Comparison of Current Five-Point Cylindricity Error Separation Techniques



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
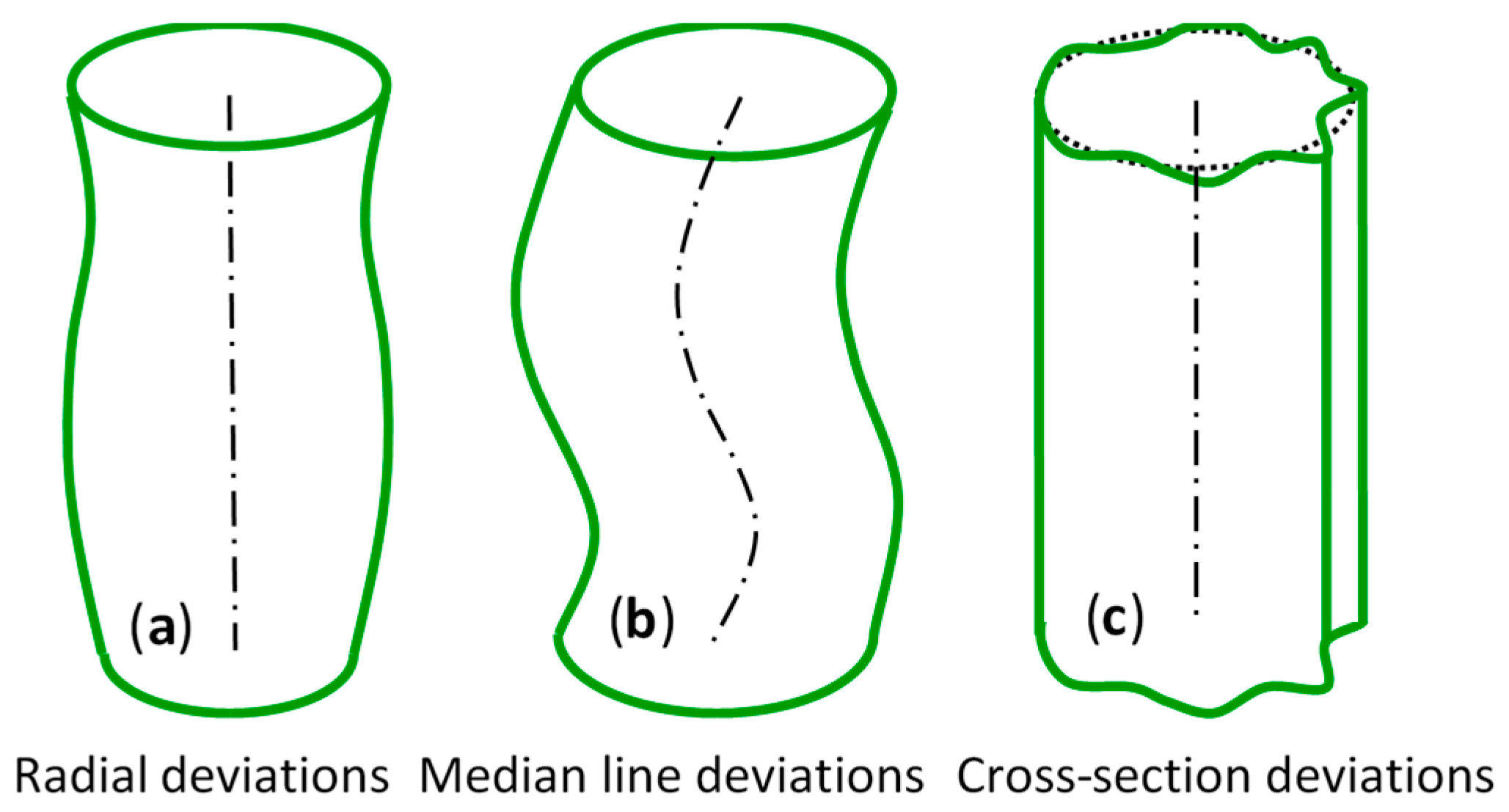
1.1. Mathematical Modeling Cylindricity
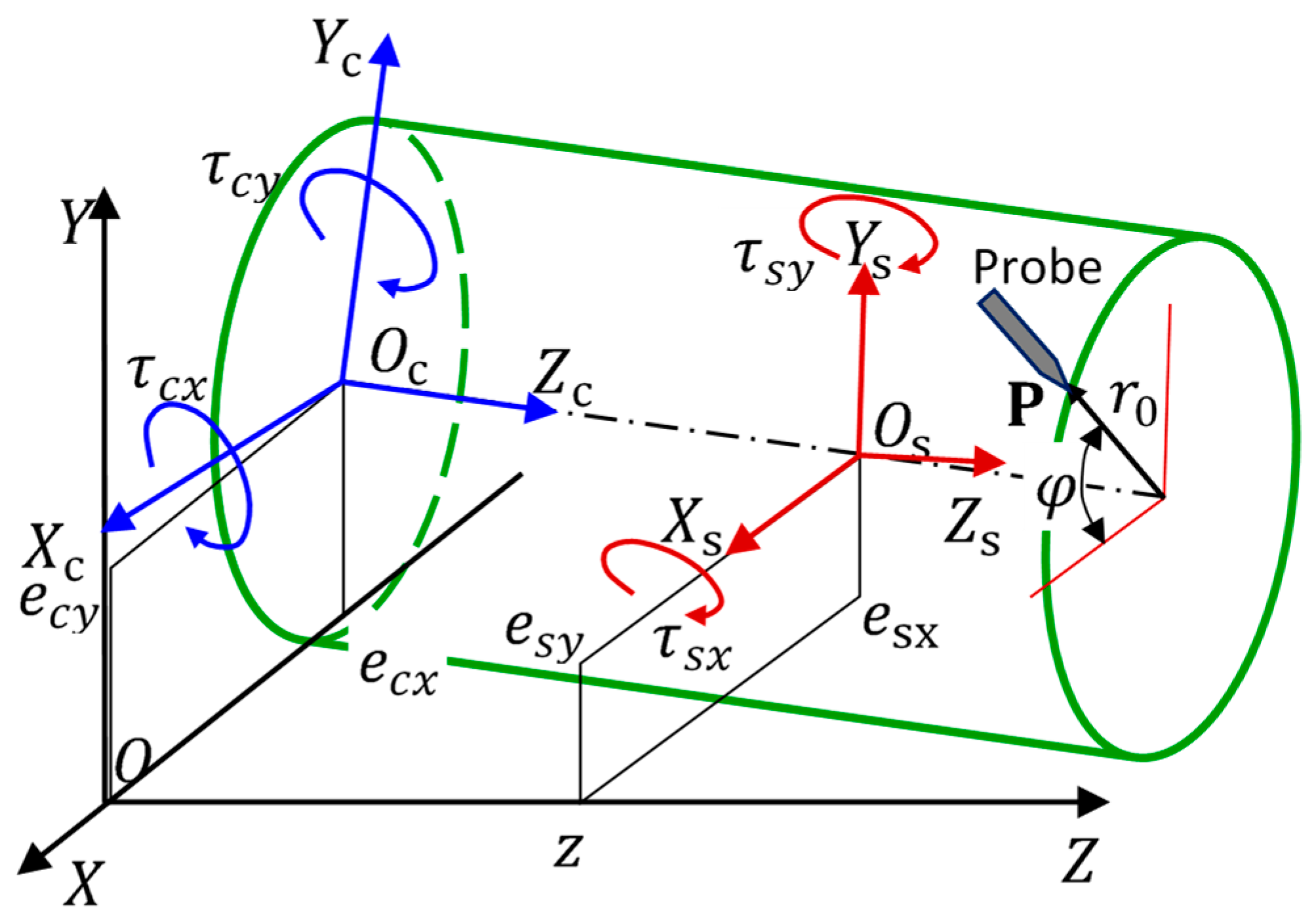
1.2. Mathematical Modeling of the Measuring System
2. Error Separation Models for In Situ Measurement of Cylindricity
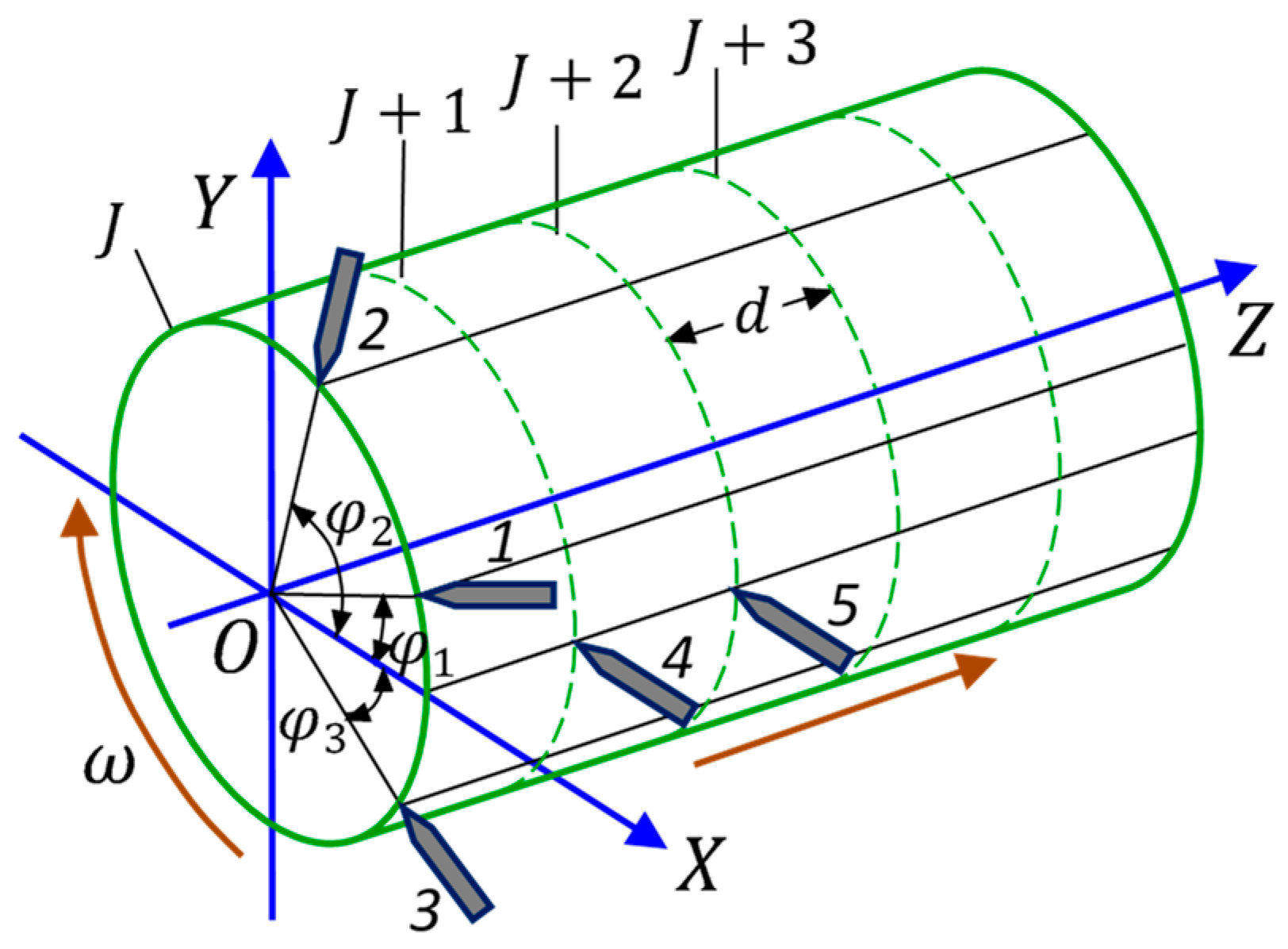
2.1. Parallel Scan EST
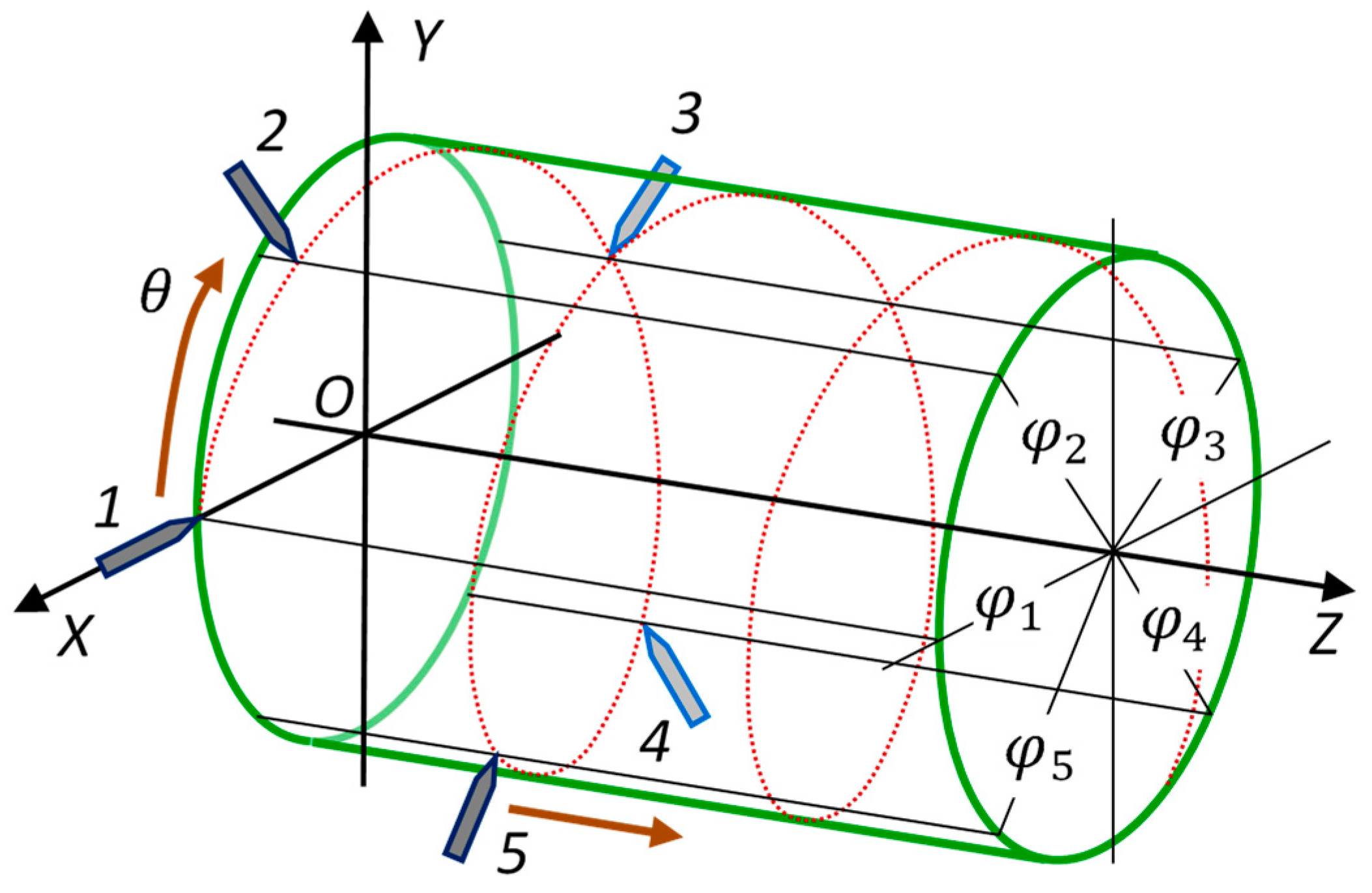
2.2. Spiral Scan EST
2.3. V-Block Scan EST
3. Applicative and Comparative Analysis for In Situ Measurement of Cylindricity
3.1. Experimental Verification and Analysis of Parallel Scan EST
3.2. Applicative Analysis of Spiral Scan EST
3.3. Applicative Analysis of V-Block Scan EST
4. Conclusions
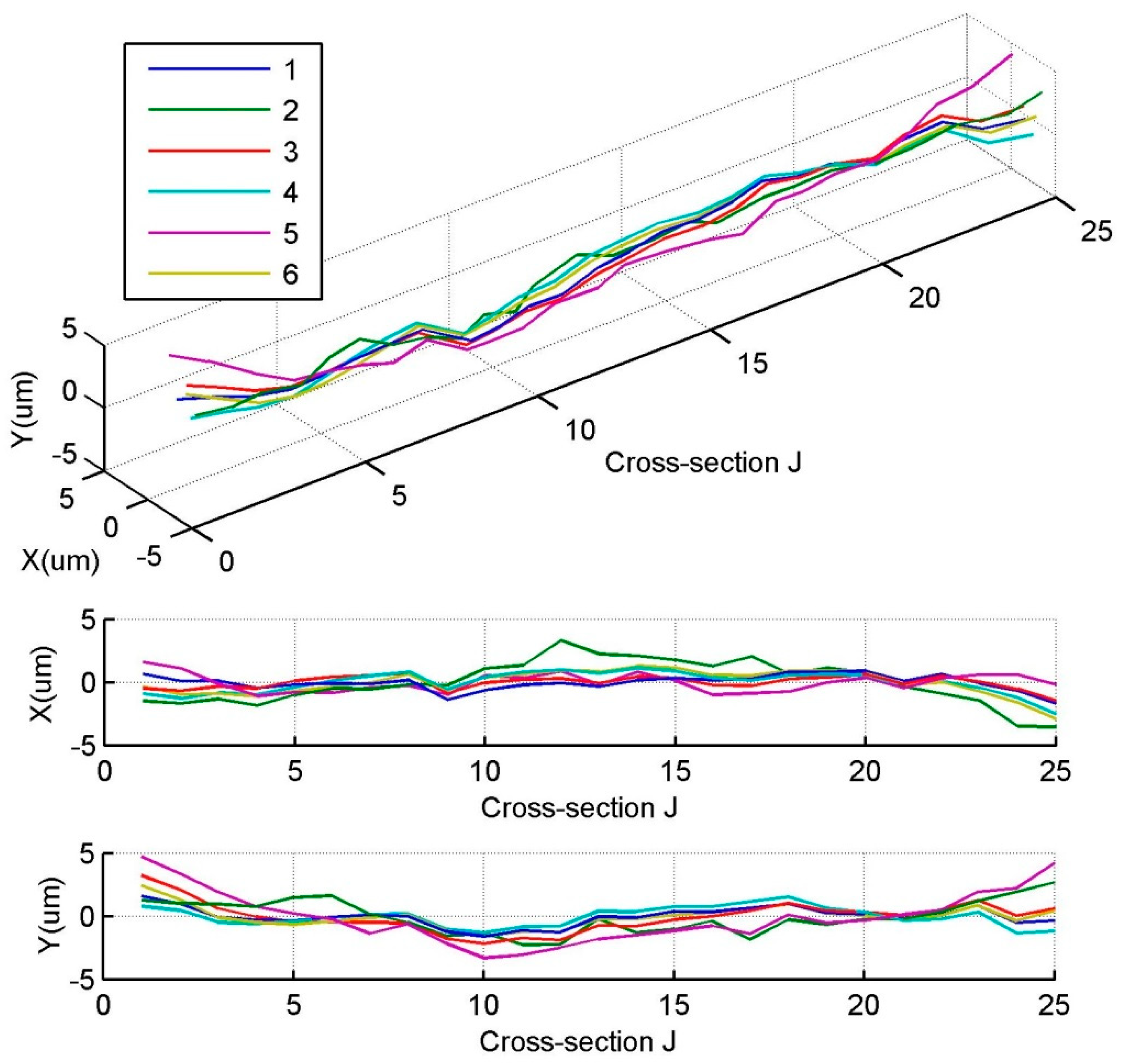
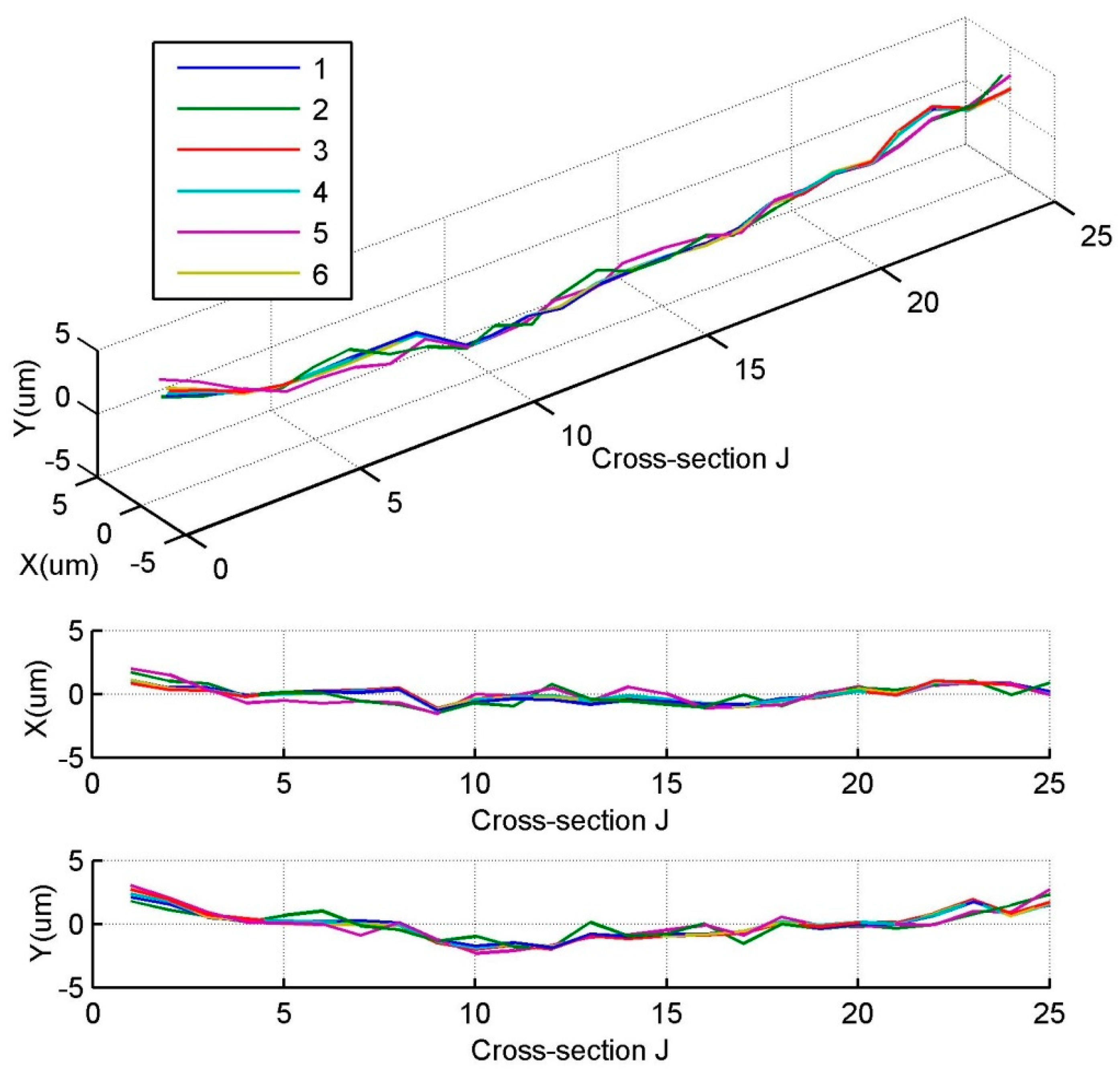
- Measurement of cylindrical profile was performed with five displacement probes. Outputs from five probes were used to measure radius deviations and roundness deviations of sequential cross-sectional profiles, as well as the LSC vectors of sequential cross-sectional profile, with which spatial curved median line profile of the cylinder was determined. Further, cylindrical profile could be accurately reconstructed by assembling each obtained cross-sectional profile onto the spatial curved median line.
- The completeness of the measurement model in theory is promising. Accurate detection of the spatial curved median line of the cylinder highlights its novelty, and the error motions of the cylinder and carriage in measuring system are fully eliminated.
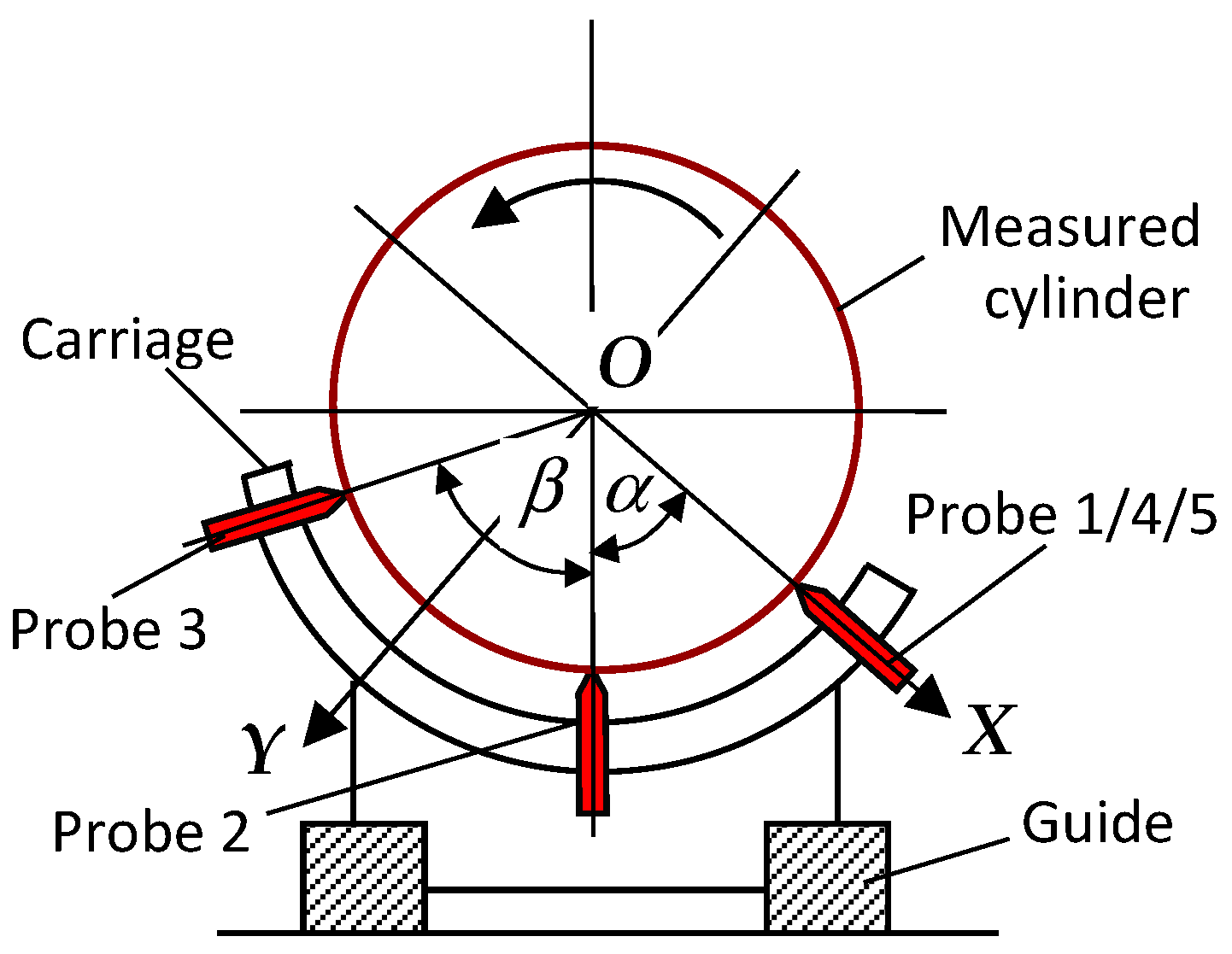
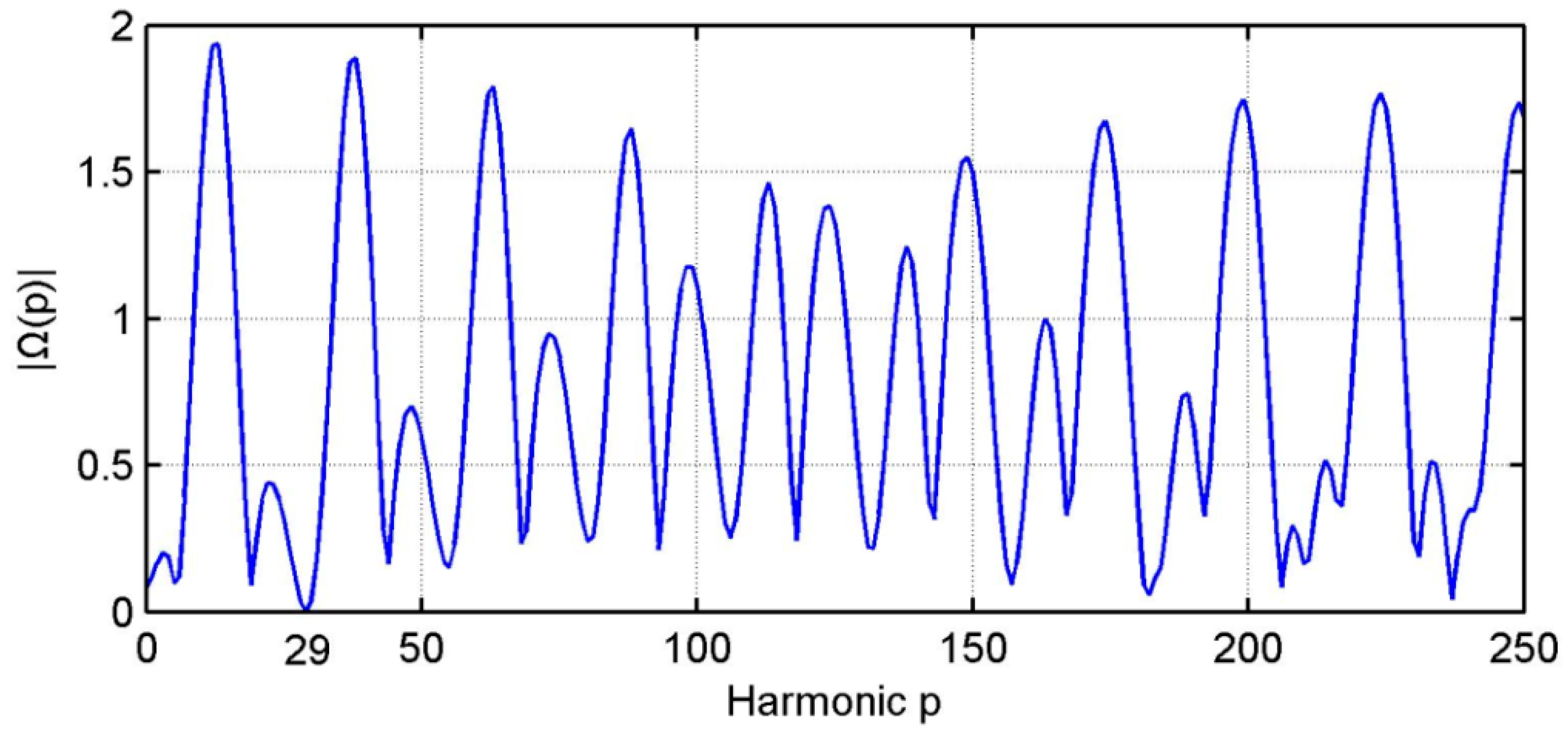
- Detecting full harmonic components of sequential cross-sectional profiles is dependent on how the three probes in one cross-section are located relative to each other. Therefore, to ensure good anti-interference capability, angular arrangement of the three probes should be carefully selected so as to obtain large transfer function .
- The probes should be strictly calibrated and carefully chosen. Especially, inconsistencies of sensitivity and linearity among five probes should be overcome as much as possible, which is a main factor impacting on the precision of spatial curved median line of the cylinder.
- Accuracy of the method has not been verified by calibration.
- The method is suitable for on-machine measurement of cylindrical profile. Where, the carriage can be mounted onto the tool carriage. Measurement cost is relatively low.
- The parallel four-point scan EST is more suitable for in situ cylindricity measurement of large-scale roller, where the tilt error motions of the cylinder are negligible because the roller is long and the rotation speed is low.
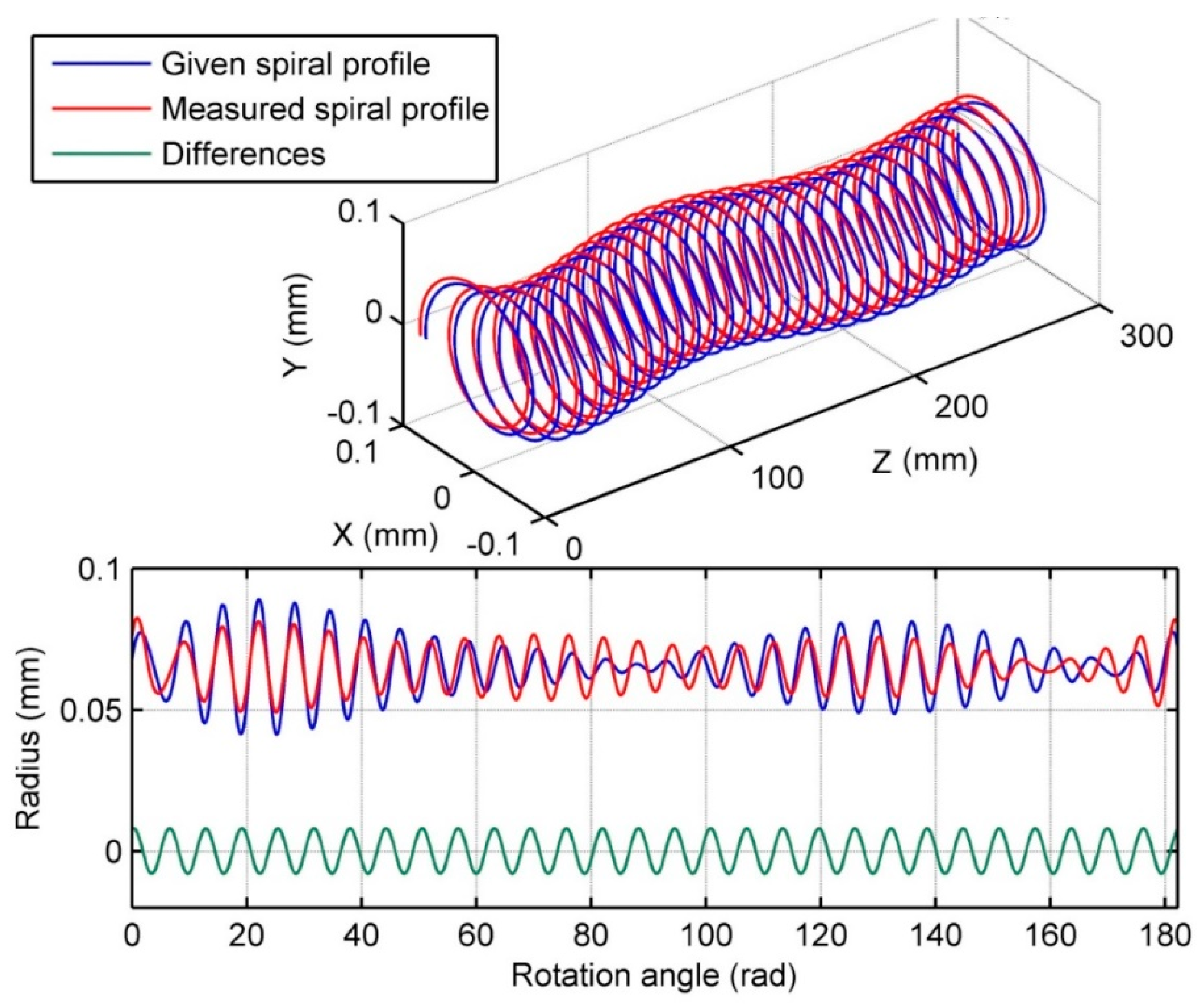
- Measurement of cylindrical profile is performed with five displacement probes, which are arranged in a spiral scanning-path. Cylindrical profile measurement is transformed to one-dimensional straightness measurement by the multi-point straightness EST based on .
- The multi-point straightness EST based on is built in an assumption that the straightness profile is end-to-end. The actual spiral profile on the cylinder is impossible to achieve. Therefore, direct adoption of straightness EST based on to measure and reconstruct spiral profile on the cylinder would weaken the theoretical completeness.
- The way to fill a segment of data of Probes 2–4 at the tail end of measurement becomes a crucial factor to determine measurement accuracy. In light of the authors’ experience, if straightness errors of actual spiral profile are significant in the outputs of the probes, it may be a good solution that a segment of data of Probes 2–4 at the tail end of measurement are assigned by the data collected by Probe 1 at the head end of measurement.
- The harmonic suppression of the EST will not impact measurement accuracy of the spiral line profile. It only causes a slight shift of the measured spiral line profile.
- Because a segment of data of Probes 2–4 at the tail end of measurement is uncertain, the accuracy of the measured spiral line profiles at both ends of the cylinder deteriorated significantly. Therefore, the shortened effective measurement length of the spiral line profile is a weakness.
- Accuracy of the method has not been verified by calibration.
- If this EST is employed in situ measurement of cylindricity, motion accuracy of the guideway and spindle should be high.
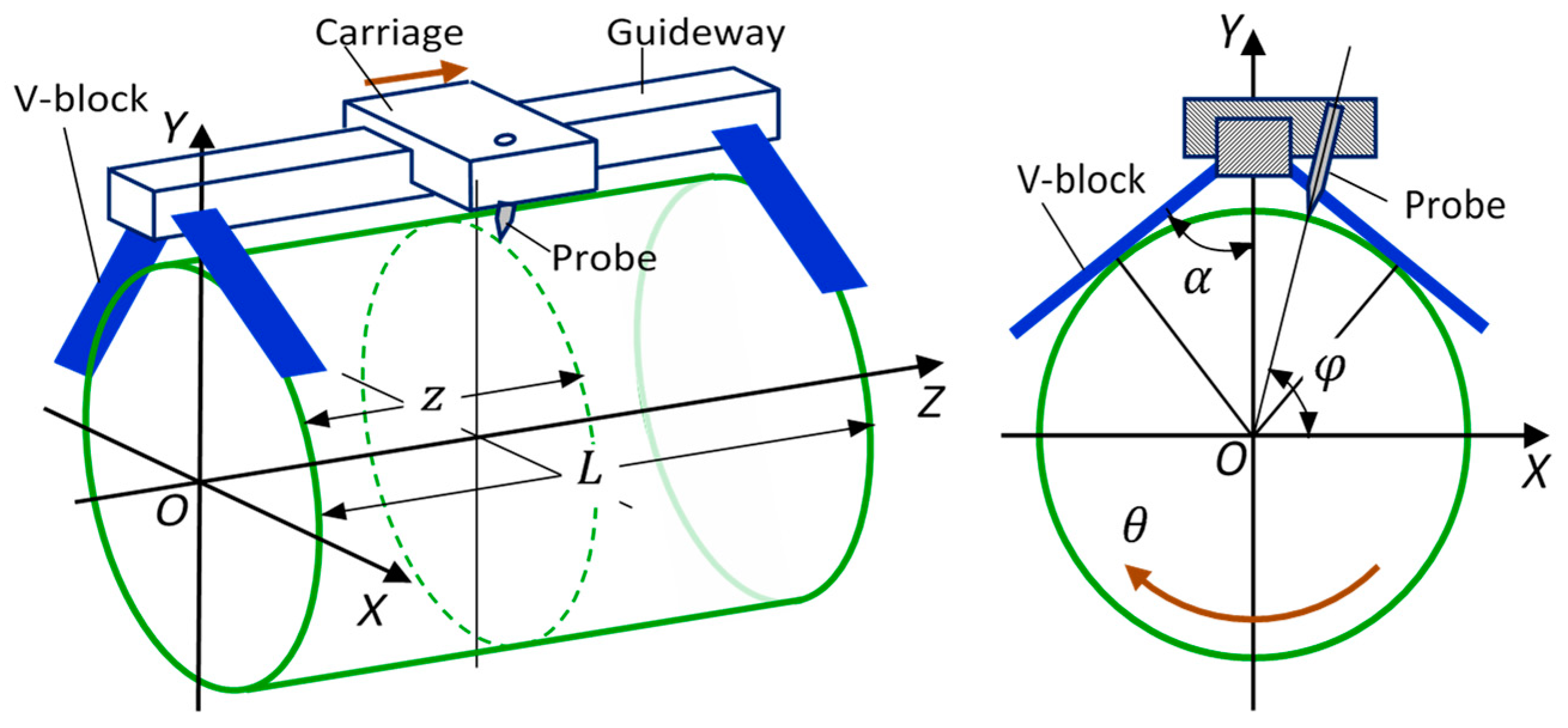
- Measurement of cylindrical profile was performed with the measuring system made up of two V-blocks and a displacement probe. During measuring, two cross-sectional profiles that contact two V-blocks control the radial and tilt error motions of the measuring system, yielding repeatable error motions of the measuring system in each revolution. This makes the measured cylindrical profile immune to the error motions of the cylinder.
- Error motions of the cylinder are removed, whereas, the carriage straightness error motions will directly impact the measurement accuracy of cylindrical profile, which would weaken the theoretical completeness.
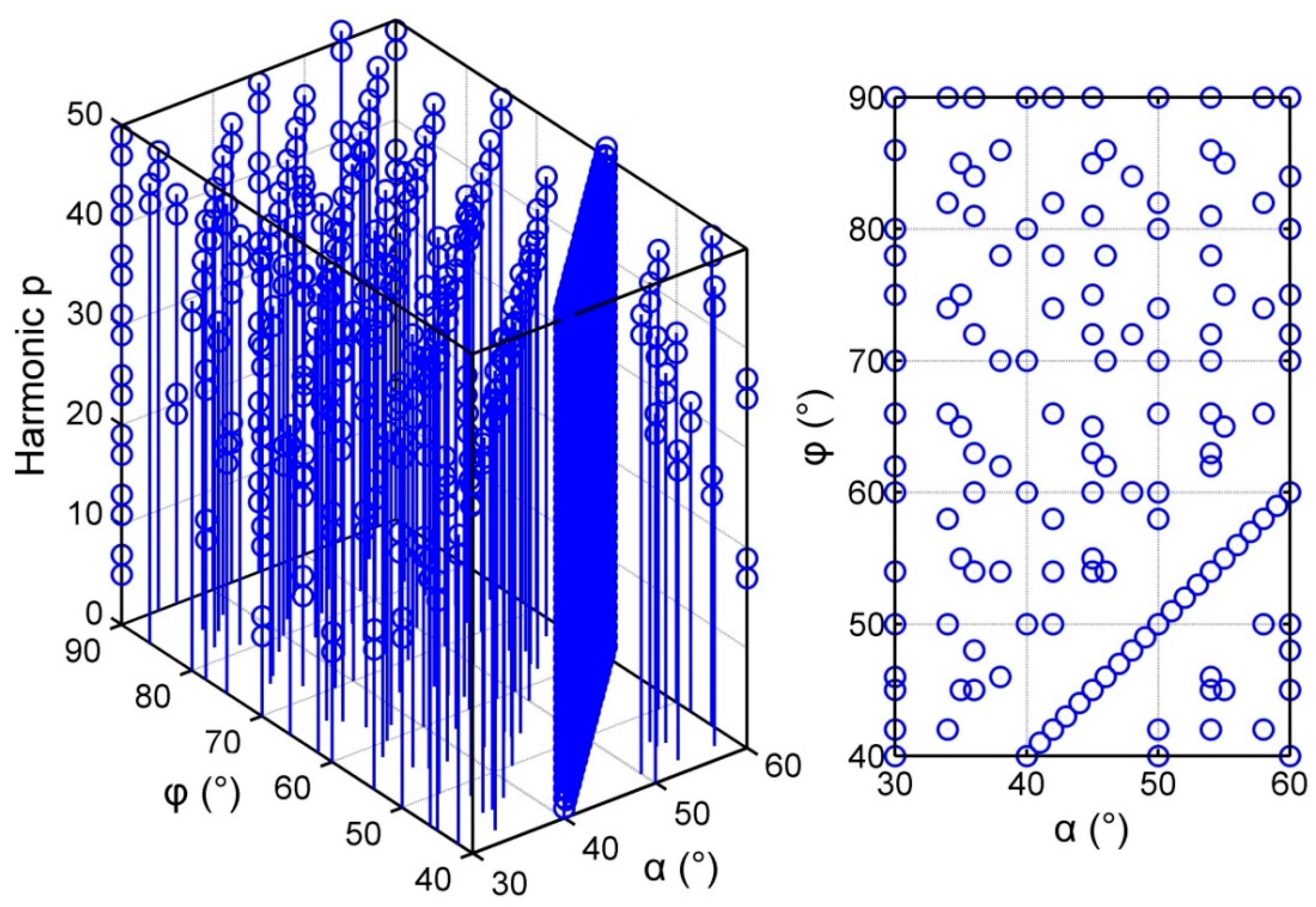
- Detecting full harmonic components of sequential cross-sectional profiles is dependent on selection angular values of the probe and V-block. Therefore, to ensure good anti-interference capability, angular value of the probe should be carefully selected so as to obtain large transfer function .
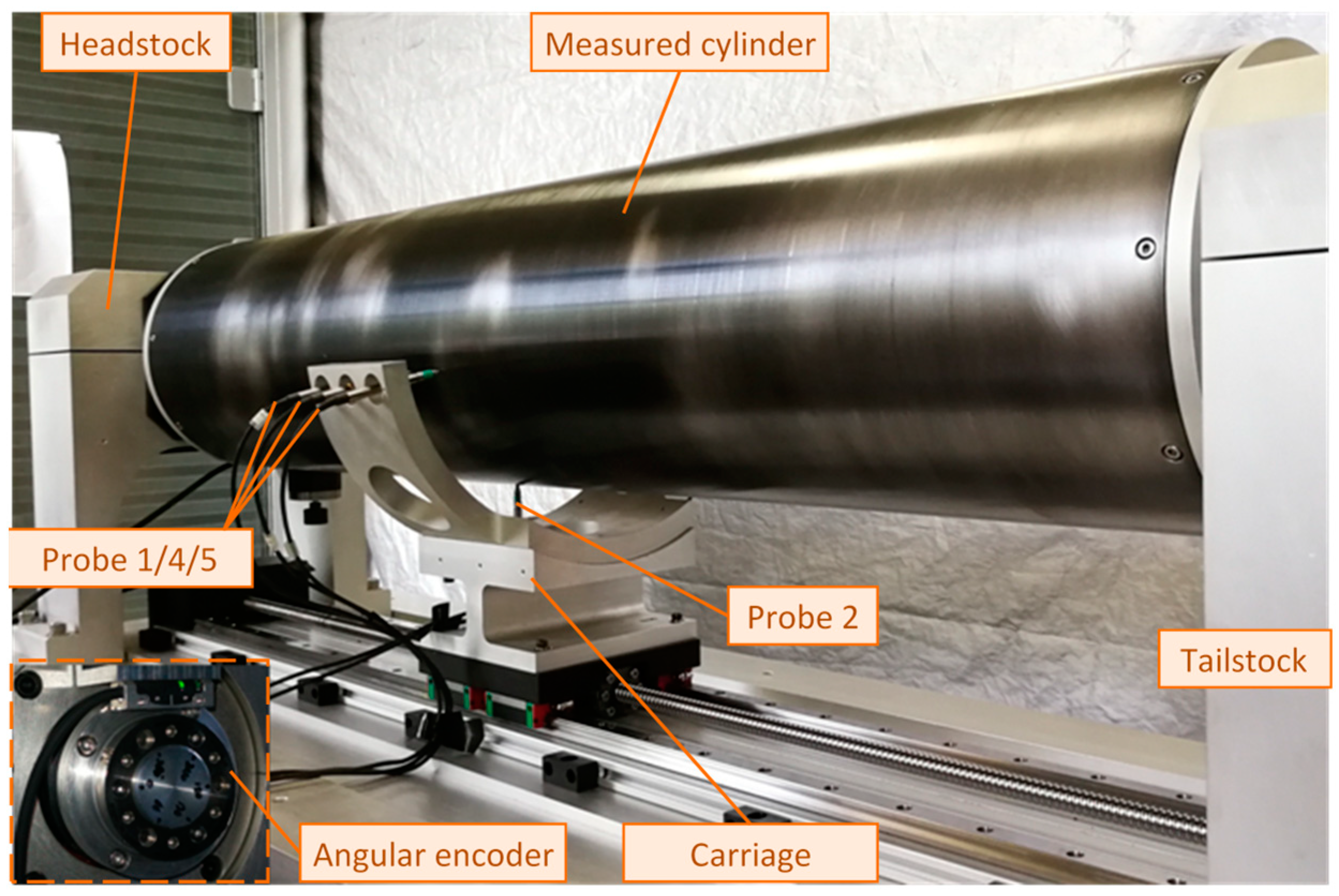
- The measurement uncertainty was assessed through statistical testing. The expanded uncertainty reached 19% compared to the results obtained with the highly accurate radial method. This EST was verified in practice using a model test stand, not on a large roller.
- It is a portable system, and is suitable for in situ measurement.
- During measurement, it is crucial to avoid the measuring system rotating around and moving in the Z-axis of the cylinder. How to decrease the impact from straightness deviations of the guideway is crucial to measurement accuracy.
- Compensation for the straightness deviations of the guideway was proposed to improve the measurement accuracy. In the authors’ opinion, however, it may be a good solution to diametrically arrange the second probe in the axial direction of the original probe.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Abbreviations
| EST | Error separation technique |
| LSC | Least squares center |
| DET | Discrete Fourier transform |
| IDET | Inverse discrete Fourier transform |
References
- Stępień, K. In situ measurement of cylindricity—Problems and solutions. Precis. Eng. 2014, 38, 697–701. [Google Scholar] [CrossRef]
- Lee, J.C.; Yuki, S.Y.; Gao, W.; Oh, J.; Park, C.H. Precision evaluation of surface form error of a large-scale roll workpiece on a drum roll lathe. Precis. Eng. 2014, 38, 839–848. [Google Scholar] [CrossRef]
- Ozono, S. On a new method of roundness measurement on the three-point method. Proc. ICPE 1974, 1974, 457–462. [Google Scholar]
- Shi, S.Y.; Lin, J.; Wang, X.F.; Zhao, M. A hybrid three-probe method for measuring the roundness error and the spindle error. Precis. Eng. 2016, 45, 403–413. [Google Scholar] [CrossRef]
- Li, S.Y.; Dai, Y.F.; Xie, X.H. On-Side Measurement and Error Compensation Technology for Precision and Ultra-Precision Machining; University of Defense Science and Technology Press: Changsha, China, 2007; pp. 95–279. ISBN 978-7-81099. (In Chinese) [Google Scholar]
- ISO 12180-1 2011, Annex B: Geometrical Product Specifications (GPS)—Cylindricity—Part 1: Vocabulary and Parameters of Cylindrical Form—Consideration in the Assessment of Deviations from Cylindrical Form (International Organization for Standardization). Available online: https://www.iso.org/obp/ui/#iso:std:iso:12180:-1:ed-1:v1:en (accessed on 16 October 2018).
- Zhang, L.; Zhao, Y.; Ba, L. Research and practice on the on-line measurement of cylindricity error in a grinding machine. Key Eng. Mater. 2008, 359–360, 176–180. [Google Scholar]
- Liu, W.W.; Fan, K.C.; Hu, P.H.; Hu, Y. A parallel error separation method for the on-line measurement and reconstruction of cylindrical profiles. Precis. Eng. 2018, 51, 1–9. [Google Scholar] [CrossRef]
- Muralikrishnan, B.; Venkatachalam, B.; Raja, J.; Malburg, M. A note on the three-point method for roundness measurement. Precis. Eng. 2005, 29, 257–260. [Google Scholar] [CrossRef]
- Endo, K.; Gao, W.; Yiyono, S. A new multi-probe arrangement for surface profile measurement of cylinders. JSME Int. J. Ser. C 2003, 46, 1531–1537. [Google Scholar] [CrossRef]
- Nyberg, T.R. Dynamic Macro Topography of Large Slowly Rotating Cylinders (Acta Polytechnica Scandinavica, Mechanical Engineering Series); Finnish Academies Technology: Helsinki, Finland, 1993; Volume 108. [Google Scholar]
- Adamczak, S.; Janecki, D.; Stępień, K. Cylindricity measurement by the V-block method—Theoretical and practical problems. Measurement 2011, 44, 164–173. [Google Scholar] [CrossRef]
- Stępień, K.; Janecki, D.; Adamczak, S. Investigating the influence of selected factors on results of V-block cylindricity measurements. Measurement 2011, 44, 767–777. [Google Scholar] [CrossRef]
- Liu, W.W.; Zeng, H.; Liu, S.L.; Wang, H.T.; Chen, W.Y. Four-point error separation technique for cylindricity. Meas. Sci. Technol. 2018, 29, 075007. [Google Scholar] [CrossRef] [Green Version]
- Gao, W.; Yokoyama, J.; Kojima, H.; Kiyono, S. Precision measurement of cylinder straightness using a scanning multi-system. Precis. Eng. 2002, 26, 279–288. [Google Scholar] [CrossRef]
- Li, C.J.; Li, S.Y.; Yu, J.M. High resolution error separation technique for in-situ straightness measurement of machine tools and workpiece. Mechatronics 1996, 6, 337–347. [Google Scholar] [CrossRef]
- Adamczak, S.; Janecki, D.; Stępień, K. Qualitative and quantitative evaluation of the accuracy of the V-block method of cylindricity measurements. Precis. Eng. 2010, 34, 619–626. [Google Scholar] [CrossRef]
- Zhang, L.; Zhang, Y. Accuracy analysis of time domain two-point and three-point EST linearity. Chin. J. Sci. Instrum. 1998, 19, 106–108. [Google Scholar]
- Dawson, D.J.W. Cylindricity and its measurement. Int. J. Mach. Tools Manuf. 1992, 32, 247–253. [Google Scholar] [CrossRef]













© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, W.; Hu, P.; Fan, K. Comparison of Current Five-Point Cylindricity Error Separation Techniques. Appl. Sci. 2018, 8, 1946. https://doi.org/10.3390/app8101946
Liu W, Hu P, Fan K. Comparison of Current Five-Point Cylindricity Error Separation Techniques. Applied Sciences. 2018; 8(10):1946. https://doi.org/10.3390/app8101946
Chicago/Turabian StyleLiu, Wenwen, Penghao Hu, and Kuangchao Fan. 2018. "Comparison of Current Five-Point Cylindricity Error Separation Techniques" Applied Sciences 8, no. 10: 1946. https://doi.org/10.3390/app8101946
APA StyleLiu, W., Hu, P., & Fan, K. (2018). Comparison of Current Five-Point Cylindricity Error Separation Techniques. Applied Sciences, 8(10), 1946. https://doi.org/10.3390/app8101946