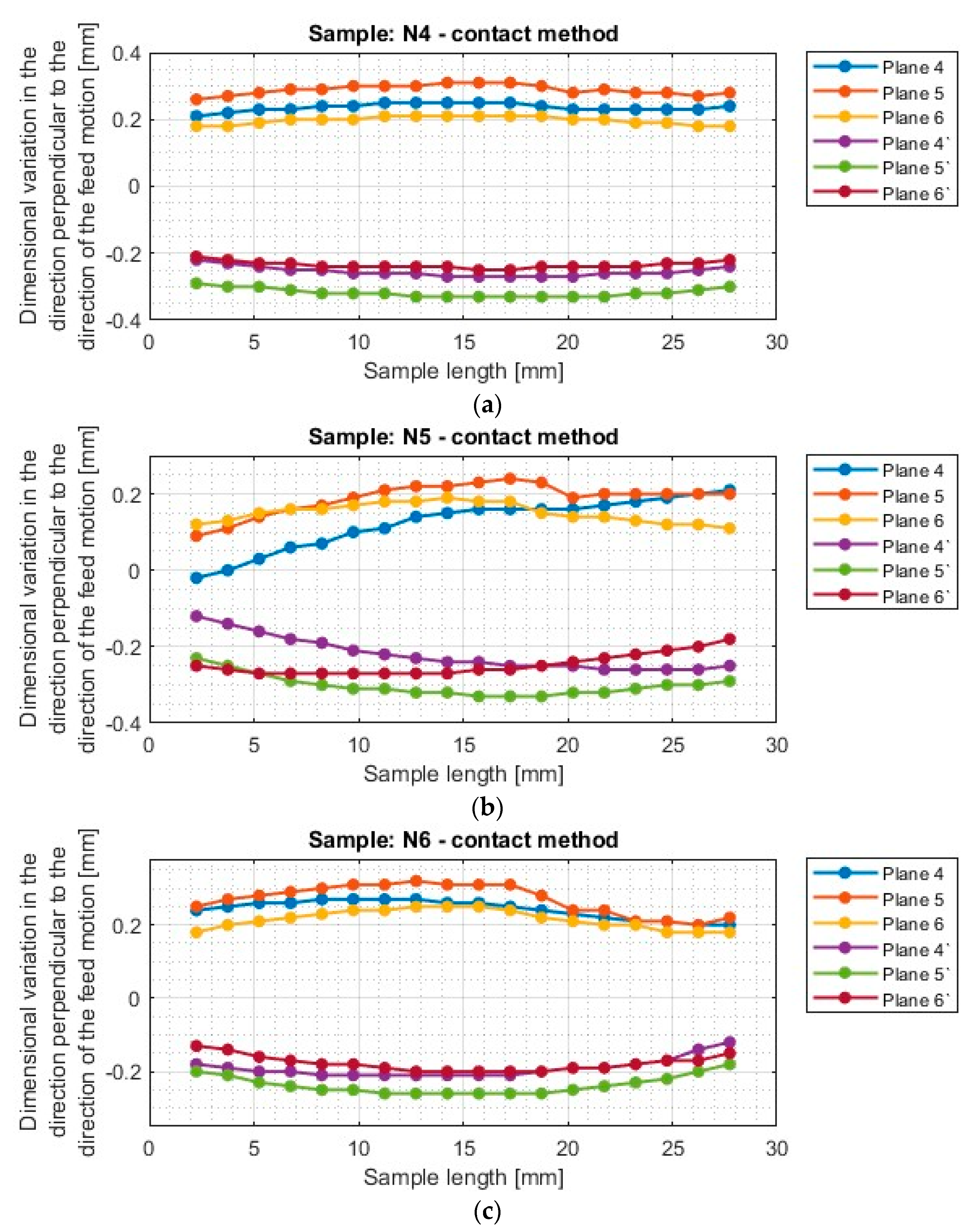
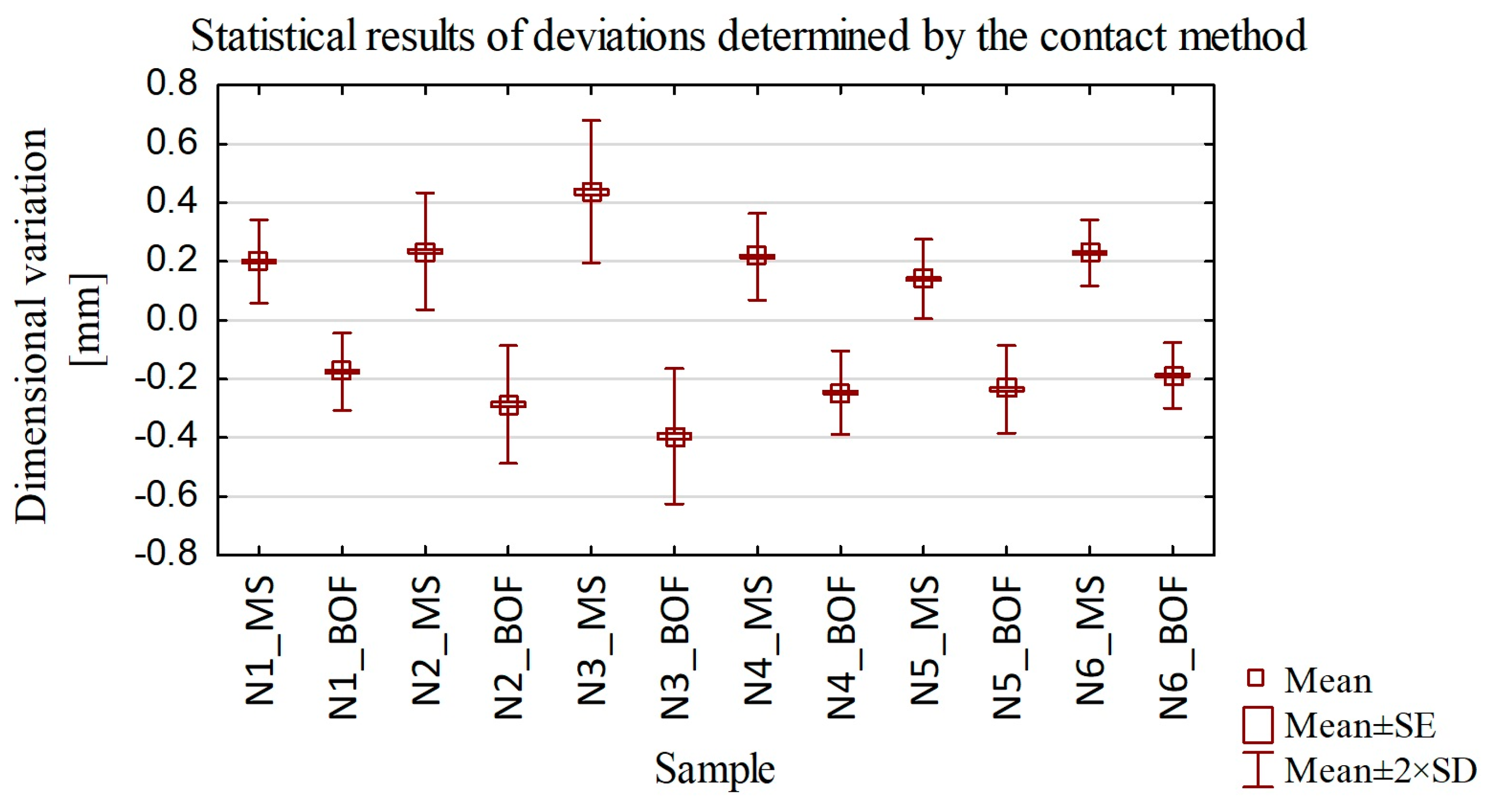
3.2. Results of Contact Method Measurements
3.3. Statistical Analysis of the Results
- The use of an adaptive cylindrical milling strategy (N4–N6) results in less scatter between the values obtained than the use of the adaptive face milling strategy (N1–N3).
- Similar average values of the dimensional variations are observed for samples machined with the tool for general purpose (N1 and N4). A larger scatter of results appears for samples made with the other tools (N2, N3, N5, N6).
- The largest average value pertains to the N3 sample (the tool for high-speed machining, adaptive face milling).
- The smallest average is seen for the N5 sample (the tool for high-performance machining, adaptive cylindrical milling), while the N1 sample (the tool for general purpose, adaptive face milling) has the lowest maximum deviation.
- Sample N6 milled with the tool for high-performance machining and using adaptive cylindrical milling has the smallest difference between the minimum and maximum.
- Looking at results for both Ti6Al4V and Inconel 625, we see that the largest average value was observed for sample T6, while the smallest was for T2. For sample T6, the largest spread of measured deviation values in both material groups was also observed.
- For nickel alloy samples, the effect of strategy on the deviation results was opposite compared to their titanium alloy counterparts, i.e., smaller values were obtained using the adaptive cylindrical milling strategy (N4–N6) than for the face milling strategy (N1–N3).
- Higher average values were obtained for nickel alloy samples than for the titanium alloy (excluding T6).
4. Summary and Conclusions
- The use of the tool for general purpose with an adaptive face milling strategy (N1) resulted in lower deviations compared to a combination of the same tool, however, with the opposite strategy—adaptive cylindrical milling (N4). For the other tools, i.e., the tool for high-performance machining and the tool for high-speed machining, lower deviations were recorded during using adaptive cylindrical milling (N5 and N6) compared to face milling (N2 and N3).
- The lowest deviation value was characterized by specimen N1 (maximum deviation: 0.28 mm), which was made with the tool for general purpose using adaptive face milling, while the highest deviation was found in specimen N3 (maximum deviation: 0.58 mm), made with the same strategy but using the tool for high-speed machining.
- Thin wall thickness close to the assumed value of 1 mm was obtained for all samples except N5, for which the value was about 0.9 mm.
- For two specimens (N3—the tool for high-speed machining using adaptive face milling; N4—the tool for general purpose using adaptive cylindrical milling), the stability of taken deviation values was observed at individual measurement points.
- For samples N1, N2 (adaptive face milling), and N5 (adaptive cylindrical milling), an increase in deviation values was observed until the face of the tool was fully engaged (up to about 10 mm). This is an effect of the stiffness of the tool-spindle system, which, in these cases, was due to the lack of constraining the mill with material on the underside, which slightly reduced the emerging tool deflection at the initial stage of milling.
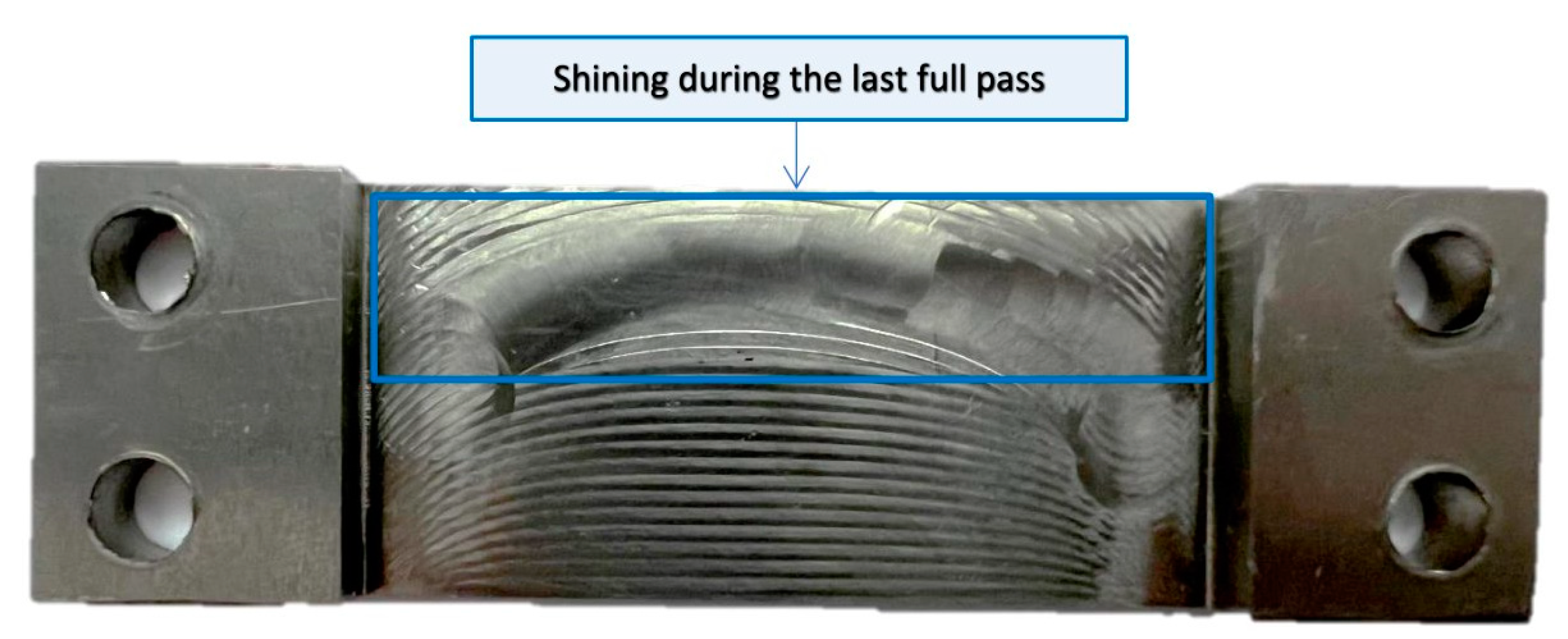
- During the application of adaptive cylindrical milling, a characteristic shining appeared in the last passes, which caused a decrease in the deviation values.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A


References
- Kurpiel, S.; Zagórski, K.; Cieślik, J.; Skrzypkowski, K.; Kapayeva, S.; Torekhanova, M. Dimensional Deviations of Horizontal Thin Wall of Titanium Alloy Ti6Al4V Determined by Optical and Contact Methods. Materials 2023, 16, 7272. [Google Scholar] [CrossRef] [PubMed]
- Zębala, W. Minimalizacja błędów przedmiotów cienkościennych. Inżynieria Masz. 2010, 15, 45–54. [Google Scholar]
- Wang, J.; Ibaraki, S.; Matsubara, A. A cutting sequence optimization algorithm to reduce the workpiece deformation in thin–wall machining. Precis. Eng. 2017, 50, 506–514. [Google Scholar] [CrossRef]
- Huang, P.L.; Li, J.F.; Sun, J. Study on performance in dry milling aeronautical titanium alloy thin–wall components with two types of tools. J. Clean. Prod. 2014, 67, 258–264. [Google Scholar] [CrossRef]
- Polzer, A.; Duvkova, K.; Pokorny, P. On the modern CNC milling with compensation of cutting tools and thin walled workpiece deflections. J. Mach. Eng. 2015, 15, 41–49. [Google Scholar]
- Bałon, P.; Rejman, E.; Smusz, R.; Kiełbasa, B. High speed machining of the thin–walled aircraft constructions. Mechanik 2017, 9, 726–729. [Google Scholar] [CrossRef]
- Tongyue, W.; Ning, H.; Liang, L. Stability of milling of thin–walled workpiece. In Proceedings of the International Conference on Mechanic Automation and Control Engineering (MACE), Wuhan, China, 26–28 June 2010. [Google Scholar]
- Arnaud, L.; Gonzalo, O.; Seguy, S.; Jauregi, H.; Peigné, G. Simulation of low rigidity part machining applied to thin–walled structures. Int. J. Adv. Manuf. Technol. 2011, 54, 479–488. [Google Scholar] [CrossRef]
- Herranz, S.; Campa, F.J.; López, L.N.; Rivero, A.; Lamikiz, A.; Ukar, E.; Sánchez, J.A.; Bravo, U. The milling of airframe components with low rigidity: A general approach to avoid static and dynamic problems. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2005, 219, 789–801. [Google Scholar] [CrossRef]
- Four New High-Performance Milling Techniques for 3D Machining—Adaptive Milling. Available online: https://www.mmsonline.com/articles/four-new-high-performance-milling-techniques-for-3d-machining (accessed on 16 March 2024).
- Adaptive Milling—New Technological Enhancement for High Speed Machining. Available online: https://www.sapience-group.com/adaptive-milling-new-technological-enhancement-for-high-speed-machining/ (accessed on 16 March 2024).
- Mouritz, A. Introduction to Aerospace Materials; Woodhead Publishing Limited: Cambridge, UK, 2012. [Google Scholar]
- Mrazowa, M. Advanced composite materials of the future in aerospace industry. Incas Bull. 2013, 5, 139–150. [Google Scholar]
- PCC—Gas Turbine Components. Available online: https://www.pccforgedproducts.com (accessed on 16 February 2024).
- Abotiheen, H.A.A.; Khidir, B.A.; Bashir, M.; Balasubramanian, R.; Oshkour, A.A. Machining of Titanium Alloys: A Review. In Proceedings of the Student Conference on Research and Development (SCOReD 2011), Cyberjaya, Malaysia, 19–20 December 2011. [Google Scholar]
- Parimi, L.L. Additive Manufacturing of Nickel Based Superalloys for Aerospace Applications. Ph.D. Thesis, The University of Birmingham, Birmingham, UK, 2014. [Google Scholar]
- Humienny, Z. Specyfikacje Geometrii Wyrobów (GPS); WNT: Warszawa, Poland, 2004. [Google Scholar]
- Ratajczyk, E. Współrzędnościowa Technika Pomiarowa; Oficyna Wydawnicza Politechniki Warszawskiej: Warszawa, Poland, 2005. [Google Scholar]
- Bosch, J.A. Coordinate Measuring Machines and Systems; Marcel Pekker Inc.: New York, NY, USA, 1995. [Google Scholar]
- ATOS ScanBox—Optical 3D Coordinate Measuring Machine (Brochure). Available online: https://scanare3d.com/wp-content/uploads/2020/08/GOM_Brochure_ATOS_ScanBox_EN.pdf (accessed on 14 January 2023).
- Kurpiel, S.; Zagórski, K.; Cieślik, J.; Skrzypkowski, K. Investigation of Selected Surface Topography Parameters and Deformation during Milling of Vertical Thin–Walled Structures from Titanium Alloy Ti6Al4V. Materials 2023, 16, 3182. [Google Scholar] [CrossRef]
- Kurpiel, S.; Zagórski, K.; Cieślik, J.; Skrzypkowski, K.; Tuleshov, A. Evaluation of the Surface Topography and Deformation of Vertical Thin–Wall Milled Samples from the Nickel Alloy Inconel 625. Materials 2024, 17, 295. [Google Scholar] [CrossRef]
- Gang, L. Study on deformation of titanium thin–walled part in milling process. J. Mater. Process. Technol. 2009, 209, 2788–2793. [Google Scholar] [CrossRef]
- Hintze, W.; Wenserski, R.; Junghans, S.; Möller, C. Finish machining of Ti6Al4V SLM components under consideration of thin walls and support structure removal. Procedia Manuf. 2020, 48, 485–491. [Google Scholar] [CrossRef]
- Polishetty, A.; Goldberg, M.; Littlefair, G.; Puttaraj, M.; Patil, P.; Kalra, A. A preliminary assessment of machinability titanium alloy Ti6Al4V during thin wall machining using trochoidal milling. Procedia Eng. 2014, 97, 357–364. [Google Scholar] [CrossRef]
- Yusop, M.S.M.; Said, A.Y.M.; Karim, Z.; Ramli, A.S.; Azman, R.; Rahman, A.B.A.; Kamil, F.N.A. Effect of Different Cutting Speed towards Machinability of Titanium (Ti6Al4V) Curved Thin Wall using Trochoidal Milling Path. Int. J. Eng. Adv. Technol. (IJEAT) 2019, 8, 3392–3396. [Google Scholar] [CrossRef]
- Zha, J.; Liang, J.; Li, Y.; Zhang, H.; Chen, Y. Large Cutting Depth and Layered Milling of Titanium Alloy Thin–Walled Parts. Materials 2020, 13, 1499. [Google Scholar] [CrossRef]
- Gapinski, B.; Wieczorowski, M.; Marciniak–Podsadna, L.; Dybala, B.; Ziolkowski, G. Comparison of Different Method of Measurement Geometry using CMM, Optical Scanner and Computed Tomography 3D. Procedia Eng. 2014, 69, 255–262. [Google Scholar] [CrossRef]
- Kurpiel, S.; Cudok, B.; Zagórski, K.; Cieślik, J.; Skrzypkowski, K.; Brostow, W. Influence of Tools and Cutting Strategy on Milling Conditions and Quality of Horizontal Thin–Wall Structures of Titanium Alloy Ti6Al4V. Sensors 2023, 23, 9905. [Google Scholar] [CrossRef]
- Zhang, F.; Ilavsky, J.; Lindwall, G.; Stoudt, M.R.; Levine, L.E.; Allen, A.J. Solid-State Transformation of an Additive Manufactured Inconel 625 Alloy at 700 °C. Appl. Sci. 2021, 11, 8643. [Google Scholar] [CrossRef]
- Peters, M.; Brodie, E.G.; Thomas, S.; Djumas, L.; Brameld, M.; Salasi, M.; Quadir, Z.; Iannuzzi, M.; Wang, J.; Sercombe, T.; et al. On the importance of nano-oxide control in laser powder bed fusion manufactured Ni-based alloys to enhance fracture properties. Materialia 2023, 32, 101958. [Google Scholar] [CrossRef]
- Yang, K.-R.; Hanawa, T.; Kwon, T.-Y.; Min, B.-K.; Hong, M.-H. Mechanical Property Comparison of Ni–Cr–Mo Alloys Fabricated via One Conventional and Two New Digital Manufacturing Techniques. Appl. Sci. 2021, 11, 9308. [Google Scholar] [CrossRef]
- Wu, Z.Y.; Liu, Y.J.; Wu, X.; Liu, X.C. Fatigue performance of beta titanium alloy topological porous structures fabricated by laser powder bed fusion. J. Mater. Res. Technol. 2024, 29, 4772–4789. [Google Scholar] [CrossRef]
- SIS—Industry Catalog. Available online: https://sisindustry.com/chemia-przemyslowa/przemyslowe-srodki-smarne/ (accessed on 1 April 2024).
- Seco Tools Catalog—JS554100E2R050.0Z4–SIRA. Available online: https://www.secotools.com/article/p_03029964 (accessed on 11 January 2024).
- Seco Tools Catalog—JS754100E2C.0Z4A–HXT. Available online: https://www.secotools.com/article/p_03186836 (accessed on 11 January 2024).
- Seco Tools Catalog—JH730100D2R100.0Z7–HXT. Available online: https://www.secotools.com/article/p_03127380 (accessed on 11 January 2024).
- Saenz, A.; Brostow, W.; Rivera, E.; Castaño, V.M. Ceramic biomaterials: An introductory overview. J. Mater. Ed. 1999, 21, 267. [Google Scholar]
- Davidovits, J. Geopolymers: Man-made rock geosynthesis and the resulting development of very early high strength cement. J. Mater. Ed. 1994, 16, 91–139. [Google Scholar]
- Bilyeu, B.; Brostow, W.; Menard, K.P. Epoxy thermosets and their applications. III. Kinetic equations and models. J. Mater. Ed. 2001, 23, 189. [Google Scholar]
- Brostow, W.; Datashvili, T.; Miller, H. Wood and wood derived materials. J. Mater. Ed. 2010, 32, 125. [Google Scholar]
- Dobiszewska, M. Waste materials used in making mortar and concrete. J. Mater. Ed. 2017, 39, 133. [Google Scholar]
- Flores, A. Indentation in polymers. J. Mater. Ed. 2017, 39, 173. [Google Scholar]























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mechanical Properties | Value | Unit |
|---|---|---|
| Tensile strength Rm | min. 760 | MPa |
| Yield strength 0.2% | min. 380 | MPa |
| Elongation at break | min. 35 | % |
| Density | 8.44 | g/cm3 |
| Element | Ni | Cr | Mo | Nb | Fe | C | Mn | Si | S | Al | Ti | P | Co |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Percentage (%) | ≥58 | 20–23 | 8–10 | 3.15–4.15 | ≤5 | ≤0.1 | ≤0.5 | ≤0.5 | ≤0.015 | ≤4.4 | ≤0.4 | ≤0.015 | ≤1 |
| Sample Number | Material | Tool | Machining Strategy |
|---|---|---|---|
| N1 | Nickel alloy Inconel 625 | JS554100E2R050.0Z4–SIRA | Adaptive face milling |
| N2 | JS754100E2C.0Z4A–HXT | Adaptive face milling | |
| N3 | JH730100D2R100.0Z7–HXT | Adaptive face milling | |
| N4 | JS554100E2R050.0Z4–SIRA | Adaptive cylindrical milling | |
| N5 | JS754100E2C.0Z4A–HXT | Adaptive cylindrical milling | |
| N6 | JH730100D2R100.0Z7–HXT | Adaptive cylindrical milling |
| Method | Sample Number | Mean Value | Median Value | Minimum Value | Maximum Value | Variance | Standard Deviation | Standard Error |
|---|---|---|---|---|---|---|---|---|
| Optical method | N1_MS | 0.20 | 0.22 | −0.02 | 0.28 | 0.00 | 0.07 | 0.01 |
| N1_BOF | −0.18 | −0.20 | −0.25 | 0.00 | 0.00 | 0.06 | 0.01 | |
| N2_MS | 0.22 | 0.23 | −0.05 | 0.35 | 0.01 | 0.10 | 0.01 | |
| N2_BOF | −0.28 | −0.31 | −0.41 | 0.06 | 0.01 | 0.11 | 0.01 | |
| N3_MS | 0.44 | 0.45 | 0.16 | 0.58 | 0.01 | 0.11 | 0.01 | |
| N3_BOF | −0.39 | −0.40 | −0.52 | −0.11 | 0.01 | 0.11 | 0.01 | |
| N4_MS | 0.22 | 0.23 | 0.02 | 0.31 | 0.00 | 0.07 | 0.01 | |
| N4_BOF | −0.26 | −0.26 | −0.34 | −0.08 | 0.00 | 0.06 | 0.01 | |
| N5_MS | 0.13 | 0.14 | −0.06 | 0.22 | 0.00 | 0.07 | 0.01 | |
| N5_BOF | −0.24 | −0.26 | −0.33 | −0.04 | 0.00 | 0.07 | 0.01 | |
| N6_MS | 0.22 | 0.22 | 0.09 | 0.30 | 0.00 | 0.05 | 0.00 | |
| N6_BOF | −0.18 | −0.19 | −0.26 | −0.05 | 0.00 | 0.05 | 0.01 | |
| Contact method | N1_MS | 0.20 | 0.22 | −0.01 | 0.29 | 0.01 | 0.07 | 0.01 |
| N1_BOF | −0.18 | −0.20 | −0.26 | 0.01 | 0.00 | 0.07 | 0.01 | |
| N2_MS | 0.23 | 0.25 | −0.03 | 0.38 | 0.01 | 0.10 | 0.01 | |
| N2_BOF | −0.29 | −0.32 | −0.41 | 0.01 | 0.01 | 0.10 | 0.01 | |
| N3_MS | 0.44 | 0.45 | 0.12 | 0.59 | 0.01 | 0.12 | 0.01 | |
| N3_BOF | −0.40 | −0.41 | −0.53 | −0.09 | 0.01 | 0.12 | 0.01 | |
| N4_MS | 0.22 | 0.23 | 0.01 | 0.31 | 0.01 | 0.07 | 0.01 | |
| N4_BOF | −0.25 | −0.26 | −0.33 | −0.06 | 0.01 | 0.07 | 0.01 | |
| N5_MS | 0.14 | 0.16 | −0.08 | 0.24 | 0.00 | 0.07 | 0.01 | |
| N5_BOF | −0.24 | −0.26 | −0.33 | −0.02 | 0.01 | 0.07 | 0.01 | |
| N6_MS | 0.23 | 0.23 | 0.09 | 0.32 | 0.00 | 0.06 | 0.00 | |
| N6_BOF | −0.19 | −0.20 | −0.26 | −0.04 | 0.00 | 0.06 | 0.00 |
| Sample | N1_MS | N2_MS | N3_MS | N4_MS | N5_MS | N6_MS |
|---|---|---|---|---|---|---|
| Difference (mm) | 0.01 | 0.03 | 0.01 | 0 | 0.02 | 0.02 |
| Difference (%) | 3.4 | 7.9 | 1.7 | 0 | 8.3 | 6.2 |
| Sample | N1_BOF | N2_BOF | N3_BOF | N4_BOF | N5_BOF | N6_BOF |
|---|---|---|---|---|---|---|
| Difference (mm) | 0.01 | 0 | 0.01 | 0.01 | 0 | 0 |
| Difference (%) | 3.8 | 0 | 1.9 | 3 | 0 | 0 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kurpiel, S.; Zagórski, K.; Cieślik, J.; Skrzypkowski, K.; Brostow, W. Evaluation of Deviations for Horizontal Thin Walls Determined by Optical and Contact Methods for Milled Samples of Nickel Alloy Inconel 625. Appl. Sci. 2024, 14, 3034. https://doi.org/10.3390/app14073034
Kurpiel S, Zagórski K, Cieślik J, Skrzypkowski K, Brostow W. Evaluation of Deviations for Horizontal Thin Walls Determined by Optical and Contact Methods for Milled Samples of Nickel Alloy Inconel 625. Applied Sciences. 2024; 14(7):3034. https://doi.org/10.3390/app14073034
Chicago/Turabian StyleKurpiel, Szymon, Krzysztof Zagórski, Jacek Cieślik, Krzysztof Skrzypkowski, and Witold Brostow. 2024. "Evaluation of Deviations for Horizontal Thin Walls Determined by Optical and Contact Methods for Milled Samples of Nickel Alloy Inconel 625" Applied Sciences 14, no. 7: 3034. https://doi.org/10.3390/app14073034
APA StyleKurpiel, S., Zagórski, K., Cieślik, J., Skrzypkowski, K., & Brostow, W. (2024). Evaluation of Deviations for Horizontal Thin Walls Determined by Optical and Contact Methods for Milled Samples of Nickel Alloy Inconel 625. Applied Sciences, 14(7), 3034. https://doi.org/10.3390/app14073034