2.1. Source Analysis of Uncertainty
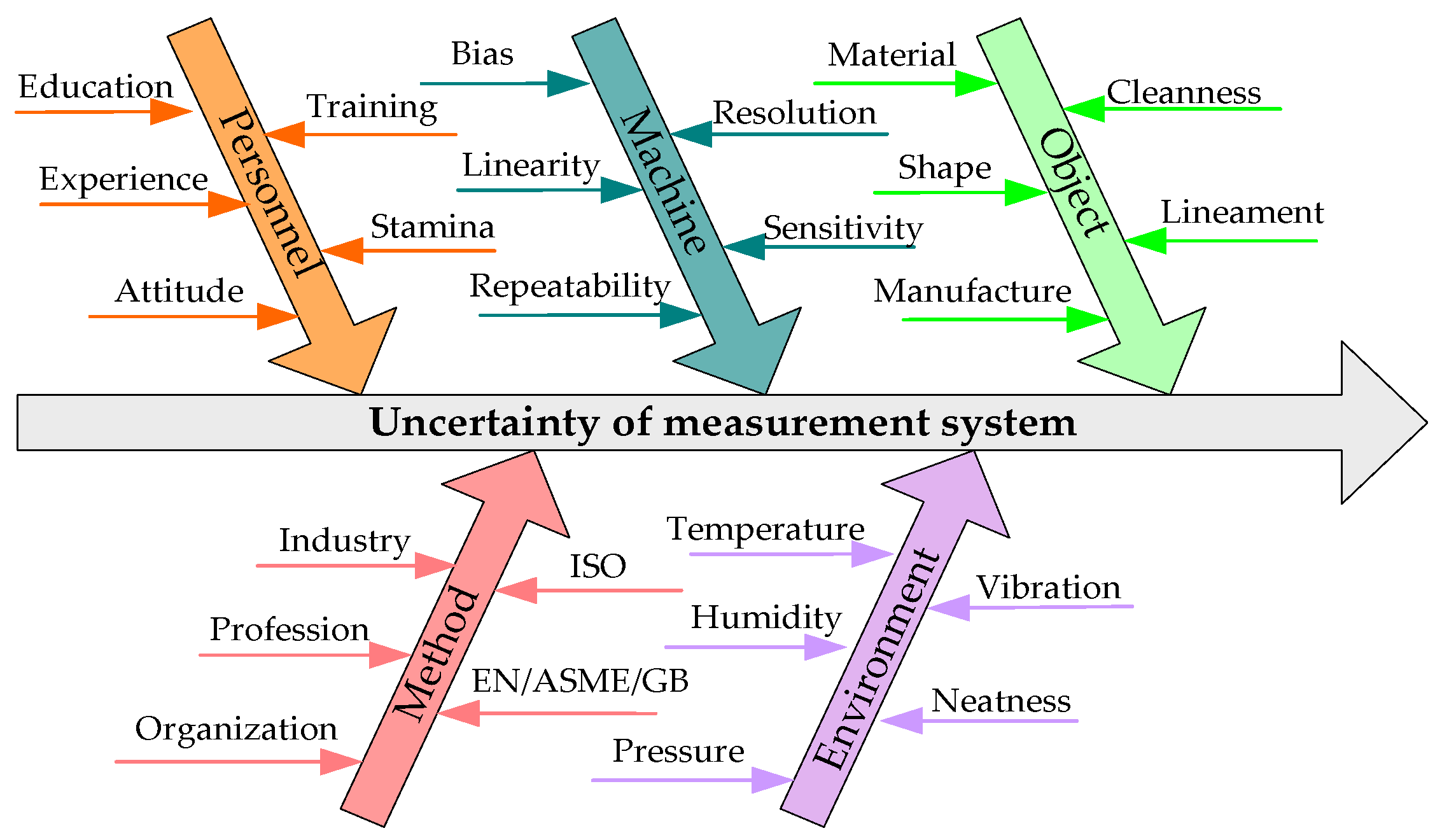
During CMM measurement, all relevant factors may have an impact on the measurement results. The sources of uncertainty in the coordinate measuring system can be divided into five categories according to the analysis method of “personnel, machine, object, method and environment” commonly used in product quality management as shown in
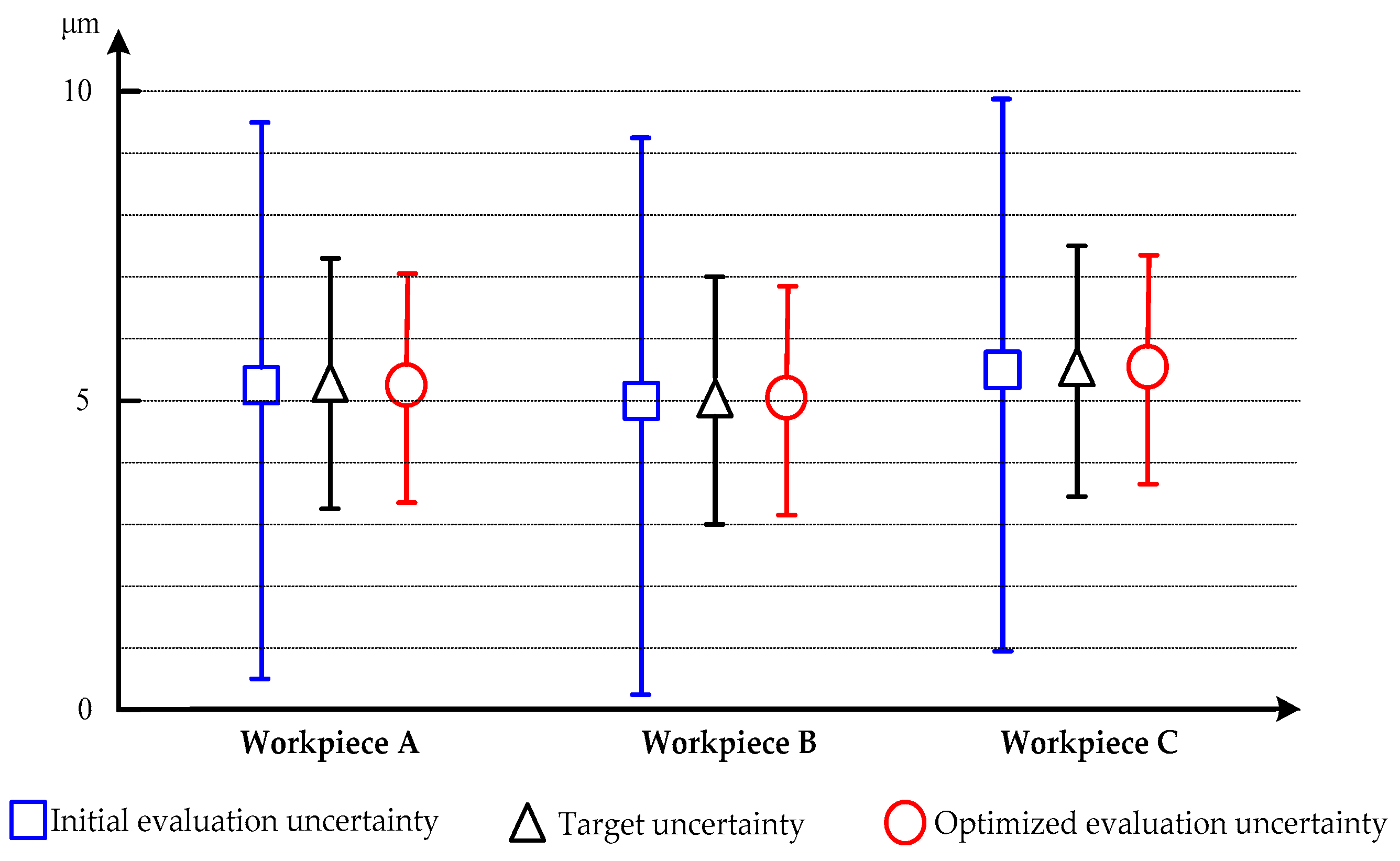
Figure 1: Uncertainty caused by CMM instrument’s own errors, measured workpiece, surveyors, measuring method, and external environment.
(1) Uncertainty caused by surveyors
In addition to professional qualities, the uncertainty caused by surveyors is mainly characterized by the differences of the measurement strategies caused by different understandings of the measurement specifications, such as clamping positioning, coordinate system establishment, sampling strategy, and probe configuration.
(2) Uncertainty caused by the instrumental errors
This refers to the uncertainty component produced by the deviation of the CMM’s own metering characteristics from the ideal characteristics, including the uncertainty caused by design, standard quantity, detection system, dynamic characteristics, fitting and evaluation algorithm, and other factors, mainly including the impacts of 21 items of CMM mechanism errors and probe system errors, etc. on the measurement results [
30]. Usually, CMM can correct 21 items of mechanism errors and calibrate the probe system. The CMM’s own errors are reflected in the influence of residual system errors after correction and calibration.
To ensure that the CMM measurement accuracy meets the relevant requirements, it is usually necessary to carry out acceptance and re-inspection testing of the CMM measuring characteristics by means of the measurement calibration programs. In the GPS ISO10360 series standards [
26,
27], the CMM performance evaluation has been defined and relevant performance parameters and evaluation methods of the measuring instrument have been given, such as the indication, detection and scanning detection errors of the dimensional measurement as well as the dimensional and geometrical errors of the universal detection system. The technical parameters corresponding to the above-mentioned performance parameters are generally given before CMM is delivered, that is, the maximum permissible errors. In practical measurement, the Maximum Permissible Indication Error (
EL, MPE) is mainly related to the errors of the distance and other dimensional elements, and the MPE
P indicates the error of the whole measurement system in a very small test space, generally affecting the form measurement.
(3) Uncertainty caused by measured workpiece
The geometric and physical characteristics of the workpiece itself will affect the measurement results, for example, the form, surface waviness and surface roughness of the measured elements have impacts on the measurement results together with the sampling strategy and probe configurations; the thermal expansion coefficient of the workpiece and its changes produce uncertainty in the temperature compensation; the force deformation is also affected by the workpiece positioning and clamping mode. Therefore, it is necessary to combine the specific measurement tasks to evaluate the uncertainty introduced by the measured workpiece.
(4) Uncertainty caused by measurement methods
In the actual measurement, measurement specifications only give general guidance and constraints for the measurement process, resulting in a certain degree of randomness in measurement methods. If currently there are no standards or specifications to clearly and meticulously stipulate the choice of the CMM sampling strategy and probe configurations, different sampling strategies and probe configurations will result in inconsistency of the measurement results.
(5) Uncertainty caused by environmental factors
The temperature, humidity, temperature spatial and temporal gradient, vibration, dust, and other environmental factors may have impacts on the measurement results. During CMM dimensional measurement, temperature compensation is usually needed. If the temperature changes, the CMM grating ruler and workpiece thermal expansion coefficient will all cause uncertainty through the process of temperature compensation.
The evaluation of measurement uncertainty should consider all factors that may affect the measurement results and focus on the specific measurement tasks. Based on the above analysis, it can be concluded that the sources of CMM task-oriented measurement uncertainty have the following characteristics: Wide sources and rich types, interconnection between sources of uncertainty, difficulty in quantifying sources of uncertainty and close correlation between sources of uncertainty and measurement tasks. Because of the complexity and quantification difficulty of the sources of uncertainty, it is a key problem to establish an uncertainty evaluation model which can fully reflect the influence of the sources of uncertainty and their relationship on the measurement results.
2.2. Uncertainty Evaluation Model
The quantitative statistical analysis method can carry out direct statistics and analysis of the measurement results; the output and input quantities have identical units and the measurement results can be obtained without relying on any other quantity subject to a functional relationship with the quantity being measured; therefore, compared with the error traceability method, it features a simple transfer relation for uncertainty, it has convenient model use and it has richer adaptability to the requirements of simplicity, rapidness and practicability for task-oriented measurement uncertainty. However, disadvantageously, the quantitative statistical analysis method cannot clearly grasp the law of uncertainty transmission and may cause the consequence of “excessive estimation” of uncertainty components. Moreover, due to the complexity of error sources, it is difficult for general surveyors to ensure that no uncertainty source is repeated or missed in the analysis of error sources. The most obvious problem is that currently most of the relevant researches based on error traceability use indication errors to quantize individual points in the CMM space, and the indication errors essentially limit the measurement results, so the quantification of uncertainty in single point measurement is in itself characterized by the problem of "over estimation". The measurement system analysis method widely used in product quality management has summarized the characteristic indexes of the measurement of the whole measurement system as resolving power, bias, linearity, stability, repeatability, and reproducibility, which can comprehensively reflect the impact of uncertain system and random errors of the measurement system on the measurement results; the uncertainty modeling method based on statistics and analysis of the measurement characteristics has given the guiding ideology for evaluating the CMM task-oriented measurement uncertainty from the top design.
The measurement task of dimensional and geometrical errors mainly includes two essential problems, namely, how to extract the actual elements and how to evaluate the ideal elements. The former determines the detection method while the latter depends on the evaluation method. The new generation of uncertainty evaluation theory has summarized the uncertainty caused by the evaluation method into the category of "normative uncertainty". Therefore, the influence of the method for ideal element evaluation is not considered in the evaluation of "measurement uncertainty", which is particularly important for evaluating the measurement uncertainty of geometrical errors [
31]. Thus, the sources of the CMM task-oriented uncertainty can be analyzed as follows:
(1) Uncertainty components caused by bias and linearity
The influence of bias and linearity on the CMM measurement results is reflected in the uncertainty component caused by the indication or detection errors of the measuring instrument. For the purpose of safety, the “overestimation” should be adopted, with the CMM and used to quantize . In calibration, the CMM indication or detection errors have considered the influence of such factors as probe configurations of the measuring instrument, method for coordinate system establishment, measuring object clamping, space position and environment. Therefore, when and are used to quantize , the influence of the above uncertainty sources is also included.
(2) Uncertainty components caused by resolution and repeatability
There is a certain correlation between the resolution and repeatability of the instrument, so CMM only needs to consider the uncertainty component caused by repeatability.
(3) Uncertainty components caused by stability and reproducibility
The stability index usually has a significant influence on the electronic measuring instruments but less on the CMM geometric measurement; the stability is equivalent to the reproducibility caused by time variation, so this uncertainty component can be ignored.
The uncertainty component caused by CMM task-oriented reproducibility indicates the consistency between the measurement results of the same measuring object when the measurement conditions are changed, that is, different measurement conditions such as personnel changes and different measurement strategies have led to the variations of the measurement mean value for the same measurement task. In the actual uncertainty component quantization, the repeatability experiment is used to determine the influence of the component. For CMM, multiple groups of repeatability quantization experiments are completed by different surveyors according to the sampling strategy with the measuring points determining themselves based on the habits for measurement.
Therein, the uncertainty component caused by sampling strategy is affected by the number and distribution of the sampling points. Sampling point distribution determines the probability of extracting the extreme error point of the errors for measured elements when the number of sampling points is the same. It has become a consensus in CMM applications that minimal measurement uncertainty occurs when the sampling points are evenly distributed. The number of sampling points reflects the CMM ability to extract the form information of the measured elements. When there is a small number of sampling points, the measuring points will have a higher probability of excluding the extreme point of the form tolerance. From the point of view of information extraction only, the larger the number of sampling points, the better. However, the measurement time similar to contact triggered CMM will increase sharply as the number of sampling points increases, which has violated the CMM characteristics of measurement efficiency. At the same time, the excessive increase of the number of measuring points will multiply the impact of the CMM residual mechanism errors on the measurement results. Generally, for contact triggered CMM, the suitable number and preferable distribution of sampling points can be confirmed according to BS7172 [
12]. As the evaluation software requires, the number of measurement points just needs to be greater than the minimum number of the points required by the mathematical requirements of the geometric elements to be measured.
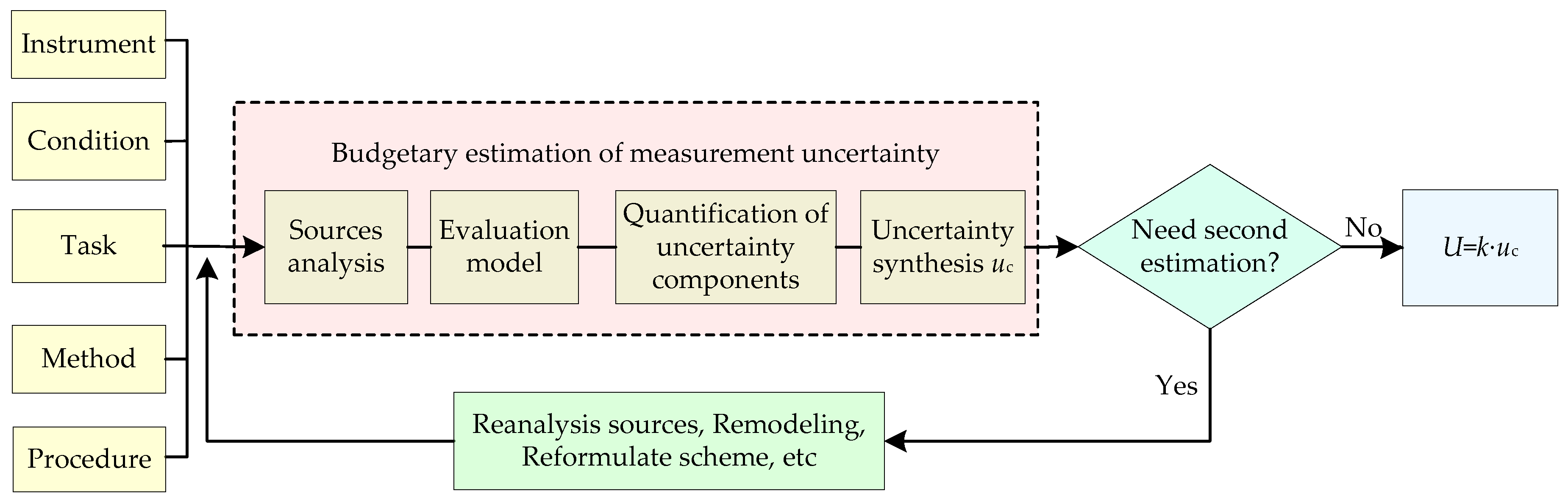
Therefore, the primary model is as follows for evaluating the CMM task-oriented uncertainty based on the method for statistical analysis of measurement characteristics:
Formula (1) shows three inputs, namely, the maximum permissible error
, measurement repeatability
and measurement reproducibility
of the instrument. The expected values are 0 for all inputs and all are the measurement characteristics of the measurement task output
.
y is the measurement estimated value of
Y. Therefore, the analysis model is as follows for measurement uncertainty:
Based on the Guide to the expression of uncertainty in measurement (GUM) [
32], Formula (1) can be written as:

 ,
, 





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}