1. Introduction
Technology products have almost become indispensable in the modern world, as the mobile phone was upgraded to the multi-touch smart phone, the digital photo frame evolved into the tablet PC, the notebook computer evolved into the detachable touch-screen notebook computer, and wearable devices developed into the smart watch. All these consumer electronics products represent extensive applications of touch panels [
1]. Panels are divided into touch panels and color filter panels, and many panel processes are identical. The constituent structure is divided into array, cell, and module manufacturing stages. The array process contains thin film, lithography, and etching processes [
2]. This study discusses the photolithography process of the array stage.
The one glass solution (OGS) of touch panel technology means that the old combination of multiple functional glasses changes into the solution using one single glass touch panel. The difference from the general touch panel is that the OGS structure is combined with the functions of touch control and LENS/Cover Glass. Therefore, the OGS touch panel is more esthetic and stronger than a simple touch panel, and the combination of LENS/Cover Glass can be reduced, such that overall glass thickness decreases a substantial amount.
The OGS structure has an artistic black matrix (BM) for display frame printing, shading the backlight, and upgrading the overall texture. The BM produces a BM pattern in the color filter panel process to separate the transmission of color resist. The BM is produced through coating and a negative photoresist. The BM is formed by a photoresist in the OGS panel and is used as a black frame of the OGS touch panel, but it is completed before the capacitive circuit process of the touch panel. The LENS/Cover Glass is then replaced when the BM is done. However, the LENS/Cover Glass uses ink universally, and the general BM for OGS is a negative photoresist, so the production is different from LENS/Cover Glass. After coating, exposure, and development in the BM process, after-develop inspection (ADI) is implemented to check if the appearance is abnormal. The width, opening, and line spacing data after BM photoresist development are measured using optical microscopy (OM), and it is determined whether or not the measured data are within the product specification.
In order to use touch control products more conveniently, a general objective is to develop lighter and smaller touch panels. Touch panels using OGS are an important development. The major difference between the OGS touch panel and traditional touch panels is that the artistic appearance and protective function of Cover Glass are integrated into the touch panel, so that the OGS touch panel process can be combined with an artistic appearance. The BM photoresist process influencing the appearance of the OGS touch panel often results in customer complaints about the appearance abnormalities, or in influences on the function. The BM in an OGS touch panel is used as a black frame. The photoresist is divided into positive and negative. The BM photoresist is negative.
It is quite difficult to rework the negative photoresist process. If the product exceeds the specification, the product is rejected, and the production expense is wasted. There is still room for improving the BM photoresist process capability
Cpk (
Appendix A). The photolithography process is an important step, which must be improved to enhance
Cpk [
3], in order to decrease customer complaint frequency and increase stability. This study proposes an experimental design method for improving the touch panel industry according to lithographic photoresist operating conditions. Related parameters include temperature, exposure, concentration, vacuum pressure, light rays, and humidity. The purpose is to find and master the optimum parameters, establish stable photoresist operating conditions, and enhance the process capability. This study set up a demonstration and used the hybrid Taguchi-genetic algorithm to solve the quality stability problems in BM black negative photoresist forming and size of the OGS product [
4,
5,
6,
7]. The performance was measured in a flow chart and improved by Taguchi quality engineering [
8,
9,
10]. The BM black negative photoresist build-up dimension of the OGS product was taken as the experimental subject, in order to find a development model for a BM black negative photoresist forming stability for OGS products. The optimized experimental level combination of the BM black negative photoresist build-up dimension of the OGS product in the process was found to produce the optimum parameters meeting a satisfactory level, thus reducing the wasted expenses of additional defects, and improving the process.
2. Literature Review
Among the important issues of the multiple-stage manufacturing process, developing a robust parameter design (RPD) in good time is a difficult research task [
11]. As the random processing principle cannot be precisely implemented in the experimental design, noise factors have adverse effects on experiments. This phenomenon occurs in different places at different stages in this document. After this document is improved, by considering only a single set of noise factors, the optimum design method can be developed, the system optimization process can be effectively designed, and the key issue proposed by this document can be solved by the modified minimum aberration criterion [
9]. A hybrid system is utilized as a potential tool to deal with construction engineering and management problems [
12].
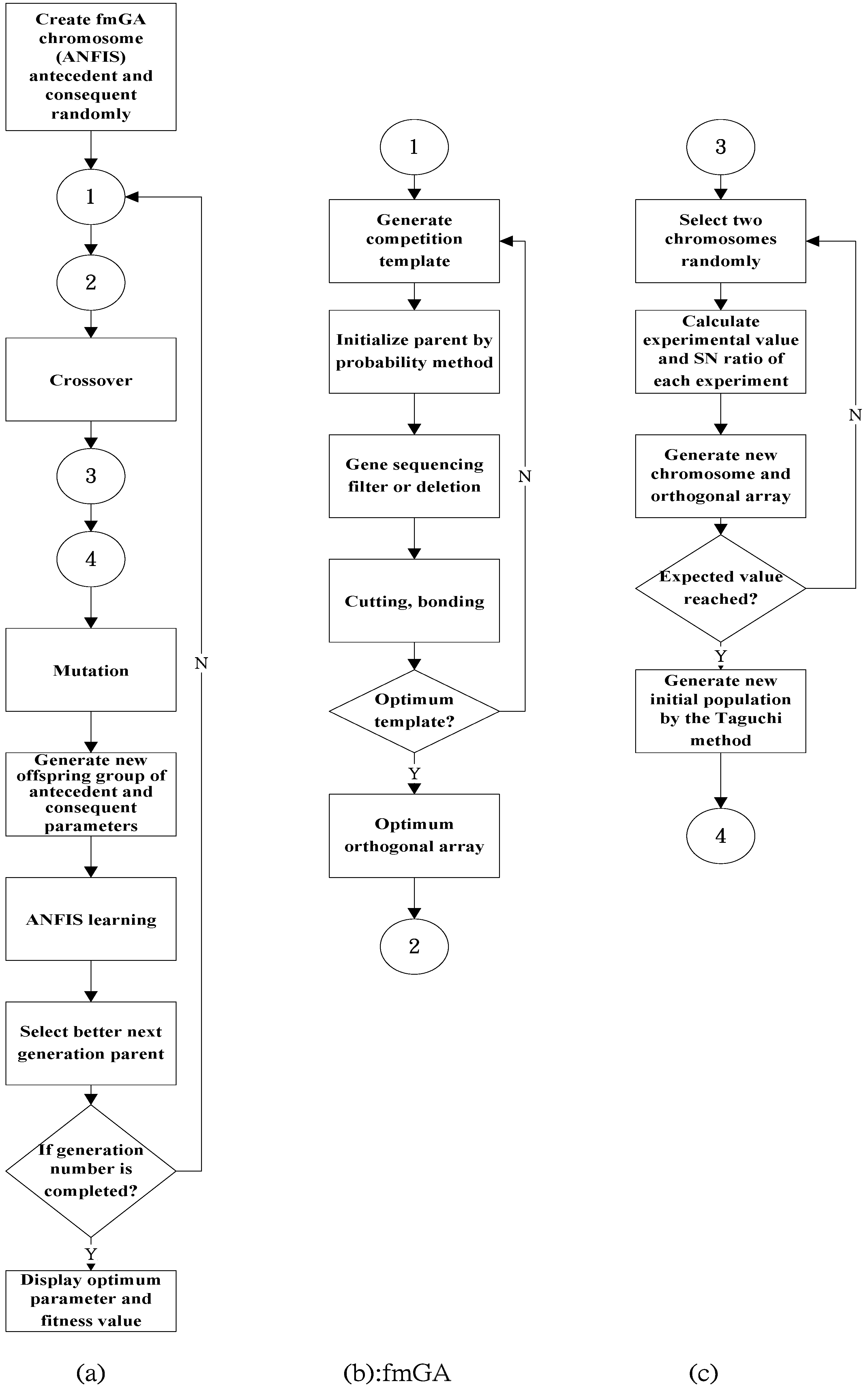
This study integrates a rapid fuzzy genetic algorithm (fmGA) [
12] with a support vector machine (SVM) and develops an innovation artificial intelligence model. The early prediction of dispute propensity is used in the initial stage of calculation for public-private partnership projects, and is one of the key concepts of fmGA-based SVM (GASVM) [
12]. While the fmGA optimizes the SVM parameters, the main value of SVM is the optimization application of the learning rate and curve. The curve and synthesis indices are employed for performance evaluation of the proposed hybrid intelligence classification model. The overall performance of the method developed by this document is different from other references, as it has better evaluation. Line balancing and scheduling are complex problems, and while there are several methods to solve related problems, they may not be effective [
13]. An improved hybrid genetic algorithm (GA) is proposed in this document, and an effective solution can be proposed for this type of subject. This type of problem addresses how to assign the work and schedule the work station. Use of the hybridized dynamic programming optimization process can attain better schemes. Within a specific time, the chromosome can be transformed to implement a better solution. This document proposes a partial diversity maintaining method to avoid the algorithm falling into local optimum solutions [
14].
This reference indicates that the optimal design process of electrical discharge machining (EDM) processes will be implemented by integrating physical and neural networks [
15]. Related important studies seldom mentioned the classification of parameters or the model building process. This document integrates a fuzzy neural network with mathematical model building to solve problems.
The method proposed in this study is compared with other methods; previous studies have not compared this type of method. The optimal design of water-cooled condensers is the subject of optimization in this study, which integrates nonlinear programming with multiple inputs and outputs [
16]. This document applies the Taguchi method and an inverse-model to implement the critical steps of optimal design. In this experimental process, the full factorial design for the minimum number of experiments with the optimum orthogonal table of key factors are found by the Taguchi method. Afterwards, an inverse model, as developed in this document, is put into an artificial neural network system with multiple inputs and outputs, in order to implement the critical steps of optimal design.
It is very complex to correctly predict the various parameters of the Taiwan Stock Exchange Capitalization Weighted Stock Index (TAIEX) and Hang Seng Stock Index (HSI). This document integrates time series, fuzzy theory, and an artificial neural network [
17] to implement better predictive validity. The result shows that different data types will significantly improve different prediction methods. The Vapor Assisted Petroleum Extraction (VAPEX) process is an important and complex work, as fractures that increase recovery are among the important issues that must be discussed [
18]. This document integrates fuzzy theory with an adaptive neural network to analyze the chain effect, resulting from the geometric fracture parameters in VAPEX, and develops the optimum parameter design process for decision makers.
7. Case Analysis and Discussion
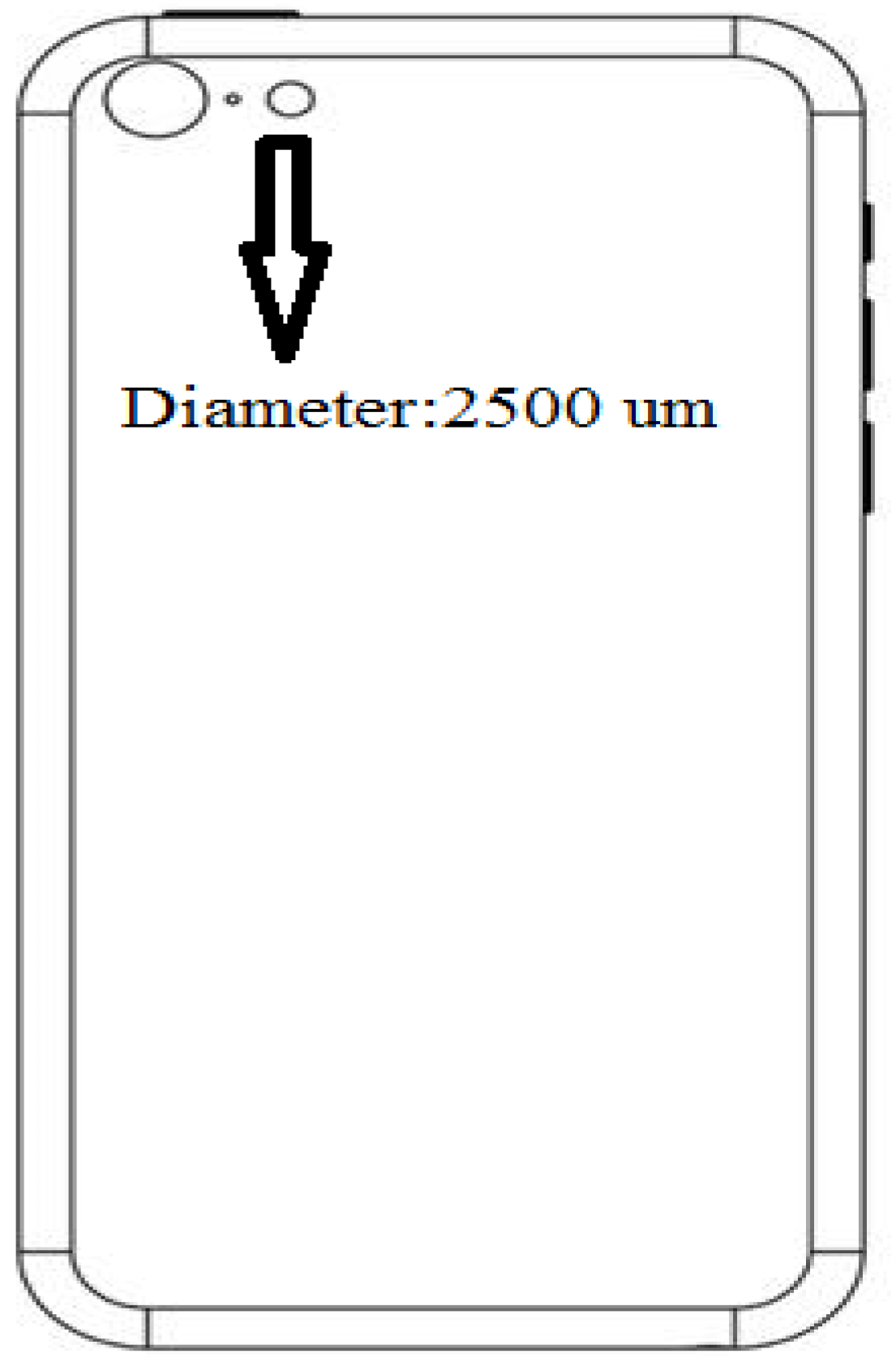
An Optical Measuring Machines (OMM) dimensional measurement precision microscope was used at 2500 μm for the BM photoresist ADI, as shown in
Figure 3.
Current condition measurement: The present
Cpk process capability of BM photoresist build-up dimension was analyzed. The key success factors shown are the study design and the results, as shown in
Table 1.
The dimension process capability index Cpk = 0.9 < 1.33, meaning the process is unstable. Because the process capability is insufficient, there is large room for improvement.
In this study, human factors include immature skill, insufficient training, and misoperation; environmental factors include temperature, humidity, and light rays; material factors include exposure, overtime, concentration, and temperature; method factors include exposure, development rate, and pre-baking time; machine factors include feed rate, part failure, and vacuum pressure. All of these factors may cause problems in the lithography BM photoresist operation build-up dimension.
Data analysis: The factors were analyzed and confirmed by interviews with experts, and the factors that influence the BM negative photoresist build-up dimension ADI were determined by interviewing photolithography process engineers and process integration engineers, so as to remove the unnecessary factors in implementing the analysis of the hybrid Taguchi-genetic algorithm. The factors and levels influencing the BM photoresist build-up dimension were analyzed according to the lithographic photoresist operating conditions influencing ADI, as shown in
Table 1.
After fmGA analysis, the two-level and three-level factors were collected simultaneously, while the experimental data were collected by an orthogonal array of mixed level
. According to the results in
Table 2, the root mean square error (RMSE) [
11] value of training examples ranges from 0.039 to 0.058, as the input variable and output variable were normalized to 0 to 1. This result is fairly good. The RMSE of the test examples ranges from 0.012 to 0.031, which is a better result than that of the training examples.
The experiment was conducted and the data were collected according to the orthogonal array configuration, with limited samples used for the experiment. This experiment hopes to optimize the BM photoresist build-up dimension, but the quality characteristic of Toor is in percentage form in this study. If the quality characteristic is in percentage form, then, when the value approaches 0 or 100, the additivity is very bad, so the deficiency is remedied. The Taguchi method implements Ω transformation (Omega transformation) for the quality characteristics in percentage form. The experimental data with additivity are obtained by Ω transformation, and the signal/noise (SN) ratio was worked out of these data.
When the experimental control factor and level table were completed, the orthogonal array was created. The two-level and three-level factors were collected simultaneously in this experiment. The experimental data were collected by a mixed-level orthogonal array, and the table shows the factor level setting for control factors.
The experimental process employs finite authentic specimens to simulate the normal operating conditions. The correct detected number in
Table 3 was converted into percentage form, and the SN ratio of each experiment was obtained after Ω transformation of the Taguchi method, as shown in
Table 3. As this experiment employed the nominal-the-best characteristic, the SN ratio of each experiment was calculated by Ω transformation of the Taguchi method.
The factorial effect was calculated by subtracting the minimum value from the maximum value of various levels; the larger the figure, the more important the factor, as shown in
Table 4.
“Others” in
Table 5 are regarded as errors. The variance of Factors A and B is smaller than that of Others, so they are considered as factors without influence. In other words, the variation caused by Factors A and B is regarded as an occasional phenomenon caused by experimental error, so these variations can be regarded as errors. The variation caused by Factors A and B is pooled to errors. The table shows the analysis result of variance after the Others term and Factors A and B are pooled to the error term.
“Others” in
Table 6 are regarded as errors. The variance of Factors A and B is smaller than Others, so they are considered as factors without influence. In other words, the variation caused by Factors A and B is regarded as an occasional phenomenon caused by experimental error, so these variations can be regarded as errors. The variation caused by Factors A and B is pooled to errors. The table shows the analysis result of variance after the Others term and Factors A and B are pooled to the error term.
When the influence of factors reaches 90% confidence level, the table shows that those factors with enough influence are C, D, E, F, G, and H. The contribution of various control factors to the detection yield is also presented in the table. The contribution of various factors is thus validated. The contribution of a control factor represents the proportion of total quality loss caused by the variation of a factor, and it can be regarded as a simple index representing the influence of the change in a factor on total quality loss. It can be considered an index for judging the importance of factors.
According to the factor response table of the SN ratio, the optimum parameter combination is A1, B3, C1, D2, E2, F3, G2, and H1. Considering the influencing factors C1, D2, E2, F3, G2, and H1, the SN ratio of the original parameter combination was compared with the SN ratio of the optimum parameter combination, as shown in
Table 7.
According to the table, when the original parameter combination is changed to the optimum parameter combination, the SN ratio increases from 21.36 to 28.39, or a rise of 7.03, which is expressed by Equation (13).
If there is no interaction between factors, then the SN ratio in a factor combination is predicted by the following two equations below. This is the additive model—namely, when there is no interaction between factors, this additive model can be used to predict the relationship between response value and factor, expressed as Equations (14) and (15).
where
is the general average of SN, where
,
, and
.
After the calculation of the aforesaid equations, ΔSN is 7.03. Therefore, there is no interaction between factors, and this conclusion is reliable. The optimum parameter combination is obtained by the aforesaid analysis of variance (ANOVA) and factorial interaction validation, so that the appearance detection yield is increased. There is no interaction between factors as validated. The factors can be considered independently, so this conclusion is reliable. The factorial response value is also confirmed. The confirmation experiment is conducted again, two cycles are implemented, and each cycle has 7 data. Therefore,
, expressed as Equations (16)–(18).
In this reproducibility experiment, the difference between prediction value and confirmation experiment value is 4.28dB, and the 90% allowable error value is 4.29 dB. The difference value is within the permissible range, so this experiment is reliable. The optimum parameter combination is A1, B3, C1, D2, E2, F3, G2, and H1, and Cpk is 2.12. Considering the influencing factors C1, D2, E2, F3, G2, and H1, Cpk is 2.09.





{kind=link}
{kind=link}
{kind=link}