Multi-Objective Defocus Robust Source and Mask Optimization Using Sensitive Penalty


Abstract
:1. Introduction
2. DRSMO Modeling
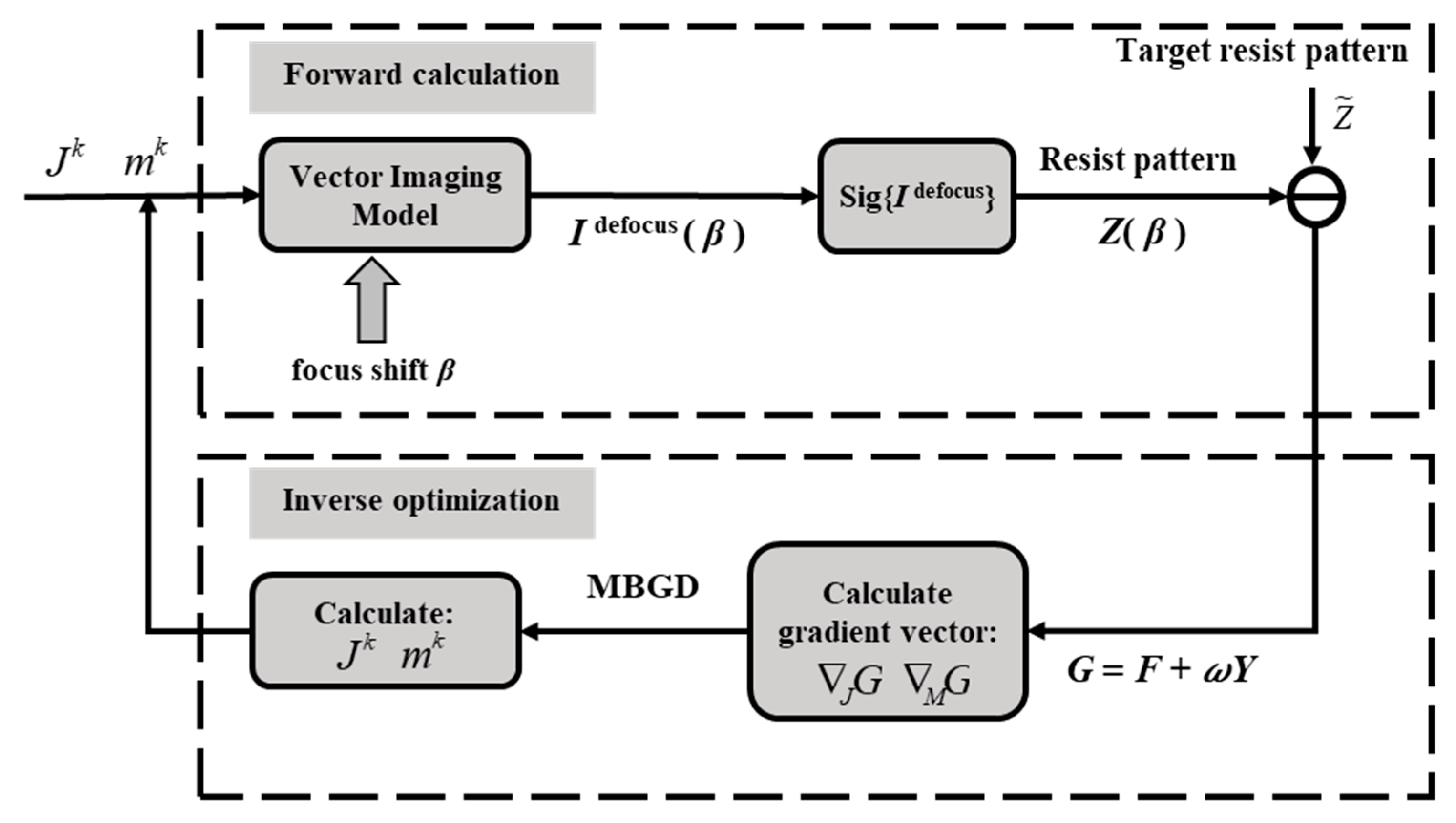
2.1. DRSMO Inverse Optimization Framework
2.2. DRSMO Optimization Algorithm
3. Simulation Results and Discussion
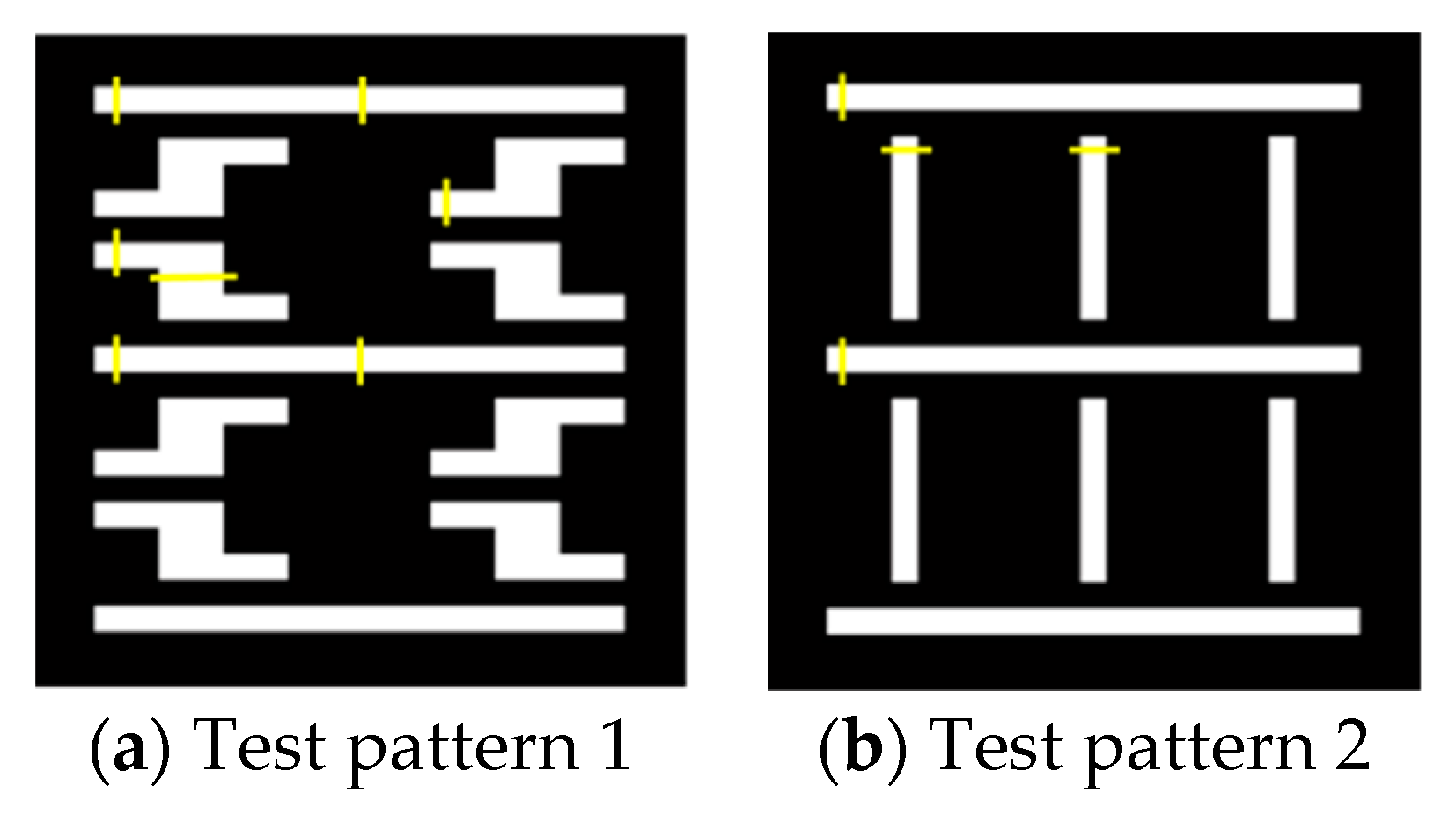
3.1. Simulation Conditions
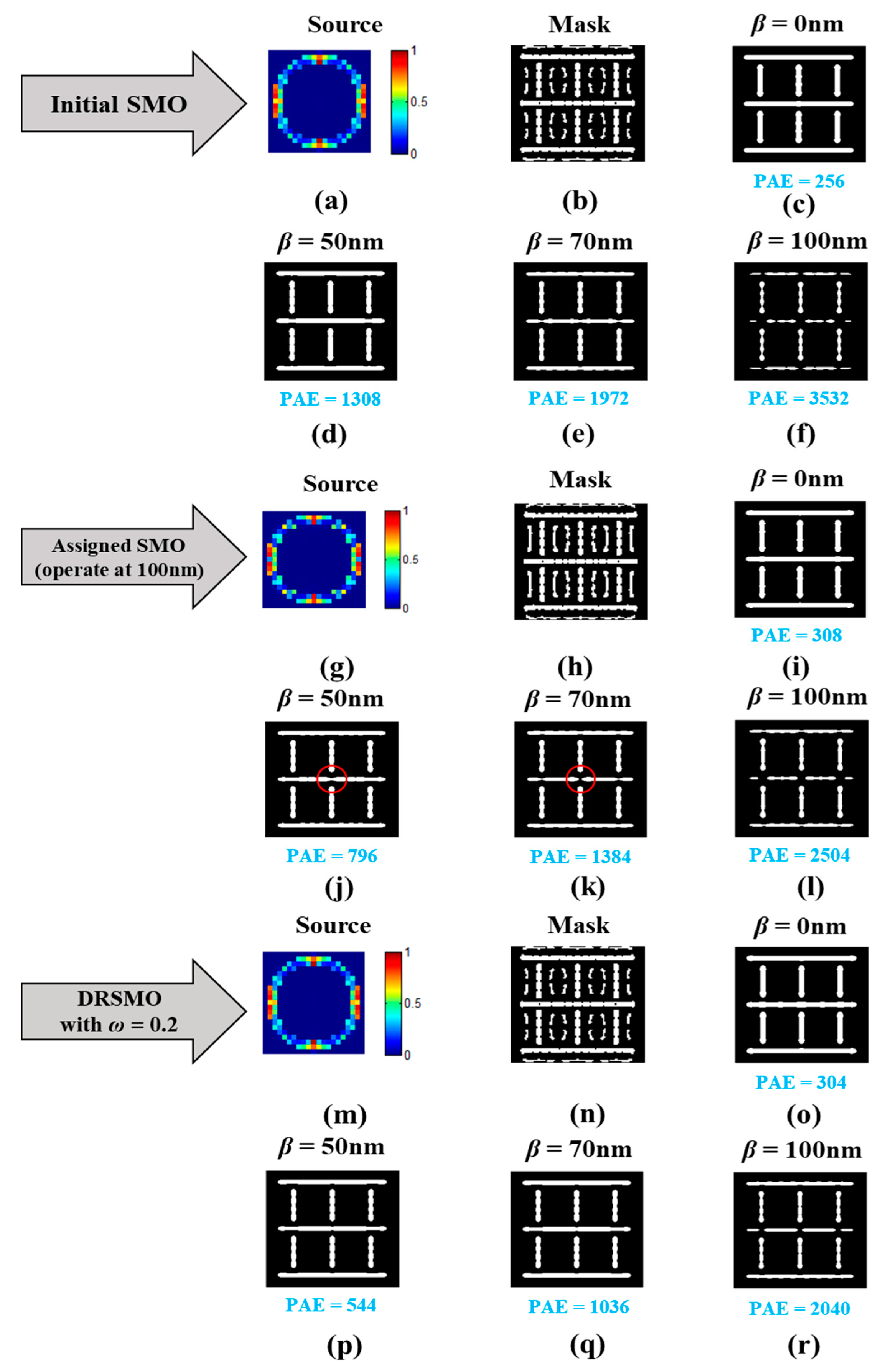
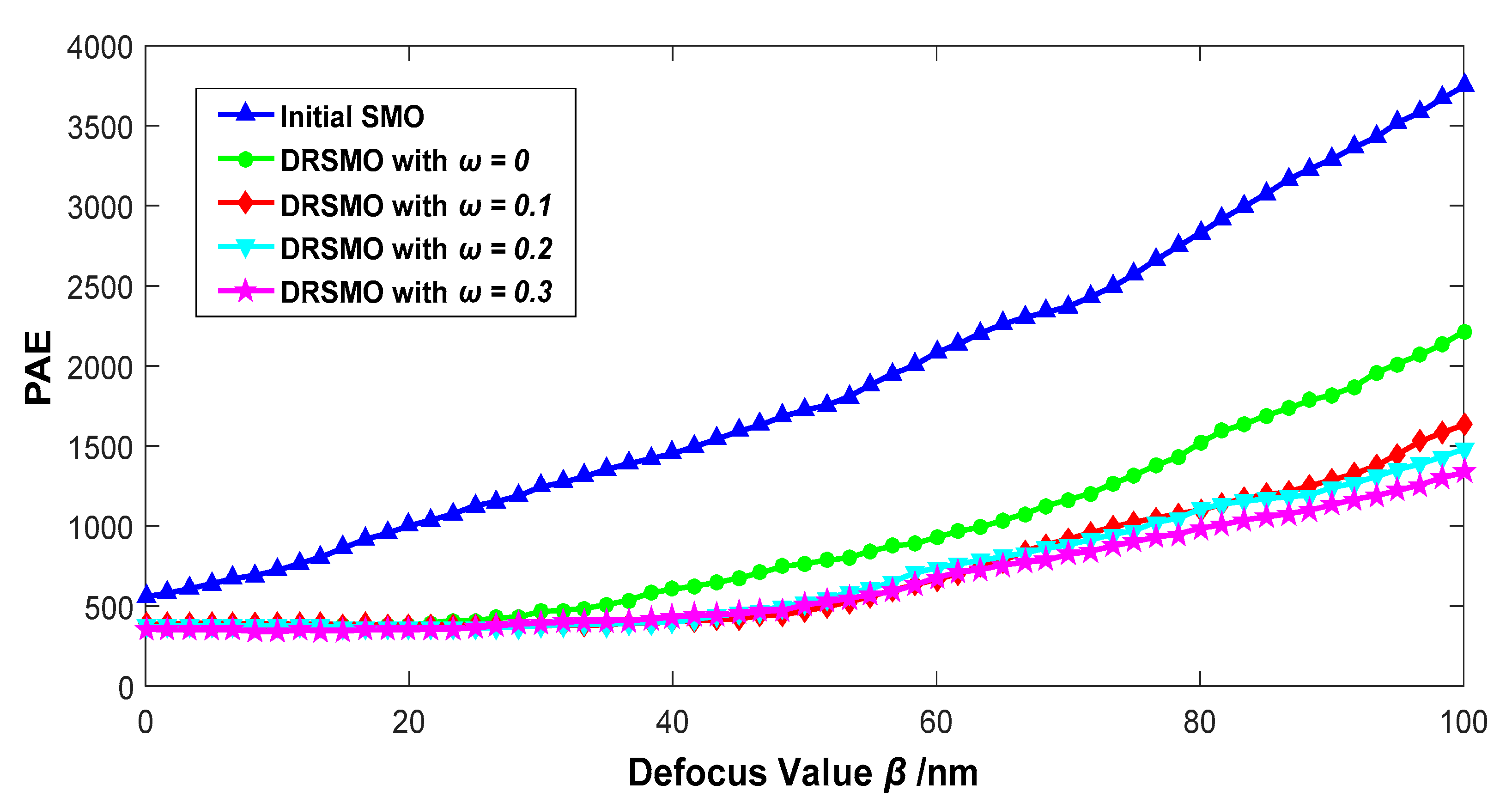
3.2. Optimization Results and Analysis
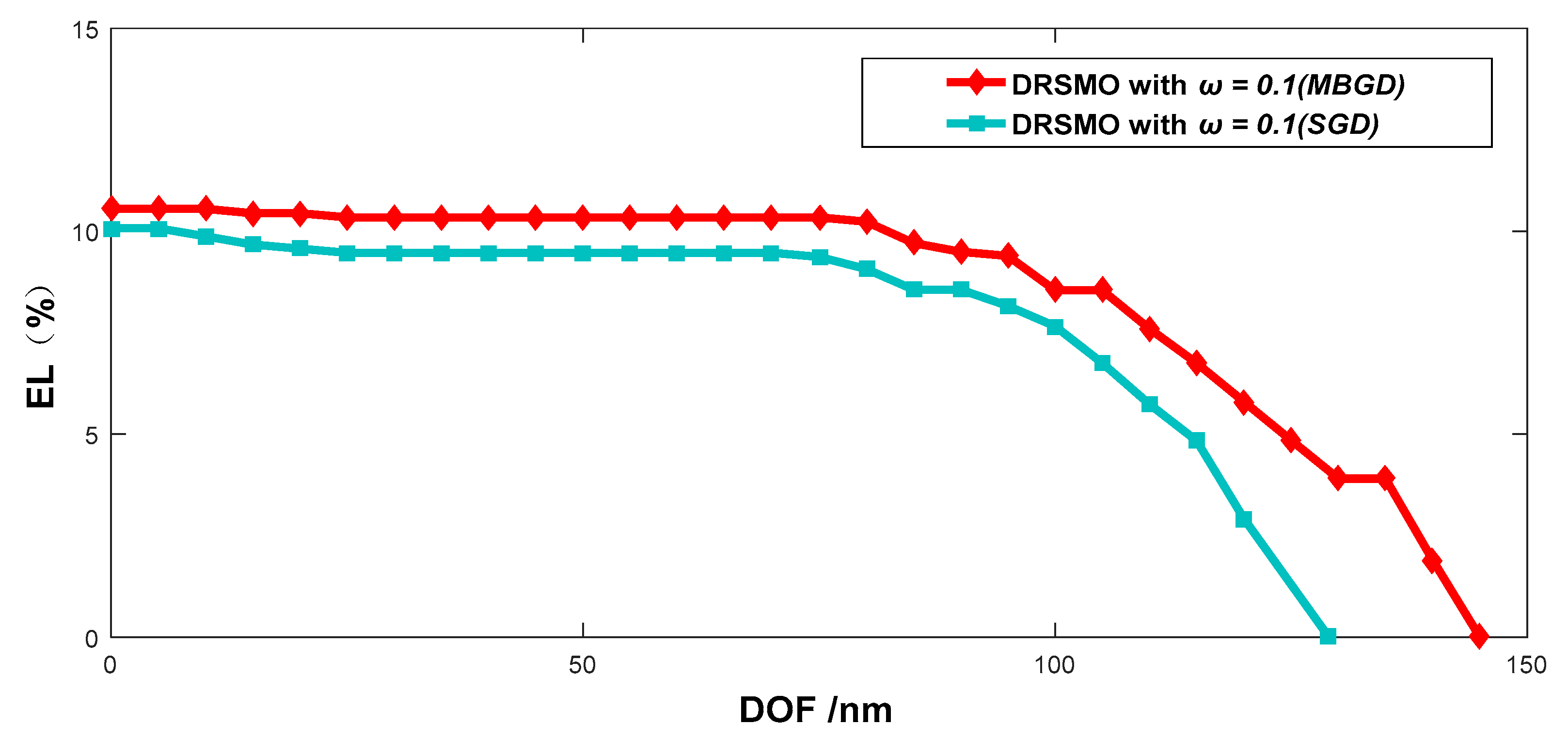
3.3. Comparison of SGD and MBGD Algorithm for DRSMO
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Appendix A
Appendix B
Appendix C
References
- Fujisawa, T.; Asano, M.; Sutani, T.; Inoue, S.; Yamada, H.; Sugamoto, J.; Okumura, K.; Hagiwara, T.; Oka, S. Wafer flatness for CD control in photolithography. In Proceedings of the SPIE’s 27th Annual International Symposium on Microlithography, Santa Clara, CA, USA, 3–8 March 2002; Volume 4691. [Google Scholar]
- Mao, Y.; Li, S.; Sun, G.; Wang, J.; Duan, L.; Bu, Y.; Wang, X. The thermal aberration analysis of a lithography projection lens. In Proceedings of the SPIE Advanced Lithography, San Jose, CA, USA, 26 February–2 March 2017; Volume 10147. [Google Scholar]
- Khounsary, A.M.; Chojnowski, D.; Mancini, D.C.; Lai, B.P.; Dejus, R.J. Thermal management of masks for deep x-ray lithography. In Proceedings of the Optical Science, Engineering and Instrumentation ’97, San Diego, CA, USA, 27 July–1 August 1997; Volume 3151. [Google Scholar]
- Azpiroz, J.T.; Rosenbluth, A.E. Impact of Sub-Wavelength Electromagnetic Diffraction in Optical Lithography for Semiconductor Chip Manufacturing; IEEE: New York, NY, USA, 2013. [Google Scholar]
- Rosenbluth, A.E.; Bukofsky, S.; Hibbs, M.; Lai, K.F.; Molless, A.; Singh, R.N.; Wong, A. Optimum mask and source patterns to print a given shape. In Optical Microlithography XIV, Pts 1 and 2; Progler, C.J., Ed.; Spie-Int Soc Optical Engineering: Bellingham, WA, USA, 2001; Volume 4346, pp. 486–502. [Google Scholar]
- Ma, X.; Arce, G.R. Pixel-based OPC optimization based on conjugate gradients. Opt. Express 2011, 19, 2165–2180. [Google Scholar] [CrossRef] [PubMed]
- Ma, X.; Arce, G.R. Pixel-based simultaneous source and mask optimization for resolution enhancement in optical lithography. Opt. Express 2009, 17, 5783–5793. [Google Scholar] [CrossRef] [PubMed]
- Ma, X.; Han, C.Y.; Li, Y.Q.; Dong, L.S.; Arce, G.R. Pixelated source and mask optimization for immersion lithography. J. Opt. Soc. Am. A-Opt. Image Sci. Vis. 2013, 30, 112–123. [Google Scholar] [CrossRef] [PubMed]
- Yu, J.C.; Yu, P.C. Gradient-Based Fast Source Mask Optimization (SMO). In Optical Microlithography XXIV; Dusa, M.V., Ed.; Spie-Int Soc Optical Engineering: Bellingham, WA, USA, 2011; Volume 7973. [Google Scholar]
- Yu, P.; Pan, D.Z.; Mack, C.A. Fast lithography simulation under focus variations for OPC and layout optimizations. In Design and Process Integration for Microelectronic Manufacturing IV; Wong, A.K.K., Singh, V.K., Eds.; Spie-Int Soc Optical Engineering: Bellingham, WA, USA, 2006; Volume 6156. [Google Scholar]
- Yu, P.; Shi, S.X.; Pan, D.Z. True process variation aware optical proximity correction with variational lithography modeling and model calibration. J. Micro-Nanolithogr. MEMS MOEMS 2007, 6, 574–576. [Google Scholar] [CrossRef]
- Guo, X.J.; Li, Y.Q.; Dong, L.S.; Liu, L.H.; Ma, X.; Han, C.Y. Parametric source-mask-numerical aperture co-optimization for immersion lithography. J. Micro-Nanolithogr. MEMS MOEMS 2014, 13, 043013. [Google Scholar] [CrossRef] [Green Version]
- Sheng, N.; Li, E.; Sun, Y.; Li, T.; Li, Y.; Wei, P.; Liu, L. Mitigating the Impact of Mask Absorber Error on Lithographic Performance by Lithography System Holistic Optimization. Appl. Sci. 2019, 9, 1275. [Google Scholar] [CrossRef]
- Peng, Y.; Zhang, J.Y.; Wang, Y.; Yu, Z.P. Gradient-Based Source and Mask Optimization in Optical Lithography. IEEE Trans. Image Process. 2011, 20, 2856–2864. [Google Scholar] [CrossRef] [PubMed]
- Ma, X.; Li, Y.Q.; Guo, X.J.; Dong, L.S. Robust Resolution Enhancement Optimization Methods to Process Variations based on Vector Imaging Model. In Optical Microlithography XXV, Pts 1and 2; Conley, W., Ed.; Spie-Int Soc Optical Engineering: Bellingham, WA, USA, 2012; Volume 8326. [Google Scholar]
- Ma, X.; Li, Y.Q.; Guo, X.J.; Dong, L.S.; Arce, G.R. Vectorial mask optimization methods for robust optical lithography. J. Micro-Nanolithogr. MEMS MOEMS 2012, 11, 043008. [Google Scholar] [CrossRef]
- Jia, N.; Lam, E.Y. Machine learning for inverse lithography: Using stochastic gradient descent for robust photomask synthesis. J. Opt. 2010, 12. [Google Scholar] [CrossRef]
- Jia, N.N.; Lam, E.Y. Pixelated source mask optimization for process robustness in optical lithography. Opt. Express 2011, 19, 19384–19398. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Jia, N.N.; Wong, A.K.; Lam, E.Y. Robust Mask Design with Defocus Variation Using Inverse Synthesis. In Lithography Asia 2008; Chen, A.C., Lin, B., Yen, A., Eds.; Spie-Int Soc Optical Engineering: Bellingham, WA, USA, 2008; Volume 7140. [Google Scholar]
- Li, S.K.; Wang, X.Z.; Bu, Y. Robust pixel-based source and mask optimization for inverse lithography. Opt. Laser Technol. 2013, 45, 285–293. [Google Scholar] [CrossRef]
- Shen, Y.J.; Jia, N.N.; Wong, N.; Lam, E.Y. Robust level-set-based inverse lithography. Opt. Express 2011, 19, 5511–5521. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Gallatin, G.M. High-numerical-aperture scalar imaging. Appl. Opt. 2001, 40, 4958–4964. [Google Scholar] [CrossRef] [PubMed]
- Mack, C. Fundamental Principles of Optical Lithography: The Science of Microfabrication; Wiley: Hoboken, NJ, USA, 2007; pp. 265–276. [Google Scholar]
- Ma, X.; Arce, G. Binary mask optimization for inverse lithography with partially coherent illumination. J. Opt. Soc. Am. A-Opt. Image Sci. Vis. 2008, 25, 2960–2970. [Google Scholar] [CrossRef] [PubMed]
- Han, C.Y.; Li, Y.Q.; Ma, X.; Liu, L.H. Robust hybrid source and mask optimization to lithography source blur and flare. Appl. Opt. 2015, 54, 5291–5302. [Google Scholar] [CrossRef] [PubMed]
- Li, T.; Li, Y.Q. Lithographic Source and Mask Optimization with Low Aberration Sensitivity. IEEE Trans. Nanotechnol. 2017, 16, 1099–1105. [Google Scholar] [CrossRef]
- Li, M.; Zhang, T.; Chen, Y.; Smola, A.J. Efficient mini-batch training for stochastic optimization. In Proceedings of the 20th ACM SIGKDD International Conference on Knowledge Discovery and Data Mining—KDD ’14, New York, NY, USA, 24–27 August 2014; pp. 661–670. [Google Scholar]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| SGD procedure |
| 1. Initialization: Assign the starting source parameter , mask parameter , the source step size , the mask step size , the upper limit iteration number 2. Optimization: Simultaneously update the source and mask patterns: While Calculate the generate , , respectively; Update the source and mask parameters end 3. Output: the optimized source and mask parameters. |
| MBGD procedure |
| 1. Initialization: Assign the starting source parameter mask parameter , the source step size , the mask step size , the upper limit iteration number , the batch number 2. Optimization: Simultaneously update the source and mask patterns: While Random generate a set of the defocus values Calculate the corresponding gradient of cost function , respectively; Update the source and mask parameters end 3. Output: the optimized source and mask parameters. |
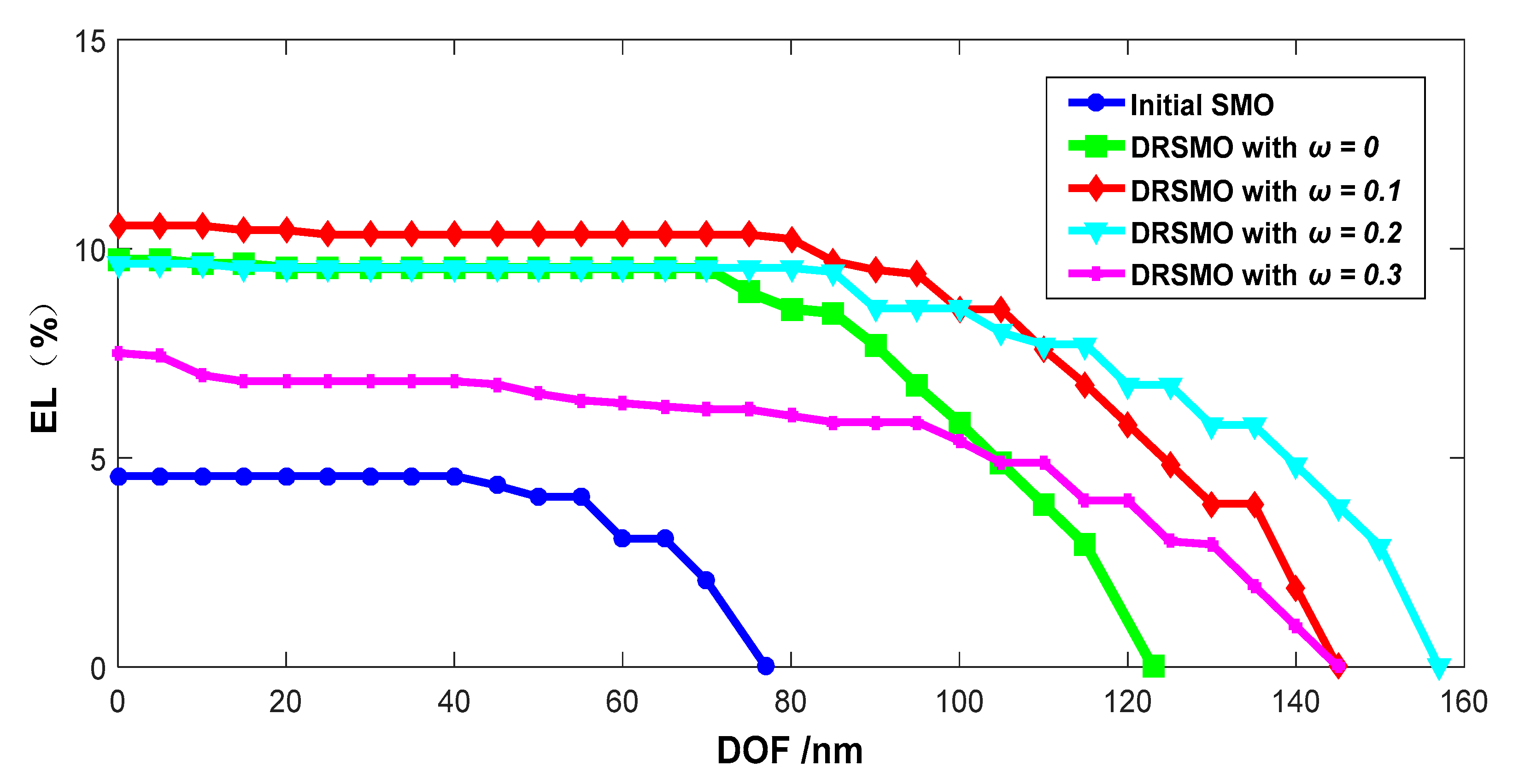
| Method | Sβ | DOF (EL = 5%) | DOF (EL = 8%) |
|---|---|---|---|
| Initial SMO | 56.1 | 0 | 0 |
| DRSMO (ω = 0) | 36.6 | 102 | 87 |
| DRSMO (ω = 0.1) | 25.5 | 122 | 107 |
| DRSMO (ω = 0.2) | 23.8 | 138 | 105 |
| DRSMO (ω = 0.3) | 20.5 | 102 | 0 |
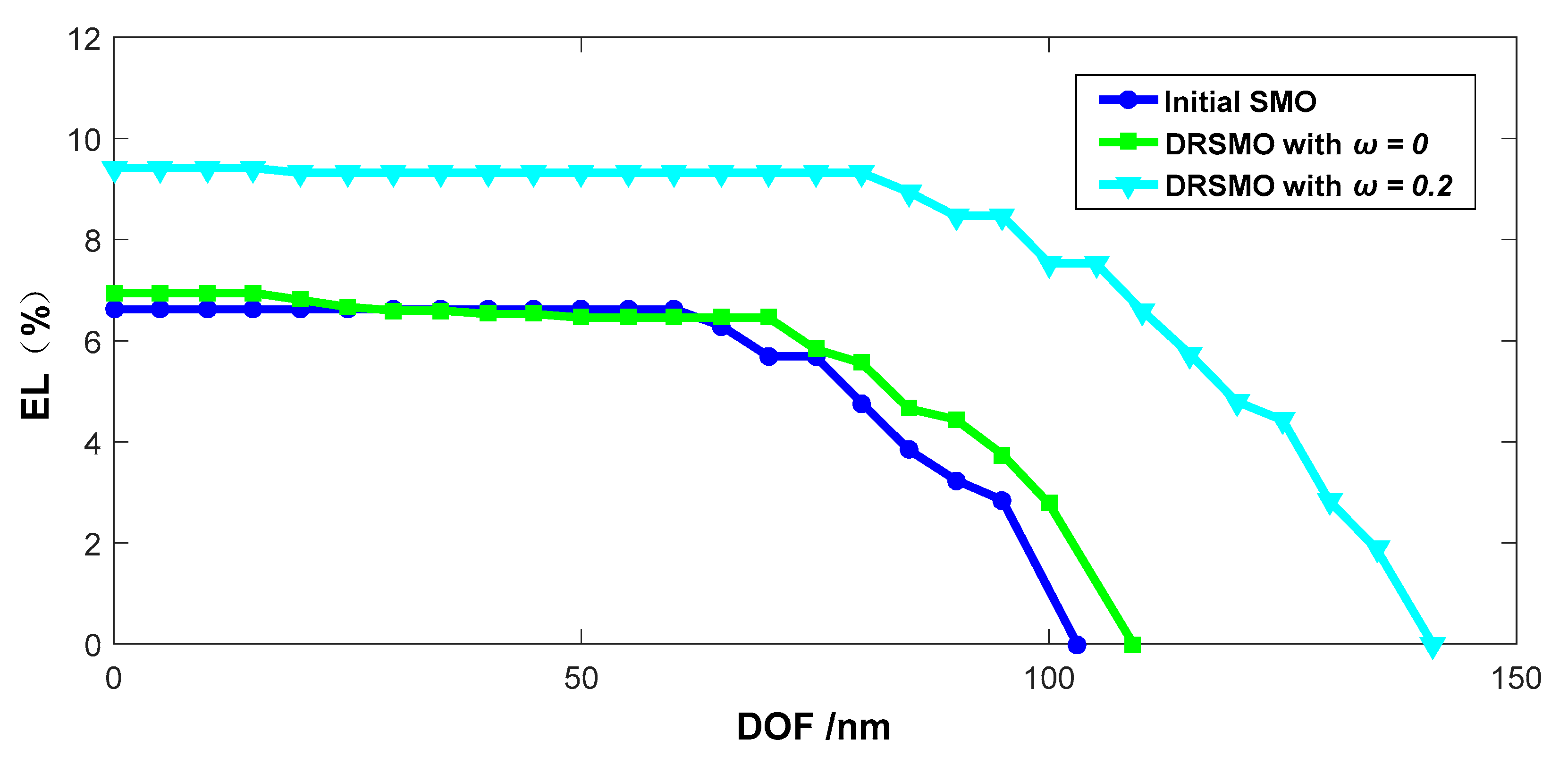
| Method | Sβ | DOF (EL = 5%) | DOF (EL = 8%) |
|---|---|---|---|
| Initial SMO | 54.2 | 77 | 0 |
| DRSMO (ω = 0) | 40.3 | 82 | 0 |
| DRSMO (ω = 0.2) | 32.6 | 119 | 97 |
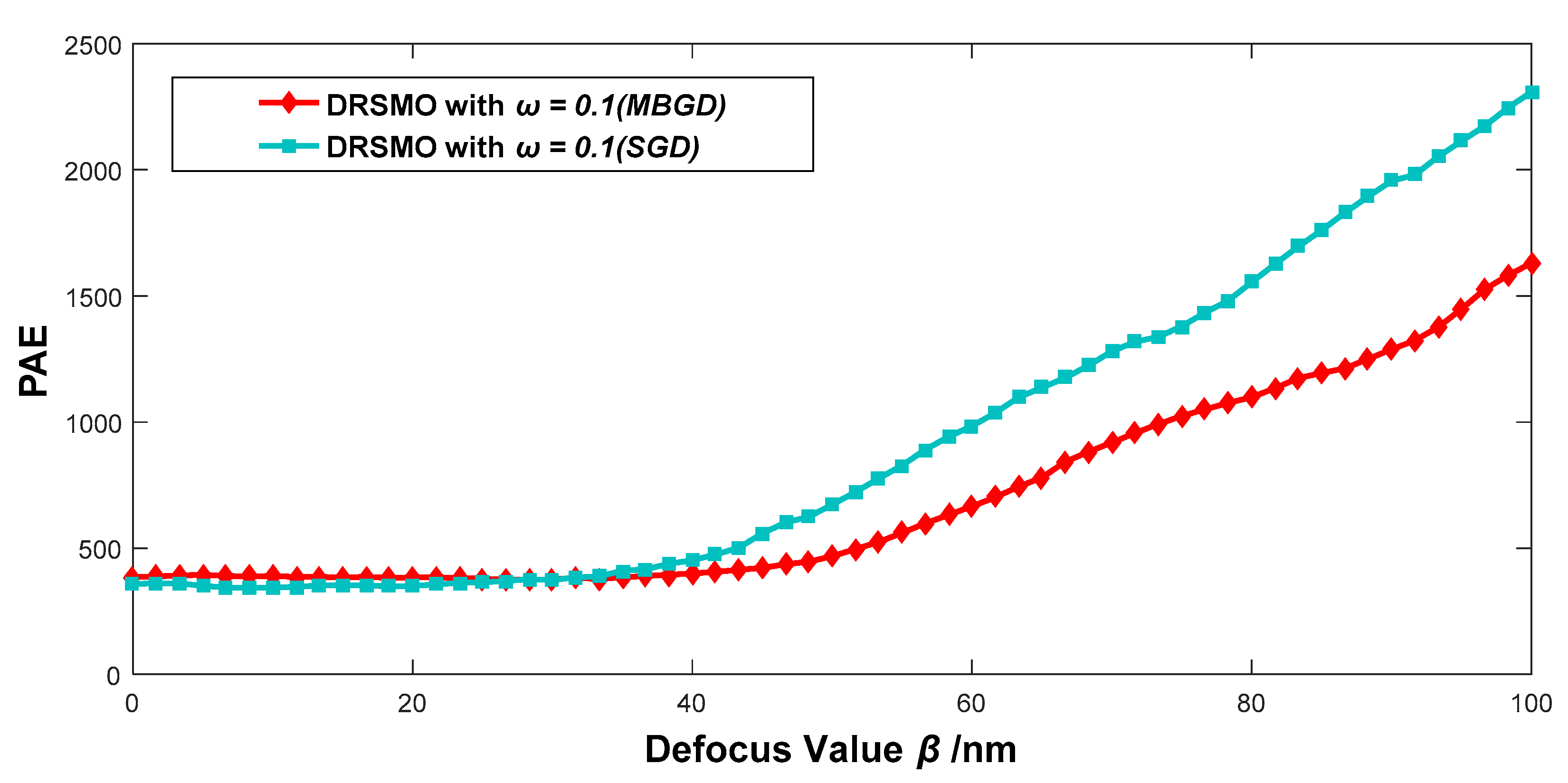
| Algorithm | Sβ | DOF (EL = 5%) | DOF (EL = 8%) | Run Time | |
|---|---|---|---|---|---|
| DRSMO (ω = 0.1) | MBGD | 25.5 | 122 | 107 | 22,072.7 |
| SGD | 34.3 | 111 | 92 | 14,846.5 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wei, P.; Li, Y.; Li, T.; Sheng, N.; Li, E.; Sun, Y. Multi-Objective Defocus Robust Source and Mask Optimization Using Sensitive Penalty. Appl. Sci. 2019, 9, 2151. https://doi.org/10.3390/app9102151
Wei P, Li Y, Li T, Sheng N, Li E, Sun Y. Multi-Objective Defocus Robust Source and Mask Optimization Using Sensitive Penalty. Applied Sciences. 2019; 9(10):2151. https://doi.org/10.3390/app9102151
Chicago/Turabian StyleWei, Pengzhi, Yanqiu Li, Tie Li, Naiyuan Sheng, Enze Li, and Yiyu Sun. 2019. "Multi-Objective Defocus Robust Source and Mask Optimization Using Sensitive Penalty" Applied Sciences 9, no. 10: 2151. https://doi.org/10.3390/app9102151
APA StyleWei, P., Li, Y., Li, T., Sheng, N., Li, E., & Sun, Y. (2019). Multi-Objective Defocus Robust Source and Mask Optimization Using Sensitive Penalty. Applied Sciences, 9(10), 2151. https://doi.org/10.3390/app9102151