Development of Operator Theory in the Capacity Adjustment of Job Shop Manufacturing Systems


Abstract
:1. Introduction
1.1. Related Research
1.2. Research Work
2. Mathematical Preliminaries
- 1.
- it is input–output stable, i.e., , and if;
- 2.
- the norm is well defined and finite, i.e., .
- for the projection: (causal)it has for all and all ;
- there exists an operator such that is input–output stable; (stabilizable)
- P is stabilizable and . (unimodular)
- 1.
- D is causal, invertible and holds on , and:
- 2.
- for the unimodular operator , the Bezout identity is:
3. Mathematical Model
4. Capacity Control
4.1. Decoupling Control
4.2. RRCF Control
4.3. Tracking Control
5. Case Study
5.1. Simulations for Constant Demands
5.2. Simulations for Stochastic Demands
6. Conclusions and Outlook
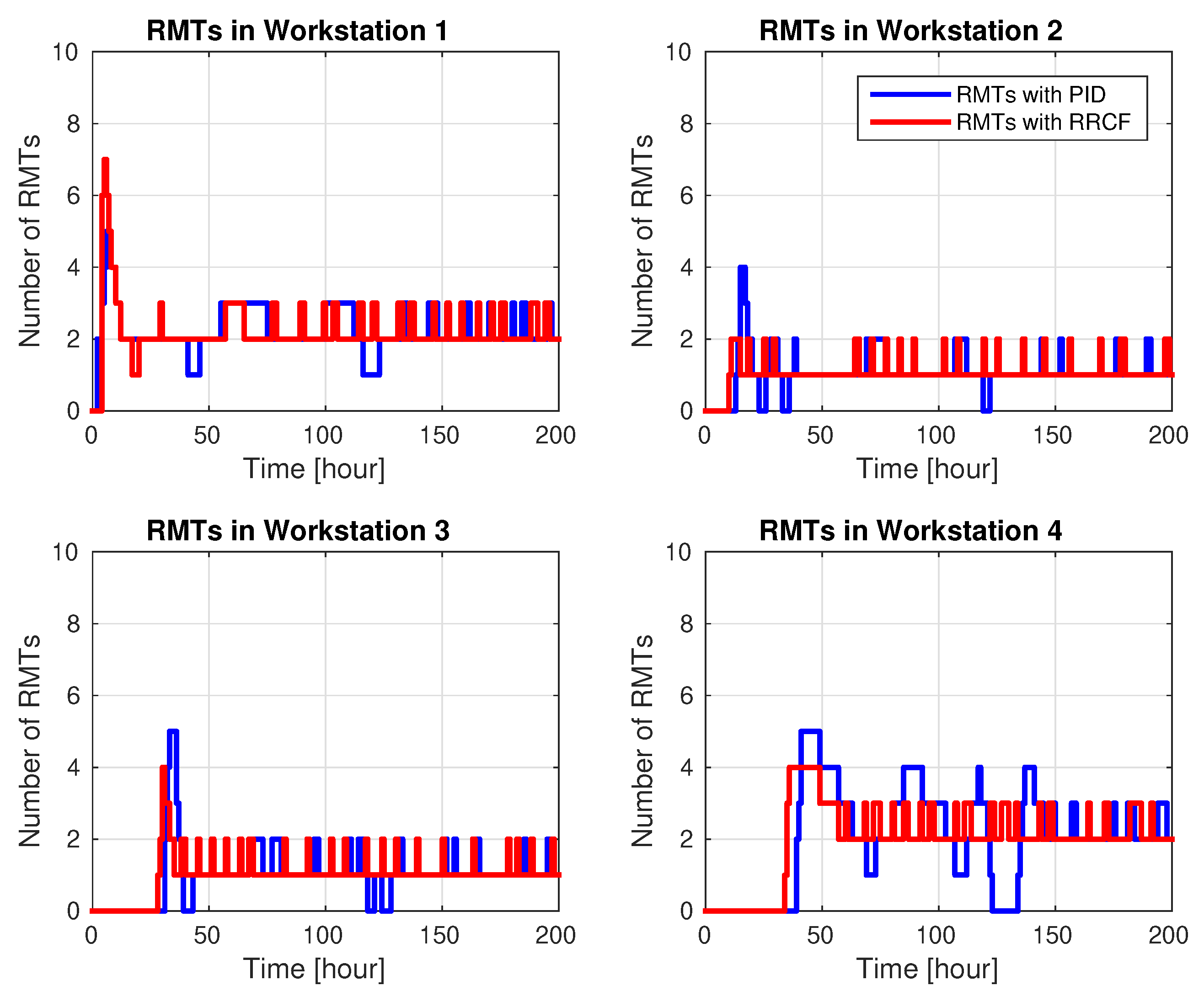
- The proposed RRCF capacity control method can deal with the constant demands and solve bottlenecks to ensure practical stability of the system in the WIP levels of all workstations and the output rates of all products. Additionally, compared to the PID method, the RRCF showed better transient and steady state performances, with shorter settling times and lower overshoots.
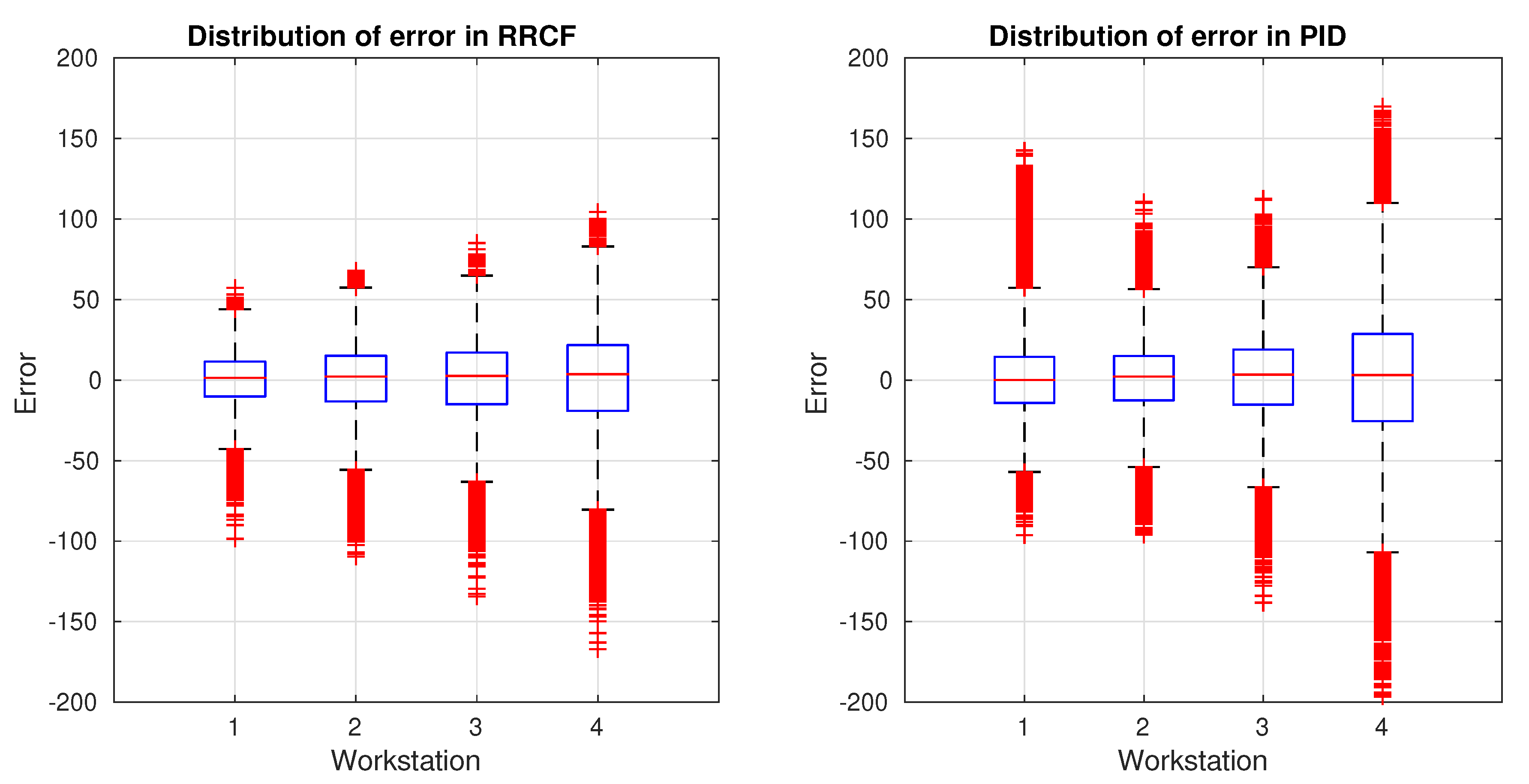
- For the stochastic demands, Monte Carlo simulation was utilized to evaluate the robustness of these two control systems. The simulation results illustrated that RRCF was more robust than PID with less mean and standard deviation of the absolute errors between planned and current WIP levels.
- The simulation results also supported the applicability and effectiveness of the proposed capacity control approach by integrating of RMTs with the RRCF method.
- As this capacity control approach is in a decentralized architecture, it also can be used in large-scale job shop systems.
- The mathematical model can be further extended and integrated with more performance indicators, e.g., backlog and inventory for more complex problems with various perspectives.
- The proposed capacity control approach is designed from the customer perspective. Another work can be to develop an effective reconfiguration rule to optimize the performance, at the same time satisfying the demands.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Landers, R.G.; Min, B.K.; Koren, Y. Reconfigurable machine tools. CIRP Ann. Manuf. Technol. 2001, 50, 269–274. [Google Scholar] [CrossRef]
- Huang, G.Q.; Zhang, Y.; Jiang, P. RFID-based wireless manufacturing for real-time management of job shop WIP inventories. Int. J. Adv. Manuf. Technol. 2008, 36, 752–764. [Google Scholar] [CrossRef]
- Atzori, L.; Iera, A.; Morabito, G. The Internet of Things: A survey. Comput. Netw. 2010, 54, 2787–2805. [Google Scholar] [CrossRef]
- Almada-Lobo, F. The industry 4.0 revolution and the future of manufacturing execution systems (MES). J. Innov. Manag. 2015, 3, 16–21. [Google Scholar] [CrossRef]
- Georgiadis, P.; Michaloudis, C. Real-time production planning and control system for job-shop manufacturing: A system dynamics analysis. Eur. J. Oper. Res. 2012, 216, 94–104. [Google Scholar] [CrossRef]
- Wang, M.F.; Rosenshine, M. Scheduling for a combination of made-to-stock and made-to-order jobs in a job shop. Int. J. Prod. Res. 1983, 21, 607–616. [Google Scholar] [CrossRef]
- Freitag, M.; Hildebrandt, T. Automatic design of scheduling rules for complex manufacturing systems by multi-objective simulation-based optimization. CIRP Ann. Manuf. Technol. 2016, 65, 433–436. [Google Scholar] [CrossRef]
- Shen, L.; Dauzère-Pérès, S.; Neufeld, J.S. Solving the flexible job shop scheduling problem with sequence-dependent setup times. Eur. J. Oper. Res. 2018, 265, 503–516. [Google Scholar] [CrossRef]
- Lu, P.H.; Wu, M.C.; Tan, H.; Peng, Y.H.; Chen, C.F. A genetic algorithm embedded with a concise chromosome representation for distributed and flexible job-shop scheduling problems. J. Intell. Manuf. 2015, 29, 1–16. [Google Scholar] [CrossRef]
- Park, J.; Mei, Y.; Nguyen, S.; Chen, G.; Zhang, M. An investigation of ensemble combination schemes for genetic programming based hyper-heuristic approaches to dynamic job shop scheduling. Appl. Soft Comput. J. 2018, 63, 72–86. [Google Scholar] [CrossRef]
- Nouiri, M.; Bekrar, A.; Jemai, A.; Niar, S.; Ammari, A.C. An effective and distributed particle swarm optimization algorithm for flexible job-shop scheduling problem. J. Intell. Manuf. 2018, 29, 603–615. [Google Scholar] [CrossRef]
- Scholz-Reiter, B.; Lappe, D.; Grundstein, S. Capacity adjustment based on reconfigurable machine tools—Harmonising throughput time in job-shop manufacturing. CIRP Ann. Manuf. Technol. 2015, 64, 403–406. [Google Scholar] [CrossRef]
- Kim, J.H.; Duffie, N.A. Design and analysis of closed-loop capacity control for a multi-workstation production system. CIRP Ann. Manuf. Technol. 2005, 54, 455–458. [Google Scholar] [CrossRef]
- Liu, P.; Zhang, Q.; Pannek, J. Capacity adjustment of job shop manufacturing systems with RMTs. In Proceedings of the 10th International Conference on Software, Knowledge, Information Management & Applications (SKIMA), Chengdu, China, 15–17 December 2016. [Google Scholar] [CrossRef]
- Zhang, Q.; Liu, P.; Pannek, J. Modeling and predictive capacity adjustment for job shop systems with RMTs. In Proceedings of the 25th Mediterranean Conference on Control and Automation, Valletta, Malta, 3–6 July 2017. [Google Scholar] [CrossRef]
- Chen, G.; Han, Z. Robust right coprime factorization and robust stabilization of nonlinear feedback control systems. IEEE Trans. Automat. Control 1998, 43, 1505–1509. [Google Scholar] [CrossRef]
- de Figueiredo, R.J.P.; Chen, G. Nonlinear Feedback Control Systems: An Operator Theory Approach; Academic Press Professional, Inc.: San Diego, CA, USA, 1993. [Google Scholar]
- Deng, M. Operator-based Nonlinear Control Systems: Design and Applications; John Wiley & Sons: Hoboken, NJ, USA, 2014. [Google Scholar]
- Wen, S.; Deng, M.; Ohno, Y.; Wang, D. Operator-based robust right coprime factorization design for planar gantry crane. In Proceedings of the IEEE International Conference on Mechatronics and Automation, Xi’an, China, 4–7 August 2010; pp. 1–5. [Google Scholar] [CrossRef]
- Bi, S.; Deng, M. Operator-based robust control design for nonlinear plants with perturbation. Int. J. Control 2011, 84, 815–821. [Google Scholar] [CrossRef]
- Bu, N.; Deng, M. System design for nonlinear plants using operator-based robust right coprime factorization and isomorphism. IEEE Trans. Automat. Control 2011, 56, 952–957. [Google Scholar] [CrossRef]
- Wen, S.; Deng, M.; Inoue, A. Operator-based robust non-linear control for gantry crane system with soft measurement of swing angle. Int. J. Model. Identif. Control 2012, 16, 86–96. [Google Scholar] [CrossRef]
- Wen, S.; Liu, P.; Wang, D. Optimal tracking control for a peltier refrigeration system based on PSO. In Proceedings of the International Conference on Advanced Mechatronic Systems, Kumamoto, Japan, 10–12 August 2014; pp. 567–571. [Google Scholar] [CrossRef]
- Deng, M.; Inoue, A.; Ishikawa, K. Operator-based nonlinear feedback control design using robust right coprime factorization. IEEE Trans. Automat. Control 2006, 51, 645–648. [Google Scholar] [CrossRef]
- Deng, M.; Inoue, A.; Edahiro, K. Fault detection in a thermal process control system with input constraints using a robust right coprime factorization approach. Proc. Inst. Mech. Eng. Part J. Syst. Control Eng. 2007, 221, 819–831. [Google Scholar] [CrossRef]
- Deng, M.; Inoue, A. Networked non-linear control for an aluminum plate thermal process with time-delays. Int. J. Syst. Sci. 2008, 39, 1075–1080. [Google Scholar] [CrossRef]
- Bi, S.; Deng, M.; Wen, S. Operator-based output tracking control for non-linear uncertain systems with unknown time-varying delays. IET Control Theory Appl. 2011, 5, 693–699. [Google Scholar] [CrossRef]
- Deng, M.; Bi, S. Operator-based robust nonlinear control system design for MIMO nonlinear plants with unknown coupling effects. Int. J. Control 2010, 83, 1939–1946. [Google Scholar] [CrossRef]
- Bi, S.; Xiao, Y.; Fan, X. Operator-based robust decoupling control for MIMO nonlinear systems. In Proceedings of the 11th World Congress on Intelligent Control and Automation, Shenyang, China, 29 June–4 July 2014; pp. 2602–2606. [Google Scholar] [CrossRef]
- Lödding, H.; Yu, K.W.; Wiendahl, H.P. Decentralized WIP-oriented manufacturing control (DEWIP). Prod. Plan. Control 2003, 14, 42–54. [Google Scholar] [CrossRef]
- Liu, P.; Pannek, J. Operator-based capacity control of job shop manufacturing systems with RMTs. In Dynamics in Logistics; Springer: Cham, Switzerland, 2018; pp. 264–272. [Google Scholar] [CrossRef]
- Liu, P.; Chinges, U.; Zhang, Q.; Pannek, J. Capacity control in disturbed and time-delayed job shop manufacturing systems with RMTs. IFAC-PapersOnLine 2018, 51, 807–812. [Google Scholar] [CrossRef]
- López de Lacalle, L.N.; Lamikiz, A.; Salgado, M.A.; Herranz, S.; Rivero, A. Process planning for reliable high-speed machining of moulds. Int. J. Prod. Res. 2002, 40, 2789–2809. [Google Scholar] [CrossRef]
- López De Lacalle, L.N.; Lamikiz, A.; Muñoa, J.; Sánchez, J.A. The CAM as the centre of gravity of the five-axis high speed milling of complex parts. Int. J. Prod. Res. 2005, 43, 1983–1999. [Google Scholar] [CrossRef]
- Grüne, L.; Pannek, J. Nonlinear Model Predictive Control: Theory and Algorithms; Springer International Publishing: Cham, Switzerland, 2017. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Variable | Description |
|---|---|
| Orders input rate from workstation k to workstation j for | |
| Orders input rate of workstation | |
| Orders output rate of workstation j to workstation k for | |
| Orders output rate of workstation | |
| Input signal of workstation , which is equal to the number of RMTs | |
| Output signal of workstation , which is the WIP level of the workstation | |
| Current capacity of workstation | |
| Maximum capacity of workstation | |
| Flow probability that the output orders from workstation j to workstation k for | |
| Number of RMTs in the system | |
| Number of RMTs in workstation | |
| Number of DMTs in workstation | |
| Production rate of DMTs in workstation | |
| Production rate of RMTs in workstation | |
| Disturbances in workstation | |
| Reconfiguration delay | |
| Transportation delay | |
| n | Number of workstations in the system |
| Number of Workstation | 1 | 2 | 3 | 4 |
|---|---|---|---|---|
| Initial WIP level | 400 | 400 | 300 | 200 |
| Planned WIP level | 240 | 400 | 400 | 240 |
| Number of DMTs | 4 | 2 | 2 | 4 |
| Production rate of DMTs | 20 | 40 | 40 | 20 |
| Production rate of RMTs | 10 | 20 | 20 | 10 |
| Controller | PID | RRCF | ||||||
|---|---|---|---|---|---|---|---|---|
| Workstation | 1 | 2 | 3 | 4 | 1 | 2 | 3 | 4 |
| 2.20 | 1.10 | 1.10 | 2.19 | 2.20 | 1.10 | 1.11 | 2.19 | |
| 0.56 | 0.54 | 0.63 | 0.97 | 1.12 | 0.76 | 0.86 | 1.96 | |
| 17.58 | 17.00 | 21.26 | 32.76 | 13.11 | 17.33 | 19.48 | 24.58 | |
| 14.41 | 13.46 | 17.00 | 25.56 | 10.28 | 13.71 | 15.25 | 19.03 | |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, P.; Zhang, Q.; Pannek, J. Development of Operator Theory in the Capacity Adjustment of Job Shop Manufacturing Systems. Appl. Sci. 2019, 9, 2249. https://doi.org/10.3390/app9112249
Liu P, Zhang Q, Pannek J. Development of Operator Theory in the Capacity Adjustment of Job Shop Manufacturing Systems. Applied Sciences. 2019; 9(11):2249. https://doi.org/10.3390/app9112249
Chicago/Turabian StyleLiu, Ping, Qiang Zhang, and Jürgen Pannek. 2019. "Development of Operator Theory in the Capacity Adjustment of Job Shop Manufacturing Systems" Applied Sciences 9, no. 11: 2249. https://doi.org/10.3390/app9112249
APA StyleLiu, P., Zhang, Q., & Pannek, J. (2019). Development of Operator Theory in the Capacity Adjustment of Job Shop Manufacturing Systems. Applied Sciences, 9(11), 2249. https://doi.org/10.3390/app9112249