Optimization of Shape Design of Grommet through Analysis of Physical Properties of EPDM Materials


Abstract
:1. Introduction
2. Experimental Analysis Based on Molding Process Conditions
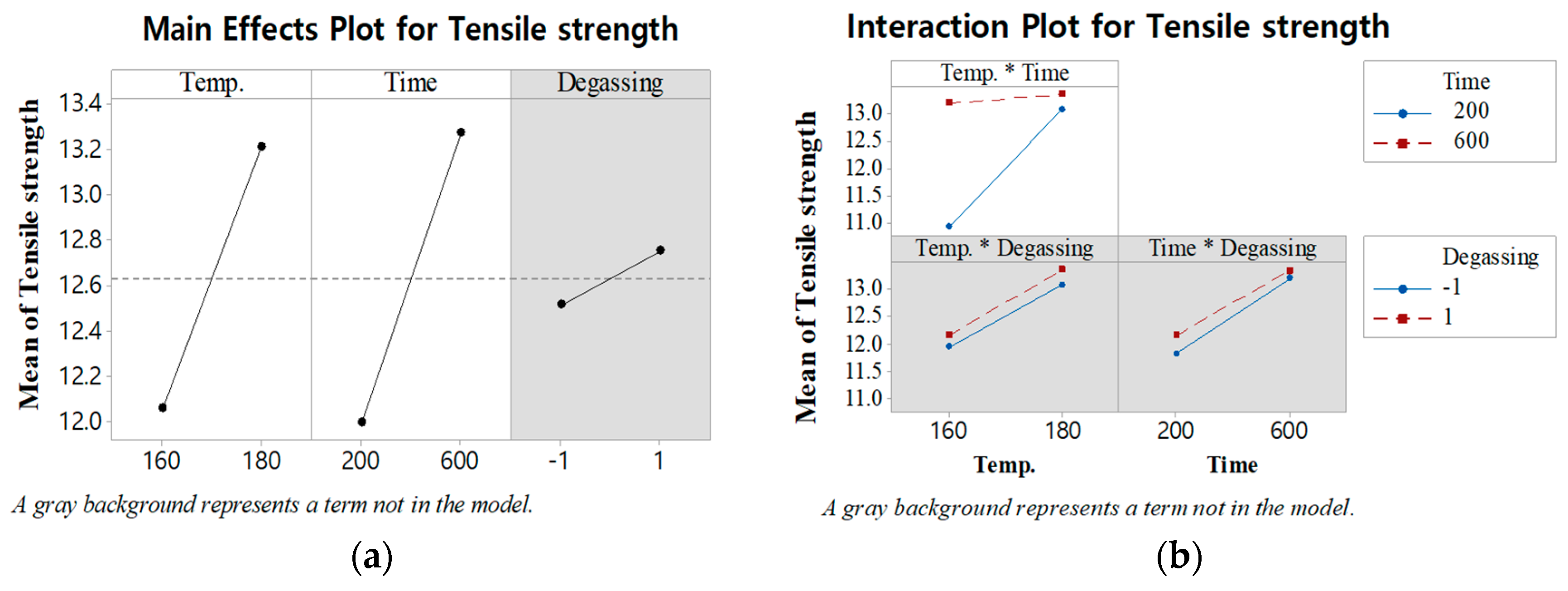
2.1. Analysis of Physical Properties Based on Molding Process Conditions
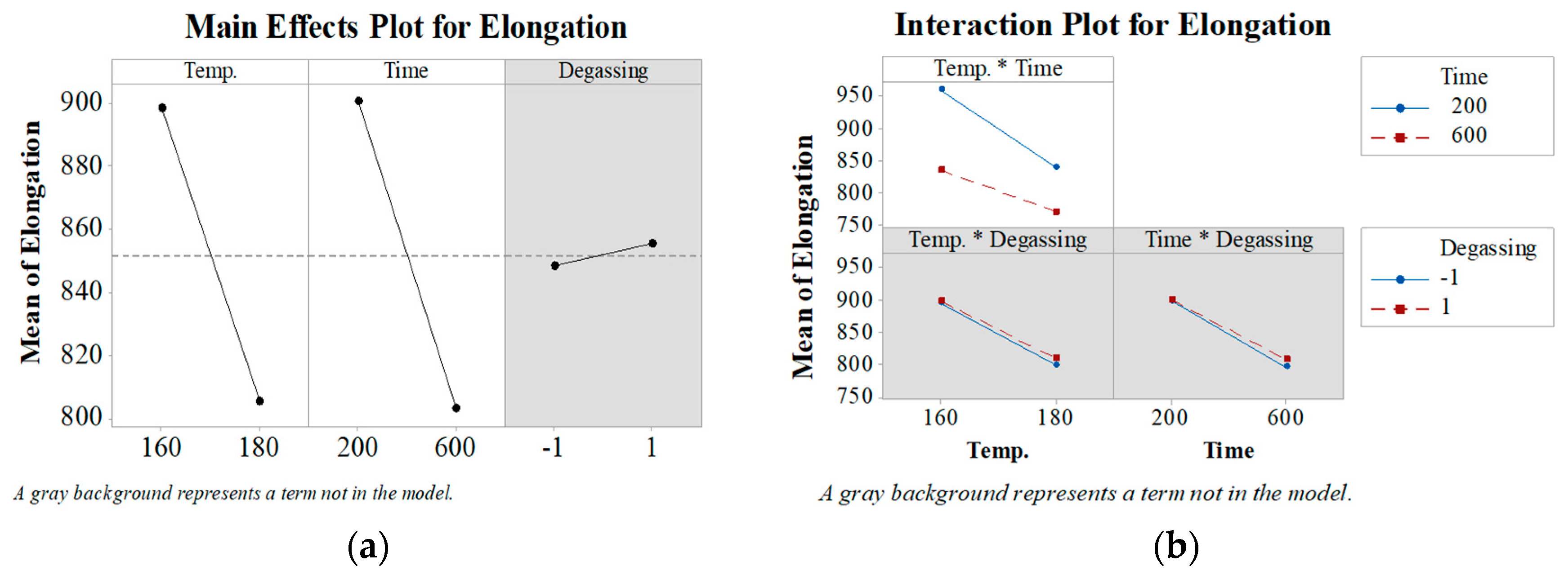
2.2. Elongation according to Time and Gas Removal Conditions
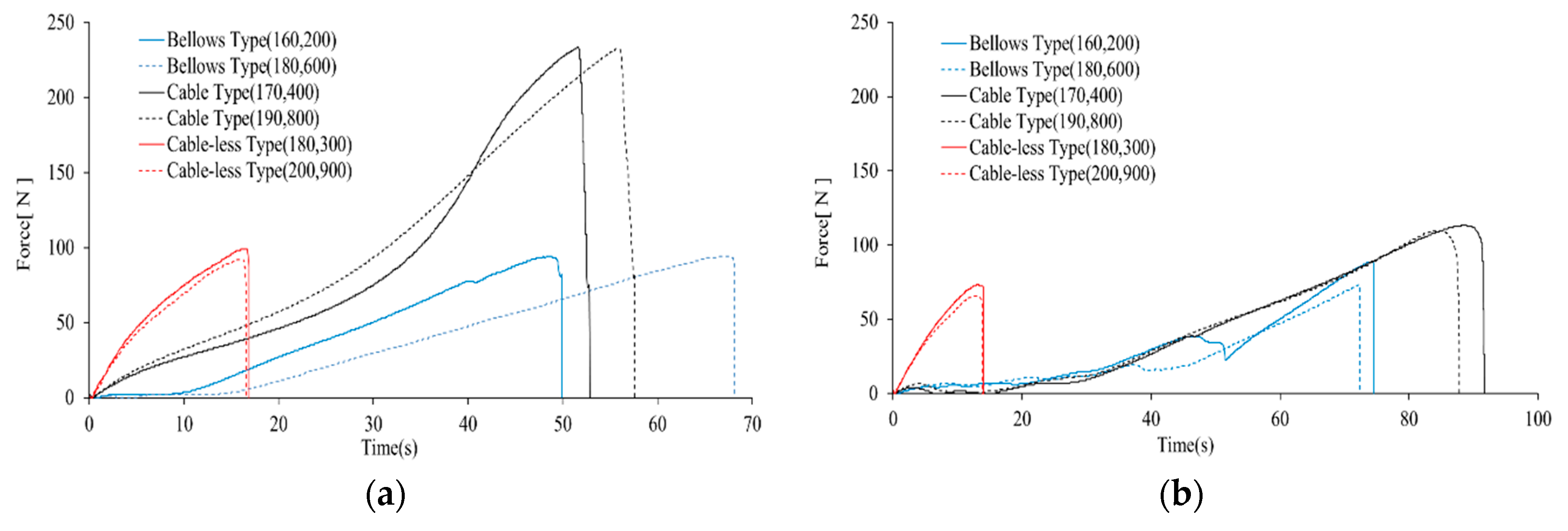
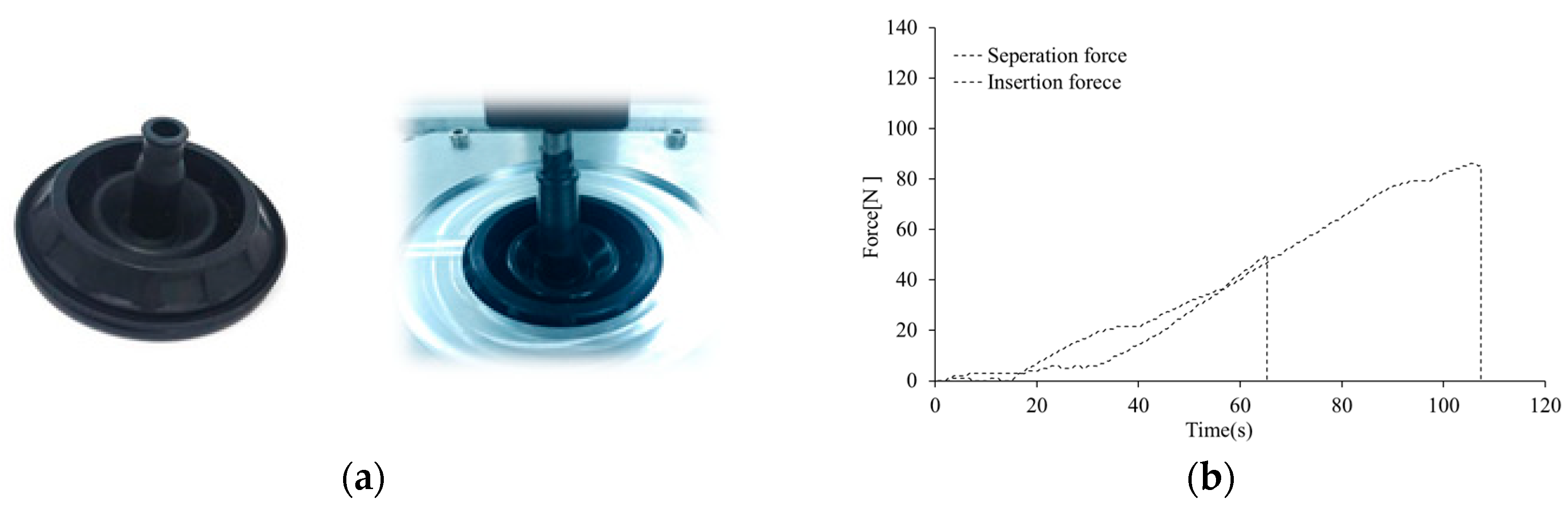
2.3. Measurement of Grommet Mounting Performance according to Molding Process Parameters
3. Nonlinear Analysis Using FEM
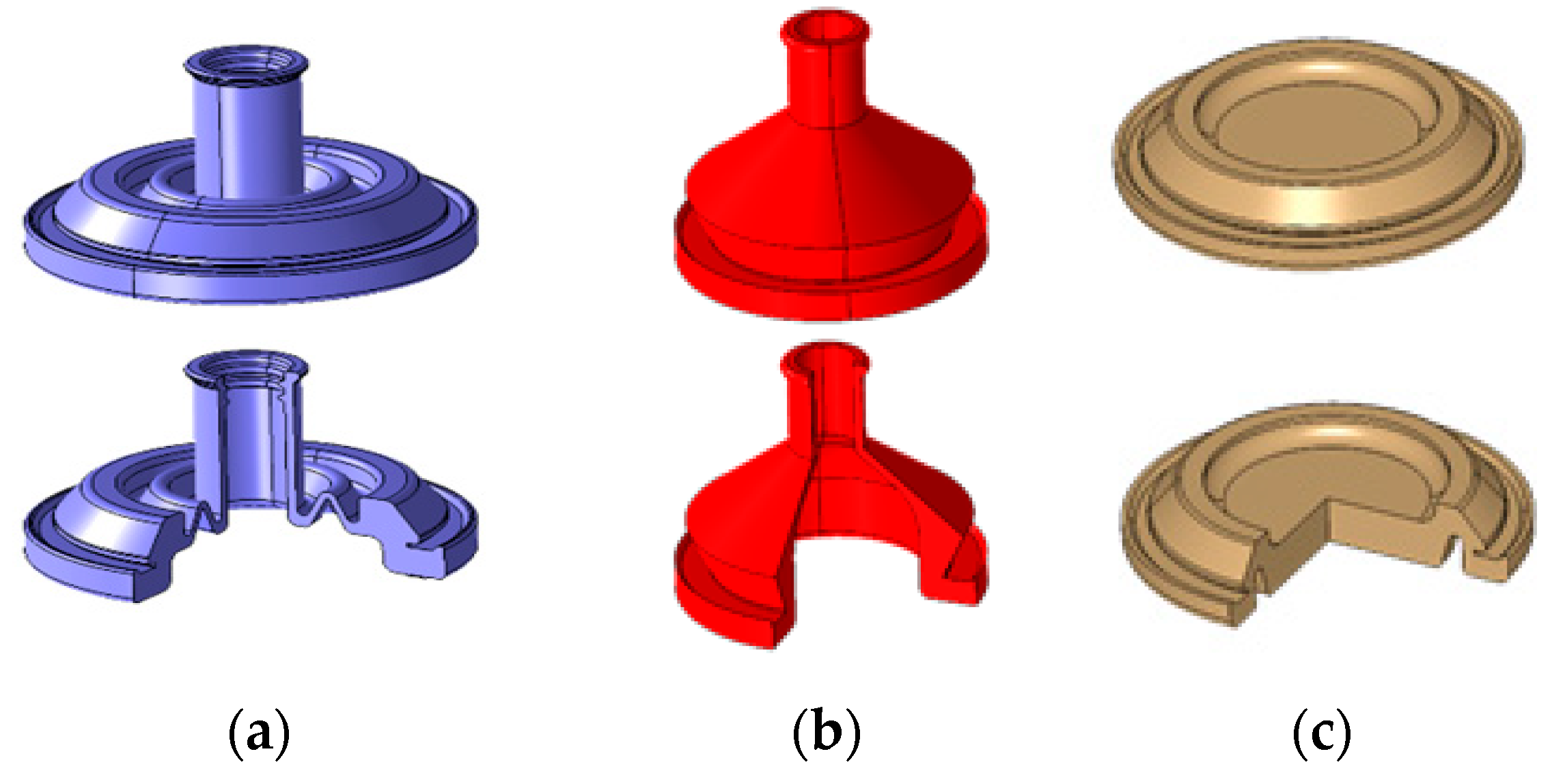
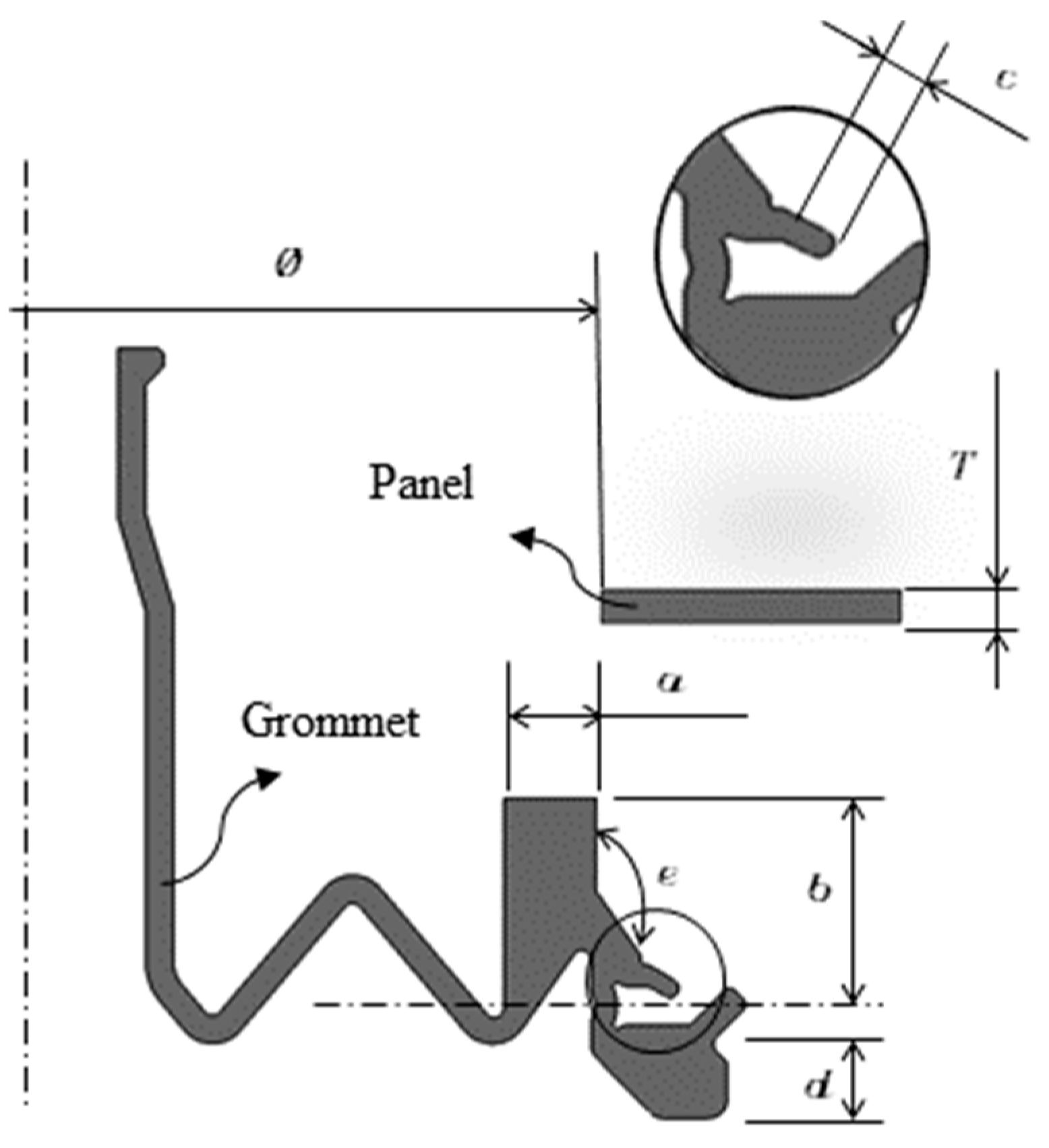
3.1. Parameter Settings According to Shape
3.2. Nonlinear Analysis by Setting Material Constants
4. Optimization of Shape Parameters
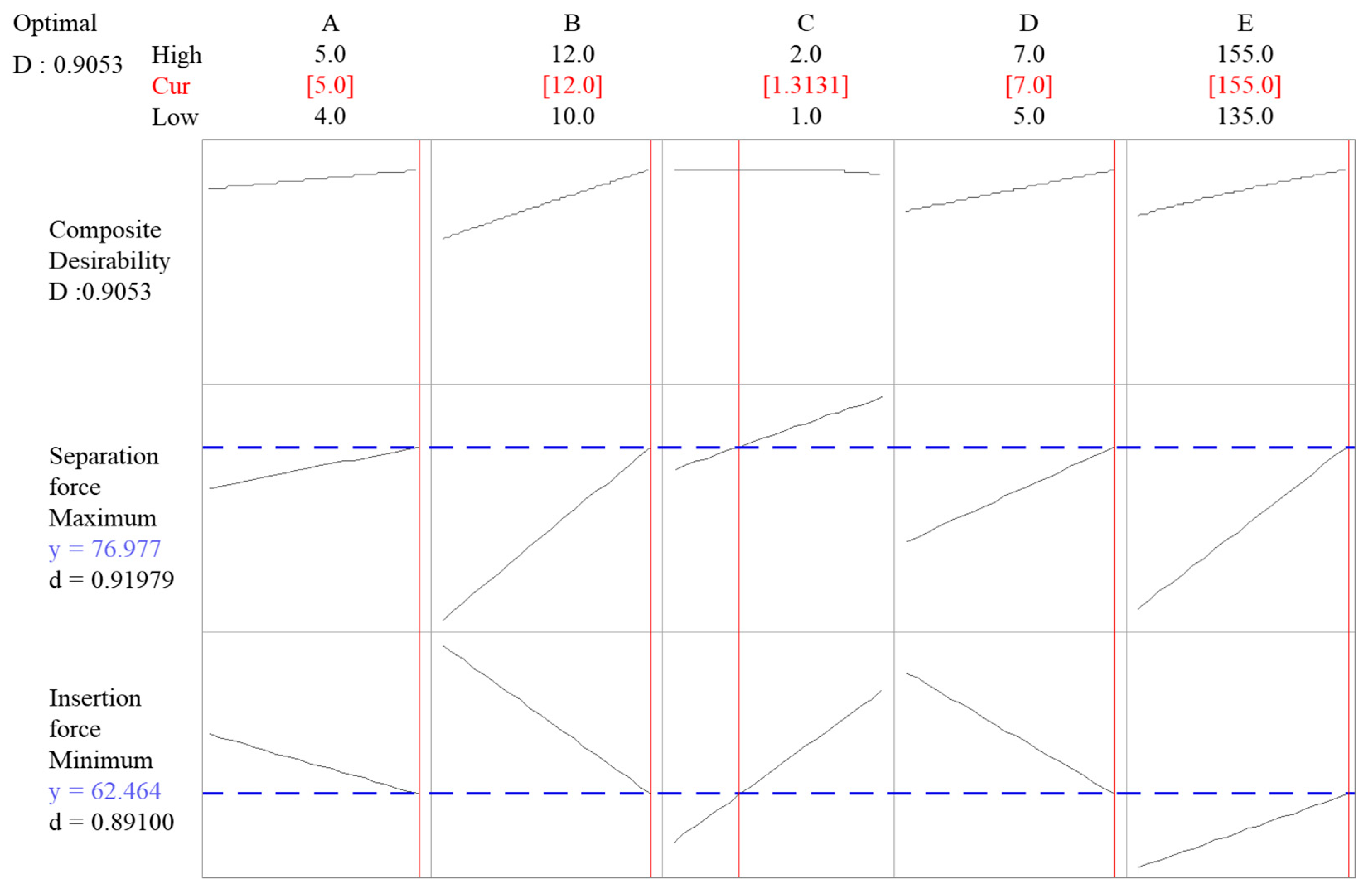
4.1. Derivation of Optimal Shape Parameters
4.2. Design Verification
4.3. Verification of Effectiveness
5. Conclusions
- The physical properties of EPDM materials were analyzed according to molding parameters. Tensile strength and elongation were measured. Tensile strength increased with temperature and time.
- A grommet was fabricated by applying the process parameters that affected the properties of specimens. Experiments were conducted to measure the insertion force and separation force of the fabricated grommet. We confirmed that the maximum load did not change with tensile strength and elongation. Moreover, differences in insertion time occurred owing to differences in elongation.
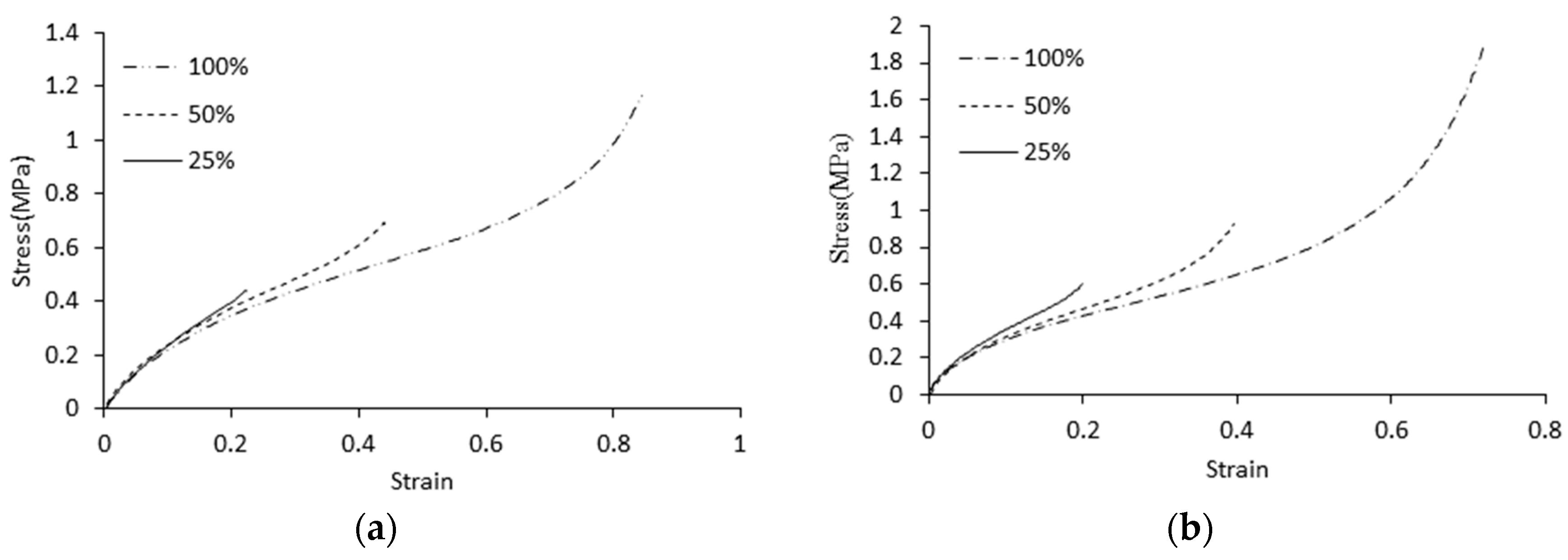
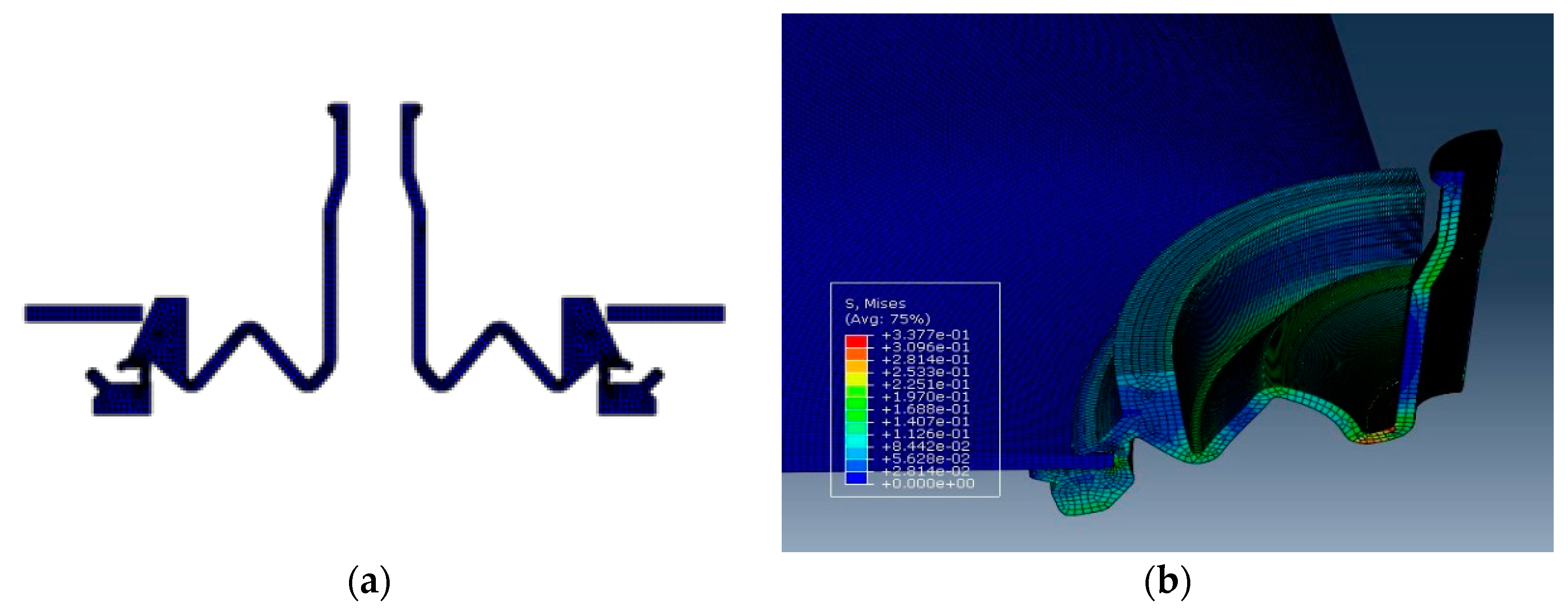
- Uniaxial and biaxial elongation tests of the EPDM materials were conducted to perform the nonlinear analysis of the grommet, and physical property data were derived through the Ogden model. The grommet model was set for each shape parameter and analyzed for various cases. The influence of insertion force and separation force was confirmed through the set shape parameters, and the dimensions for minimizing insertion force and maximizing separation force were derived.
- Additional analysis was performed for comparing the results of the optimization and experiments to verify the feasibility of the derived dimensions.
Author Contributions
Funding
Conflicts of Interest
References
- Abou-Helal, M.O.; El-Sabbagh, S.H. A study on the compatibility of NR–EPDM blends using electrical and mechanical techniques. J. Elastomers Plast. 2005, 37, 319–346. [Google Scholar] [CrossRef]
- Kondyurin, A. EPDM rubber modified by nitrogen plasma immersion ion implantation. Materials 2018, 11, 657. [Google Scholar] [CrossRef] [PubMed]
- Ginic-Markovic, M.; Choudhury, N.R.; Dimopoulos, M.; Matisons, J. Adhesion between polyurethane coating and EPDM rubber compound. J. Adhes. Sci. Technol. 2004, 18, 575–596. [Google Scholar] [CrossRef]
- Kwak, S.B.; Choi, N.S.; Choi, Y.J.; Shin, S.M. Nondestructive characterization of degradation of EPDM rubber for automotive radiator hoses. Key Eng. Mater. 2006, 326–328, 565–568. [Google Scholar] [CrossRef]
- Zhao, Q.; Li, X.; Gao, J. Aging of ethylene–propylene–diene monomer (EPDM) in artificial weathering environment. Polym. Degrad. Stab. 2007, 92, 1841–1846. [Google Scholar] [CrossRef]
- Ismail, H.; Pasbakhsh, P.; Ahmad Fauzi, M.N.; Bakar, A.A. Morphological, thermal and tensile properties of halloysite nanotubes filled ethylene propylene diene monomer (EPDM) nanocomposites. Polym. Test. 2008, 27, 841–850. [Google Scholar] [CrossRef]
- Gatos, K.G.; Thomann, R.; Karger-Kocsis, J. Characteristics of ethylene propylene diene monomer rubber/organoclay nanocomposites resulting from different processing conditions and formulations. Polym. Int. 2004, 53, 1191–1197. [Google Scholar] [CrossRef]
- Ismail, H.; Shaari, S.M. Curing characteristics, tensile properties and morphology of palm ash/halloysite nanotubes/ethylene-propylene-diene monomer (EPDM) hybrid composites. Polym. Test. 2010, 29, 872–878. [Google Scholar] [CrossRef]
- Kim, Y.S.; Jeon, E.S.; Hwang, E.S. Effects of injection molding process conditions on physical properties of EPDM using design of experiment method. MATEC Web Conf. 2018, 167, 1–6. [Google Scholar] [CrossRef]
- Maamoun, A.; Xue, Y.; Elbestawi, M.; Veldhuis, S. Effect of selective laser melting process parameters on the quality of Al alloy parts: Powder characterization, density, surface roughness, and dimensional accuracy. Materials 2018, 11, 2343. [Google Scholar] [CrossRef] [PubMed]
- Ezedine, F.; Linares, J.M.; Chaves-Jacob, J.; Sprauel, J.M. Measurement parameters optimized for sequential multilateration in calibrating a machine Tool with a DOE Method. Appl. Sci. 2016, 6, 313. [Google Scholar] [CrossRef]
- López, A.; Aisa, J.; Martinez, A.; Mercado, D. Injection moulding parameters influence on weight quality of complex parts by means of DOE application: Case study. Measurement 2016, 90, 349–356. [Google Scholar] [CrossRef]
- KS M 6518:2016. Physical Test Methods for Vulcanized Rubber; Korean Industrial Standards: Seoul, Korea, 2016. [Google Scholar]
- Kumar, C.S.S.R.; Nijasure, A.M. Vulcanization of rubber. Resonance 1997, 2, 55–59. [Google Scholar] [CrossRef]
- Woo, C.S.; Kim, W.D.; Choi, S.S. Material Characteristics Evaluation and Useful Life Prediction by Heating Aging of Rubber Materials for Electronic Component. In Proceedings of the KSME 2005 Spring Annual Meeting, Busan, Korea, 25–27 May 2005; pp. 130–135. [Google Scholar]
- Jang, W.J.; Han, C.Y.; Lee, S.B. Material Tests and Prediction for Finite Element Analysis of EPDM. In Proceedings of the KSME 2008 Autumn Annual Meeting, Pyeongchang, Korea, 5–7 November 2008; pp. 65–70. [Google Scholar]
- Kowalik, M.; Pyrzanowska, J.; Piechal, A.; Blecharz-Klin, K.; Widy-Tyszkiewicz, E.; Suprynowicz, K.; Pyrzanowski, P. Determination of mechanical properties of rat’s artery using optimization based method and Ogden’s model. Mater. Today Proc. 2017, 4, 5849–5854. [Google Scholar] [CrossRef]
- Wu, Y.; Wang, H.; Li, A. Parameter identification methods for hyperelastic and hyper-viscoelastic models. Appl. Sci. 2016, 6, 386. [Google Scholar] [CrossRef]
- Kim, W.D.; Kim, W.S.; Kim, D.J.; Woo, C.S.; Lee, H.J. Mechanical testing and nonlinear material properties for finite element analysis of rubber components. Trans. KSME 2004, 28, 848–859. [Google Scholar]
- Bhowmick, S.; Liu, G.R. Three dimensional cs-fem phase-field modeling technique for brittle fracture in elastic solids. Appl. Sci. 2018, 8, 2488. [Google Scholar] [CrossRef]
- Ullah, S.N.; Hou, L.F.; Satchithananthan, U.; Chen, Z.; Gu, H. A 3D RITSS approach for total stress and coupled-flow large deformation problems using ABAQUS. Comput. Geotech. 2018, 99, 203–215. [Google Scholar] [CrossRef]
- Kim, B.; Lee, S.B.; Lee, J.; Cho, S.; Park, H.; Yeom, S.; Park, S.H. A comparison among Neo-Hookean Model, MooneyRivlin Model, and Ogden Model for chloroprene rubber. Int. J. Precis. Eng. Manuf. 2012, 13, 759–764. [Google Scholar] [CrossRef]
- Chu, Z.; Zheng, F.; Liang, L.; Yan, H.; Kang, R. Parameter determination of a minimal model for brake squeal. Appl. Sci. 2018, 8, 37. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No. | Temp. (°C) | Time (s) | Degassing | Strength (Mpa) | Elongation (%) | No | Temp (°C) | Time (s) | Degassing | Strength (Mpa) | Elongation (%) |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 160 | 200 | ○ | 11.2 | 969.0 | 9 | 160 | 200 | X | 10.5 | 968.3 |
| 2 | 160 | 200 | ○ | 11.1 | 960.4 | 10 | 160 | 200 | X | 10.8 | 944.8 |
| 3 | 160 | 600 | ○ | 13.4 | 853.9 | 11 | 160 | 600 | X | 13.5 | 851.5 |
| 4 | 160 | 600 | ○ | 12.9 | 815.2 | 12 | 160 | 600 | X | 13.0 | 821.2 |
| 5 | 180 | 200 | ○ | 13.2 | 840.5 | 13 | 180 | 200 | X | 12.8 | 838.7 |
| 6 | 180 | 200 | ○ | 13.1 | 836.0 | 14 | 180 | 200 | X | 13.2 | 844.8 |
| 7 | 180 | 600 | ○ | 13.4 | 775.0 | 15 | 180 | 600 | X | 13.0 | 749.7 |
| 8 | 180 | 600 | ○ | 13.7 | 792.3 | 16 | 180 | 600 | X | 13.3 | 767.1 |
| Source | DF | Adj SS | Adj MS | F-Value | p-Value |
|---|---|---|---|---|---|
| Model | 3 | 15.95 | 5.31661 | 69.95 | 0.000 |
| Linear | 2 | 11.91 | 5.95374 | 78.33 | 0.000 |
| Temp (℃) | 1 | 5.380 | 5.38007 | 70.78 | 0.000 |
| Time (s) | 1 | 6.5274 | 6.52741 | 85.88 | 0.000 |
| 2-way interactions | 1 | 4.0423 | 4.04234 | 53.18 | 0.000 |
| T (℃) × Time (s) | 1 | 4.0423 | 4.04234 | 53.18 | 0.000 |
| Error | 12 | 0.9121 | 0.0760 | ||
| Total | 15 | 16.8619 |
| Source | DF | Adj SS | Adj MS | F-Value | p-Value |
|---|---|---|---|---|---|
| Model | 3 | 75,096.2 | 25,032.1 | 116.87 | 0.000 |
| Linear | 2 | 71,937.7 | 35,968.9 | 167.93 | 0.000 |
| Temp. (℃) | 1 | 34,243.5 | 34,243.5 | 159.88 | 0.000 |
| Time (s) | 1 | 37,694.2 | 37,694.2 | 175.99 | 0.000 |
| 2-way interactions | 1 | 3158.4 | 3158.4 | 14.75 | 0.034 |
| T (℃) × Time (s) | 1 | 3158.4 | 3158.4 | 14.75 | 0.002 |
| Error | 12 | 2570.2 | 214.2 | ||
| Total | 15 | 77,666.4 |
| Type | Temp. (°C) | Time (s) | ||
|---|---|---|---|---|
| Min(−1) | Max(1) | Min(−1) | Max(1) | |
| Bellows | 160 | 180 | 200 | 600 |
| Cable | 170 | 190 | 400 | 800 |
| Blank | 180 | 200 | 300 | 900 |
| Process Value | Bellows Type | Cable Type | Cable-Less Type | ||||
|---|---|---|---|---|---|---|---|
| Temp. | Time | Insertion Force | Separation Force | Insertion Force | Separation Force | Insertion Force | Separation Force |
| −1 | −1 | 94.1 | 85.3 | 226.5 | 120.6 | 99.0 | 73.5 |
| 1 | 1 | 94.1 | 88.3 | 268.7 | 119.6 | 97.1 | 65.7 |
| Level | a (mm) | b (mm) | c (mm) | d (mm) | e (℃) |
|---|---|---|---|---|---|
| 1 | 4 | 10 | 1 | 5 | 135 |
| 2 | 4.5 | 11 | 1.5 | 6 | 145 |
| 3 | 5 | 12 | 2 | 7 | 155 |
| Material | Ogden Model 3rd Constant Values | |||||
|---|---|---|---|---|---|---|
| μ1 | μ2 | μ3 | α1 | α2 | α3 | |
| EPDM50 (100%) | 3.557 | 8.004 | 4.550 × 10-1 | 2.000 × 10-2 | 4.000 × 10-3 | 2.381 |
| No. | a [mm] | b [mm] | c [mm] | d [mm] | e [∘] | Insertion Force (N) | Separation Force (N) | No. | a [mm] | b [mm] | c [mm] | d [mm] | e [∘] | Insertion Force (N) | Separation Force (N) |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 4.5 | 11 | 1.5 | 6 | 145 | 62.37 | 69.72 | 17 | 4 | 10 | 2 | 7 | 155 | 64.13 | 70.60 |
| 2 | 4 | 10 | 1 | 7 | 135 | 62.66 | 64.52 | 18 | 4.5 | 11 | 2 | 6 | 145 | 62.95 | 70.21 |
| 3 | 4 | 10 | 2 | 5 | 135 | 61.78 | 64.33 | 19 | 5 | 12 | 2 | 5 | 135 | 62.37 | 70.21 |
| 4 | 5 | 10 | 1 | 7 | 155 | 63.25 | 70.41 | 20 | 4.5 | 11 | 1.5 | 6 | 145 | 62.37 | 69.72 |
| 5 | 4.5 | 11 | 1.5 | 6 | 145 | 62.86 | 70.01 | 21 | 4.5 | 11 | 1 | 6 | 145 | 62.27 | 69.23 |
| 6 | 5 | 11 | 1.5 | 6 | 145 | 62.56 | 70.80 | 22 | 5 | 12 | 2 | 7 | 155 | 63.84 | 78.25 |
| 7 | 5 | 12 | 1 | 7 | 135 | 62.07 | 69.82 | 23 | 4 | 12 | 1 | 7 | 155 | 63.44 | 74.33 |
| 8 | 4.5 | 11 | 1.5 | 6 | 155 | 63.15 | 73.05 | 24 | 4.5 | 11 | 1.5 | 5 | 145 | 62.07 | 69.33 |
| 9 | 5 | 10 | 1 | 5 | 135 | 61.58 | 66.19 | 25 | 4 | 12 | 1 | 5 | 135 | 61.58 | 67.27 |
| 10 | 4 | 10 | 1 | 5 | 155 | 62.27 | 69.03 | 26 | 4.5 | 11 | 1.5 | 6 | 135 | 62.95 | 67.27 |
| 11 | 4.5 | 11 | 1.5 | 6 | 145 | 62.37 | 69.72 | 27 | 4.5 | 11 | 1.5 | 6 | 145 | 62.37 | 69.72 |
| 12 | 4.5 | 11 | 1.5 | 6 | 145 | 62.37 | 69.72 | 28 | 4.5 | 11 | 1.5 | 7 | 145 | 63.35 | 70.31 |
| 13 | 4 | 12 | 2 | 5 | 155 | 62.76 | 74.72 | 29 | 4 | 11 | 1.5 | 6 | 145 | 62.37 | 68.54 |
| 14 | 5 | 10 | 2 | 5 | 155 | 70.31 | 62.76 | 30 | 4 | 12 | 2 | 7 | 135 | 62.95 | 68.15 |
| 15 | 5 | 10 | 2 | 7 | 135 | 62.86 | 66.88 | 31 | 4.5 | 10 | 1.5 | 6 | 145 | 62.27 | 67.37 |
| 16 | 4.5 | 12 | 1.5 | 6 | 145 | 62.37 | 71.78 | 32 | 5 | 12 | 1 | 5 | 155 | 63.15 | 73.15 |
| Classification | Predicted Value (N) | Analysis Value (N) | Difference (N) |
|---|---|---|---|
| Insertion force | 62.46 | 62.76 | 0.29 |
| Separation force | 76.98 | 77.08 | 0.10 |
| Classification | Predicted Value (N) | Simulated Value (N) | Experimental Value (N) |
|---|---|---|---|
| Insertion force | 62.5 | 62.8 | 50.0 |
| Separation force | 77.0 | 77.1 | 85.3 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kim, Y.S.; Hwang, E.S.; Jeon, E.S. Optimization of Shape Design of Grommet through Analysis of Physical Properties of EPDM Materials. Appl. Sci. 2019, 9, 133. https://doi.org/10.3390/app9010133
Kim YS, Hwang ES, Jeon ES. Optimization of Shape Design of Grommet through Analysis of Physical Properties of EPDM Materials. Applied Sciences. 2019; 9(1):133. https://doi.org/10.3390/app9010133
Chicago/Turabian StyleKim, Young Shin, Eui Seob Hwang, and Euy Sik Jeon. 2019. "Optimization of Shape Design of Grommet through Analysis of Physical Properties of EPDM Materials" Applied Sciences 9, no. 1: 133. https://doi.org/10.3390/app9010133
APA StyleKim, Y. S., Hwang, E. S., & Jeon, E. S. (2019). Optimization of Shape Design of Grommet through Analysis of Physical Properties of EPDM Materials. Applied Sciences, 9(1), 133. https://doi.org/10.3390/app9010133