1. Introduction
Although texturing of the transparent electrode of thin-film solar cells (particularly amorphous silicon solar cells) has long been used to enhance light absorption (and thus the conversion efficiency) via light trapping, such texturing has involved low roughness (i.e., structures with heights less than 100 nm) and thus is limited regarding the degree of light absorption enhancement that is possible in thin-film solar cells (see, e.g., Reference [
1]). With the recent developments in nanotechnology, a new approach called photon (light) management [
2,
3,
4,
5,
6,
7] in thin-film solar cells has been developed to further enhance the light absorption in thin-film solar cells; the ultimate goal is to enable even thinner films to be used while still providing higher conversion efficiency. Of the wide variety of approaches to perform photon management in thin-film solar cells, one particularly attractive approach is the use of nanostructured substrates with an array of nanostructures of high aspect ratio that have greater height from the substrate; such a nanostructured morphology manifests itself in the subsequently deposited thin-film solar cell, thereby allowing improved optical absorption [
2,
3,
4,
5,
6,
7,
8]. The higher aspect ratio structures that can be produced are particularly advantageous for enhancing the light absorption in thin-film solar cells with very thin absorber layers, e.g., amorphous silicon (a-Si) solar cells deposited onto a nanostructured substrate comprised of an array of nanopillars (see e.g., [
5]). Because of the “folded” morphology of the subsequently deposited thin-film solar cell on the nanostructured substrate, typically based on a p-n or p-i-n junction semiconductor device, we refer to such a device as a “folded junction” solar cell [
2,
3,
4].
Despite the great progress in the development of photon management in thin-film solar cells using nanostructured substrates, most of the studies on the use of nanostructured substrates focus on the improvement in optical absorption in folded junction solar cells and do not consider the effect of reduced material quality of thin-film solar cells deposited on such nanostructured substrates. Understanding the relationship between material quality and nanostructured morphology is crucial for practical implementation of nanostructured substrates in thin-film solar cells.
Here, we report the observation of a correlation between the reduction of the open circuit voltage (related to the degradation of the material quality) of a-Si thin-film solar cells and the areal number density of high aspect ratio structures of the front contact (i.e., transparent conducting electrode of the solar cells in the superstrate configuration) of each solar cell. As discussed above, the high aspect ratio nanostructures enable enhanced light absorption in the folded junction solar cells via improved photon management; as a result, a higher areal density of such nanostructures corresponds to an overall increase in the light absorbed by the folded junction solar cell. However, the enhanced light absorption does not necessarily correspond to enhanced conversion efficiency, particularly if the material quality of the absorber layer is degraded [
9]. Thus, we report a trade-off between photon management efficacy and material quality in a-Si folded junction solar cells. The results highlight the importance of considering the material quality of the absorber layer of thin-film solar cells deposited onto nanostructured substrates.
2. Materials and Methods
Amorphous silicon solar cells were deposited onto various nanostructured substrates at the National Renewable Energy Laboratory (NREL). Although a variety of nanostructured substrates were considered, one in particular had a spatial gradient of areal density of higher aspect ratio nanostructures, which allowed for the convenient study of the effect of the morphology of the nanostructured substrate on the a-Si solar cell device performance (and thus on the material quality).
Zinc oxide nanostructures were deposited onto indium tin oxide (ITO)-coated glass substrates using an electrochemical deposition method that is similar to the method described in a patent [
3] and a patent application [
4] of nLiten Energy Corporation, but with the application of an electrical bias. A brief description of the method is provided here.
All chemicals used in the zinc oxide nanostructure growth process were obtained from Sigma Aldrich. The growth solution was prepared by dissolving zinc nitrate (0.001 M), hexamethylene tetramine (0.001 M), and polyethyleneimine (0.03 M) in deionized water. The pH of the solution was adjusted to 10.5, and then the solution was heated to 80 °C. For each sample, a piece of ITO-coated glass (2” × 2”) was used as the working electrode (upon which the zinc oxide nanostructures were deposited), a zinc foil (2” × 2”) was used as the counter electrode, and a Saturated Calomel Electrode (SCE) was used as the reference electrode. The distance between the working electrode and the counter electrode was 2 cm. The electrochemical deposition was performed at −1.0 V for different times, depending on the average size of the nanostructures desired. For the substrate with graded areal density of larger nanostructures described below, the deposition time was 10 min. Our hypothesis is that the short deposition time and the resistance of the ITO (reduced applied voltage further from the wire contact to the ITO substrate) resulted in a gradient in the areal density of larger nanostructures, i.e., for the short deposition time, incomplete growth resulted in a gradient in the number of high aspect ratio nanostructures on a substrate, with a lower number of larger nanostructures further away from the edge of the substrate where the voltage is applied. Finally, the coated substrate was withdrawn from the solution and then rinsed, first with deionized water, and then with methanol.
Prior to deposition of amorphous silicon thin-film solar cells, a 250 nm layer of ITO was deposited on top of the nanostructured substrate to ensure the conductivity of the nanostructured layer is high enough for efficient carrier extraction. Note that this layer is not thick enough to passivate all “structural defects”, as will be discussed below [
2].
The a-Si:H solar cells with p-i-n structure (superstrate configuration) produced at NREL were deposited on ITO coated glass by plasma-enhanced chemical vapor deposition (PECVD) using a RF power of 13.56 MHz in a multi-chamber cluster tool (MVSystems, Inc., Arvada, CO, USA) at a substrate temperature of approximately 200 °C. The p-layer (~8 nm) with E
Tauc of 2.1 eV and dark conductivity of 5 × 10
−4 S/cm was grown using SiH
4, BF
3, and H
2 in the PECVD chamber. The i-layer (~500 nm) with E
Tauc of 1.78 eV and dark conductivity of 2 × 10
−10 S/cm was grown using SiH
4 without hydrogen dilution in the PECVD chamber. The n-layer (~20 nm) with E
Tauc of 1.75 eV and dark conductivity of 2 × 10
−2 S/cm was grown using a SiH
4 and PH
3/H
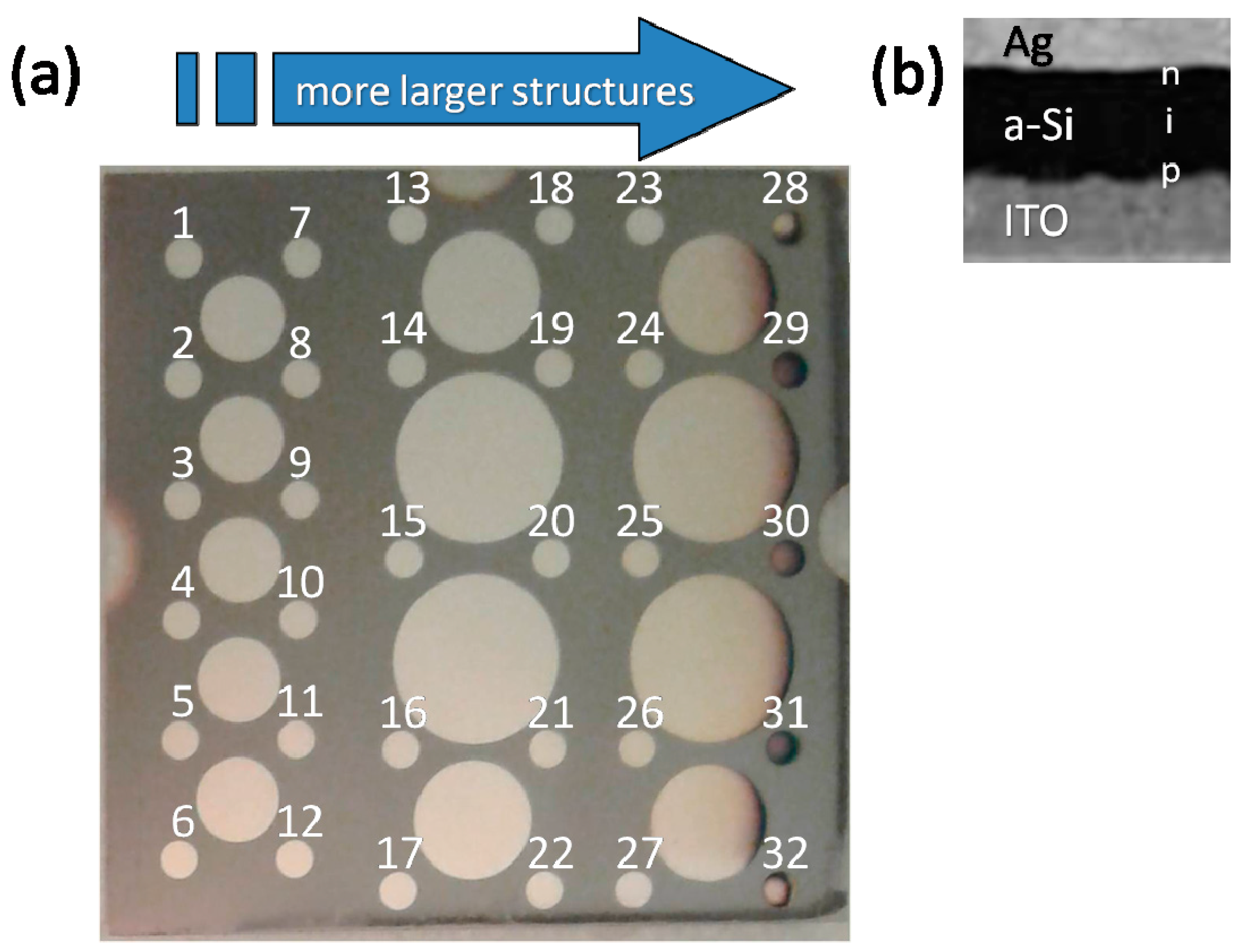
2 mixture in the PECVD chamber. Finally, various Ag dots with masked areas ranging from 0.2 to 0.8 cm
2 were deposited using an e-beam evaporator with a shadow mask to define the Ag back electrode layer of separate devices, as shown in the image in
Figure 1.
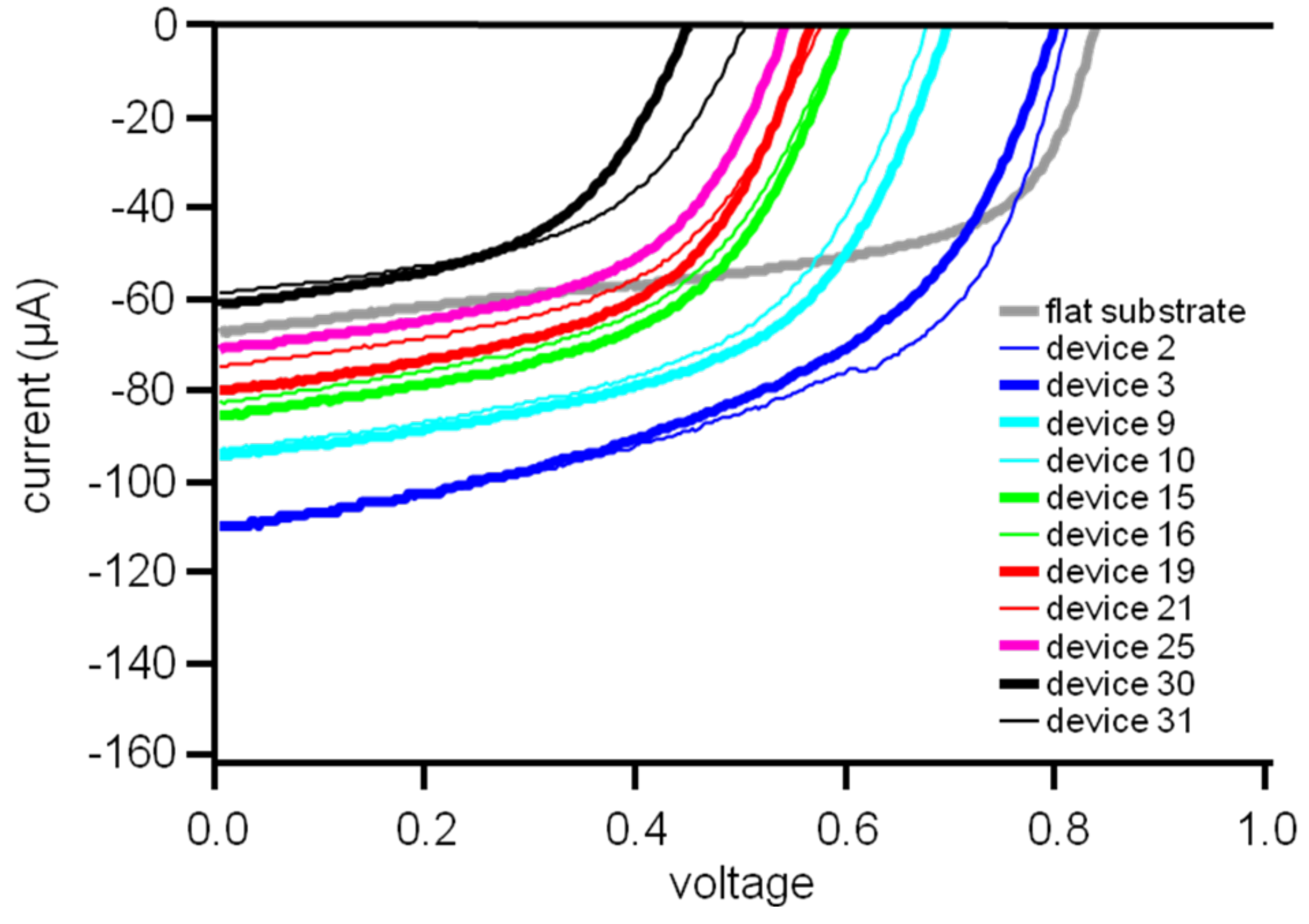
The solar cells were tested using a home-built illuminated current-voltage (I-V) curve tracer probe station coupled to a fiber-coupled Xe lamp light source. Note that, although the spectrum of the light source was not filtered to match the AM 1.5 solar spectrum, because all the solar cells were tested under the same conditions, we can perform a comparative study of the solar cells tested using the illuminated I-V data obtained with this setup.
4. Discussion
In traditional thin-film solar cells, the degree of surface roughness (i.e., feature height) is small compared to the absorber layer thickness. As a result, the deposition of the absorber layer onto such a surface is approximately the same as the deposition onto a flat substrate. However, when the aspect ratio of the nanostructures on the nanostructured substrate is high (i.e., >1) and the absorber layer thickness is small compared to the nanostructure height (i.e., the “folded junction” configuration of a thin-film solar cell on a nanostructured substrate) the material quality of the absorber layer is a critical issue in the device performance. In the devices considered above with small nanostructures, the aspect ratio of the smaller nanostructures is low (approximately 1) and the height of the smaller nanostructures is small compared to the absorber layer thickness. As a result, the material quality (as indicated by the open circuit voltage of the solar cells) is high for the region of low surface roughness (i.e., primarily smaller nanostructures). However, in the regions with increasing numbers of higher aspect ratio structures for a given area and with height comparable to the absorber layer thickness, the open circuit voltage becomes progressively lower with the increase in areal density of higher aspect ratio structures, i.e., the material quality of the absorber layer becomes progressively worse. Furthermore, the consistent fill factor of all devices suggests that no pinholes exist in the devices, i.e., no shorting occurred. As a result, increased carrier recombination caused by reduced material quality is the primary issue, with carrier recombination increasing with increased areal density of nanostructures, thereby offsetting any enhancements in carrier generation via improved photon management. This reduced material quality is primarily due to the poor conformal coverage of the a-Si layer around the larger nanostructures [
8]; such effects are more acute for microcrystalline Si solar cells (see, e.g., [
9]). Note that our nanostructures have an added complication of being nonuniform in distribution and orientation. Although such nonuniformities can contribute to the absorber material degradation via inhomogeneity in the absorber layer deposition, the primary cause of the material degradation is the lack of conformal deposition of the absorber material that is further exacerbated with increased aspect ratio of the nanostructures that are substantially oriented perpendicular to the substrate.
A convenient figure of merit to determine whether material quality issues come into play is the relative thickness (absorber layer thickness/nanostructure height)
trelative divided by the aspect ratio of the relevant nanostructures on the nanostructured substrate
AR, i.e.,
trelative/
AR. If the figure of merit is less than 1 (
trelative/
AR < 1), then one must consider the effects of deposition onto the nanostructured substrate on the material quality of the absorber layer. The primary effects on the material quality are structural defects caused by poor conformal coverage of the absorber layer. Such defects can be avoided by appropriately tailoring the nanostructures to have a surface that promotes conformal deposition, i.e., no sharp features or sharp corners. Alternatively, a structural buffer layer can be added on top of the nanostructures to smooth/cover any sharp features [
2]. Here, as shown in
Figure 4, the a-Si absorber layer thickness is approximately 500 nm, the nanostructure height is approximately 500 nm, and the nanostructure aspect ratio is approximately (500 nm)/(250 nm) = 2; as a result,
trelative is approximately 1, and the figure of merit is
trelative/
AR ≈ (1/2) = 0.5. Thus, in the folded junction solar cells considered in this study,
trelative/
AR < 1 for the high aspect ratio nanostructures.
Note that this discussion does not consider the extreme case of dye-sensitized solar cells, where the ultrathin absorber layer is comprised of molecules deposited in a layer of molecular thickness and thus can conformally cover the nanostructured electrode surface [
10]. Here, we consider the case of enhancing the performance of traditional thin-film solar cells using a nanostructured substrate. In addition, note that it is possible to produce high-efficiency devices on nanostructured substrates with
trelative/
AR < 1; however, such devices require careful design of the nanostructures to enable conformal coverage of the absorber layer (see, e.g., [
5]). Alternatively, one can smooth some of the structural defects by depositing a structural buffer layer of appropriate thickness; however, this approach sacrifices some of the enhanced absorption via the reduced aspect ratio nanostructures [
2].






{kind=link}
{kind=link}
{kind=link}
{kind=link}