
Microfluidic Fabrication Solutions for Tailor-Designed Fiber Suspensions


Abstract
:
1. Introduction
2. Microfabrication of Suspensions of Polymeric Fibers by Photo-Polymerization
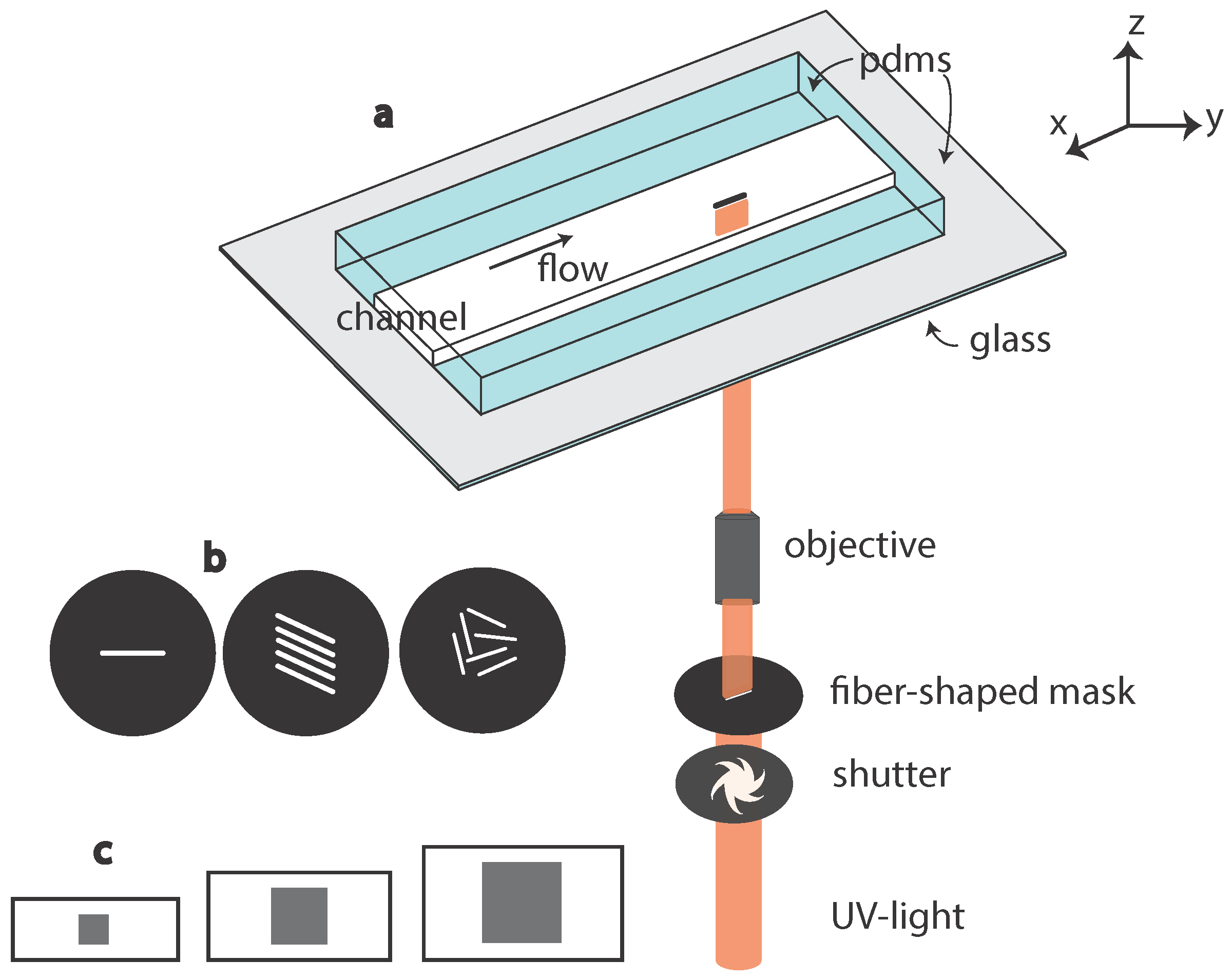
2.1. Principle and Setup Description
2.2. Fabrication Protocol
2.3. Control of Fiber Properties
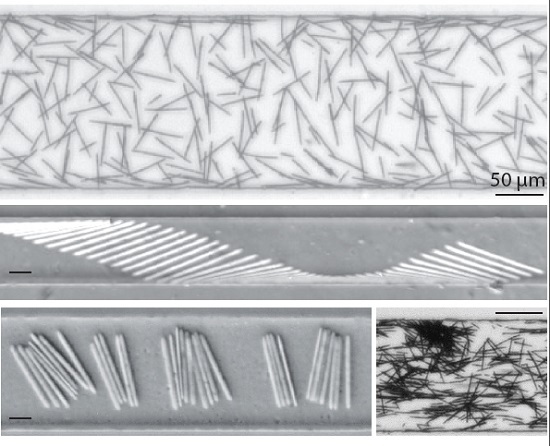
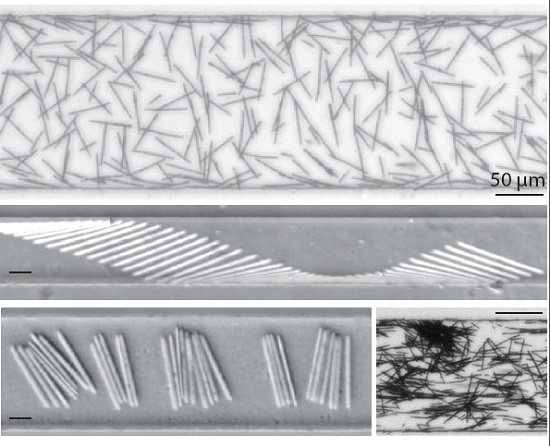
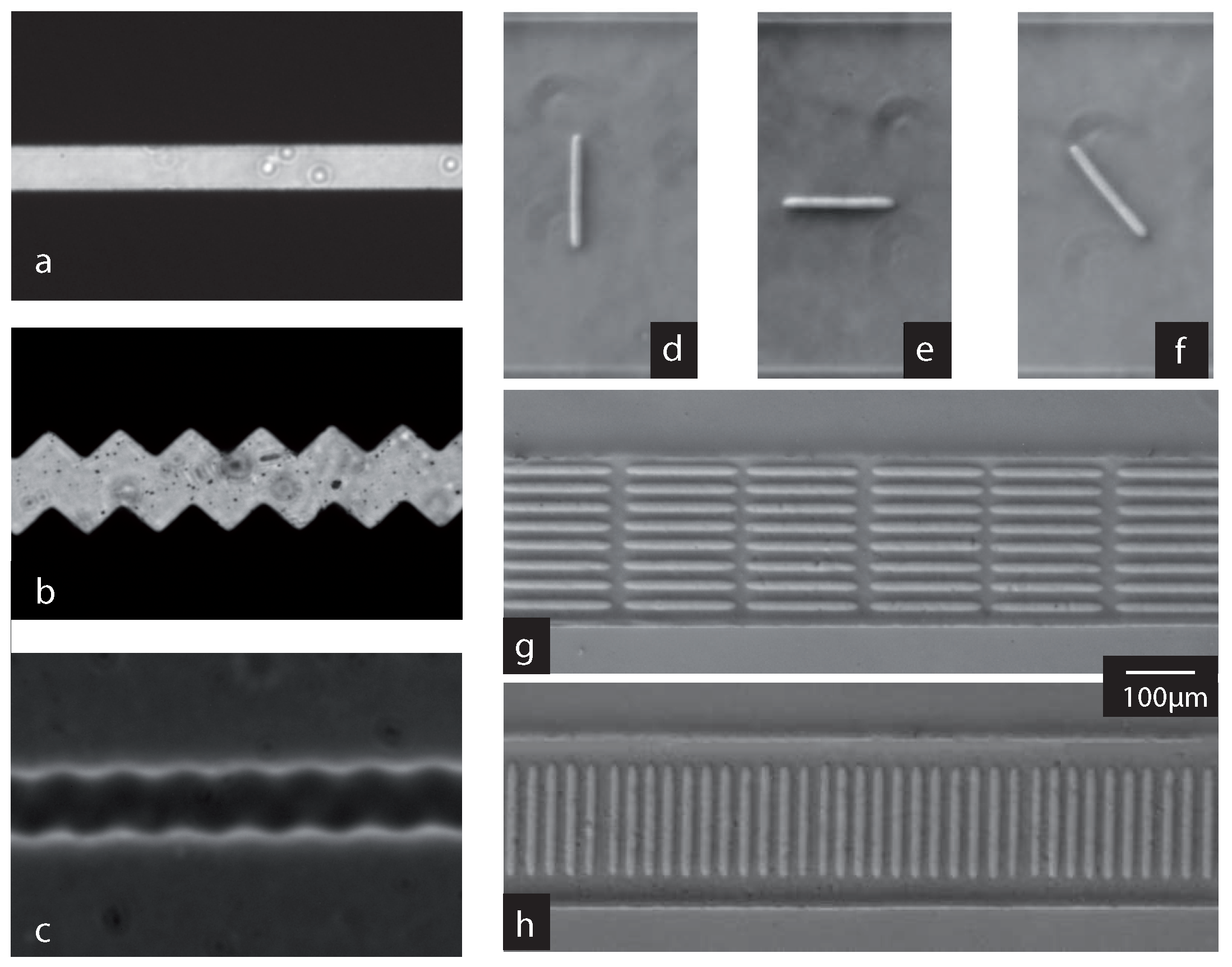
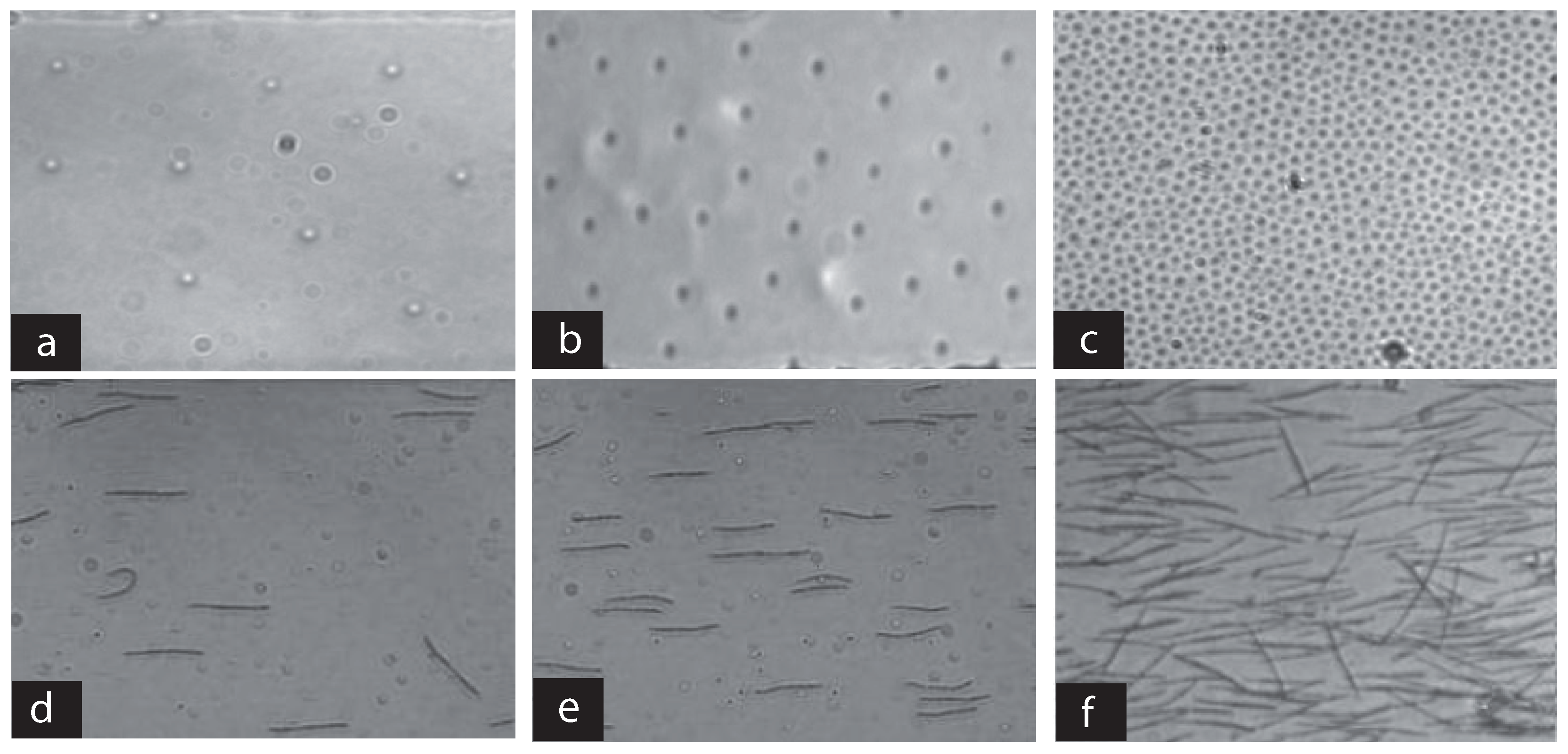
2.3.1. Fiber Geometry
2.3.2. Orientation and Concentration
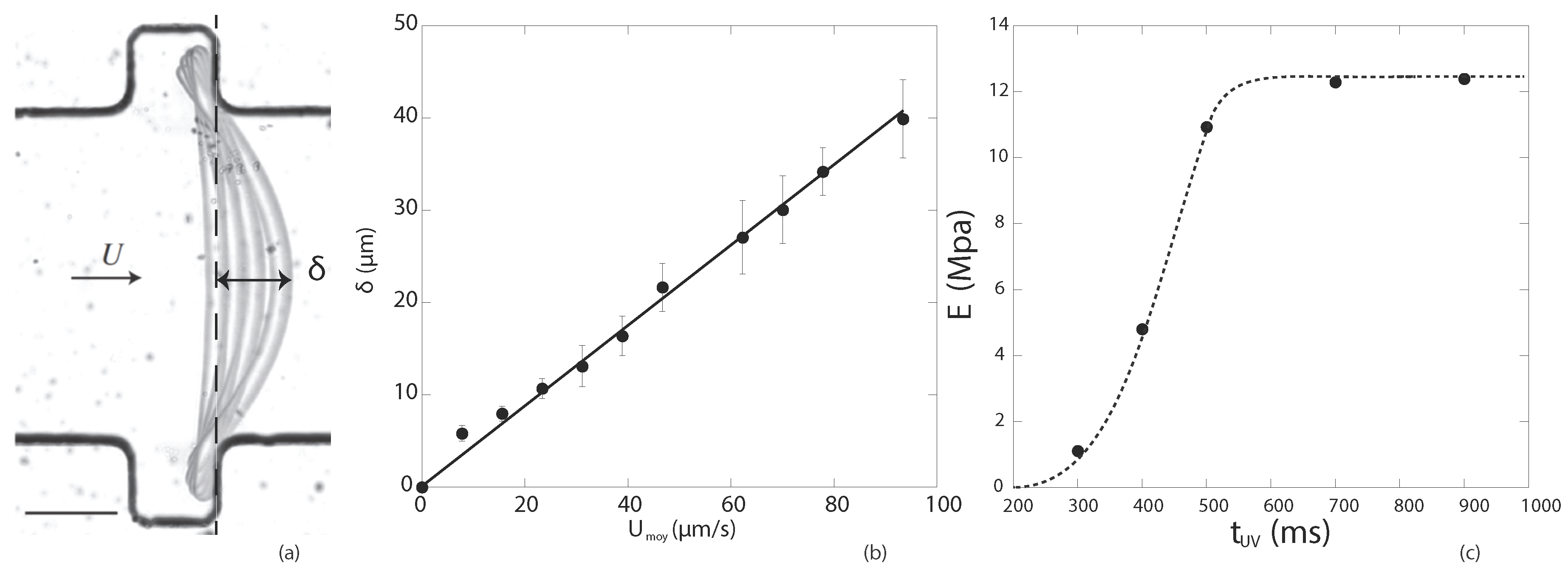
2.3.3. Fiber Elasticity
2.4. Fiber Confinement and Flow Geometry
3. Microfabrication of Suspensions of Fibers by Colloidal Self-Assembly
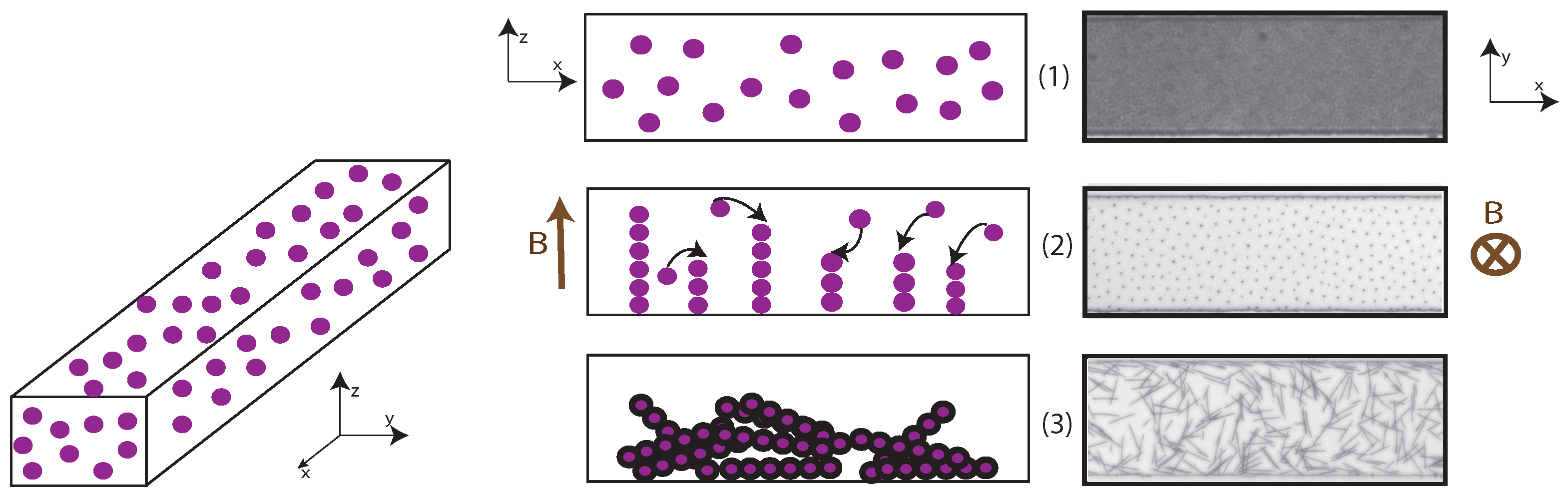
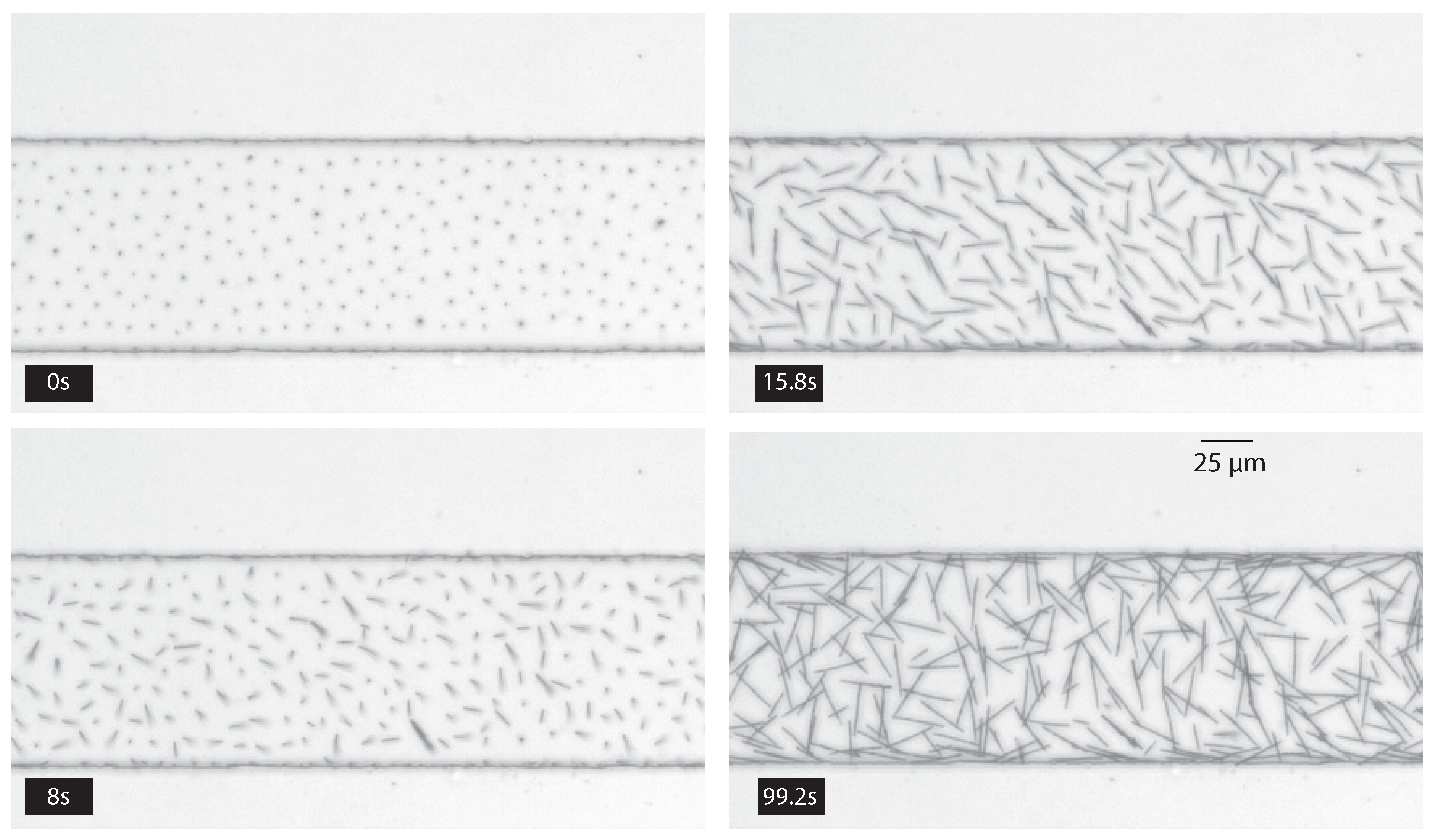
3.1. Principle of Fabrication
3.2. Experimental Protocol
3.3. Control of Fiber Properties
3.3.1. Fiber Geometry
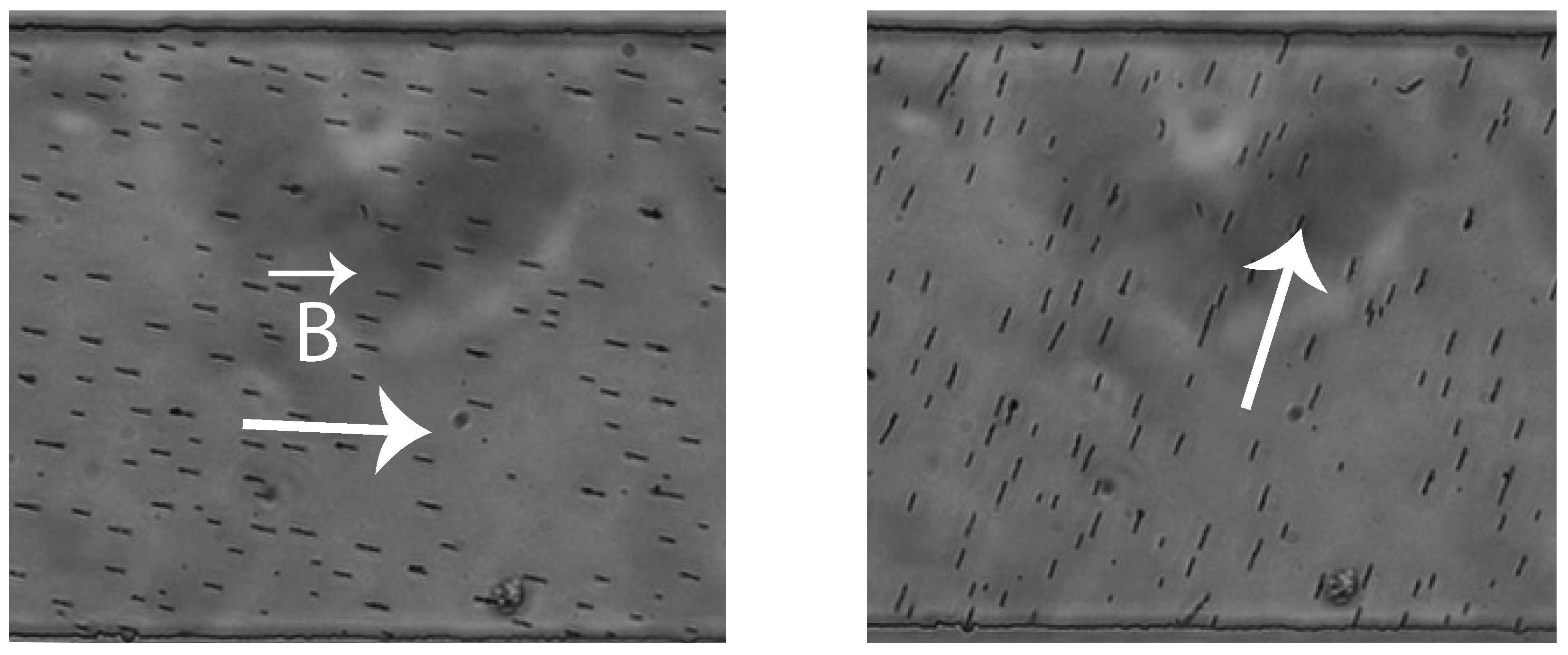
3.3.2. Fiber Position, Orientation and Concentration
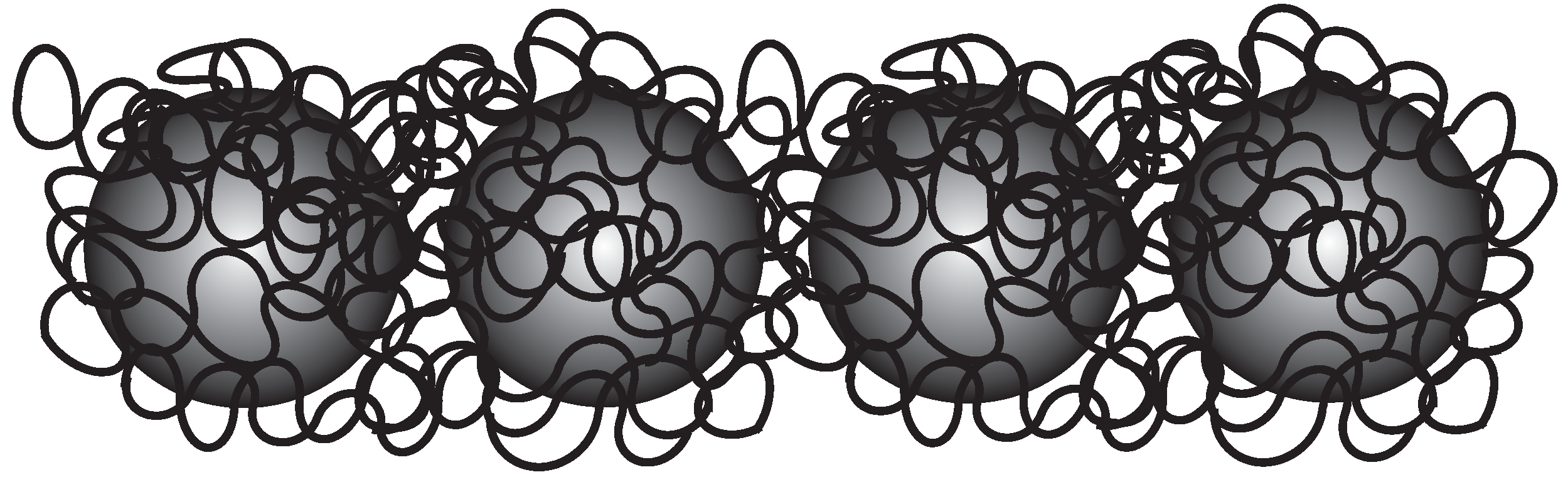
3.3.3. Elasticity
3.4. Fiber Confinement and Flow Geometry
4. Comparison of the Two Fabrication Methods
5. Flow Gallery
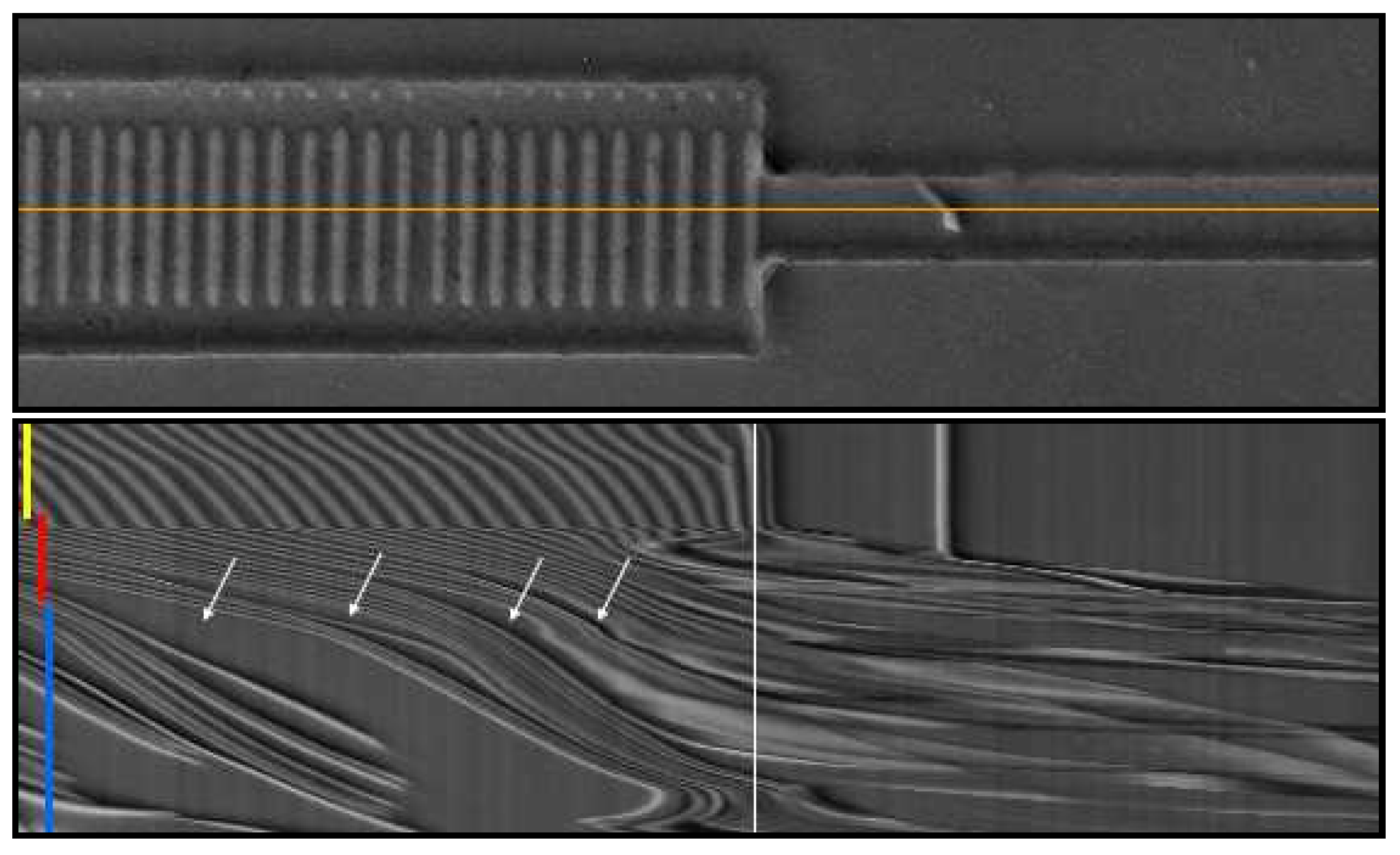
5.1. Transport of a Single Confined Fiber
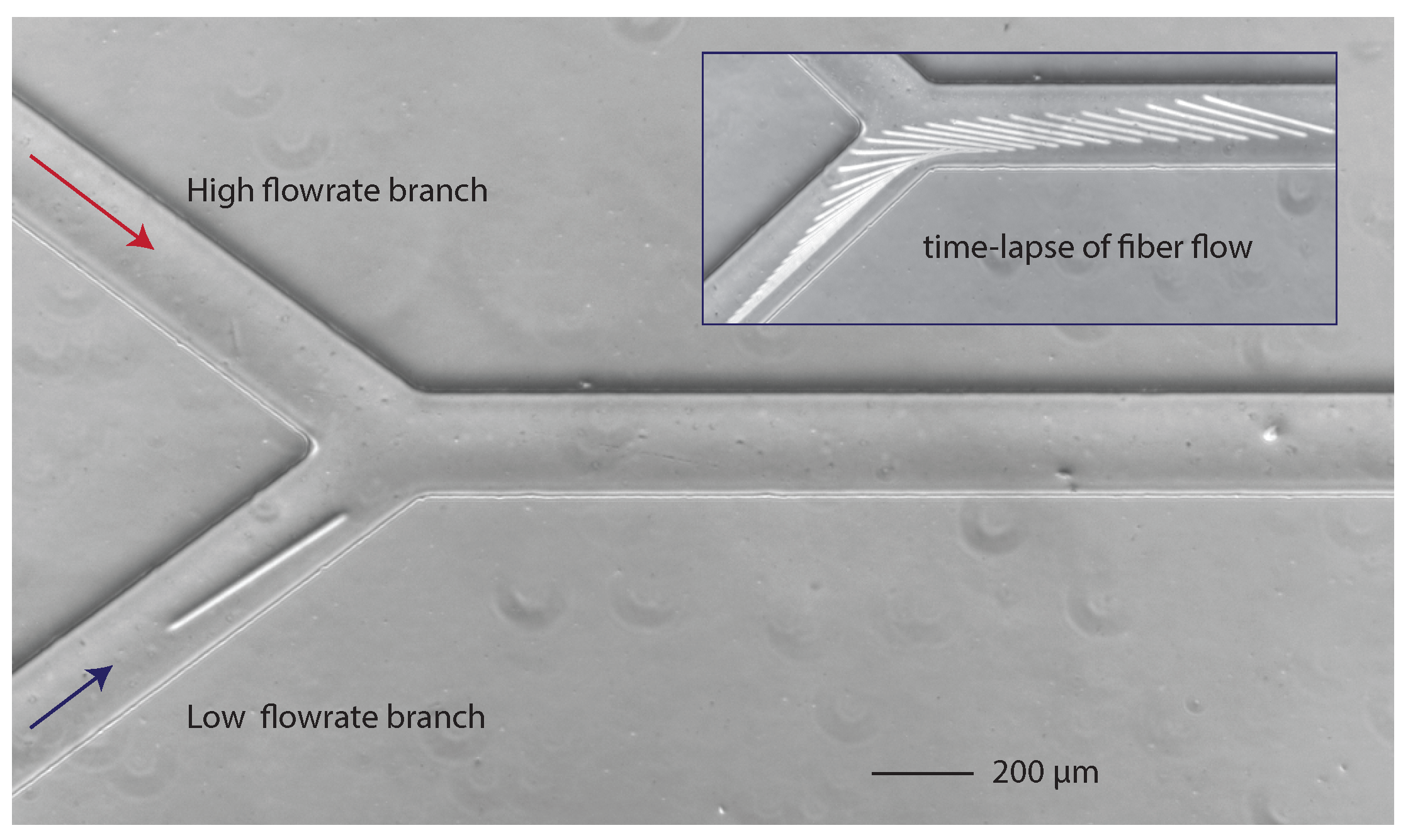
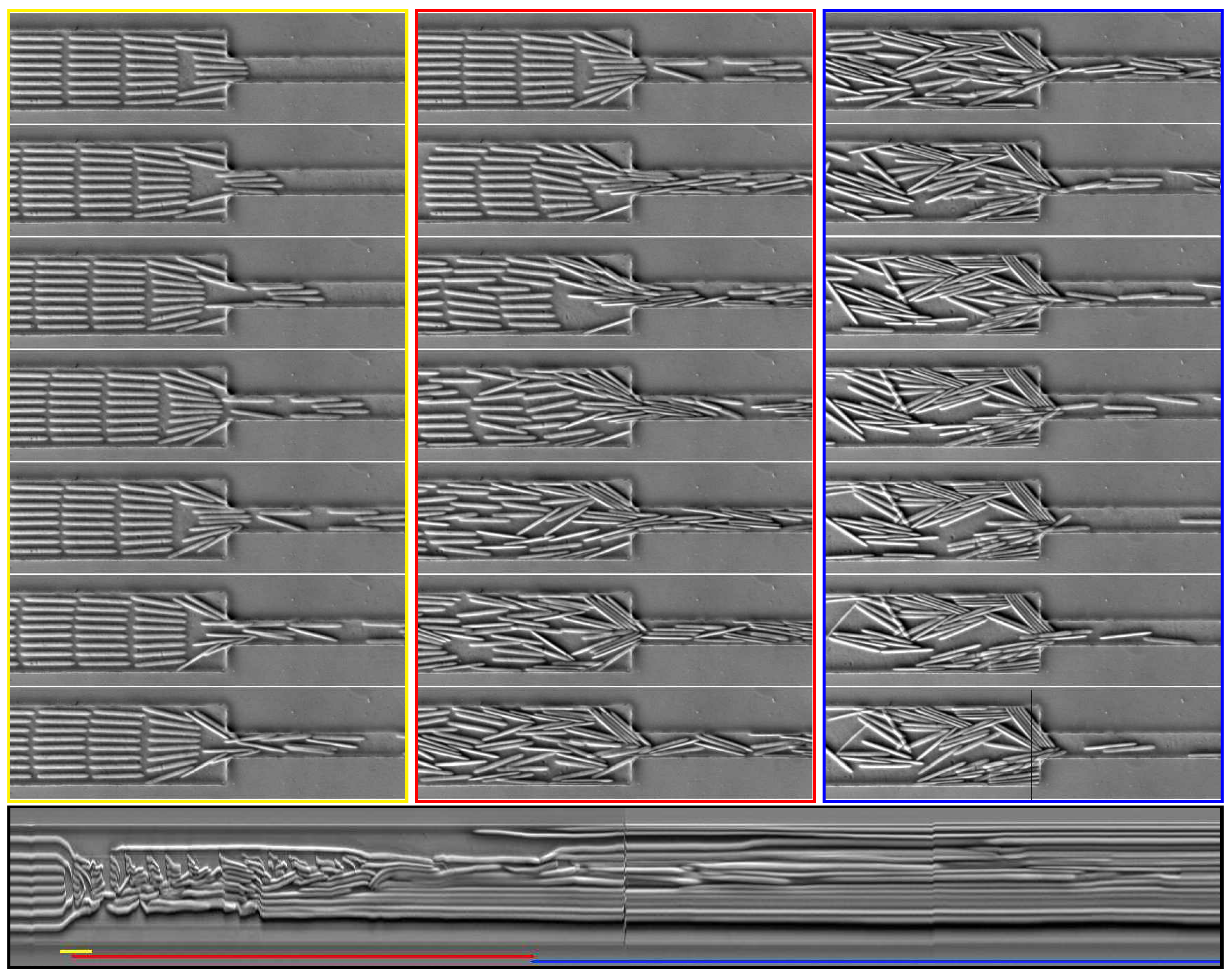
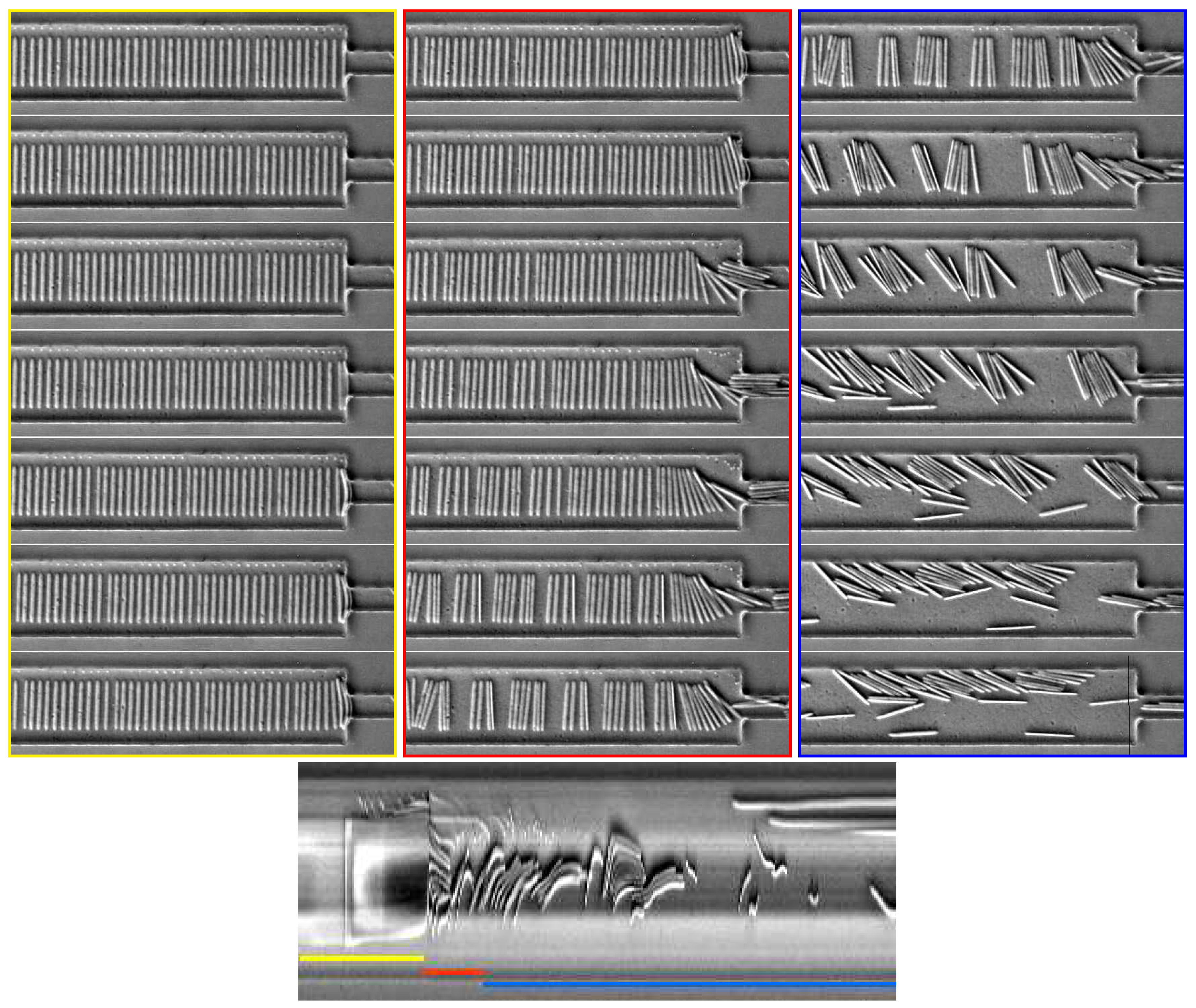
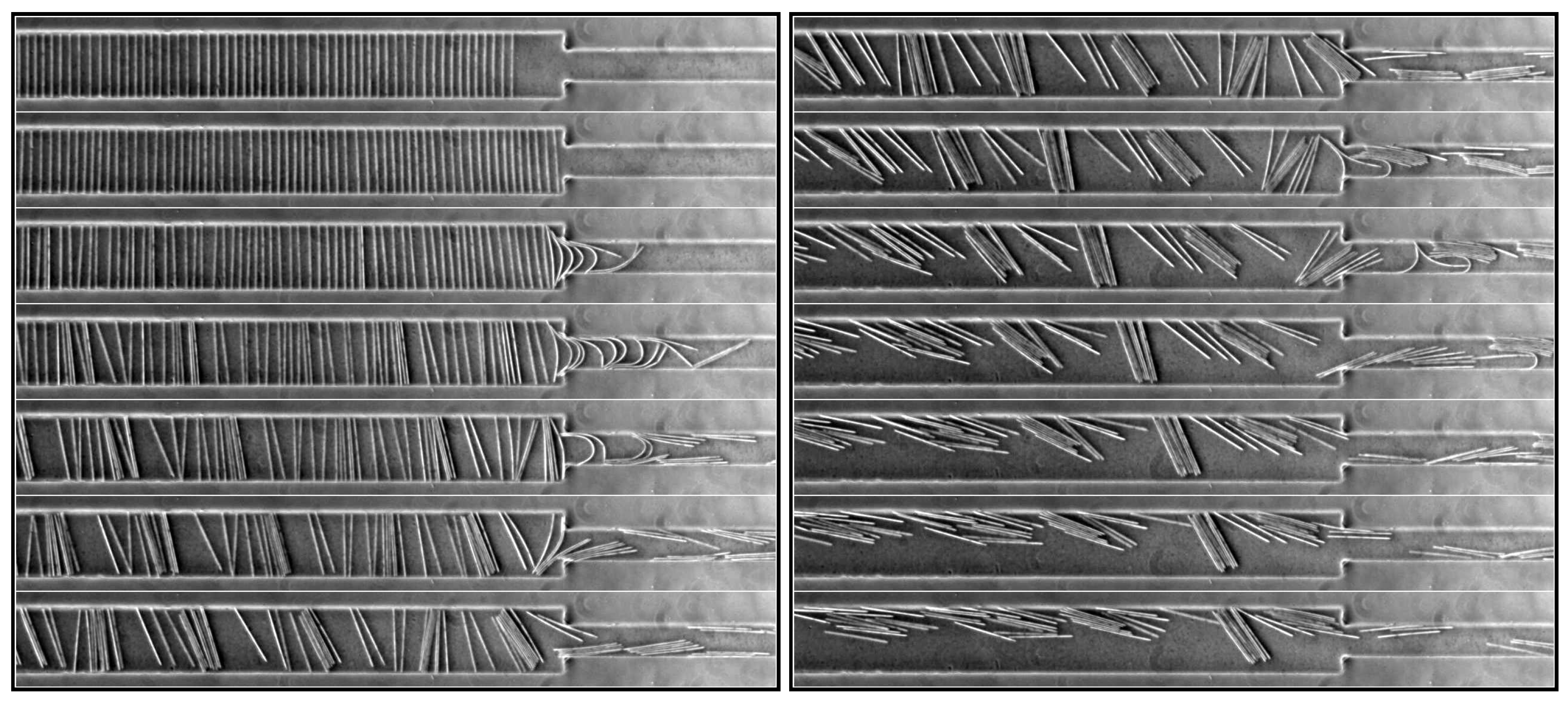
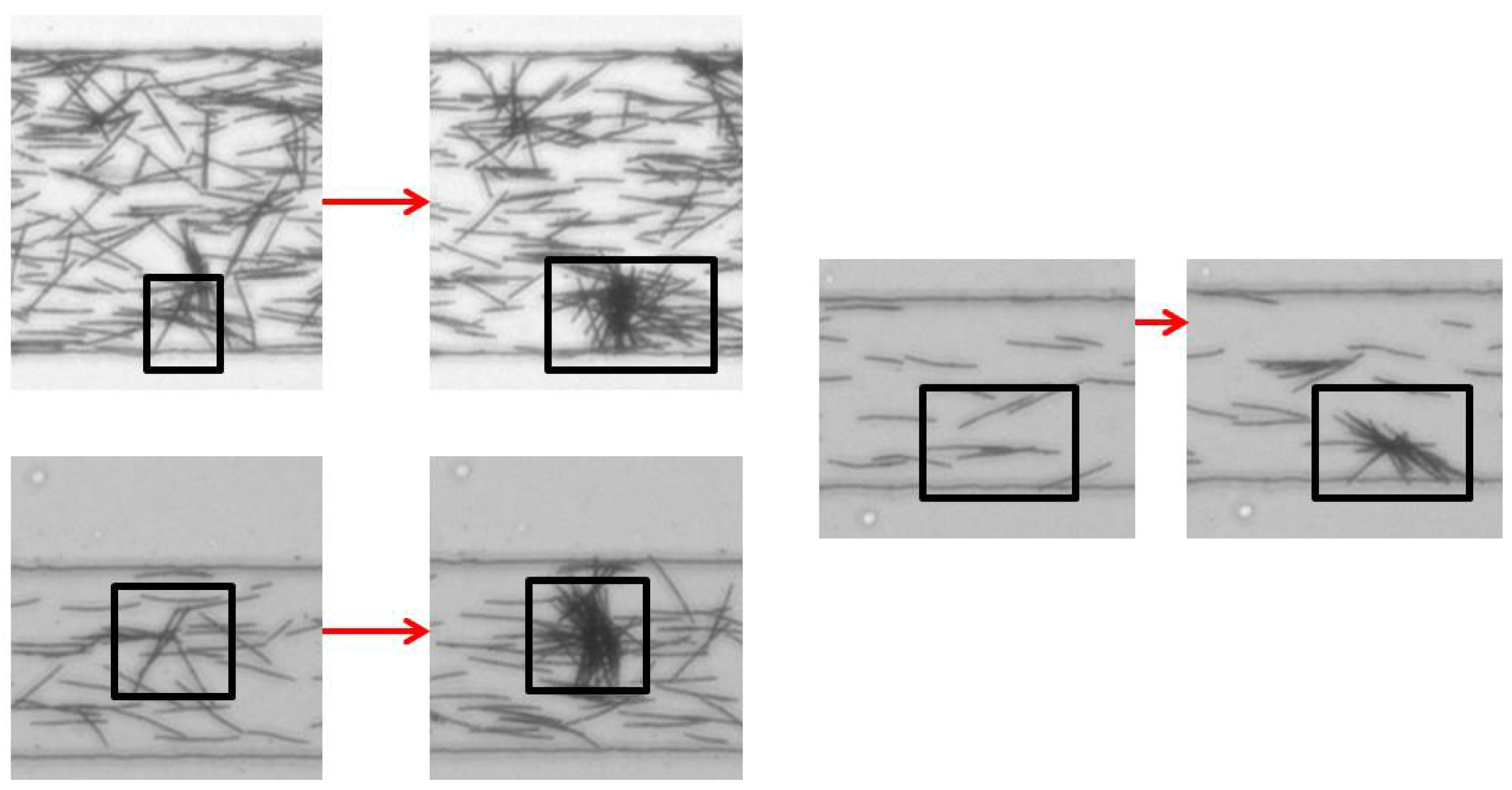
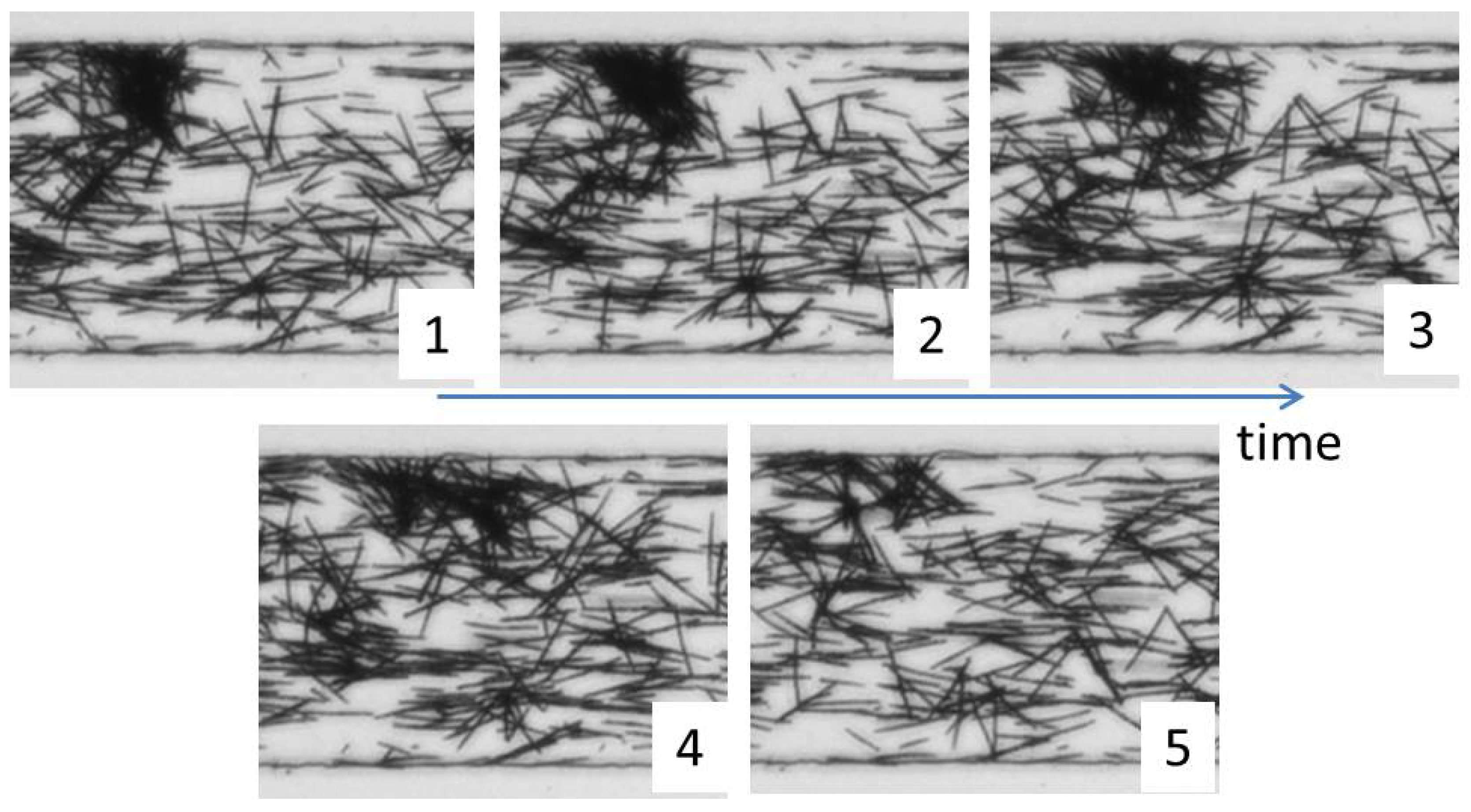
5.2. Two-Dimensional Dynamics of Fiber Suspensions Near a Flow Constriction
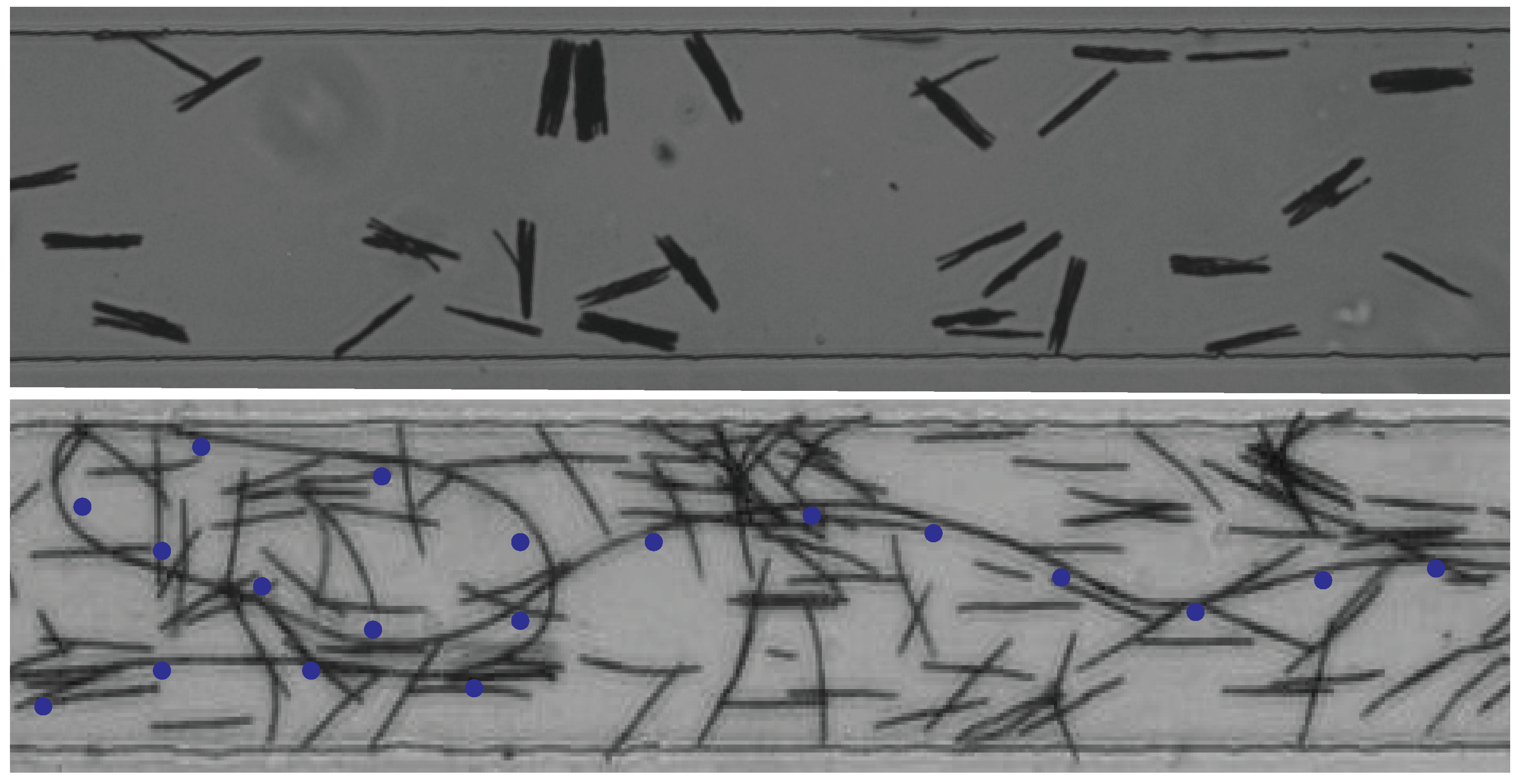
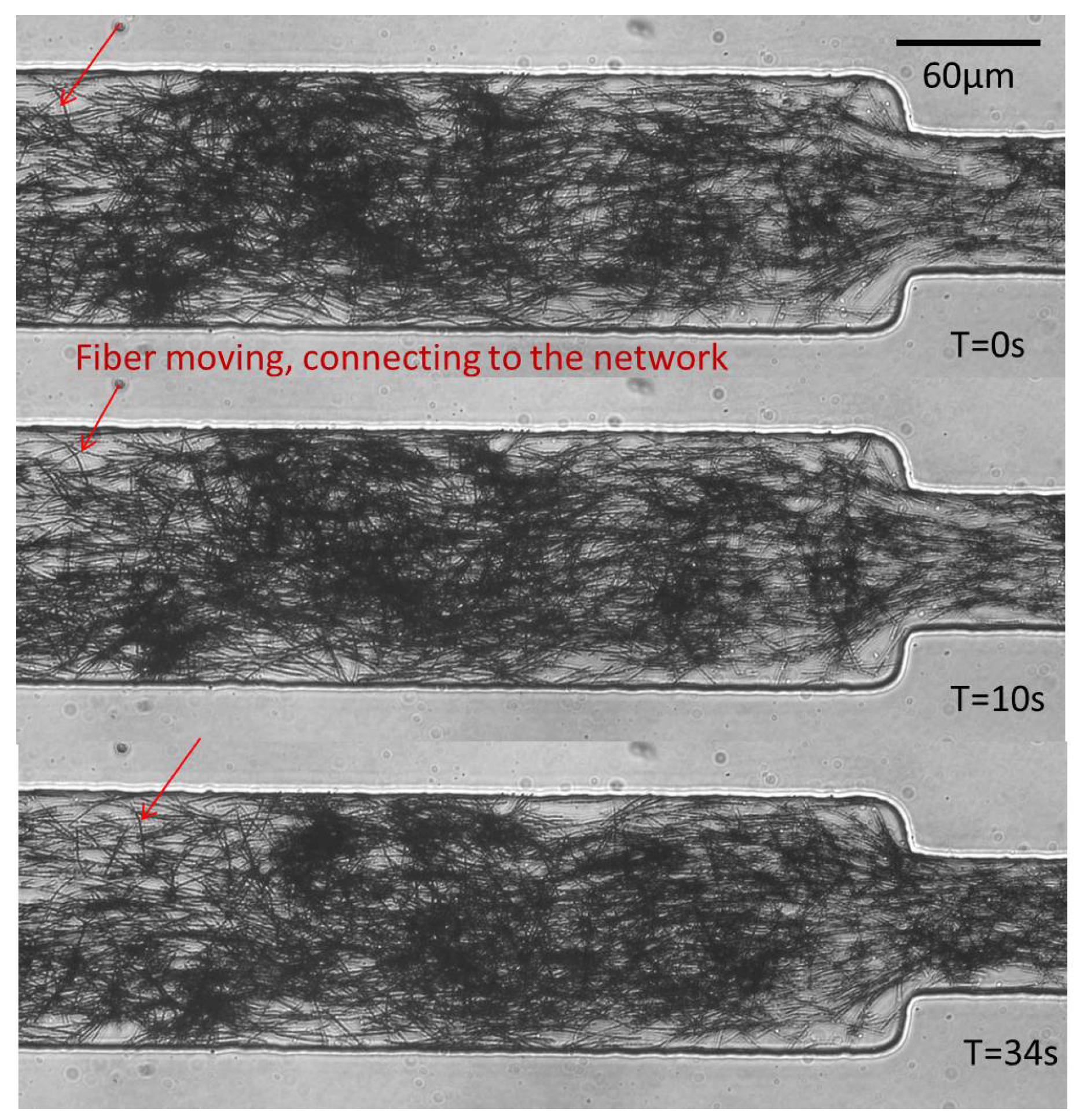
5.3. Collective Dynamics of Flexible Fibers Close to the Bottom Wall
6. Conclusions
Supplementary Materials
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Lundell, F.; Söderberg, L.D.; Alfredsson, P.H. Fluid Mechanics of Papermaking. Annu. Rev. Fluid Mech. 2011, 43, 195–217. [Google Scholar] [CrossRef]
- Gupta, N.; Suhaimi, M.; Taty Taty, B.; Meyer, A.; Forni, G.; de Crevoisier, L.; Rouat, S.; Commerçon, S. Novel Fiber-Based Lost Circulation Treatment Cured Total Losses in Depleted Zones in Emeraude Field. In Proceedings of the Offshore Mediterranean Conference and Exhibition, Ravenna, Italy, 25–27 March 2015; Volume 94, p. 9.
- Jun, Y.; Kang, E.; Chae, S.; Lee, S.H. Microfluidic spinning of micro- and nano-scale fibers for tissue engineering. Lab Chip 2014, 14, 2145–2160. [Google Scholar] [CrossRef] [PubMed]
- Pamme, N. Continuous flow separations in microfluidic devices. Lab Chip 2007, 7, 1644–1659. [Google Scholar] [CrossRef] [PubMed]
- Merkel, T.J.; Herlihy, K.P.; Nunes, J.; Orgel, R.M.; Rolland, J.P.; DeSimone, J.M. Scalable, shape-specific, top-down fabrication methods for the synthesis of engineered colloidal particles. Langmuir 2010, 26, 13086–13096. [Google Scholar] [CrossRef] [PubMed]
- Tavacoli, J.W.; Bauër, P.; Fermigier, M.; Bartolo, D.; Heuvingh, J.; du Roure, O. The fabrication and directed self-assembly of micron-sized superparamagnetic non-spherical particles. Soft Matter 2013, 9, 9103–9110. [Google Scholar] [CrossRef]
- Lee, D.Y.; Pham, J.T.; Lawrence, J.; Lee, C.H.; Parkos, C.; Emrick, T.; Crosby, A.J. Macroscopic nanoparticle ribbons and fabrics. Adv. Mater. 2013, 25, 1248–1253. [Google Scholar] [CrossRef] [PubMed]
- Jeong, W.; Kim, J.; Kim, S.; Lee, S.; Mensing, G.; Beebe, D.J. Hydrodynamic microfabrication via “on the fly” photopolymerization of microscale fibers and tubes. Lab Chip 2004, 4, 576–580. [Google Scholar] [CrossRef] [PubMed]
- Dendukuri, D.; Doyle, P. The Synthesis and Assembly of Polymeric Microparticles Using Microfluidics. Adv. Mater. 2009, 21, 4071–4086. [Google Scholar] [CrossRef]
- Helgeson, M.E.; Chapin, S.C.; Doyle, P.S. Hydrogel microparticles from lithographic processes: Novel materials for fundamental and applied colloid science. Curr. Opin. Colloid Interface Sci. 2011, 16, 106–117. [Google Scholar] [CrossRef] [PubMed]
- Dendukuri, D.; Pregibon, D.C.; Collins, J.; Hatton, T.A.; Doyle, P.S. Continuous-flow lithography for high-throughput microparticle synthesis. Nat. Mater. 2006, 5, 365–369. [Google Scholar] [CrossRef] [PubMed]
- Berthet, H. Single and Collective Fiber Dynamics in Confined Microflows. Ph.D. Thesis, Université Pierre et Marie Curie, Paris, France, 2012. [Google Scholar]
- Duprat, C.; Berthet, H.; Wexler, J.S.; du Roure, O.; Lindner, A. Microfluidic in situ mechanical testing of photopolymerized gels. Lab Chip 2015, 15, 244–252. [Google Scholar] [CrossRef] [PubMed]
- Berthet, H.; Fermigier, M.; Lindner, A. Single fiber transport in a confined channel: Microfluidic experiments and numerical study. Phys. Fluids 2013, 25, 103601. [Google Scholar] [CrossRef]
- Chapin, S.C.; Pregibon, D.C.; Doyle, P.S. High-throughput flow alignment of barcoded hydrogel microparticles. Lab Chip 2009, 9, 3100–3109. [Google Scholar] [CrossRef] [PubMed]
- Goubault, C. Colloides Magnétiques: Auto-Organisation et Applications Biologiques. Ph.D. Thesis, University Pierre et Marie Curie, Paris, France, 2004. [Google Scholar]
- Cohen-Tannoudji, L.; Bertrand, E.; Bressy, L.; Goubault, C.; Baudry, J.; Klein, J.; Joanny, J.F.; Bibette, J. Polymer Bridging Probed by Magnetic Colloids. Phys. Rev. Lett. 2005, 94, 28–31. [Google Scholar] [CrossRef] [PubMed]
- Coq, N.; Ngo, S.; du Roure, O.; Fermigier, M.; Bartolo, D. Three-dimensional beating of magnetic microrods. Phys. Rev. E 2010, 82, 1–10. [Google Scholar] [CrossRef] [PubMed]
- Babataheri, A.; Roper, M.; Fermigier, M.; Du Roure, O. Tethered fleximags as artificial cilia. J. Fluid Mech. 2011, 678, 5–13. [Google Scholar] [CrossRef]
- Jing, L. Field-Induced Structures in Ferrofluid Emulsions. Phys. Rev. Lett. 1995, 74, 2828. [Google Scholar]
- Guyon, E.; Hulin, J.P.; Petit, L.; Mitescu, C. Physical Hydrodynamics; Oxford University Press, Ed.; Oxford University Press: Oxford, UK, 2015. [Google Scholar]
- Nagel, M.; Brun, P.T.; Berthet, H.; Lindner, A.; Gallaire, F.; Duprat, C. Oscillations of confined fibers transported in microchannels. J. Fluid Mech. 2016. submitted. [Google Scholar]
- Lindner, A. Flow of complex suspensions. Phys. Fluids 2014, 26, 101307. [Google Scholar] [CrossRef]




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Photo-Lithography | Colloidal Assembly | |
|---|---|---|
| Fiber | ||
| Geometry | Square or rectangular cross-section | Necklace |
| Length | Mask | Channel height |
| 50–300 μm | 20–300 μm | |
| Width | Mask | Colloids’ diameter |
| 5–30 μm | ∼ 1 μm | |
| Height | Channel height and inhibition layer | Colloids’ diameter |
| 5–30 μm | ∼ 1 μm | |
| Elasticity | Cross-linked polymer | Polymer chains bridging the colloids |
| Young’s modulus: 50 kPa–10 MPa | Bending elasticity: J·m | |
| Roughness | Smooth unless drawn on mask | Roughness from structure |
| Initial position | User-defined | Random |
| Orientation | User-defined | Controlled by external magnetic field |
| Flow | ||
| Channel geometry | Flat | Close to square |
| Flow profile | Hele-Shaw flow | Poiseuille flow |
| Confinement | By top and bottom walls | By gravity |
© 2016 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Berthet, H.; Du Roure, O.; Lindner, A. Microfluidic Fabrication Solutions for Tailor-Designed Fiber Suspensions. Appl. Sci. 2016, 6, 385. https://doi.org/10.3390/app6120385
Berthet H, Du Roure O, Lindner A. Microfluidic Fabrication Solutions for Tailor-Designed Fiber Suspensions. Applied Sciences. 2016; 6(12):385. https://doi.org/10.3390/app6120385
Chicago/Turabian StyleBerthet, Helene, Olivia Du Roure, and Anke Lindner. 2016. "Microfluidic Fabrication Solutions for Tailor-Designed Fiber Suspensions" Applied Sciences 6, no. 12: 385. https://doi.org/10.3390/app6120385
APA StyleBerthet, H., Du Roure, O., & Lindner, A. (2016). Microfluidic Fabrication Solutions for Tailor-Designed Fiber Suspensions. Applied Sciences, 6(12), 385. https://doi.org/10.3390/app6120385