

High-Temperature Oxidation of the 304/6061 Welding–Brazing Joint and Its Effects on Corrosion Characteristics

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Experimental Method
3. Results
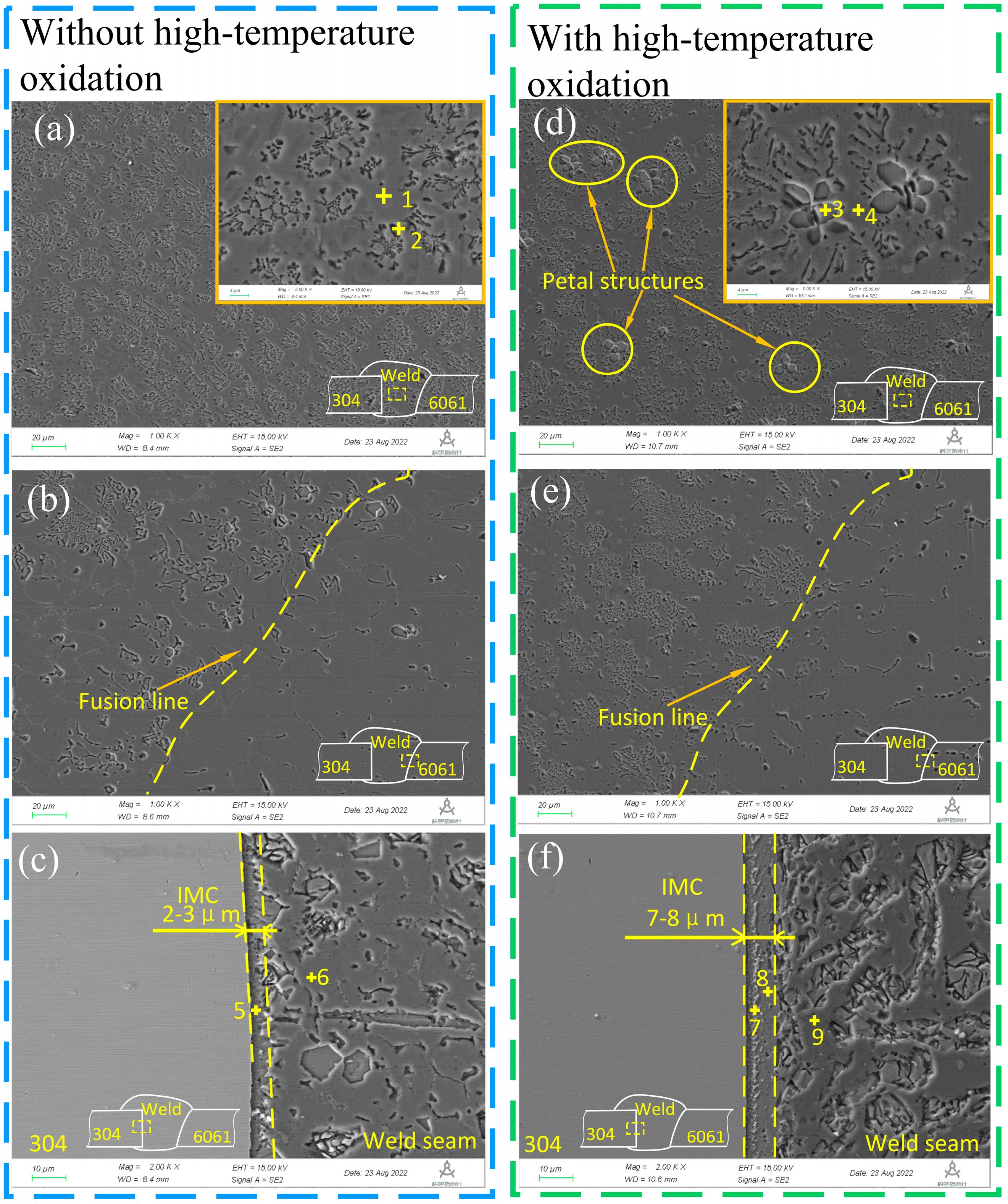
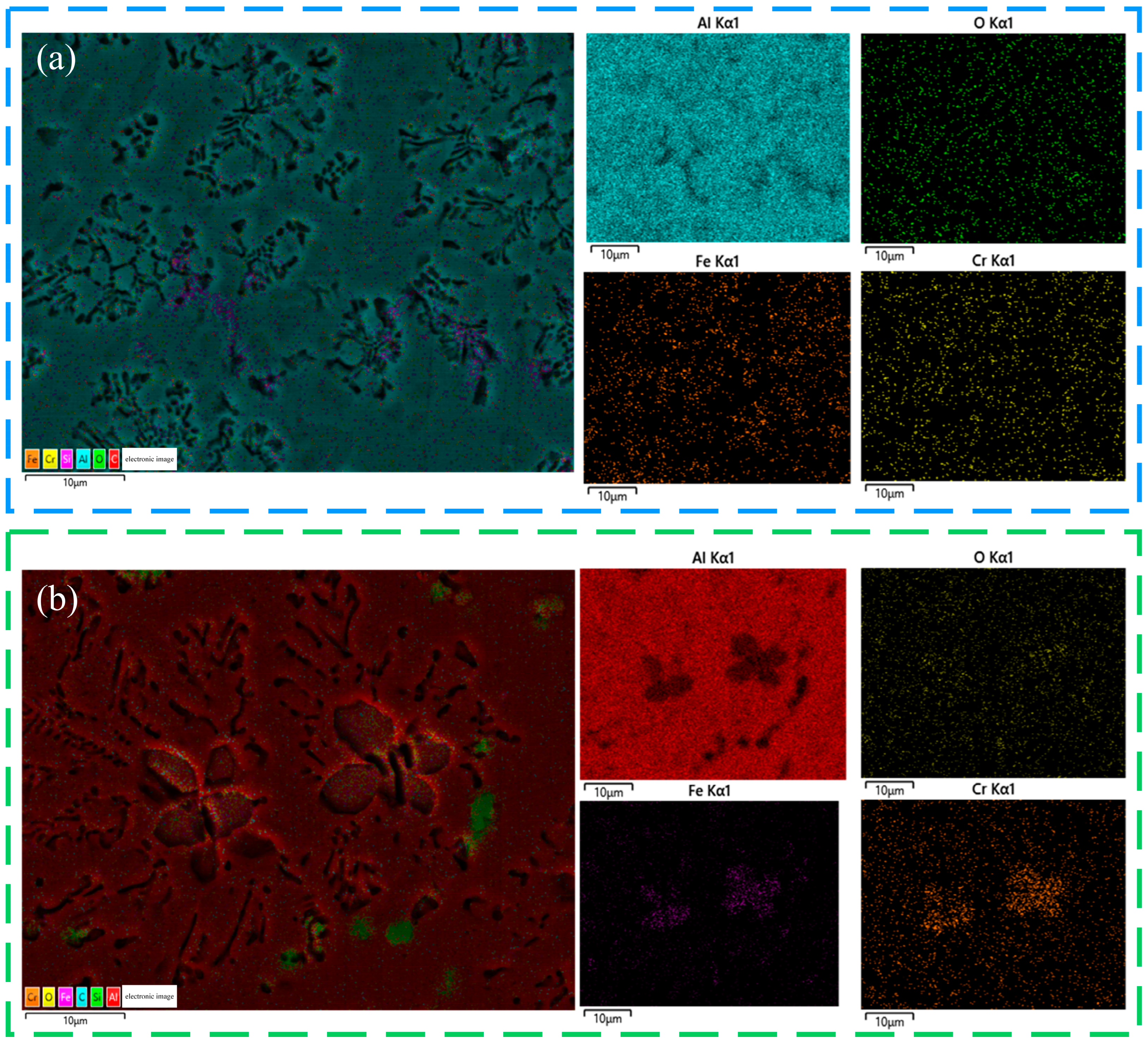
3.1. Microstructure of the Weld Joint
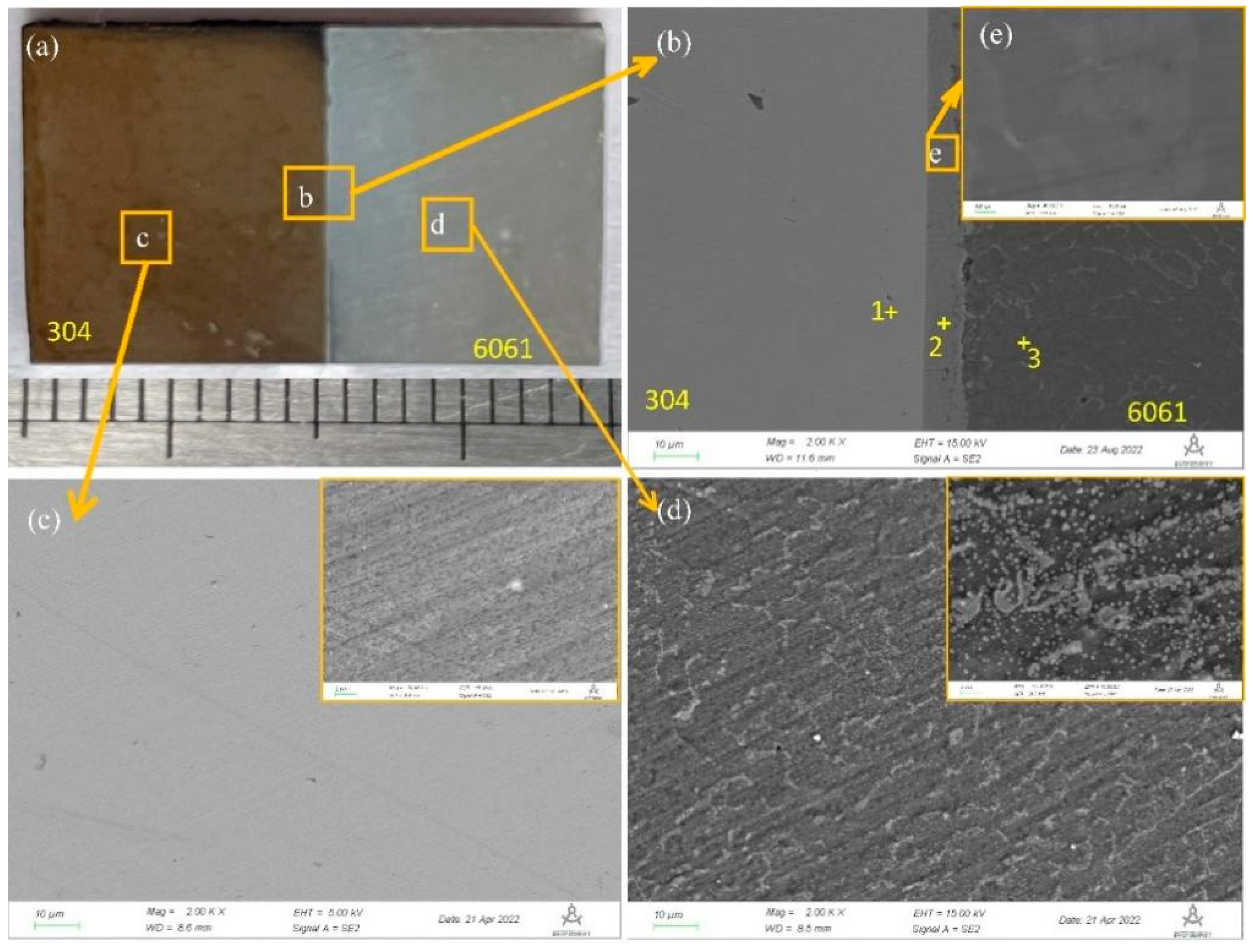
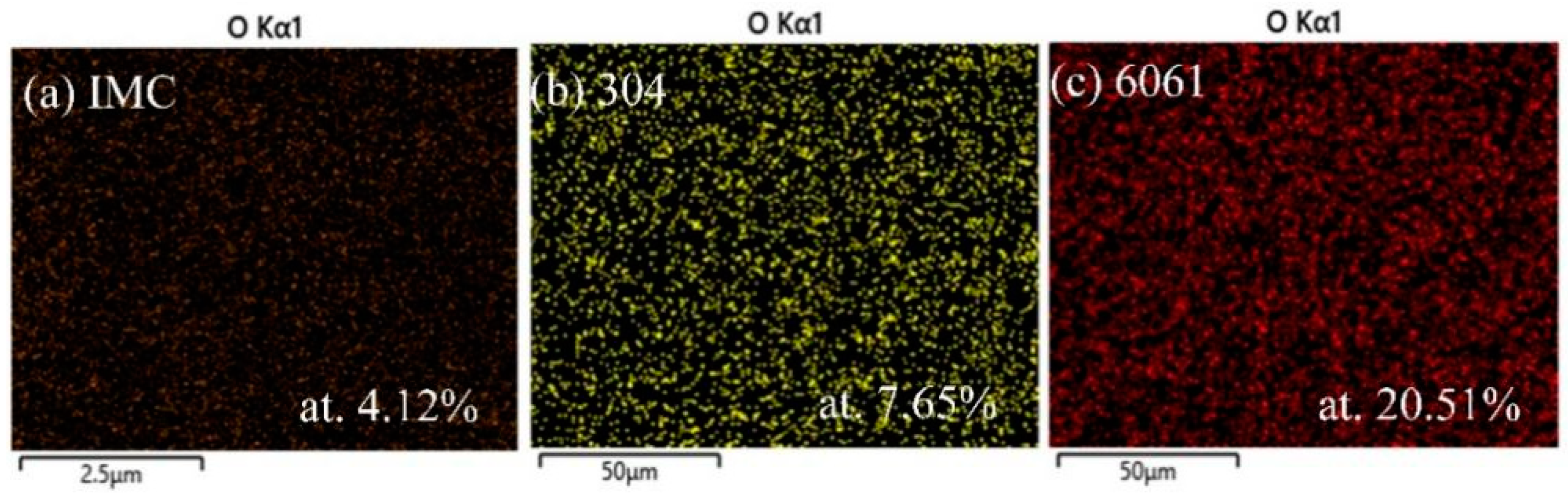
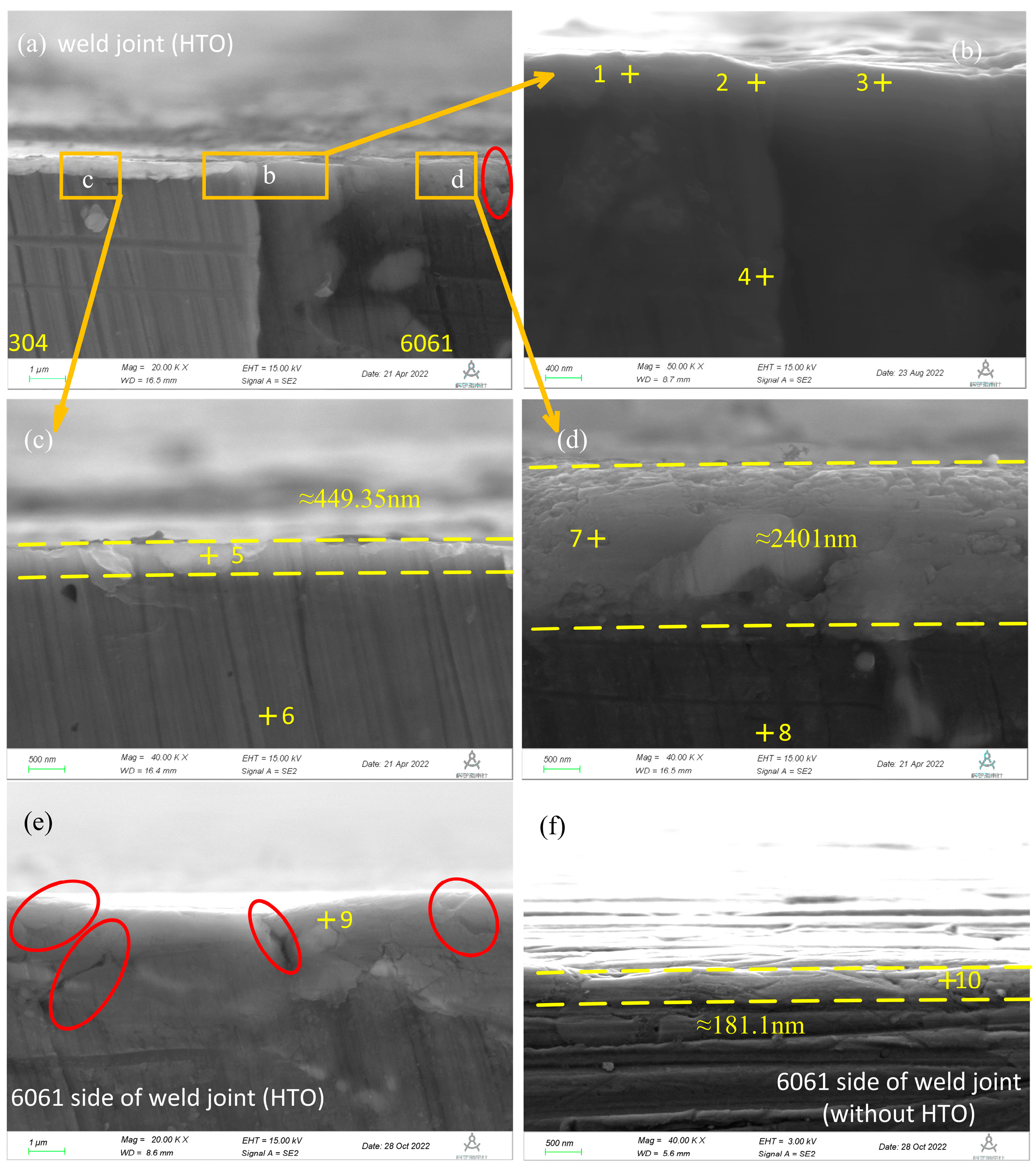
3.2. Morphology of High-Temperature Oxidation (HTO) Film
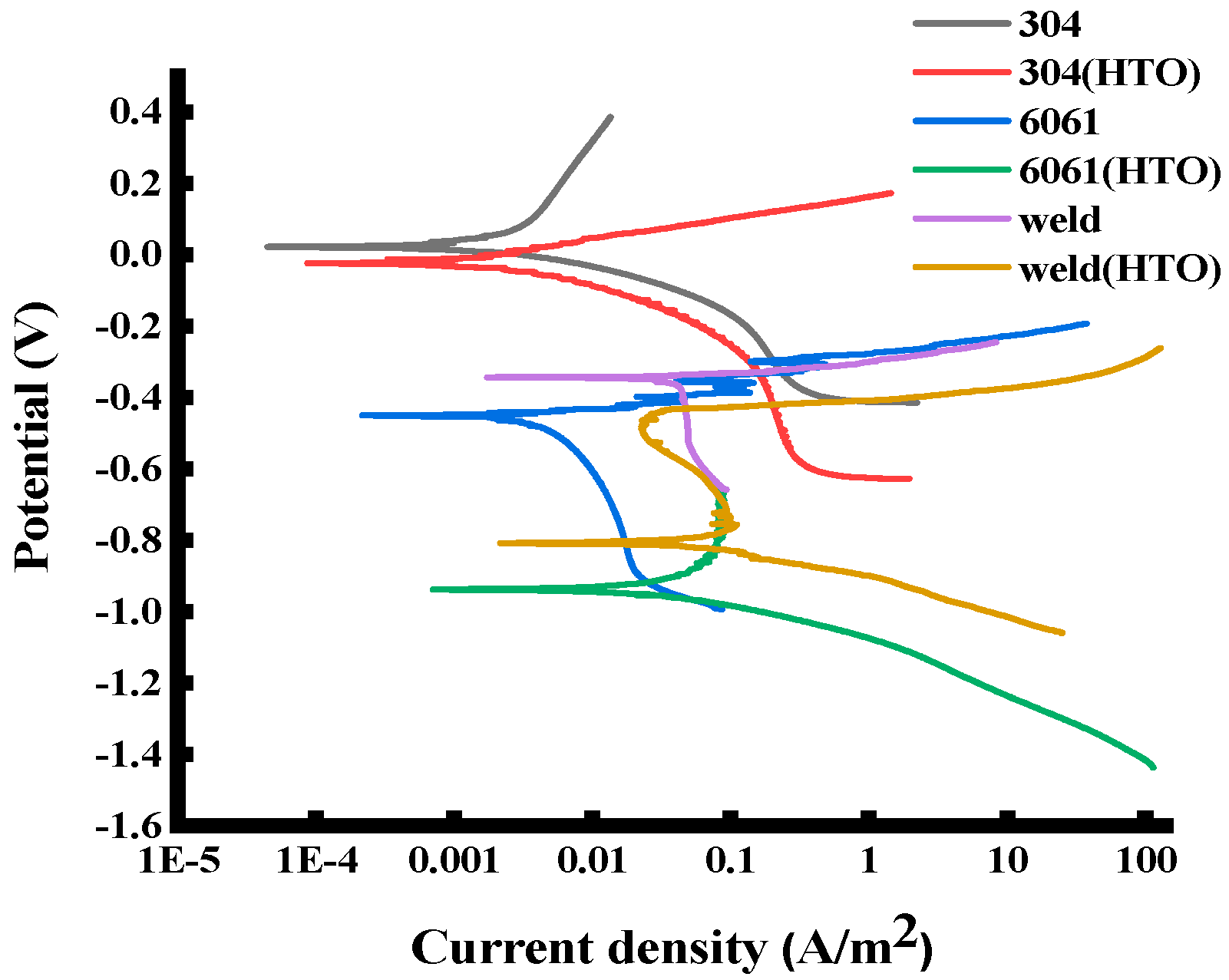
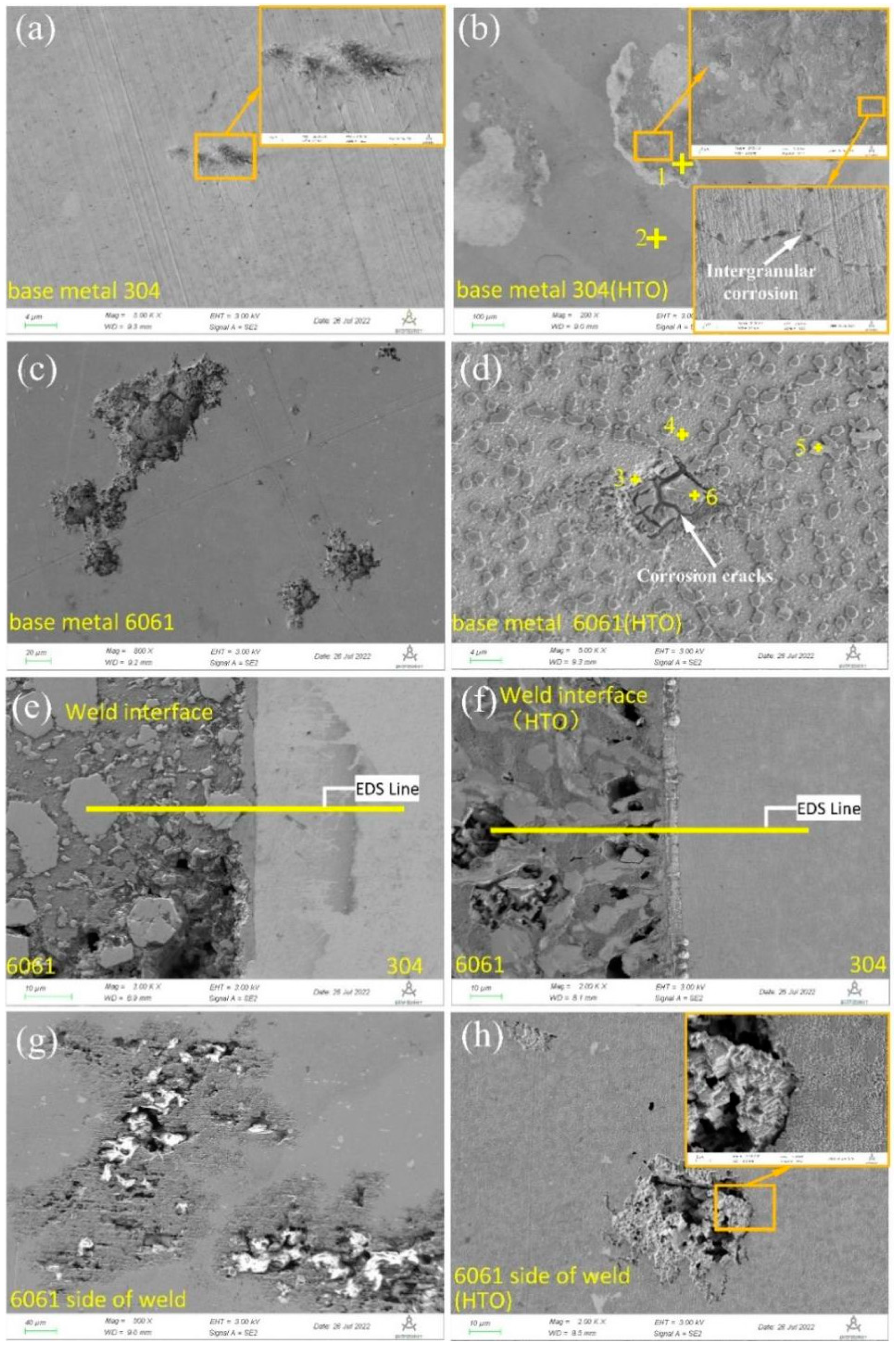
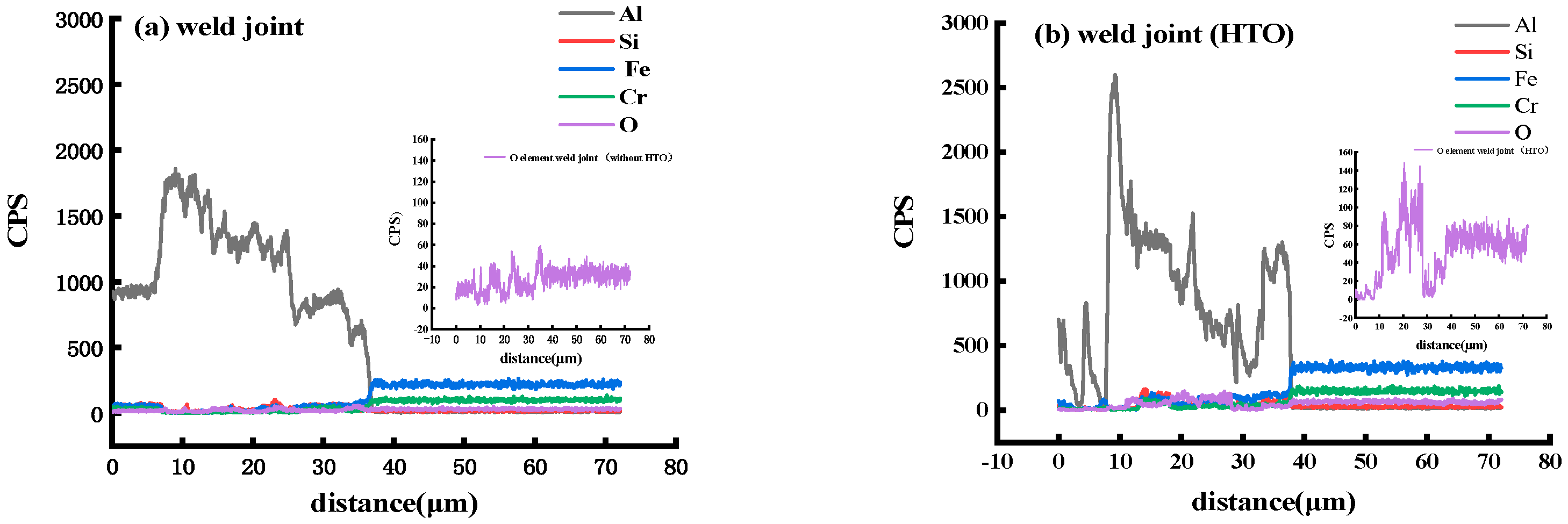
3.3. Corrosion Resistance of the HTO-Treated 304/6061 Joint
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Singh, P.; Deepark, D.; Brar, G.S. Optical micrograph and micro-hardness behavior of dissimilar welded joints of aluminum (Al 6061-T6) and stainless steel (SS 304) with friction crush welding. Mater. Today Proc. 2021, 44, 1000–1004. [Google Scholar] [CrossRef]
- Hu, C.; Yan, F.; Xu, Y.; Zhu, Z.; Chai, F.; Tao, J.; Xiao, Z.; Wang, C. Effect of alternating magnetic field on microstructure and performance for dissimilar welding-brazing of galvanized steel to 6061 aluminum alloy in an overlapping configuration. Opt. Laser Technol. 2022, 155, 108423. [Google Scholar] [CrossRef]
- Seo, B.; Song, K.H.; Park, K. Corrosion properties of dissimilar friction stir welded 6061 aluminium and HT590 steel. Met. Mater. Int. 2018, 24, 1232–1240. [Google Scholar] [CrossRef]
- Lim, Y.; Squires, L.; Pan, T.; Miles, M.; Keum, J.K.; Song, G.L.; Wang, Y.; Feng, Z. Corrosion behaviour of friction-bit-joined and weld-bonded AA7075-T6/galvannealed DP980. Sci. Technol. Weld. Join. 2017, 22, 455–464. [Google Scholar] [CrossRef]
- Narsimhachary, D.; Rai, P.K.; Shariff, S.M.; Padmanabham, G.; Mondal, K.; Basu, A. Corrosion behavior of Laser-Brazed surface made by joining of AA6082 and galvanized steel. J. Mater. Eng. Perform. 2019, 28, 2115–2127. [Google Scholar] [CrossRef]
- Ma, H.; Qin, G.; Geng, P.; Ao, Z.; Chen, Y. Effect of intermetallic compounds on the mechanical property and corrosion behavior of aluminum alloy/steel hybrid fusion-brazed welded structure. J. Manuf. Process. 2022, 75, 170–180. [Google Scholar] [CrossRef]
- Fan, C.; Yang, S.L.; Duan, C.F.; Zhu, M.Q.; Bai, Y.S. Microstructure mechanical properities of 6061 aluminum alloy laser-MIG hybrid welding joint. J. Cent. South Univ. 2022, 29, 898–911. [Google Scholar] [CrossRef]
- Huang, H.; Zhang, P.; Yan, H.; Liu, Z.; Yu, Z.; Wu, D.; Shi, H.; Tian, Y. Research on weld formation mechanism of laser-MIG arc hybrid welding with butt gap. Opt. Laser Technol. 2021, 133, 106530. [Google Scholar] [CrossRef]
- Yavuz, A.; Yilmaz, N.F.; Kalkan, M.F. Enhancement in the Corrosion Resistance of Nickel Metal Via a Straightforward Thermal Oxidation Method. J. Bio Tribo-Corros. 2023, 9, 22. [Google Scholar] [CrossRef]
- Mei, S.W.; Gao, M.; Yan, J.; Zhang, C.; Li, G.; Zeng, X.Y. Interface Properties and Thermodynamic Analysis of Laser-arc Hybrid Welded Al/Steel Joint. Sci. Technol. Weld. Join. 2013, 18, 293–300. [Google Scholar] [CrossRef]
- Dong, H.; Liao, C.; Yan, L.; Dong, C. Effects of post-weld heat treatment on dissimilar metal joint between aluminum alloy and stainless steel. Mater. Sci. Eng. A 2012, 550, 423–428. [Google Scholar] [CrossRef]
- Li, Z.; He, Y.; Qi, H.; Gao, W. Diagrams on the standard free energy change per unit volume for the formation of oxide (Sulifide, Carbide, Nitride). Chin. J. Nonferrous Met. 1998, 8, 55–60. [Google Scholar]
- Yu, C.-L.; Shen, Q.; Jiang, H.-T.; Wang, L.-L. Transformation and Morphology of the Surface Oxides during High-temperature Oxidation of Aluminium. J. Synth. Cryst. 2010, 39, 1308–1312. [Google Scholar]
- Ishida, T.; Harayama, Y.; Yaguchi, S. Oxid. 304 Stainl. Steel HighTemperature Steam. J. Nucl. Mater. 1986, 140, 74–84. [Google Scholar]
- Ahmad, Z. Principles of Corrosion Engineering and Corrosion Control; Elsevier: New York, NY, USA, 2006; pp. 75–83. [Google Scholar]
- Anaman, S.Y.; Cho, H.H.; Das, H.; Lee, J.S.; Hong, S.T. Microsturcture and mechanical/electrochemical properties of friction stir butt welded joint of dissimilar aluminum and steel alloys. Mater. Charact. 2019, 154, 67–79. [Google Scholar] [CrossRef]
- Okonkwo, B.O.; Ming, H.; Wang, J.; Han, E.H.; Rahimi, E.; Davoodi, A.; Hosseinpour, S. A new method to determine the synergistic effects of area ratio and microstructure on the galvanic corrosion pf LAS A508/306L/308L SS dissimilar metals weld. J. Mater. Sci. Technol. 2021, 78, 38–50. [Google Scholar] [CrossRef]
- Tedmon, C.S., Jr.; Vermilyea, D.A.; Rosolowski, J.H. Intergranular Corrosion of Austenitic Stainless Steel. J. Electrochem. Soc. 1971, 118, 192–201. [Google Scholar] [CrossRef]
- Devine, T.M. The mechanism of sensitization of austenitic stainless steel. Corros. Sci. 1990, 30, 135–151. [Google Scholar] [CrossRef]
- Singh, R.; Slathia, R.S. Effect of Cryogenic Treatment on Sensitization of 304 Stainless Steel in TIG Welding. J. Inst. Eng. India Ser. C 2016, 97, 127–130. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | Al | Fe | Si | Cr | Ni | Mg | Mn |
|---|---|---|---|---|---|---|---|
| SUS304 | - | Bal. | 0.57 | 17.51 | 8.02 | - | 1.53 |
| 6061-T6 | Bal. | 0.7 | 0.4–0.8 | 0.04–0.35 | - | 0.8–1.2 | 0.15 |
| ER4043 | Bal. | ≤0.6 | 4.5–6.0 | - | - | ≤0.05 | ≤0.05 |
| Point No. | at.% | Remarks | ||||
|---|---|---|---|---|---|---|
| Al | Fe | Si | Cr | O | ||
| 1 | 90.50 | - | 0.68 | - | 0.66 | spot scan |
| 2 | 74.24 | 2.85 | 7.82 | 0.75 | 2.03 | spot scan |
| 3 | 59.68 | 10.03 | 8.62 | 3.86 | 2.73 | spot scan |
| 4 | 86.62 | 0.13 | - | - | 0.63 | spot scan |
| 5 | 24.56 | 45.99 | 1.13 | 10.79 | 1.93 | spot scan |
| 6 | 77.07 | - | 0.45 | - | 1.67 | spot scan |
| 7 | 41.16 | 15.5 | 5.37 | 8.73 | 2.73 | spot scan |
| 8 | 60.28 | 18.03 | 2.30 | 2.00 | - | spot scan |
| 9 | 83.29 | 0.29 | - | - | 1.31 | spot scan |
| Figure 1a | 78.68 | 0.65 | 1.45 | 0.27 | 1.3 | surface scan |
| Figure 1d | 79.37 | 1.15 | 2.39 | 0.4 | 1.73 | surface scan |
| Point No. | at.% | Remarks | ||||
|---|---|---|---|---|---|---|
| Al | Fe | Si | Cr | O | ||
| 1 | 0.35 | 67.12 | 0.75 | 18.71 | 5.99 | spot scan |
| 2 | 63.35 | 19.5 | 3.56 | 5.73 | 4.41 | spot scan |
| 3 | 74.71 | - | 3.11 | - | 8.61 | spot scan |
| IMC | 56.05 | 16.32 | 3.81 | 4.89 | 4.12 | surface scan |
| 304 | - | 57.12 | 0.87 | 15.75 | 7.65 | surface scan |
| 6061 | 61.52 | 0.61 | 2.71 | 0.31 | 20.51 | surface scan |
| Point No. | at.% | Remarks | ||||
|---|---|---|---|---|---|---|
| Al | Fe | Si | Cr | O | ||
| 1 | 0.39 | 82.26 | 0.40 | 7.26 | 5.47 | spot scan |
| 2 | 6.91 | 75.51 | 1.37 | 8.43 | 4.29 | spot scan |
| 3 | 75.58 | 11.91 | 5.18 | 1.41 | 5.11 | spot scan |
| 4 | 8.79 | 71.06 | 1.7 | 12.05 | 1.92 | spot scan |
| 5 | 0.30 | 75.01 | 0.69 | 13.02 | 6.00 | spot scan |
| 6 | 0.36 | 76.6 | 0.56 | 14.59 | 1.61 | spot scan |
| 7 | 71.95 | 0.65 | 11.72 | 0.27 | 9.82 | spot scan |
| 8 | 78.21 | - | - | - | 1.69 | spot scan |
| 9 | 89.22 | 0.30 | 2.22 | - | 7.04 | spot scan |
| 10 | 83.36 | 0.45 | 3.48 | - | 7.45 | spot scan |
| Samples | Ecorr, V | Icorr, A/m2 × 10−3 |
|---|---|---|
| 304 | 0.057 | 0.241 |
| 304 (HTO) | −0.020 | 1.07 |
| 6061 | −0.447 | 1.4 |
| 6061 (HTO) | −0.946 | 11.4 |
| weld | −0.341 | 25.3 |
| weld (HTO) | −0.813 | 34.4 |
| Point No. | at.% | Remarks | ||||
|---|---|---|---|---|---|---|
| Al | Fe | Si | Cr | O | ||
| 1 | - | 39.23 | 0.97 | 10.63 | 41.04 | spot scan |
| 2 | - | 62.66 | 0.97 | 17.52 | 11.43 | spot scan |
| 3 | 64.97 | - | 3.01 | 0.07 | 10.48 | spot scan |
| 4 | 98.07 | 0.03 | 0.24 | 0.06 | 1.60 | spot scan |
| 5 | 84.18 | 3.11 | 3.48 | 0.54 | 4.95 | spot scan |
| 6 | 47.32 | - | 20.56 | - | 30.49 | spot scan |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, R.; Liu, Y.; Liu, H.; Li, Y.; Chen, H.; Zhu, Z. High-Temperature Oxidation of the 304/6061 Welding–Brazing Joint and Its Effects on Corrosion Characteristics. Appl. Sci. 2024, 14, 3131. https://doi.org/10.3390/app14073131
Liu R, Liu Y, Liu H, Li Y, Chen H, Zhu Z. High-Temperature Oxidation of the 304/6061 Welding–Brazing Joint and Its Effects on Corrosion Characteristics. Applied Sciences. 2024; 14(7):3131. https://doi.org/10.3390/app14073131
Chicago/Turabian StyleLiu, Ruilin, Yunqi Liu, Hongming Liu, Yuanxing Li, Hui Chen, and Zongtao Zhu. 2024. "High-Temperature Oxidation of the 304/6061 Welding–Brazing Joint and Its Effects on Corrosion Characteristics" Applied Sciences 14, no. 7: 3131. https://doi.org/10.3390/app14073131
APA StyleLiu, R., Liu, Y., Liu, H., Li, Y., Chen, H., & Zhu, Z. (2024). High-Temperature Oxidation of the 304/6061 Welding–Brazing Joint and Its Effects on Corrosion Characteristics. Applied Sciences, 14(7), 3131. https://doi.org/10.3390/app14073131