Impact of the Polishing Suspension Concentration on Laser Damage of Classically Manufactured and Plasma Post-Processed Zinc Crown Glass Surfaces

Abstract
:Featured Application
Abstract
1. Introduction
2. Materials and Methods
2.1. Sample Preparation
2.2. Measurement Techniques and Approaches
2.3. Plasma Post-Processing
3. Results
3.1. Polished Samples
3.2. Polished and Plasma Post-Processed Samples
4. Discussion
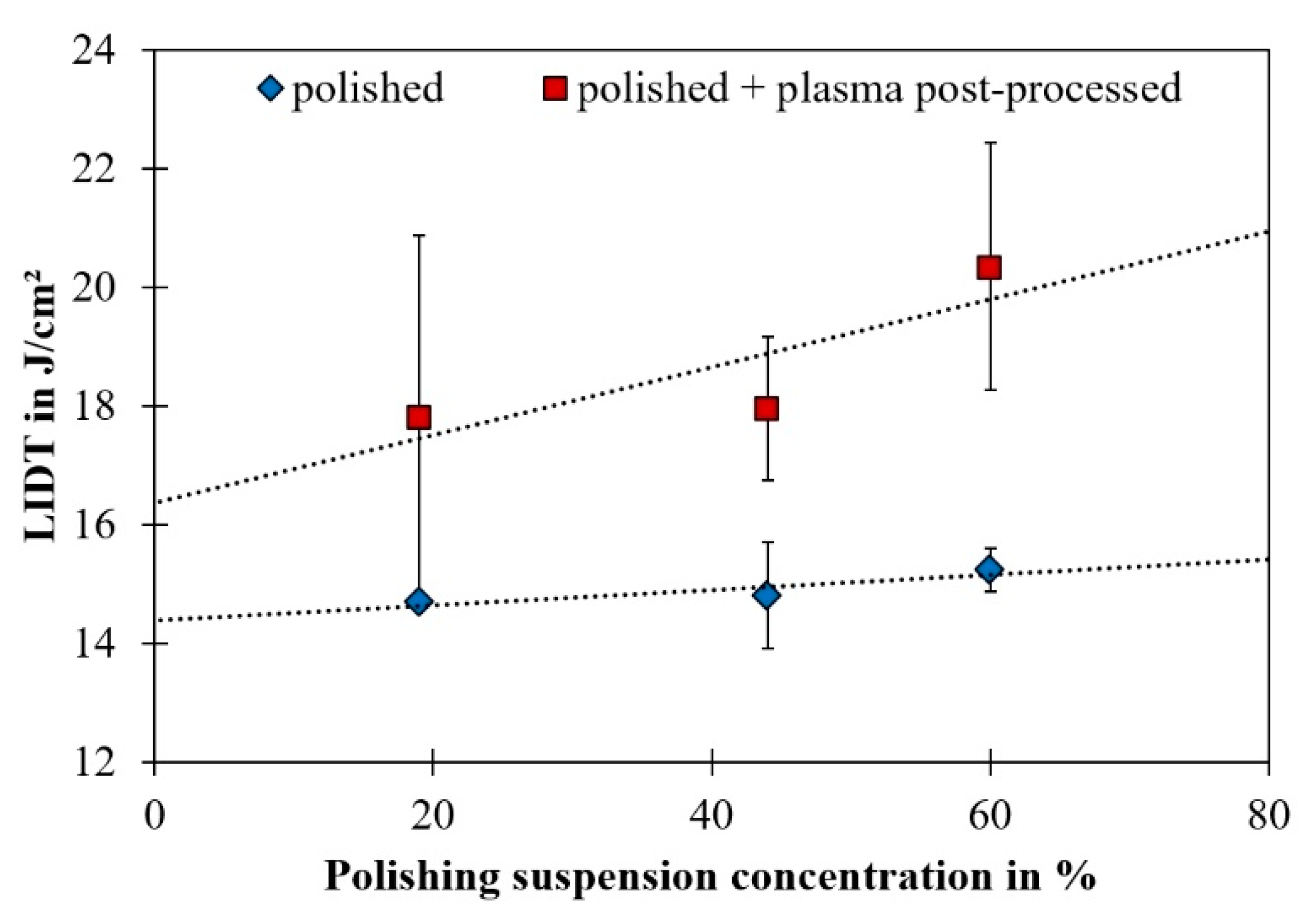
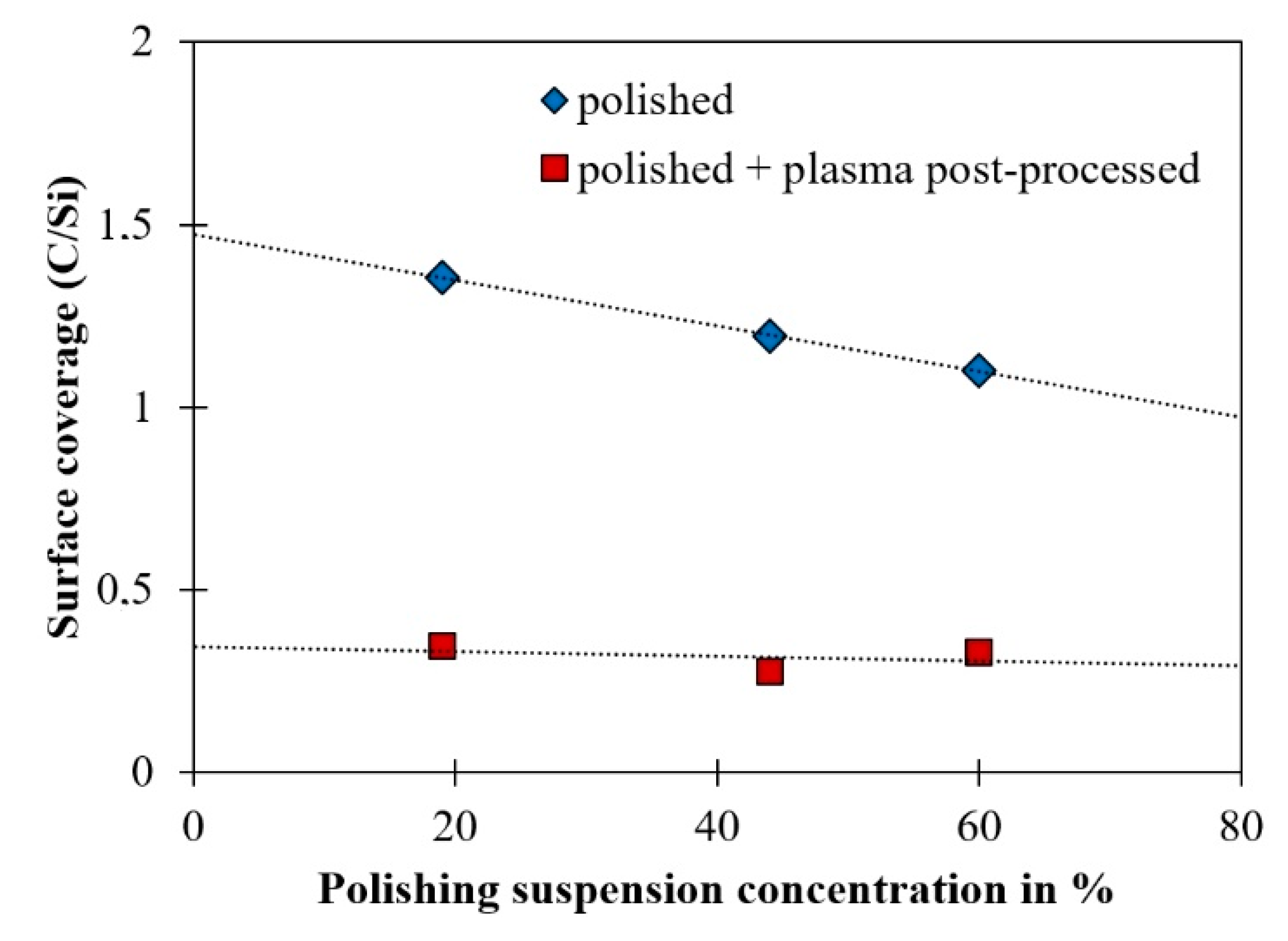
4.1. Impact of the Polishing Suspension Concentration
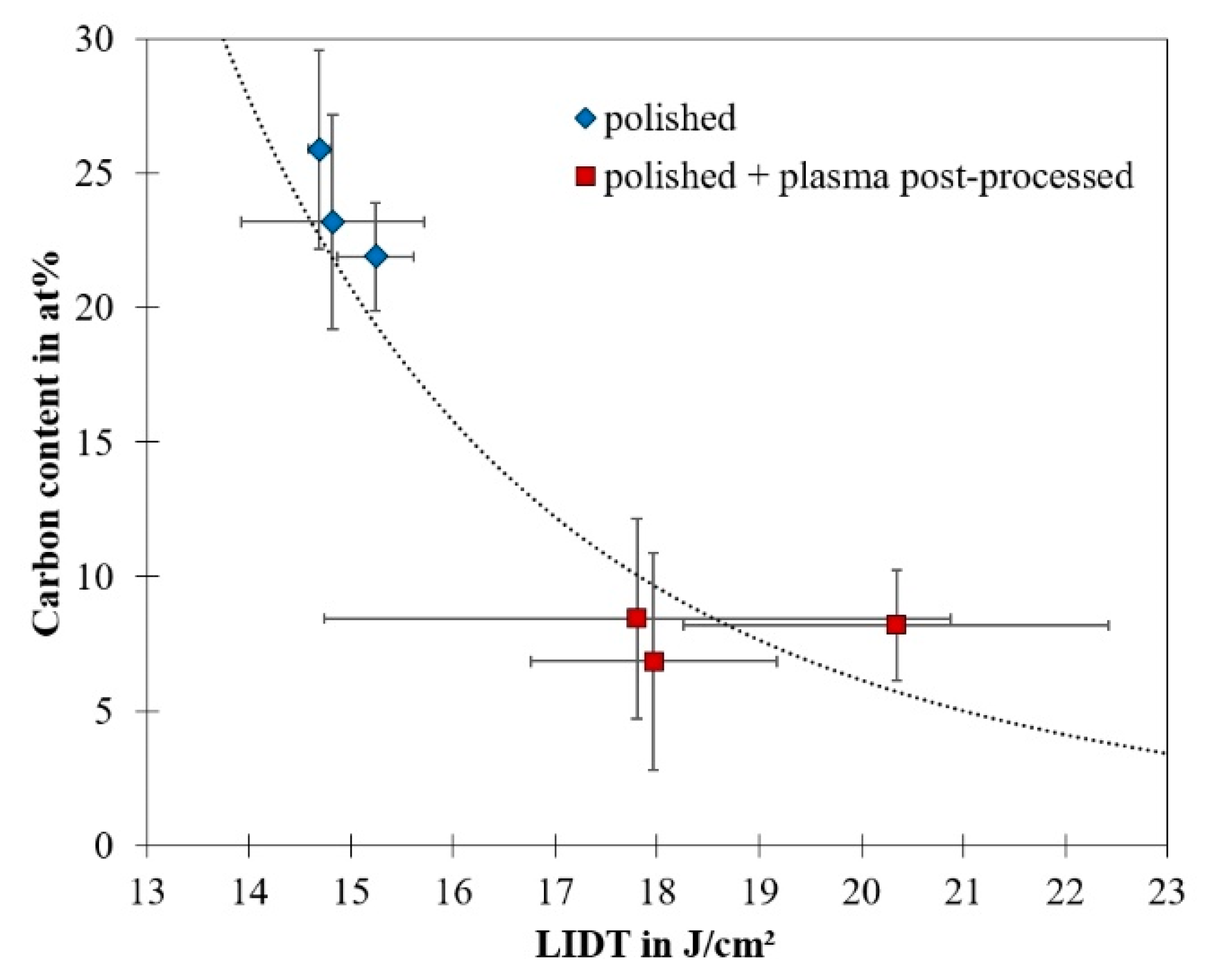
- First, the carbon could originate from the rough grinding process which is usually performed with the aid of cylindrical cup wheels where the bound abrasives are usually made of diamond, i.e., pure carbon.
- Second, the application of cooling lubricants during rough grinding is another possible source for carbon since such lubricants are a suspension of water and carbonaceous mineral oil.
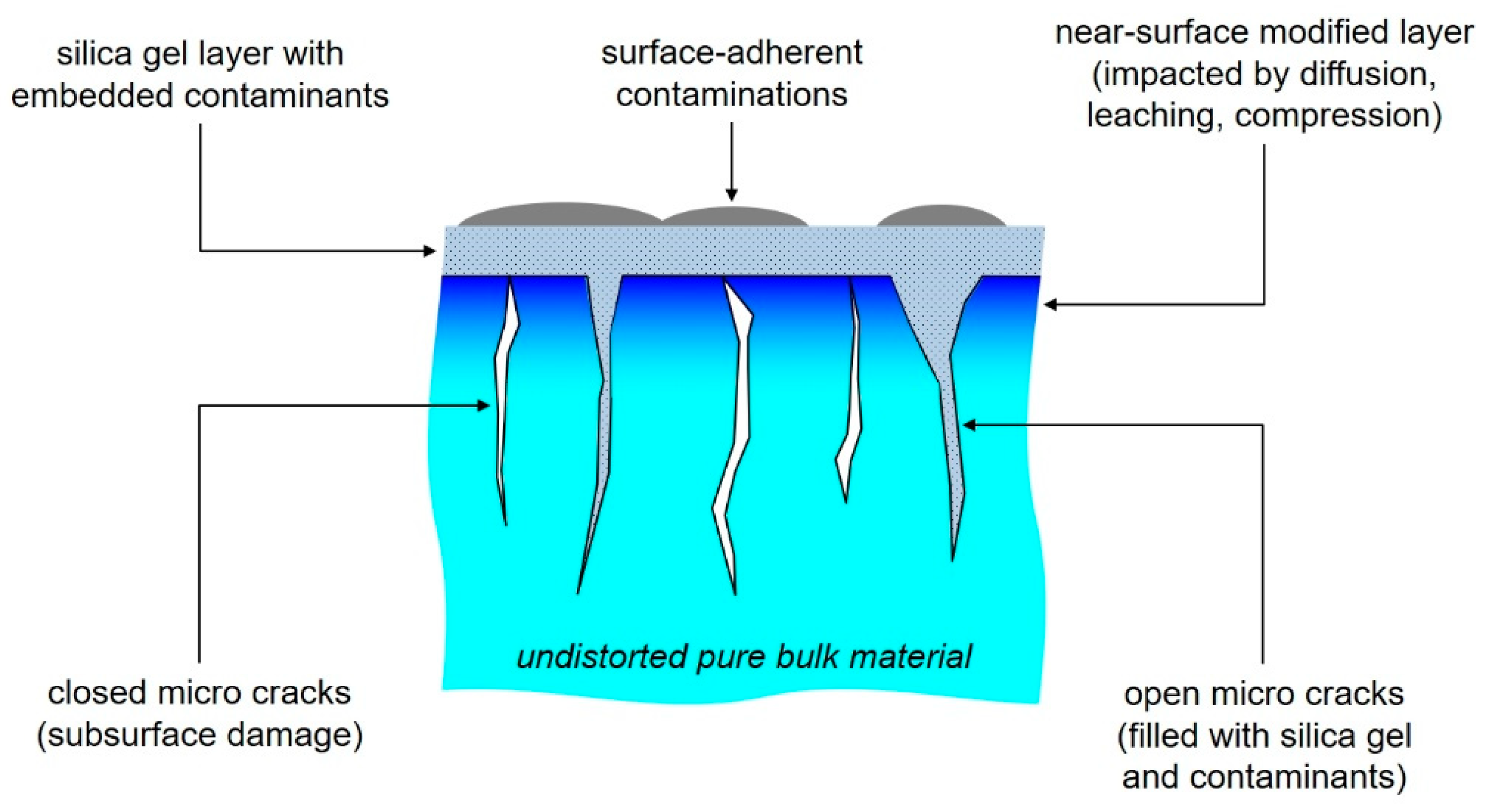
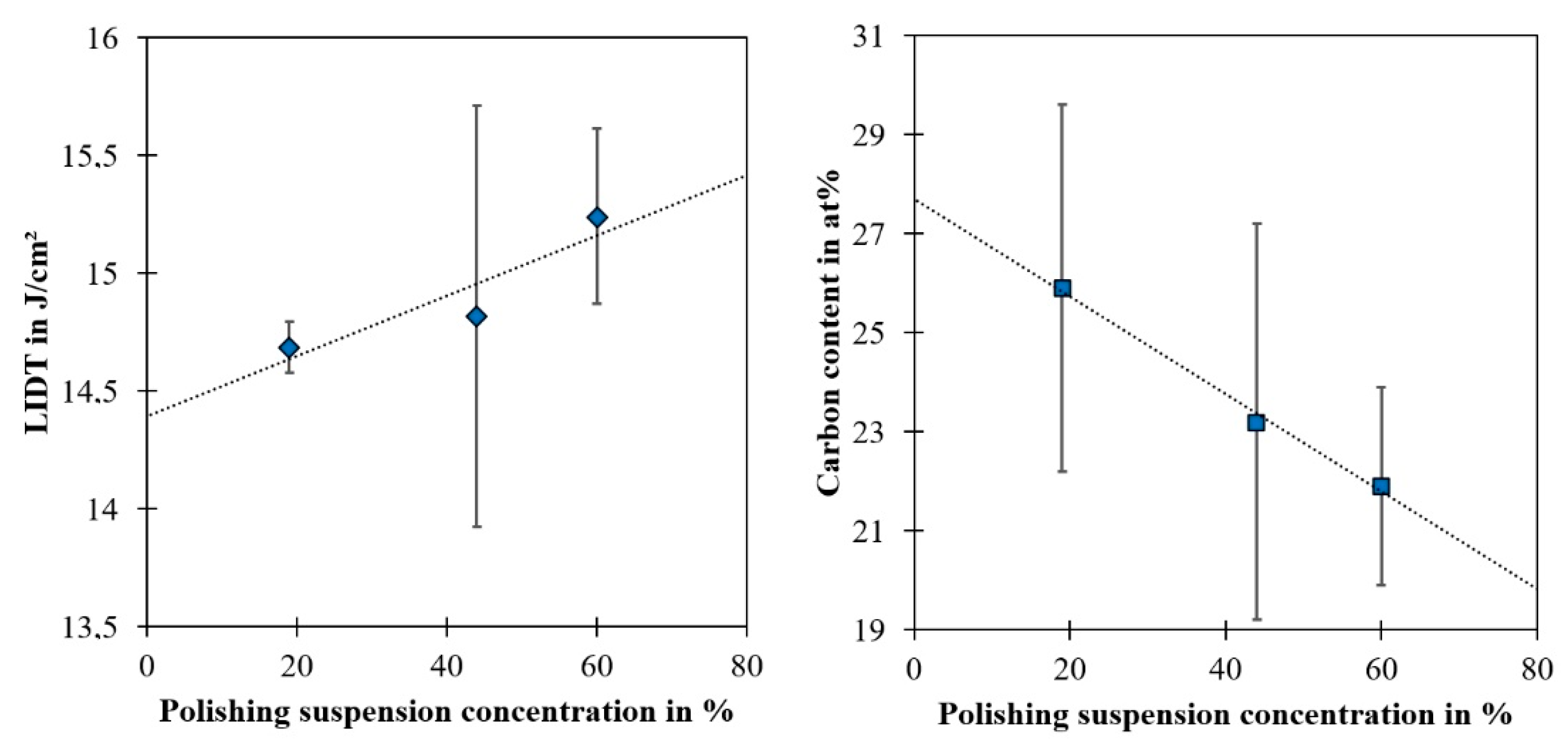
- Third, the lapping agent used for sample preparation, silicon carbide (SiC), could accumulate within digs and cracks of the glass surface and finally be embedded within hydrated silica which is formed during polishing as introduced in Section 1. In the course of this terminal production step, carbonaceous contaminants could finally arise in the form of wear debris from the used polishing pad made of polyurethane foil. This last aspect could explain the observed behaviour, i.e., an increased carbon content in the case of thin suspensions. Here, wear preferentially occurs between the polishing pad and the glass surface due to direct contact. The higher the concentration of the suspension, the more polishing agent grains are found in between the pad and the surface, consequently reducing direct wear.
4.2. Impact of Plasma Post-Processing
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Suratwala, T.I.; Miller, P.E.; Bude, J.D.; Steele, W.A.; Shen, N.; Monticelli, M.V.; Feit, M.D.; Laurence, T.A.; Norton, M.A.; Carr, C.W.; et al. HF-based etching processes for improving laser damage resistance of fused silica optical surfaces. J. Am. Ceram. Soc. 2011, 94, 416–428. [Google Scholar] [CrossRef]
- Bloembergen, N. Role of cracks, pores, and absorbing inclusions on laser induced damage threshold at surfaces of transparent dielectrics. Appl. Opt. 1973, 12, 661–664. [Google Scholar] [CrossRef] [PubMed]
- Feit, M.D.; Rubenchik, A.M. Influence of subsurface cracks on laser-induced surface damage. Proc. SPIE 2004, 5273, 264–272. [Google Scholar] [CrossRef]
- Pfiffer, M.; Longuet, J.-L.; Labrugère, C.; Fargin, E.; Bousquet, B.; Dussauze, M.; Lambert, S.; Cormont, P.; Néauport, J. Characterization of the polishing-induced contamination of fused silica optics. J. Am. Ceram. Soc. 2017, 100, 96–107. [Google Scholar] [CrossRef]
- Ye, X.; Huang, J.; Liu, H.; Geng, F.; Sun, L.; Jiang, X.; Wu, W.; Qiao, L.; Zu, X.; Zheng, W. Advanced mitigation process (AMP) for improving laser damage threshold of fused silica optics. Sci. Rep. 2016, 6, 31111. [Google Scholar] [CrossRef] [PubMed]
- Cook, L.M. Chemical processes in glass polishing. J. Non-Cryst. Solids 1990, 120, 152–171. [Google Scholar] [CrossRef]
- Liao, D.; Chen, X.; Tang, C.; Xie, R.; Zhang, Z. Characteristics of hydrolyzed layer and contamination on fused silica induced during polishing. Ceram. Int. 2014, 40, 4479–4483. [Google Scholar] [CrossRef]
- Gerhard, C.; Tasche, D.; Uteza, O.; Hermann, J. Investigation of nonuniform surface properties of classically-manufactured fused silica windows. Appl. Opt. 2017, 56, 7427–7434. [Google Scholar] [CrossRef] [PubMed]
- Camp, D.W.; Kozlowski, M.R.; Sheehan, L.M.; Nichols, M.A.; Dovik, M.; Raether, R.G.; Thomas, I.M. Subsurface damage and polishing compound affect the 355-nm laser damage threshold of fused silica surfaces. Proc. SPIE 1998, 3244, 356–364. [Google Scholar] [CrossRef]
- Bertussi, B.; Natoli, J.Y.; Commandre, M. Effect of polishing process on silica surface laser-induced damage threshold at 355 nm. Opt. Commun. 2004, 242, 227–231. [Google Scholar] [CrossRef]
- Krol, H.; Gallais, L.; Grèzes-Besset, C.; Natoli, J.-Y.; Commandré, M. Investigation of nanoprecursors threshold distribution in laser-damage testing. Opt. Commun. 2005, 256, 184–189. [Google Scholar] [CrossRef]
- Neauport, J.; Lamaignere, L.; Bercegol, H.; Pilon, F.; Birolleau, J.-C. Polishing-induced contamination of fused silica optics and laser-induced damage density at 351 nm. Opt. Express 2005, 13, 10163–10171. [Google Scholar] [CrossRef] [PubMed]
- Kozlowski, M.R.; Carr, J.; Hutcheon, I.D.; Torres, R.A.; Sheehan, L.M.; Camp, D.W.; Yan, M. Depth profiling of polishing-induced contamination on fused silica surfaces. Proc. SPIE 1998, 3244, 365–375. [Google Scholar] [CrossRef] [Green Version]
- Bude, J.; Miller, P.; Baxamusa, S.; Shen, N.; Laurence, T.; Steele, W.; Suratwala, T.; Wong, L.; Carr, W.; Cross, D.; et al. High fluence laser damage precursors and their mitigation in fused silica. Opt. Express 2014, 22, 5839–5851. [Google Scholar] [CrossRef] [PubMed]
- Krol, H.; Gallais, L.; Commandré, M.; Grèzes-Besset, C.; Torricini, D.; Lagier, G. LIDT improvement of multilayer coatings by accurate analysis of fabrication steps. Proc. SPIE 2005, 5963, 596311. [Google Scholar] [CrossRef]
- Gerhard, C.; Tasche, D.; Munser, N.; Dyck, H. Increase in nanosecond laser-induced damage threshold of sapphire windows by means of direct dielectric barrier discharge plasma treatment. Opt. Lett. 2017, 42, 49–52. [Google Scholar] [CrossRef] [PubMed]
- Bien-Aimé, K.; Néauport, J.; Tovena-Pecault, I.; Fargin, E.; Labrugère, C.; Belin, C.; Couzi, M. Laser induced damage of fused silica polished optics due to a droplet forming organic contaminant. Appl. Opt. 2009, 48, 2228–2235. [Google Scholar] [CrossRef] [PubMed]
- Gerhard, C.; Weihs, T.; Tasche, D.; Brückner, S.; Wieneke, S.; Viöl, W. Atmospheric pressure plasma treatment of fused silica, related surface and near-surface effects and applications. Plasma Chem. Plasma Process. 2013, 33, 895–905. [Google Scholar] [CrossRef]
- Langmuir, I. The adsorption of gases on plane surfaces of glass, mica and platinum. J. Am. Chem. Soc. 1918, 40, 1361–1403. [Google Scholar] [CrossRef]
- Giuliano, C.R. Laser-induced damage in transparent dielectrics: Ion beam polishing as a means of increasing surface damage thresholds. Appl. Phys. Lett. 1972, 21, 39–41. [Google Scholar] [CrossRef]
- Cheng, X.; Miao, X.; Wang, H.; Qin, L.; Ye, Y.; He, Q.; Ma, Z.; Zhao, L.; He, S. Surface contaminant control technologies to improve laser damage resistance of optics. Adv. Cond. Matter Phys. 2014, 2014, 974245. [Google Scholar] [CrossRef]
- Temple, P.A.; Lowdermilk, W.H.; Milam, D. Carbon dioxide laser polishing of fused silica surfaces for increased laser-damage resistance at 1064 nm. Appl. Opt. 1982, 21, 3249–3255. [Google Scholar] [CrossRef] [PubMed]
- Xu, S.; Zheng, W.; Yuan, X.; Lv, H.; Zu, X. Recovery of fused silica surface damage resistance by ion beam etching. Nucl. Instr. Meth. Phys. Res. B 2008, 266, 3370–3374. [Google Scholar] [CrossRef]
- Kamimura, T.; Akamatsu, S.; Horibe, H.; Shiba, H.; Motokoshi, S.; Sakamoto, T.; Jitsuno, T.; Okamoto, T.; Yoshida, K. Enhancement of subsurface-damage resistance by removing subsurface damage in fused silica and its dependence on wavelength. Jpn. J. Appl. Phys. 2004, 43, L1229–L1231. [Google Scholar] [CrossRef]
- Kamimura, T.; Akamatsu, S.; Yamamoto, M.; Yamato, I.; Shiba, H.; Motokoshi, S.; Sakamoto, T.; Okamoto, T.; Yoshida, K. Enhancement of surface-damage resistance by removing a subsurface damage in fused silica. In Proceedings of the SPIE Conference 35th Annual Symposium on Optical Materials For High Power Lasers: Boulder Damage Symposium, Boulder, CO, USA, 22–24 September 2003; Volume 5237, pp. 224–250. [Google Scholar]
- Liu, H.; Ye, X.; Zhou, X.; Huang, J.; Wang, F.; Zhou, X.; Wu, W.; Jiang, X.; Sui, Z.; Zheng, W. Subsurface defects characterization and laser damage performance of fused silica optics during HF-etched process. Opt. Mater. 2014, 36, 855–860. [Google Scholar] [CrossRef]
- Juškevičius, K.; Buzelis, R.; Abromavičius, G.; Samuilovas, R.; Abbas, S.; Belosludtsev, A.; Drazdys, R.; Kičas, S. Argon plasma etching of fused silica substrates for manufacturing high laser damage resistance optical interference coatings. Opt. Mater. Express 2017, 7, 3598–3607. [Google Scholar] [CrossRef]
- Zhang, D.; Shao, J.; Zhang, D.; Fan, S.; Tan, T.; Fan, Z. Employing oxygen-plasma posttreatment to improve the laser-induced damage threshold of ZrO2 films prepared by the electron-beam evaporation method. Opt. Lett. 2004, 29, 2870–2872. [Google Scholar] [CrossRef] [PubMed]
- Zhang, D.; Wang, C.; Fan, P.; Cai, X.; Zheng, Z.; Shao, J.; Fan, Z. Influence of plasma treatment on laser-induced damage characters of HfO2 thin films at 355 nm. Opt. Express 2009, 17, 8246–8252. [Google Scholar] [CrossRef] [PubMed]
- Shun’ko, E.V.; Belkin, V.S. Cleaning properties of atomic oxygen excited to metastable state 2s22p4(1S0). J. Appl. Phys. 2007, 102, 083304. [Google Scholar] [CrossRef]
- Iwasaki, M.; Inui, H.; Matsudaira, Y.; Kano, H.; Yoshida, N.; Ito, M.; Hori, M. Nonequilibrium atmospheric pressure plasma with ultrahigh electron density and high performance for glass surface cleaning. Appl. Phys. Lett. 2008, 92, 081503. [Google Scholar] [CrossRef]
- Buček, A.; Homola, T.; Aranyosiová, M.; Velič, D.; Plecenik, T.; Havel, J.; Stahel, P.; Zahoranová, A. Atmospheric pressure nonequilibrium plasma treatment of glass surface. Chem. Listy 2008, 102, S1459–S1462. [Google Scholar]
- Gerhard, C. Optics Manufacturing: Components and Systems, 1st ed.; CRC Taylor & Francis: Boca Raton, FL, USA, 2017; ISBN 978-1-4987-6459-9. [Google Scholar]
- Li, Y.; Hou, J.; Xu, Q.; Wang, J.; Yang, W.; Guo, Y. The characteristics of optics polished with a polyurethane pad. Opt. Express 2008, 16, 10285–10293. [Google Scholar] [CrossRef] [PubMed]
- Liu, J.M. Simple technique for measurements of pulsed Gaussian-beam spot sizes. Opt. Lett. 1982, 7, 196–198. [Google Scholar] [CrossRef] [PubMed]
- Sanner, N.; Utéza, O.; Bussiere, B.; Coustillier, G.; Leray, A.; Itina, T.; Sentis, M. Measurement of femtosecond laser-induced damage and ablation thresholds in dielectrics. Appl. Phys. A 2009, 94, 889–897. [Google Scholar] [CrossRef]
- Schott, A.G. Technical Safety Information N-ZK7, version 5; Schott AG: Mainz, Germany, 2015; pp. 1–7. [Google Scholar]
- Brückner, S.; Rösner, S.; Gerhard, C.; Wieneke, S.; Viöl, W. Plasma-based ionisation spectroscopy for material analysis. Mater. Test. 2011, 53, 639–642. [Google Scholar] [CrossRef]
- Gerhard, C.; Roux, S.; Brückner, S.; Wieneke, S.; Viöl, W. Low-temperature atmospheric pressure argon plasma treatment and hybrid laser-plasma ablation of barite crown and heavy flint glass. Appl. Opt. 2012, 51, 3847–3852. [Google Scholar] [CrossRef] [PubMed]
- Gerhard, C.; Weihs, T.; Luca, A.; Wieneke, S.; Viöl, W. Polishing of optical media by dielectric barrier discharge inert gas plasma at atmospheric pressure. J. Eur. Opt. Soc. Rapid Publ. 2013, 8, 13081. [Google Scholar] [CrossRef]
- Gredner, A.; Gerhard, C.; Wieneke, S.; Schmidt, K.; Viöl, W. Increase in generation of poly-crystalline silicon by atmospheric pressure plasma-assisted excimer laser annealing. J. Mater. Sci. Eng. B 2013, 3, 346–351. [Google Scholar]
- Perry, M.D.; Stuart, B.C.; Banks, P.S.; Feit, M.D.; Yanovsky, V.; Rubenchik, A.M. Ultrashort-pulse laser machining of dielectric materials. J. Appl. Phys. 1999, 85, 6803–6810. [Google Scholar] [CrossRef]
- Yang, L.; Yuan, X.D.; Deng, H.X.; Xiang, X.; Zheng, W.G.; He, S.B.; Jiang, Y.; Lv, H.B.; Ye, L.; Wang, H.J.; et al. Influence of ambient temperature on nanosecond and picosecond laser-induced bulk damage of fused silica. Adv. Cond. Matter Phys. 2014, 2014, 308918. [Google Scholar] [CrossRef]
- Uteza, O.; Bussière, B.; Canova, F.; Chambaret, J.-P.; Delaporte, P.; Itina, T.; Sentis, M. Laser-induced damage threshold of sapphire in nanosecond, picosecond and femtosecond regimes. Appl. Surf. Sci. 2007, 254, 799–803. [Google Scholar] [CrossRef]
- Gallais, L.; Mangote, B.; Zerrad, M.; Commandré, M.; Melninkaitis, A.; Mirauskas, J.; Jeskevic, M.; Sirutkaitis, V. Laser-induced damage of hafnia coatings as a function of pulse duration in the femtosecond to nanosecond range. Appl. Opt. 2011, 50, C178–C187. [Google Scholar] [CrossRef] [PubMed]
- Kong, F.; Jin, Y.; Huang, H.; Zhang, H.; Liu, S.; He, H. Laser-induced damage of multilayer dielectric gratings with picosecond laser pulses under vacuum and air. Opt. Laser Technol. 2015, 73, 39–43. [Google Scholar] [CrossRef]
- Rogov, V.V.; Rublev, N.D.; Krotenko, T.L.; Troyan, A.V. A study of intensity of tribochemical contact interaction between a polishing compound and sapphire in machining. J. Superhard Mater. 2008, 30, 273–275. [Google Scholar] [CrossRef]
- Larruquert, J.I.; Pérez-Marín, A.P.; García-Cortés, S.; de Marcos, L.R.; Aznárez, J.A.; Méndez, J.A. Self-consistent optical constants of SiC thin films. J. Opt. Soc. Am. A 2011, 28, 2340–2345. [Google Scholar] [CrossRef] [PubMed]
- Otanicar, T.P.; Phelan, P.E.; Golden, J.S. Optical properties of liquids for direct absorption solar thermal energy systems. Sol. Energy 2009, 83, 969–977. [Google Scholar] [CrossRef]
- Wang, K.; Wen, W.; Wang, Y.; Wang, K.; He, J.; Wang, J.; Zhai, P.; Yang, Y.; Qiu, P. Order-of-magnitude multiphoton signal enhancement based on characterization of absorption spectra of immersion oils at the 1700-nm window. Opt. Express 2017, 25, 5909–5916. [Google Scholar] [CrossRef] [PubMed]
- Zawilski, K.T.; Setzler, S.D.; Schunemann, P.G.; Pollak, T.M. Increasing the laser-induced damage threshold of single-crystal ZnGeP2. J. Opt. Soc. Am. B 2006, 23, 2310–2316. [Google Scholar] [CrossRef]
- Baravian, G.; Chaleix, D.; Choquet, P.; Nauche, P.L.; Puech, V.; Rozoy, M. Oil removal from iron surfaces by atmospheric-pressure barrier discharges. Surf. Coat. Technol. 1999, 115, 66–69. [Google Scholar] [CrossRef]
- Swain, J.E.; Lowdermilk, W.H.; Milam, D. Raising the surface damage threshold of neutral solution processed BK-7 by pulsed laser irradiation. Nat. Bur. Stand. Spec. Publ. 1982, 669, 292–295. [Google Scholar]
- Logothetis, E.M.; Hartman, P.L. Laser-induced electron emission from solids: Many-photon photoelectric effects and thermionic emission. Phys. Rev. 1969, 187, 460–474. [Google Scholar] [CrossRef]
- Schubert, I. Wissensspeicher Feinoptik, 17th ed.; I. Schubert: Apolda, Germany, 2017; pp. 78–90. ISBN 978-3-00-046972-5. (In German) [Google Scholar]
- Swain, M.V.; Metras, J.C.; Guillemet, C.G. A deformation and fracture mechanics approach to the scoring and breaking of glass. J. Non-Cryst. Solids 1980, 38–39, 445–450. [Google Scholar] [CrossRef]
- Smirnov, M.I.; Spiridonov, Y.A.; Karapetyan, A.R. Modern sheet-glass cutting technologies. Glass. Ceram. 2011, 68, 6–10. [Google Scholar] [CrossRef]
- Evans, C.J.; Paul, E.; Dornfeld, D.; Lucca, D.A.; Byrne, G.; Tricard, M.; Klocke, F.; Dambon, O.; Mullany, B.A. Material removal mechanisms in lapping and polishing. CIRP Ann.-Manuf. Technol. 2003, 52, 611–633. [Google Scholar] [CrossRef]
- Cumbo, M.J.; Jacobs, S.D. Determination of near-surface forces in optical polishing using atomic force microscopy. Nanotechnology 1994, 5, 70–79. [Google Scholar] [CrossRef]
- Sakata, H. Etude ellipsométrique du mécanisme fondamental de polissage du verre. Jpn. J. Appl. Phys. 1973, 12, 173–181. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Absorption Coefficient α in cm−1 | Reference |
|---|---|---|
| Zinc crown glass N-ZK7 | 0.0024 | [37] |
| Silicon carbide 1 | 10,070 | [48] |
| Glycol 2 | 0.22 | [49] |
| Immersion oil 3 | 1.013 | [50] |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gerhard, C.; Stappenbeck, M. Impact of the Polishing Suspension Concentration on Laser Damage of Classically Manufactured and Plasma Post-Processed Zinc Crown Glass Surfaces. Appl. Sci. 2018, 8, 1556. https://doi.org/10.3390/app8091556
Gerhard C, Stappenbeck M. Impact of the Polishing Suspension Concentration on Laser Damage of Classically Manufactured and Plasma Post-Processed Zinc Crown Glass Surfaces. Applied Sciences. 2018; 8(9):1556. https://doi.org/10.3390/app8091556
Chicago/Turabian StyleGerhard, Christoph, and Marco Stappenbeck. 2018. "Impact of the Polishing Suspension Concentration on Laser Damage of Classically Manufactured and Plasma Post-Processed Zinc Crown Glass Surfaces" Applied Sciences 8, no. 9: 1556. https://doi.org/10.3390/app8091556
APA StyleGerhard, C., & Stappenbeck, M. (2018). Impact of the Polishing Suspension Concentration on Laser Damage of Classically Manufactured and Plasma Post-Processed Zinc Crown Glass Surfaces. Applied Sciences, 8(9), 1556. https://doi.org/10.3390/app8091556