Computer Aided Design to Produce High-Detail Models through Low Cost Digital Fabrication for the Conservation of Aerospace Heritage

 ,
,  ,
,
Abstract
:1. Introduction
1.1. Replicas for Aerospace Industrial Heritage
1.2. Scale Models: Architecture vs. Engineering
- Soft model: Modeled by hand and allow exploration, and evaluate the size, proportion, and shape of concepts and ideas.
- Hard model: Usually made of wood, plastic, metal, or dense foam. It is not technically functional, but it is presented as a replica very close to the final design.
- Presentation model: With every detail of composition, in which the components have been simplified to save time.
- Prototype: High quality and functionality produced to exhibit a design solution.
1.3. Collaborative Working Environment in Engineering
2. Materials and Methods
2.1. PHI Instrument and Solar Orbiter Mission
2.2. Case Study Procedure
2.3. Materials
2.3.1. Collaborative CAD Software
2.3.2. Manufacture Means
2.3.3. Materials for the Manufacture of the SO/PHI HDM
3. Results
3.1. Re-Engineering of the Original 3D Model
3.1.1. Identification and Organization of Sub-Assemblies
3.1.2. Analysis of the Digital Files
3.1.3. Digital Model Repair
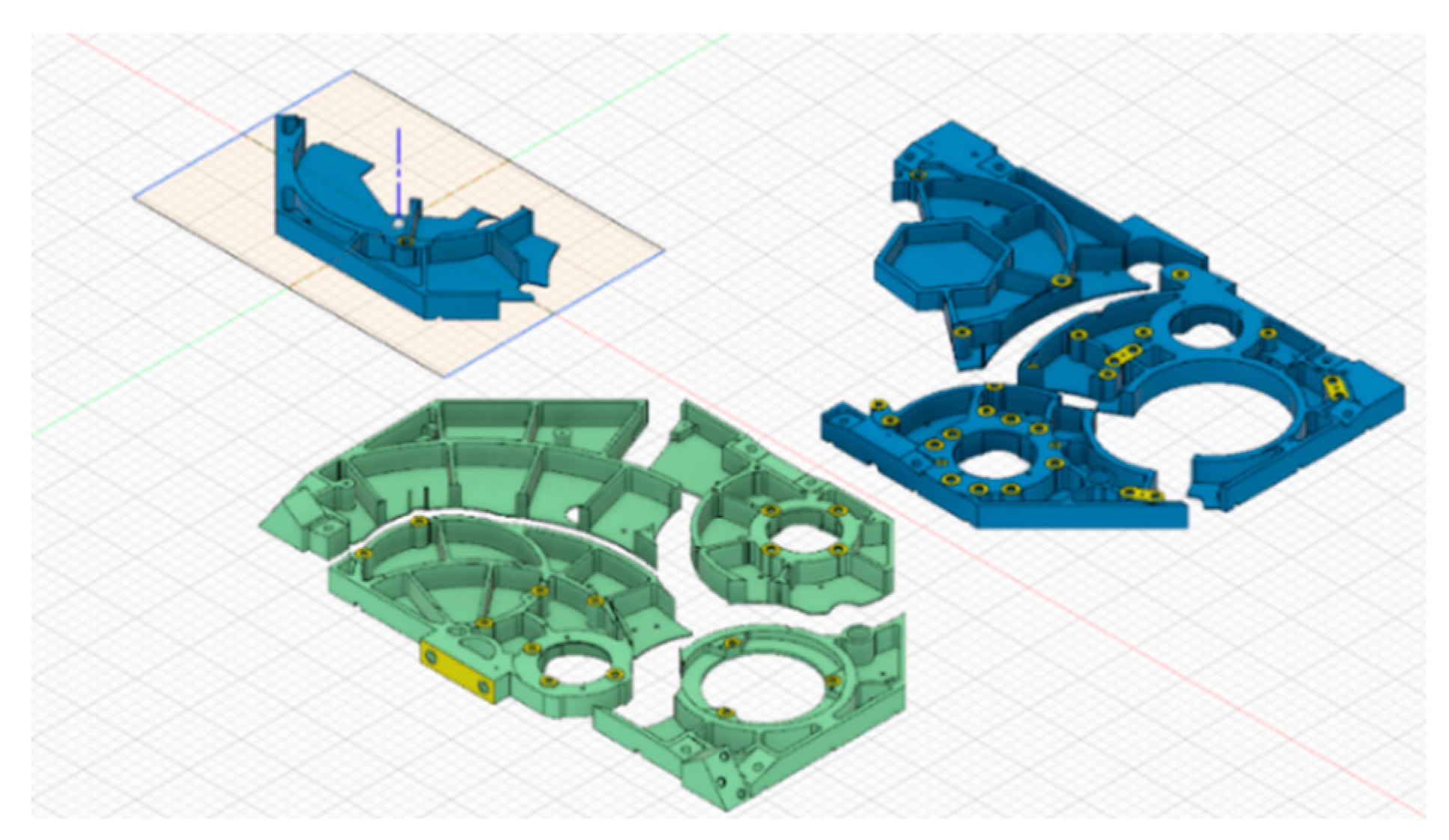
3.1.4. Digital Model Restructuration to Optimize Their Manufacturing
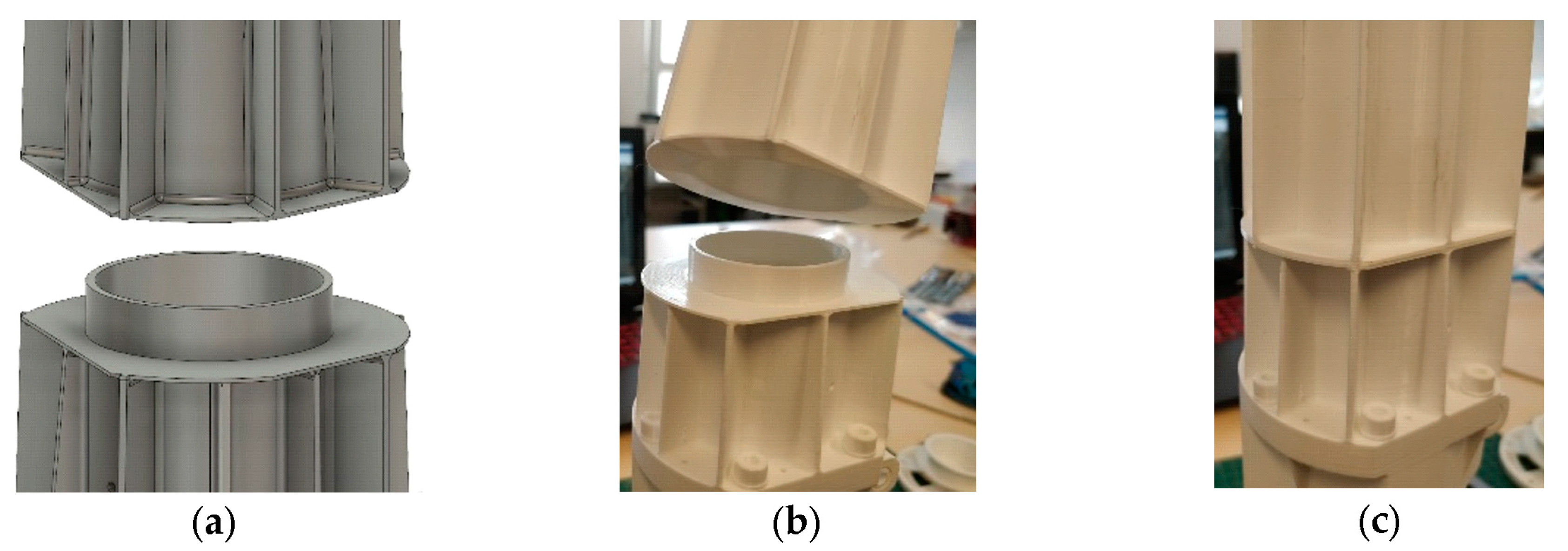
3.1.5. Adaptation of the Models to the Means of Manufacturing
3.1.6. Pre-Allocation of the Digital Models to the Manufacturing Means
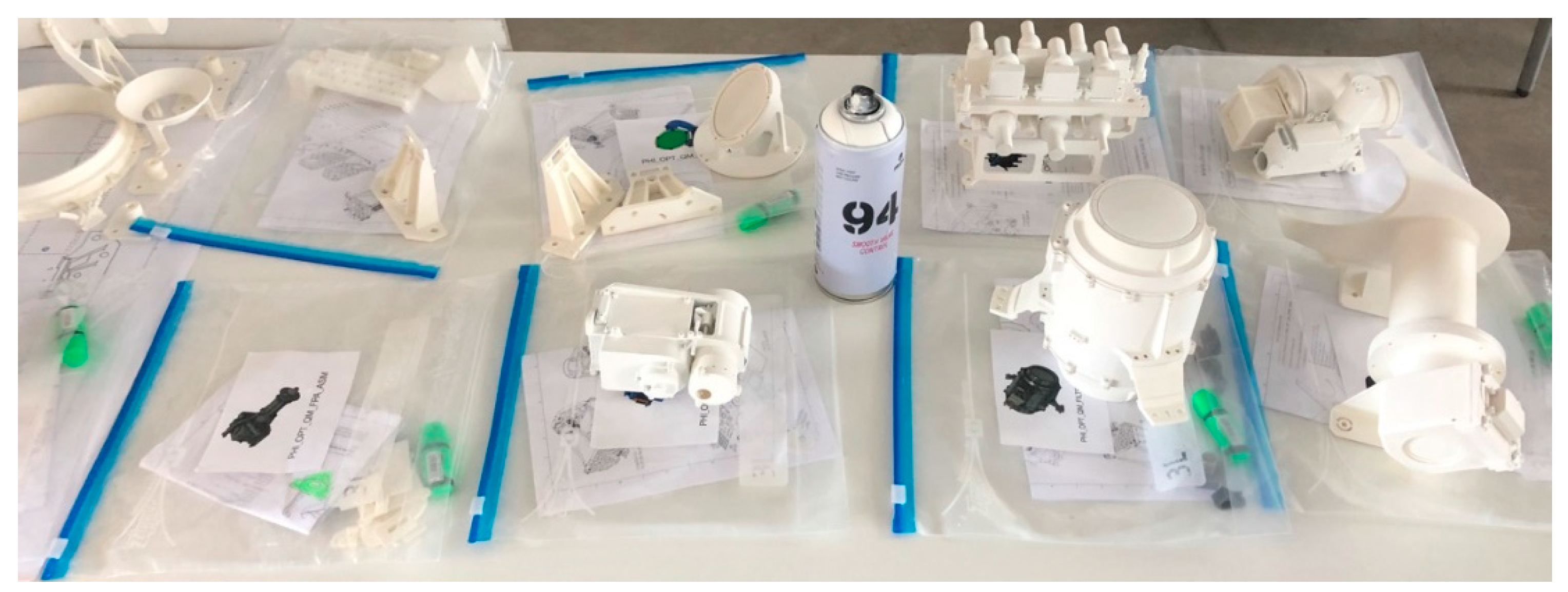
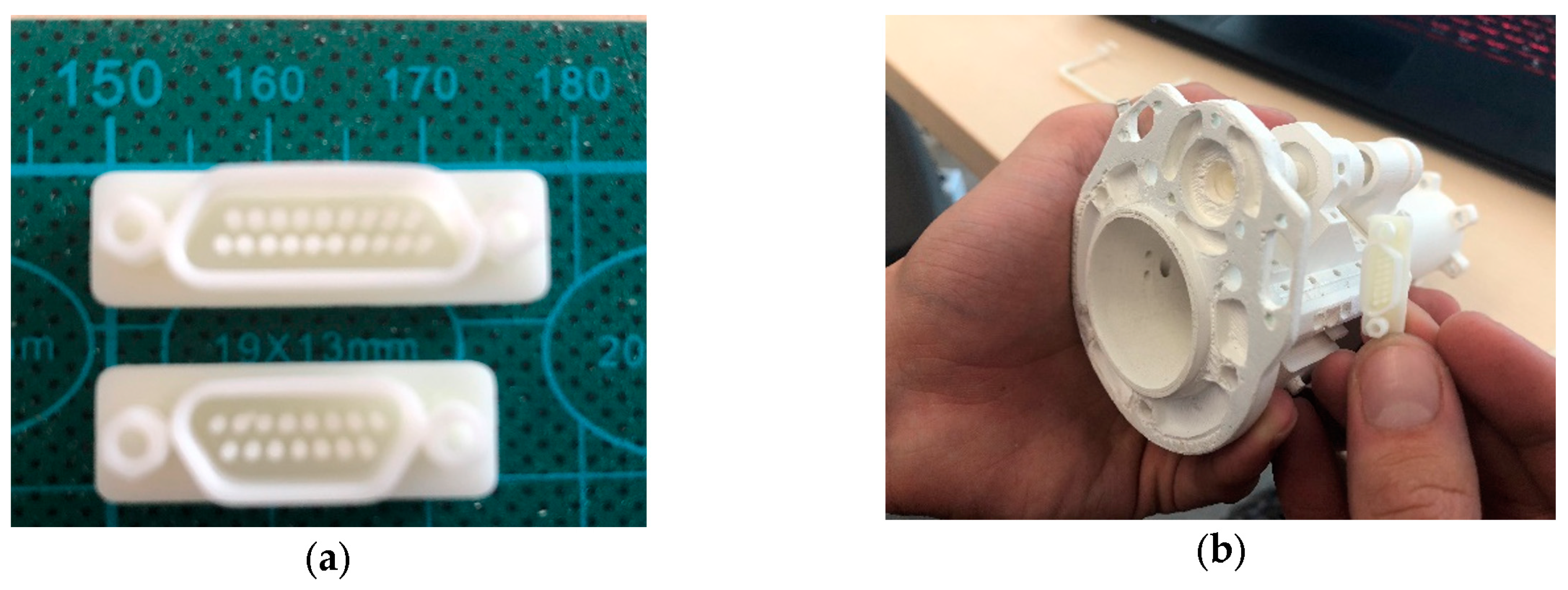
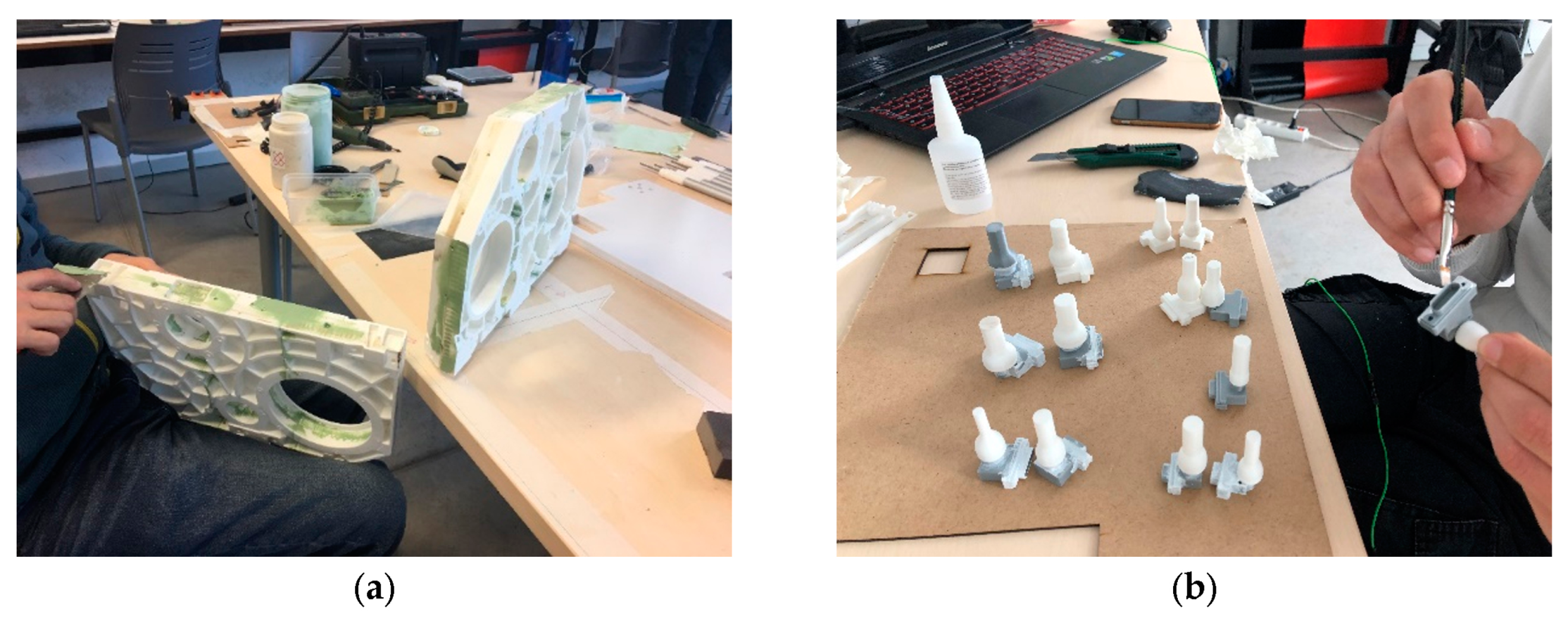
3.1.7. Manufacturing and Finishing
4. Discussion and Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Instituto de Astrofísica de Andalucia: Unidad de Desarrollo de Instrumental y Tecnológico SOPHI. Available online: https://udit.iaa.csic.es/en/content/sophi (accessed on 24 May 2019).
- Campbell, R.I.; Bourell, D.; Gibson, I. Additive manufacturing: Rapid prototyping comes of age. Rapid Prototyp. J. 2012, 18, 255–258. [Google Scholar] [CrossRef]
- Stitic, A.; Robeller, C.; Weinand, Y. Experimental investigation of the influence of integral mechanical attachments on structural behaviour of timber folded surface structures. Thin-Walled Struct. 2018, 122, 314–328. [Google Scholar] [CrossRef]
- Dimitrov, D.; Schreve, K.; de Beer, N. Advances in three-dimensional printing–state of the art and future perspectives. Rapid Prototyp. J. 2006, 12, 136–147. [Google Scholar] [CrossRef]
- Lowke, D.; Dini, E.; Perrot, A.; Weger, D.; Gehlen, C.; Dillenburger, B. Particle-bed 3D printing in concrete construction—Possibilities and challenges. Cem. Concr. Res. Pergamon 2018, 112, 50–65. [Google Scholar] [CrossRef]
- Stitic, A.; Nguyen, A.; Rezaei Rad, A.; Weinand, Y. Numerical Simulation of the Semi-Rigid Behaviour of Integrally Attached Timber Folded Surface Structures. Build. Multidiscip. Digit. Publ. Inst. 2019, 9, 55. [Google Scholar] [CrossRef]
- Oropallo, W.; Piegl, L.A. Ten challenges in 3D printing. Eng. Comput. 2016, 32, 135–148. [Google Scholar] [CrossRef]
- Rojas-Sola, J.; Galan-Moral, B.; la Morena-De la Fuente, D. Agustín de Betancourt’s Double-Acting Steam Engine: Geometric Modeling and Virtual Reconstruction. Symmetry 2018, 10, 351. [Google Scholar] [CrossRef]
- Meier, C.; Saorín, J.L.; de la Torre-Cantero, J.; Díaz-Alemán, M.D. Alternative divulgation of the local sculptural heritage: Construction of paper toys and use of the minecraft video game. Sustainability 2018, 10, 4262. [Google Scholar] [CrossRef]
- Saorín, J.L.; de la Torre-Cantero, J.; Meier, C.; Melián-Díaz, D.; Ruiz Castilló, C.; Bonnet de León, A. Creación, visualización e impresión 3D de colecciones online de modelos educativos tridimensionales con tecnologías de bajo coste. Caso práctico del patrimonio fósil marino de Canarias. Educ. Knowl. Soc. 2016, 17, 89–108. [Google Scholar] [CrossRef]
- Acierno, M.; Cursi, S.; Simeone, D.; Fiorani, D. Architectural heritage knowledge modelling: An ontology-based framework for conservation process. J. Cult. Herit. 2017, 24, 124–133. [Google Scholar] [CrossRef]
- Walsh, J.S.P. Protection of humanity’s cultural and historic heritage in space. Space Policy 2012, 28, 234–243. [Google Scholar] [CrossRef]
- Gorman, A. Culture on the Moon: Bodies in time and space. Archaeol. J. World Archaeol. Congr. 2016, 12, 110–128. [Google Scholar] [CrossRef]
- Remondino, F. Heritage recording and 3D modeling with photogrammetry and 3D scanning. Remote Sens. 2011, 3, 1104–1138. [Google Scholar] [CrossRef]
- Rojas-Sola, J.I.; Aguilera-García, Á. Virtual and augmented reality: Applications for the learning of technical historical heritage. Comput. Appl. Eng. Educ. 2018, 26, 1725–1733. [Google Scholar] [CrossRef]
- Brusaporci, S. The Representation of Architectural Heritage in the Digital Age. In Encyclopedia of Information Science and Technology, 3nd ed.; Yoder, J., Henning, C., Eds.; IGI Global: Hershey, PA, USA, 2015; pp. 4195–4205. [Google Scholar]
- De la Torre-Cantero, J.; Saorín, J.L.; Meier, C.; Melián-Díaz, D.; Drago-Díaz Alemán, M. Creación de réplicas de patrimonio escultórico mediante reconstrucción 3D e impresoras 3D de bajo coste para uso en entornos educativos. Arte Individuo Y Soc. 2015, 27, 427–444. [Google Scholar] [CrossRef]
- NASA 3D Resources. Available online: https://nasa3d.arc.nasa.gov/models (accessed on 2 March 2019).
- Hallgrimsson, B. Prototyping and Model Making for Product Design; Laurence King Publishing: London, UK, 2012. [Google Scholar]
- Yongnian, Y.; Li, S.; Zhang, R.; Lin, F.; Wu, R.; Lu, Q.; Xiong, Z.; Wang, X. Rapid prototyping and manufacturing technology: Principle, representative technics, applications, and development trends. Tsinghua Sci. Technol. 2009, 14, 1–12. [Google Scholar]
- Granado Castro, G.; Barrera Vera, J.A.; Aguilar Camacho, J. La maqueta de Cádiz de 1779. Utilidad militar o metáfora de poder. Proy. Prog. Arquit. 2016, 15, 16–29. [Google Scholar]
- Salwa, S. Classifying Physical Models and Prototypes in the Design Process: A study on the Economical and Usability Impact of Adopting Models and Prototypes in the Design Process. In Proceedings of the DESIGN 2014 13th International Design Conference, Dubrovnik, Croatia, 19–22 May 2014; Marjanović, D., Štorga, M., Pavković, N., Bojčetić, N., Eds.; Faculty of Mechanical Engineering and Naval Architecture and The Design Society: Zagreb, Croatia, 2014; pp. 1–10. [Google Scholar]
- Al-Samarraie, H.; Saeed, N. A systematic review of cloud computing tools for collaborative learning: Opportunities and challenges to the blended-learning environment. Comput. Educ. 2018, 124, 77–91. [Google Scholar] [CrossRef]
- Autodesk Fusion 360: Fusion 360 for Hobbyist and Makers. Available online: https://www.autodesk.com/campaigns/fusion-360-for-hobbyists (accessed on 25 May 2019).
- Vila, C.; Ugarte, D.; Ríos, J.; Abellán, J.V. Project-based collaborative engineering learning to develop Industry 4.0 skills within a PLM framework. Procedia Manuf. 2017, 13, 1269–1276. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| 3D Printer | Prize (€) | Printing Material | Resolution (µm) | Print Volume (mm) |
|---|---|---|---|---|
| BQ witbox 2 | <1400 | PLA | up to 20 | 297 × 210 × 200 |
| Wanhao duplicator 7 | <750 | ABS | up to 0.01 | 120.96 × 68.5 × 180 |
| Pieces | Screws and Nuts | Total | |
|---|---|---|---|
| Subassembly 1 | 25 | 58 | |
| Subassembly 2 | 8 | 34 | |
| Subassembly 3 | 10 | 37 | |
| Subassembly 4 | 3 | 0 | |
| Subassembly 5 | 3 | 36 | |
| Subassembly 6 | 26 | 110 | |
| Subassembly 7 | 3 | 22 | |
| Subassembly 8 | 14 | 68 | |
| Subassembly 9 | 11 | 52 | |
| Subassembly 10 | 28 | 42 | |
| Subassembly 11 | 2 | 7 | |
| Subassembly 12 | 41 | 190 | |
| Subassembly 13 | 8 | 0 | |
| Subassembly 14 | 12 | 50 | |
| Subassembly 15 | 49 | 107 | |
| Subassembly 16 | 51 | 197 | |
| Subassembly 17 | 19 | 146 | |
| 313 | 1156 | 1469 |
| Subassembly 8 | Pieces |
|---|---|
| Original | 82 |
| Prepared for printing | 14 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Saorín, J.L.; Lopez-Chao, V.; de la Torre-Cantero, J.; Díaz-Alemán, M.D. Computer Aided Design to Produce High-Detail Models through Low Cost Digital Fabrication for the Conservation of Aerospace Heritage. Appl. Sci. 2019, 9, 2338. https://doi.org/10.3390/app9112338
Saorín JL, Lopez-Chao V, de la Torre-Cantero J, Díaz-Alemán MD. Computer Aided Design to Produce High-Detail Models through Low Cost Digital Fabrication for the Conservation of Aerospace Heritage. Applied Sciences. 2019; 9(11):2338. https://doi.org/10.3390/app9112338
Chicago/Turabian StyleSaorín, Jose Luis, Vicente Lopez-Chao, Jorge de la Torre-Cantero, and Manuel Drago Díaz-Alemán. 2019. "Computer Aided Design to Produce High-Detail Models through Low Cost Digital Fabrication for the Conservation of Aerospace Heritage" Applied Sciences 9, no. 11: 2338. https://doi.org/10.3390/app9112338
APA StyleSaorín, J. L., Lopez-Chao, V., de la Torre-Cantero, J., & Díaz-Alemán, M. D. (2019). Computer Aided Design to Produce High-Detail Models through Low Cost Digital Fabrication for the Conservation of Aerospace Heritage. Applied Sciences, 9(11), 2338. https://doi.org/10.3390/app9112338