Manufacturing of Micro-Lens Array Using Contactless Micro-Embossing with an EDM-Mold

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
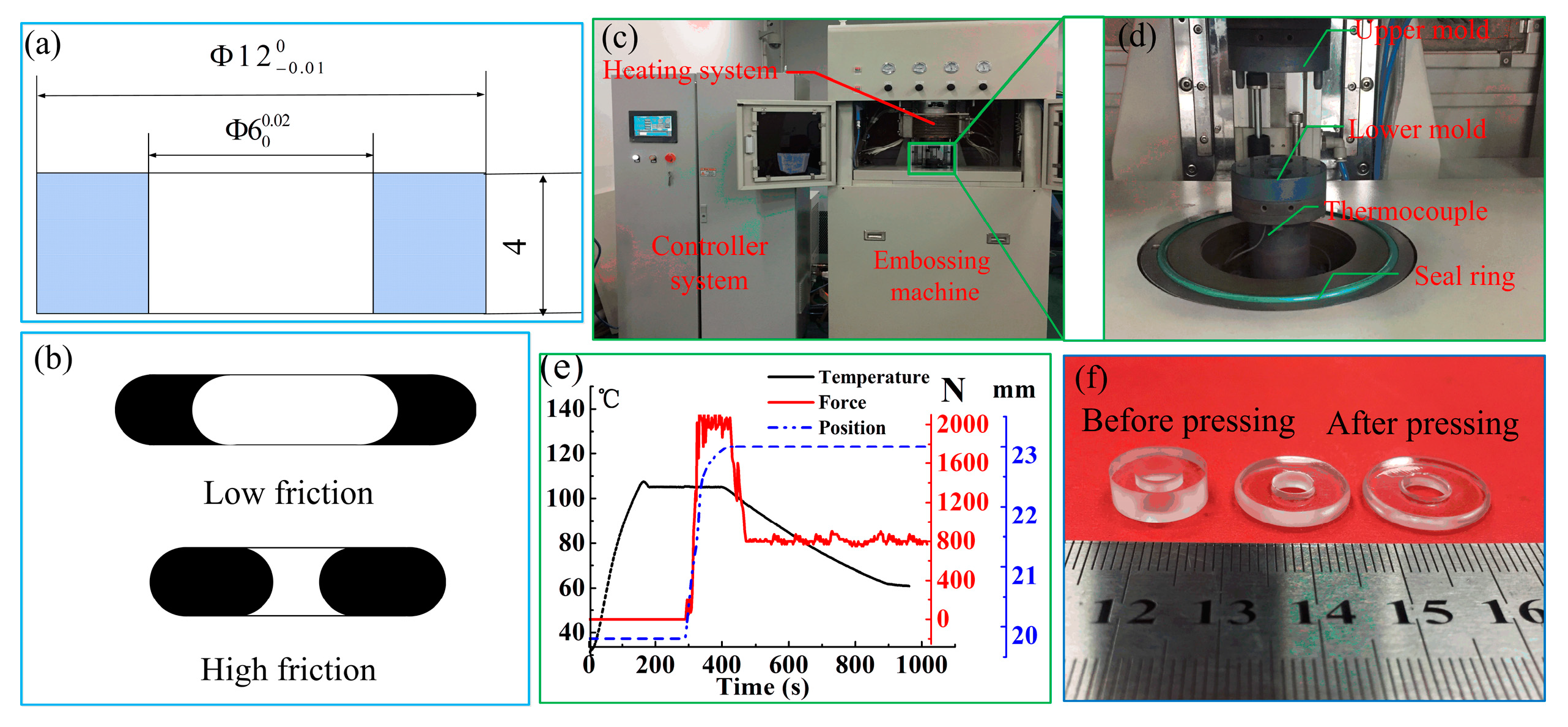
2.2. Ring Compression Test
2.3. The Manufacture of the Micro-EDM Mold Insert
2.4. Fabrication of Micro-Lens Array
3. Finite Element Model
4. Results and Discussion
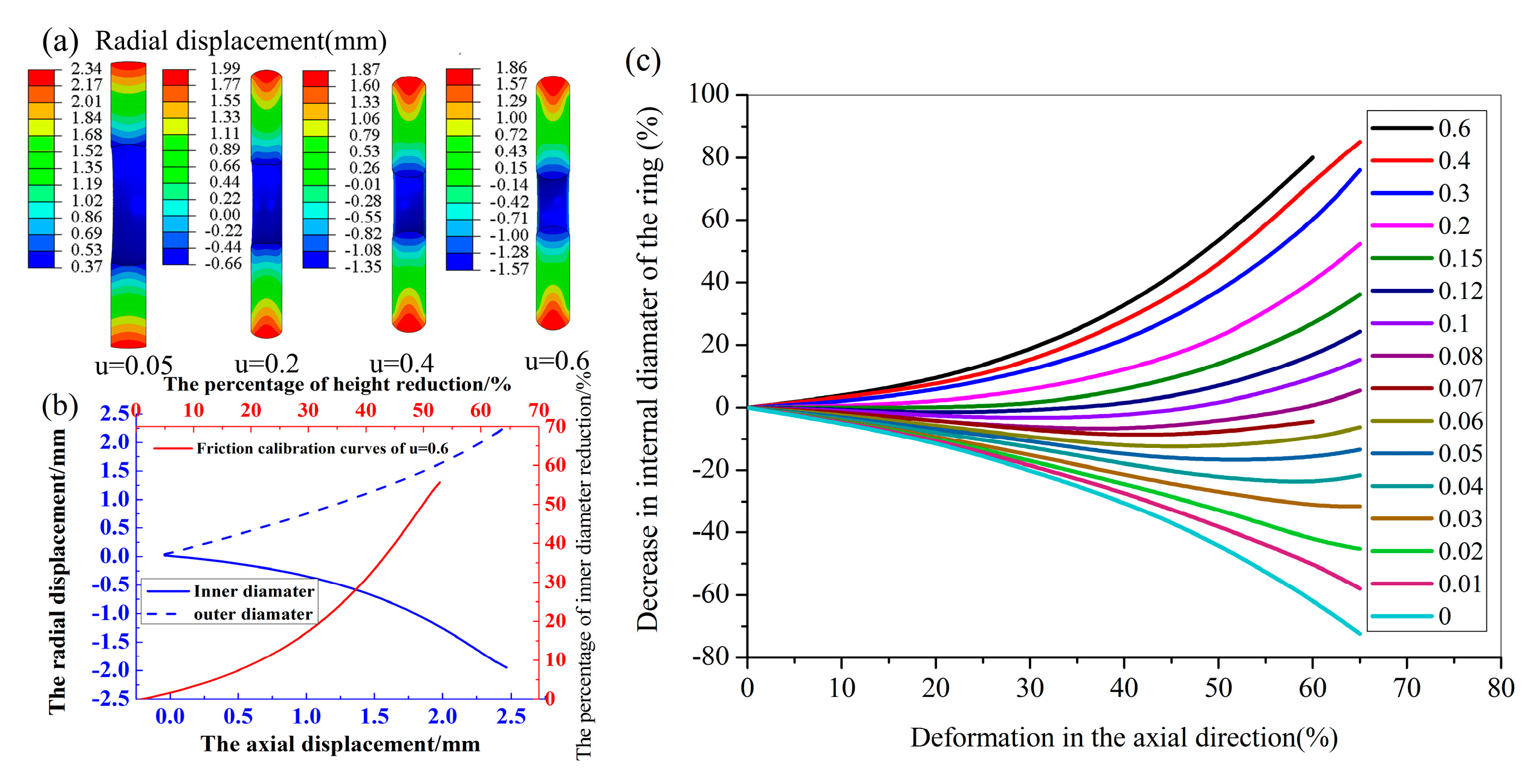
4.1. Friction Coefficient between PMMA and Mold
4.2. Fabrication of Micro-Lens Array
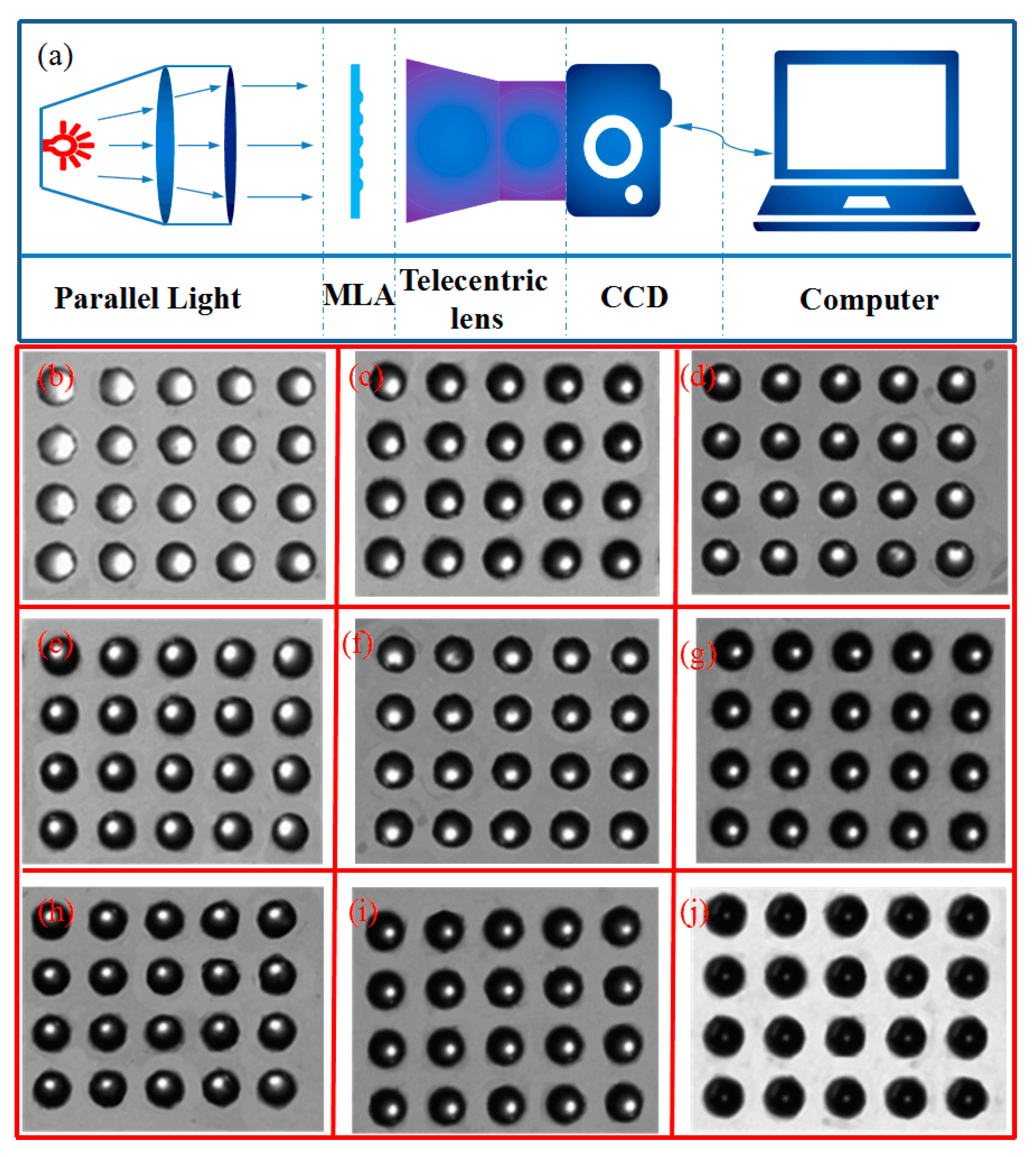
4.3. Micro-Optics of Micro-Lens Array
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Kuang, D.; Zhang, X.; Gui, M.; Fang, Z. Hexagonal microlens array fabricated by direct laser writing and inductively coupled plasma etching on organic light emitting devices to enhance the outcoupling efficiency. Appl. Opt. 2009, 48, 974. [Google Scholar] [CrossRef] [PubMed]
- Lim, C.S.; Hong, M.H.; Kumar, A.S.; Rahman, M.; Liu, X.D. Fabrication of concave micro lens array using laser patterning and isotropic etching. Int. J. Mach. Tool Manuf. 2006, 46, 552–558. [Google Scholar] [CrossRef]
- Mccall, B.; Descour, M.; Tkaczyk, T. Fabrication of plastic microlens arrays for array microscopy by diamond milling techniques. Opt. Eng. 2010, 49, 730. [Google Scholar] [CrossRef] [PubMed]
- Wu, H.; Odom, T.W.; Whitesides, G.M. Reduction photolithography using microlens arrays: Applications in gray scale photolithography. Anul. Chem. 2002, 74, 3267–3273. [Google Scholar] [CrossRef]
- Luo, C.W.; Chiang, Y.C.; Cheng, H.C.; Wu, C.Z.; Huang, C.F.; Wu, C.W.; Shen, Y.K.; Lin, Y. A novel and rapid fabrication for microlens arrays using microinjection molding. Poly. Eng. Sci. 2011, 51, 391–402. [Google Scholar] [CrossRef]
- Chang, C.Y.; Yang, S.Y.; Huang, L.S.; Chang, J.H. Fabrication of plastic microlens array using gas-assisted micro-hot-embossing with a silicon mold. Infrared Phys. Technol. 2006, 48, 163–173. [Google Scholar] [CrossRef]
- Albero, J.; Perrin, S.; Bargiel, S.; Passilly, N.; Baranski, M.; Gauthier-Manuel, L.; Bernard, F.; Lullin, J.; Froehly, L.; Krauter, J.; et al. Dense arrays of millimeter-sized glass lenses fabricated at wafer-level. Opt. Express 2015, 23, 11702–11712. [Google Scholar] [CrossRef] [PubMed]
- Ong, N.S.; Koh, Y.H.; Fu, Y.Q. Microlens array produced using hot embossing process. Microelectron. Eng. 2002, 60, 365–379. [Google Scholar] [CrossRef]
- Chang, C.Y.; Yang, S.Y.; Chu, M.H. Rapid fabrication of ultraviolet-cured polymer microlens arrays by soft roller stamping process. Microelectron. Eng. 2007, 84, 355–361. [Google Scholar] [CrossRef]
- Kunnavakkam, M.V.; Houlihan, F.M.; Schlax, M.; Liddle, J.A.; Kolodner, P.; Nalamasu, O.; Rogers, J.A. Low-cost, low-loss microlens arrays fabricated by soft-lithography replication process. Appl. Phys. Lett. 2003, 82, 1152–1154. [Google Scholar] [CrossRef]
- Lin, C.R.; Chen, R.H.; Hung, C. Preventing non-uniform shrinkage in open-die hot embossing of PMMA microstructures. J. Mater. Process. Technol. 2003, 140, 173–178. [Google Scholar] [CrossRef]
- Chang, C.Y.; Yu, C.H. A basic experimental study of ultrasonic assisted hot embossing process for rapid fabrication of microlens arrays. J. Micromech. Microeng. 2015, 25. [Google Scholar] [CrossRef]
- Liu, Y.; Zhang, P.; Deng, Y.; Hao, P.; Fan, J.; Chi, M.; Wu, Y. Polymeric microlens array fabricated with PDMS mold-based hot embossing. J. Micromech. Microeng. 2014, 24, 95028. [Google Scholar] [CrossRef]
- Chang, C.Y.; Yang, S.Y.; Huang, L.S.; Hsieh, K.H. Fabrication of polymer microlens arrays using capillary forming with a soft mold of micro-holes array and UV-curable polymer. Opt. Express 2006, 14, 6253–6258. [Google Scholar] [CrossRef] [PubMed]
- Hu, C.N.; Hsieh, H.T.; Su, G.D.J. Fabrication of microlens arrays by a rolling process with soft polydimethylsiloxane molds. J. Micromech. Microeng. 2011, 21, 65013. [Google Scholar] [CrossRef]
- Kim, M.; Moon, B.U.; Hidrovo, C.H. Enhancement of the thermo-mechanical properties of PDMS molds for the hot embossing of PMMA microfluidic devices. J. Micromech. Microeng. 2013, 23, 95024. [Google Scholar] [CrossRef]
- Goral, V.N.; Hsieh, Y.C.; Petzold, O.N.; Faris, R.A.; Yuen, P.K. Hot embossing of plastic microfluidic devices using poly(dimethylsiloxane) molds. J. Micromech. Microeng. 2010, 21, 17002–17009. [Google Scholar] [CrossRef]
- Pan, L.W.; Shen, X.; Lin, L. Microplastic lens array fabricated by a hot intrusion process. J. Micoelectromech. Syst. 2004, 13, 1063–1071. [Google Scholar] [CrossRef]
- Dong, S.K.; Lee, H.S.; Lee, B.K.; Sang, S.Y.; Tai, H.K.; Lee, S.S. Replications and analysis of microlens array fabricated by a modified LIGA process. Poly. Eng. Sci. 2006, 46, 416–425. [Google Scholar] [CrossRef]
- Lan, S.; Lee, H.J.; Kim, E.; Ni, J.; Lee, S.H.; Lai, X.; Song, J.H.; Lee, N.K.; Lee, M.G. A parameter study on the micro hot-embossing process of glassy polymer for pattern replication. Microelectron Eng. 2009, 86, 2369–2374. [Google Scholar] [CrossRef]
- Youn, S.W.; Okuyama, C.; Takahashi, M.; Maeda, R. A study on fabrication of silicon mold for polymer hot-embossing using focused ion beam milling. J Mater. Process. Technol. 2008, 201, 548–553. [Google Scholar] [CrossRef]
- Deng, Y.; Yi, P.; Peng, L.; Lai, X.; Lin, Z. Experimental investigation on the large-area fabrication of micro-pyramid arrays by roll-to-roll hot embossing on PVC film. J. Micromech. Microeng. 2014, 24, 45023–45034. [Google Scholar] [CrossRef]
- Yeo, L.P.; Ng, S.H.; Wang, Z.F.; Xia, H.M.; Wang, Z.P.; Thang, V.S.; Zhong, Z.W.; De Rooij, N.F. Investigation of hot roller embossing for microfluidic devices. J. Micromech. Microeng. 2009, 20, 837–854. [Google Scholar] [CrossRef]
- Schulze, J.; Ehrfeld, W.; Loewe, H.; Michel, A.; Picard, A. Contactless embossing of microlenses: A new technology for manufacturing refractive microlenses. Proc. SPIE 1997, 89–98. [Google Scholar] [CrossRef]
- Schulze, J.; Ehrfeld, W.; Mueller, H.; Picard, A. Compact self-aligning assemblies with refractive microlens arrays made by contactless embossing. Proc. SPIE 1998. [Google Scholar] [CrossRef]
- Xie, D.; Chang, X.; Shu, X.; Wang, Y.; Ding, H.; Liu, Y. Rapid fabrication of thermoplastic polymer refractive microlens array using contactless hot embossing technology. Opt. Express 2015, 23, 5154–5166. [Google Scholar] [CrossRef] [PubMed]
- Moore, S.; Gomez, J.; Lek, D.; You, B.H.; Kim, N.; Song, I.H. Experimental study of polymer microlens fabrication using partial-filling hot embossing technique. Microelectron. Eng. 2016, 162, 57–62. [Google Scholar] [CrossRef]
- Ho, K.H.; Newman, S.T. State of the art electrical discharge machining (EDM). Int. J. Mach. Tool Manuf. 2003, 43, 1287–1300. [Google Scholar] [CrossRef]
- Abbas, N.M.; Solomon, D.G.; Bahari, M.F. A review on current research trends in electrical discharge machining (EDM). Int. J. Mach. Tool Manuf. 2006, 47, 1214–1228. [Google Scholar] [CrossRef]
- Worgull, M.; Xe, H.; Tu, J.F.; Kabanemi, K.K.; Heckele, M. Hot embossing of microstructures: Characterization of friction during demolding. Microsyst. Technol. 2008, 14, 767–773. [Google Scholar] [CrossRef]
- Guo, Y.; Liu, G.; Zhu, X.; Tian, Y. Analysis of the demolding forces during hot embossing. Microsyst. Technol. 2007, 13, 411–415. [Google Scholar] [CrossRef]
- Zhao, F.; Li, H.; Ji, L.; Wang, Y.; Zhou, H.; Chen, J. Ti-DLC films with superior friction performance. Diam. Relat. Mater. 2010, 19, 342–349. [Google Scholar] [CrossRef]
- Male, A.T.; Depierre, V. The Validity of Mathematical Solutions for Determining Friction from the Ring Compression Test. J. Tribol. 1970, 92, 389. [Google Scholar] [CrossRef]
- Yao, Z.; Mei, D.; Chen, Z. A Friction Evaluation Method Based on Barrel Compression Test. Tribol. Lett. 2013, 51, 525–535. [Google Scholar] [CrossRef]
- Zhu, Y.; Zeng, W.; Ma, X.; Tai, Q.; Li, Z.; Li, X. Determination of the friction factor of Ti-6Al-4V titanium alloy in hot forging by means of ring-compression test using FEM. Tribol. Int. 2011, 44, 2074–2080. [Google Scholar] [CrossRef]
- Sarhadi, A.; Hattel, J.H.; Hansen, H.N. Evaluation of the viscoelastic behaviour and glass/mold interface friction coefficient in the wafer based precision glass molding. J. Mater. Process. Technol. 2014, 214, 1427–1435. [Google Scholar] [CrossRef]
- Xu, B.; Wu, X.Y.; Lei, J.G.; Cheng, R.; Ruan, S.C.; Wang, Z.L. Laminated fabrication of 3D queue micro-electrode and its application in micro-EDM. Int. J. Adv. Manuf. Technol. 2015, 80, 1701–1711. [Google Scholar] [CrossRef]
- Xu, B.; Wu, X.Y.; Lei, J.G.; Zhao, H.; Liang, X.; Cheng, R.; Guo, D.J. Elimination of 3D micro-electrode’s step effect and applying it in micro-EDM. Int. J. Adv. Manuf. Technol. 2018, 96, 1–10. [Google Scholar] [CrossRef]
- Williams, D.; Landel, R.F.; Ferry, J.D. The temperature dependance of relaxation mechanisms in amorphous polymers and other glass form liquids. J. Am. Chem. Soc. 1955, 77, 3701–3707. [Google Scholar] [CrossRef]
- Cheng, E.; Yin, Z.; Zou, H.; Jurčíček, P. Experimental and numerical study on deformation behavior of polyethylene terephthalate two-dimensional nanochannels during hot embossing process. J. Micromech. Microeng. 2013, 24, 5004. [Google Scholar] [CrossRef]
- Omar, F.; Brousseau, E.; Elkaseer, A.; Kolew, A.; Prokopovich, P.; Dimov, S. Development and experimental validation of an analytical model to predict the demolding force in hot embossing. J. Micromech. Microeng. 2014, 24, 55007. [Google Scholar] [CrossRef]
- He, Y.; Fu, J.Z.; Chen, Z.C. Research on optimization of the hot embossing process. J. Micromech. Microeng. 2007, 17, 2420. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Property | PMMA | SKD-11 |
|---|---|---|
| Young’s Modulus (GPa) | 2.4 | 210 |
| Poisson ratio | 0.37 | 0.2 |
| Density (kg/m3) | 1185 | 7700 |
| Thermal conductivity (W/m2∙K) | 0.2 | 200 |
| Specific heat (J/kg∙K) | 1466 | 460 |
| Thermal expansion (K−1) | 4.4 × 10−4 | 11 × 10−6 |
| Glass transition temperature (°C) | 105 | - |
| Melting temperature (°C) | 220 | - |
| Levels | Factors | ||
|---|---|---|---|
| Embossing Temperature (°C) | Embossing Force (N) | Holding Time (s) | |
| 1 | 105 | 200 | 120 |
| 2 | 120 | 400 | 180 |
| 3 | 135 | 800 | 240 |
| No. | Temp./ °C | Force/N | ID/mm | OD/mm | T/mm |
|---|---|---|---|---|---|
| 1 | 90 | 3000 | 5.21 | 13.26 | 3.10 |
| 2 | 90 | 3000 | 4.66 | 13.85 | 2.75 |
| 3 | 90 | 3000 | 2.34 | 14.66 | 3.96 |
| 4 | 105 | 2000 | 5.17 | 13.37 | 3.05 |
| 5 | 105 | 2000 | 4.61 | 14.08 | 2.66 |
| 6 | 105 | 2000 | 3.88 | 14.48 | 2.20 |
| 7 | 120 | 1500 | 5.51 | 14.25 | 2.73 |
| 8 | 120 | 1500 | 5.22 | 15.06 | 2.33 |
| 9 | 120 | 1500 | 3.87 | 16.09 | 1.89 |
| 10 | 135 | 1000 | 5.81 | 14.47 | 2.72 |
| 11 | 135 | 1000 | 5.37 | 15.48 | 2.22 |
| 12 | 135 | 1000 | 5.01 | 17.00 | 1.75 |
| 13 | 150 | 500 | 6.30 | 15.26 | 2.70 |
| 14 | 150 | 500 | 6.06 | 15.78 | 2.15 |
| 15 | 150 | 500 | 5.88 | 17.51 | 1.71 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, K.; Xu, G.; Huang, X.; Xie, Z.; Gong, F. Manufacturing of Micro-Lens Array Using Contactless Micro-Embossing with an EDM-Mold. Appl. Sci. 2019, 9, 85. https://doi.org/10.3390/app9010085
Li K, Xu G, Huang X, Xie Z, Gong F. Manufacturing of Micro-Lens Array Using Contactless Micro-Embossing with an EDM-Mold. Applied Sciences. 2019; 9(1):85. https://doi.org/10.3390/app9010085
Chicago/Turabian StyleLi, Kangsen, Gang Xu, Xinfang Huang, Zhiwen Xie, and Feng Gong. 2019. "Manufacturing of Micro-Lens Array Using Contactless Micro-Embossing with an EDM-Mold" Applied Sciences 9, no. 1: 85. https://doi.org/10.3390/app9010085
APA StyleLi, K., Xu, G., Huang, X., Xie, Z., & Gong, F. (2019). Manufacturing of Micro-Lens Array Using Contactless Micro-Embossing with an EDM-Mold. Applied Sciences, 9(1), 85. https://doi.org/10.3390/app9010085