Effect of Curing Conditions on Microstructure and Pore-Structure of Brown Coal Fly Ash Geopolymers


Abstract
:1. Introduction
2. Research Significance
3. Experimental Procedure
3.1. Materials Used
3.2. Mix Designs
3.3. Specimen Preparation and Curing
3.4. Testing
4. Results
4.1. Heat Curing vs. Specimen Size
4.2. Compressive Strength vs. Curing Time
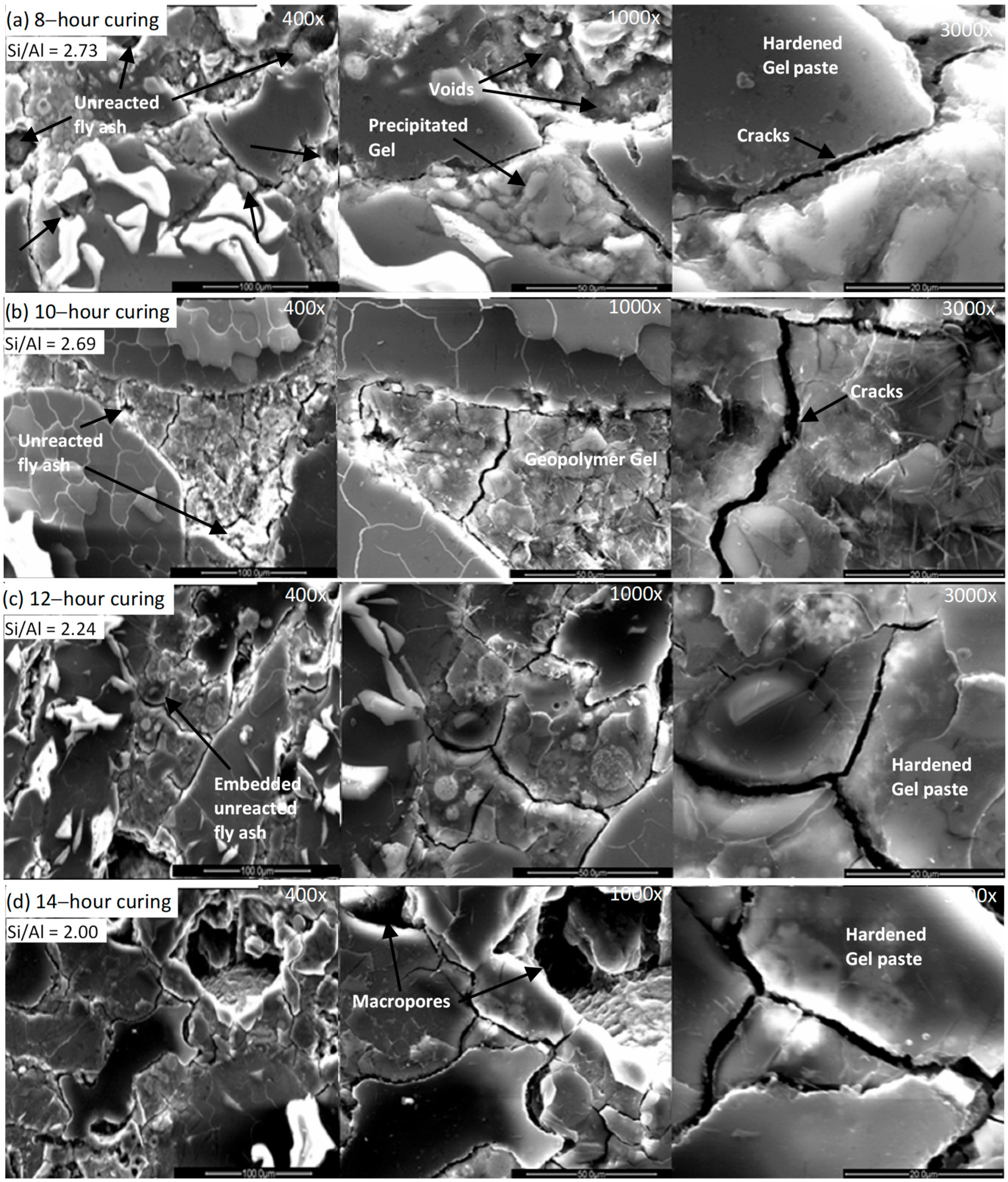
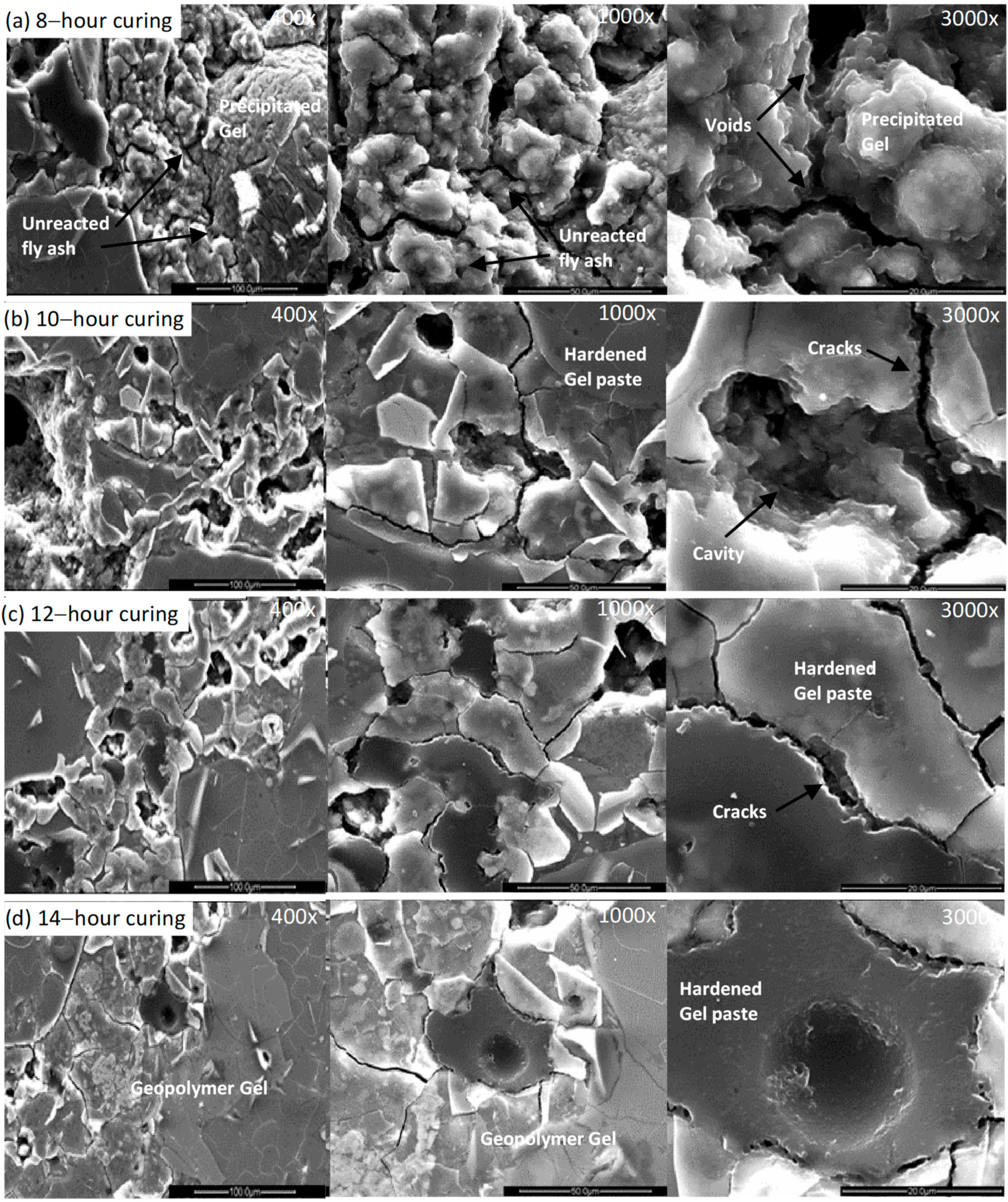
4.3. Microstructure
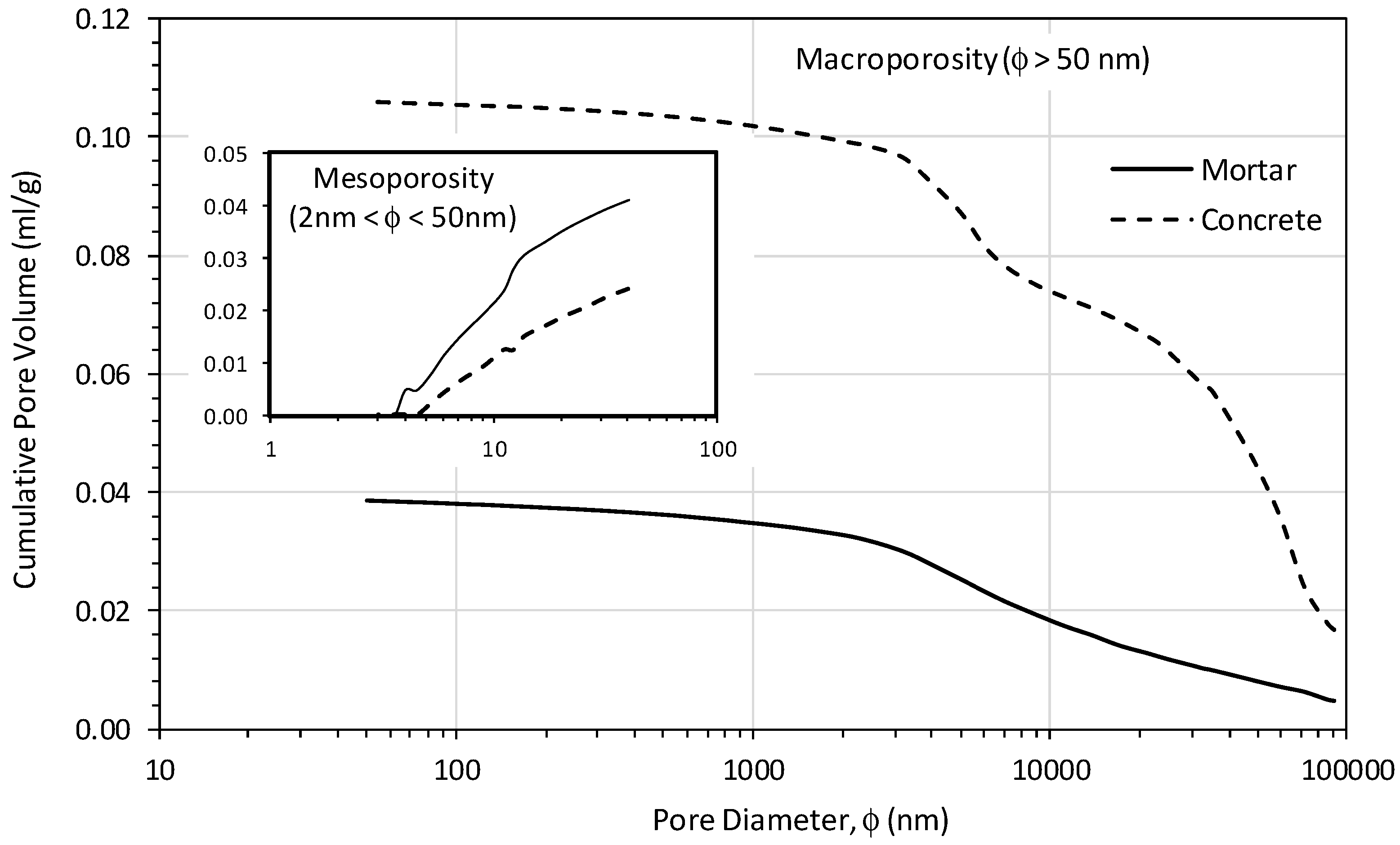
4.4. Pore-Structure
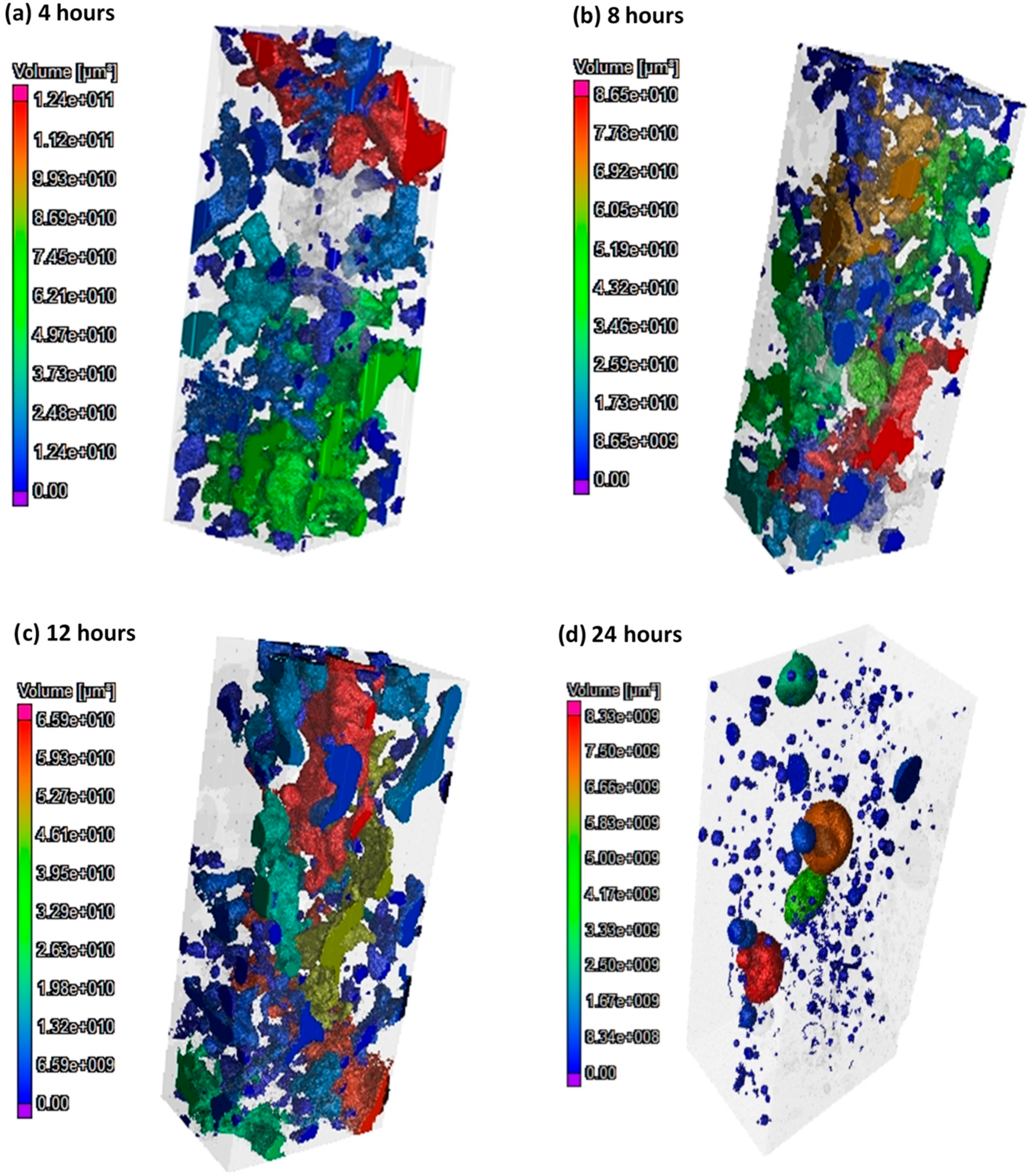
4.5. Pore Interconnectivity
5. Discussion
6. Further Research Work
7. Summary and Conclusions
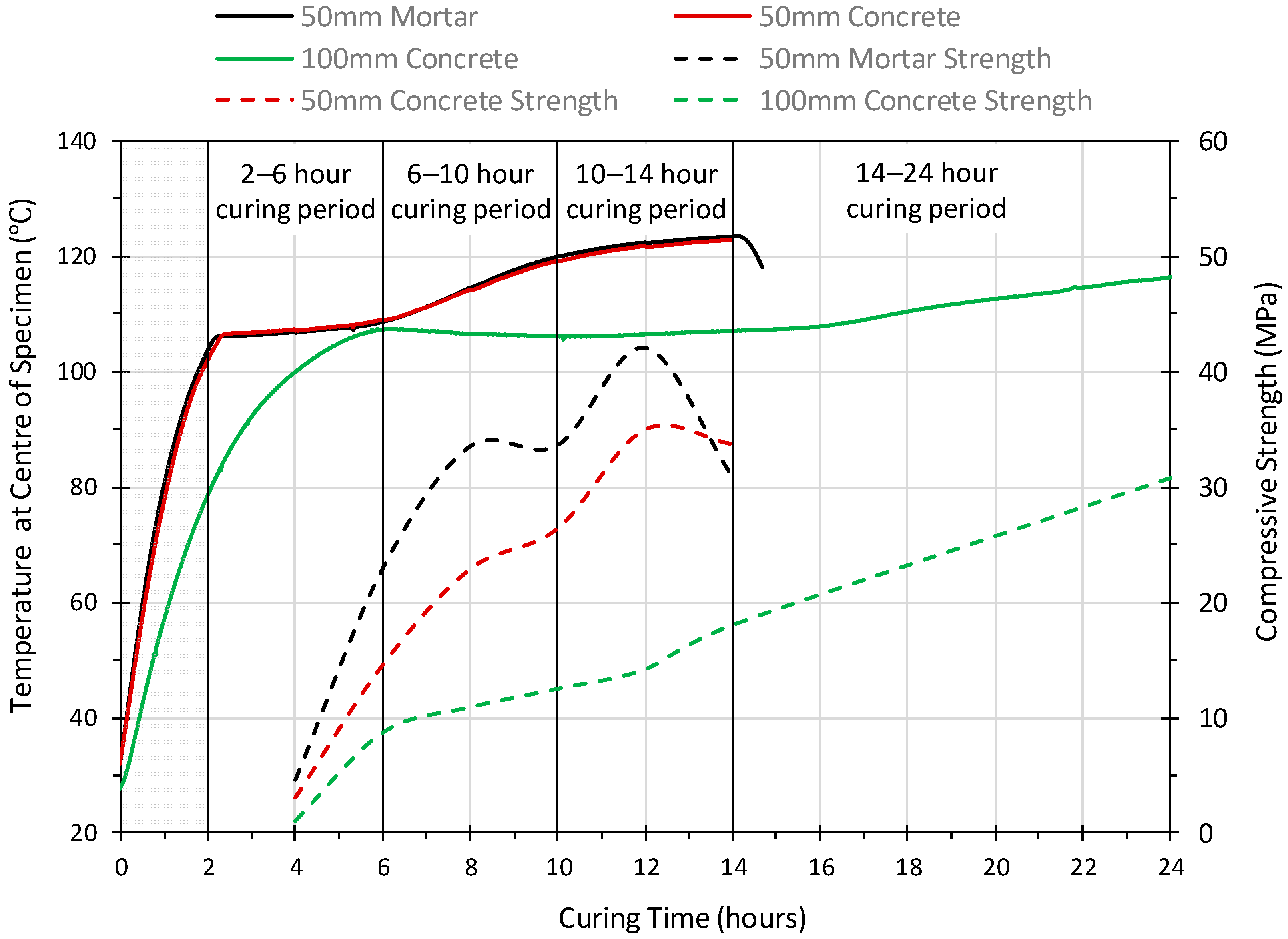
- Compressive strength in excess of 40 MPa and 30 MPa can be obtained at 7 days using Loy Yang brown coal geopolymer mortar (50 mm cube) and concrete (100 mm cube) specimens, following curing at 120 °C for 12 h and 24 h, respectively.
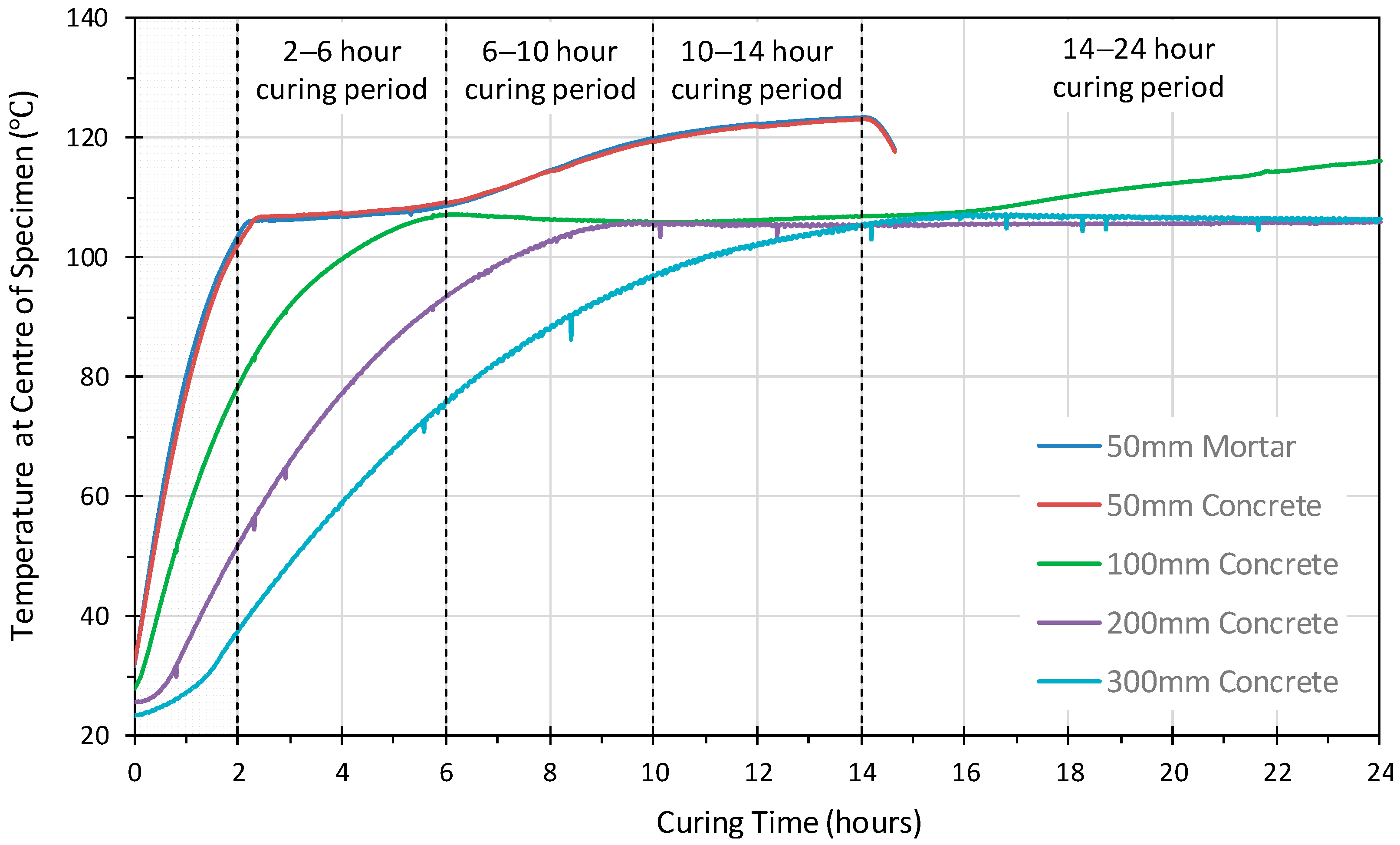
- The 50 mm brown coal geopolymer mortar and concrete cubes displayed an almost identical temperature profile with an optimal curing period of 12 h. However, the profiles of 100 mm, 200 mm and 300 mm concrete cubes differed significantly, indicating that curing at 120 °C for 12 h is not effective for larger concrete specimens as the internal temperature is not sufficient to promote the geopolymerization.
- The temperature profile of brown coal fly ash geopolymer under heat curing can be divided into three stages which correlate well with the proposed reaction mechanism for low calcium class F fly ash geopolymers. However, the time interval of each stage is dependent on the size of the geopolymer specimen.
- At the optimum curing time, the dissolution of the fly ash leads to the production of a geopolymer matrix with a more uniform composition and structure. However, the continued heat curing beyond this resulted in micro-cracking in the gel matrix and a reduction in compressive strength.
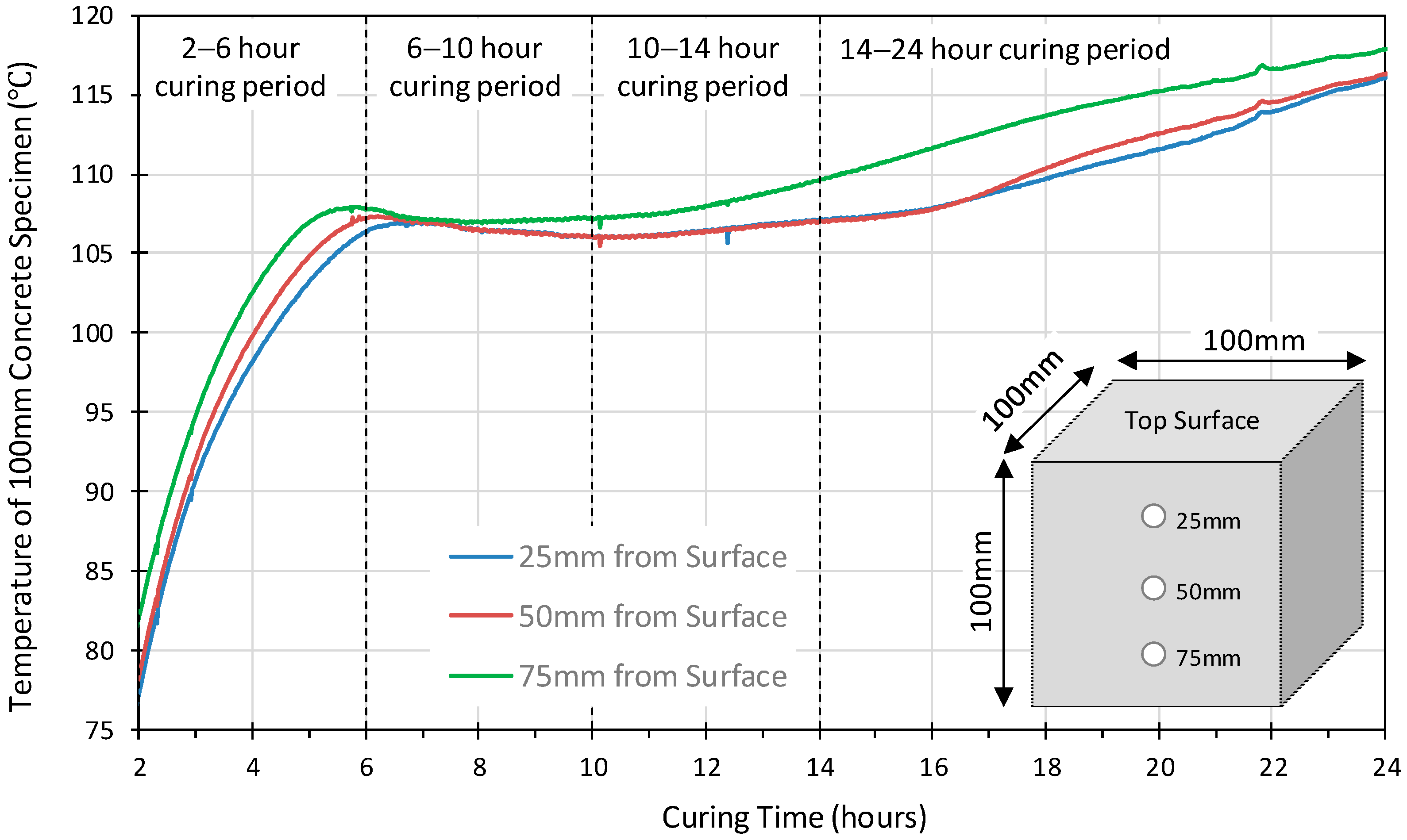
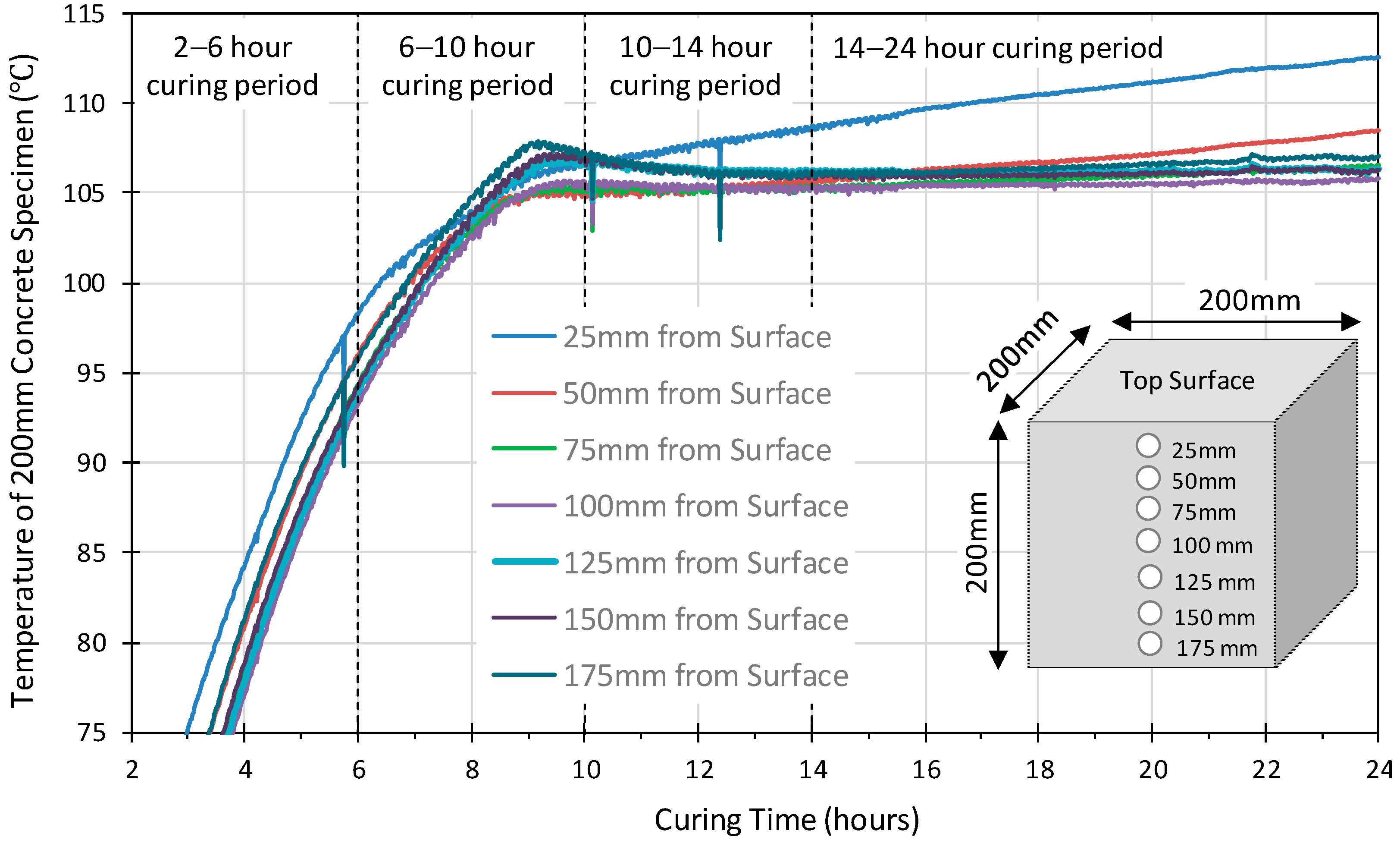
- The specimen size and curing time must be taken into consideration in the mix design stage of brown coal fly ash based geopolymer concrete in order to achieve the optimum compressive strength. Longer curing periods for larger brown coal geopolymer specimens could result in severe micro-cracking on the surface as the temperature profiles indicate that geopolymersiation in the surface concrete is completed and has reached the point where the evaporation of the residual water is likely to occur.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Peng, J.; Huang, L.; Zhao, Y.; Chen, P.; Zeng, L.; Zheng, W. Modeling of carbon dioxide measurement on cement plants. Adv. Mater. Res. 2013, 610–613, 2120–2128. [Google Scholar] [CrossRef]
- Huntzinger, D.N.; Eatmon, T.D. A life-cycle assessment of Portland cement manufacturing: Comparing the traditional process with alternative technologies. J. Clean. Prod. 2009, 17, 668–675. [Google Scholar] [CrossRef]
- Roseberry, K.; Lamont, K. Sustainable Energy in Asia and the Pacific: A statistical Overview of Energy and Development; United Nations Economic and Social Commission for Asia and the Pacific (ESCAP): Bangkok, Thailand, 2018. [Google Scholar]
- Chindaprasirt, P.; Chalee, W. Effect of sodium hydroxide concentration on chloride penetration and steel corrosion of fly ash-based geopolymer concrete under marine site. Constr. Build. Mater. 2014, 63, 303–310. [Google Scholar] [CrossRef]
- Gunasekara, C.; Law, D.W.; Setunge, S.; Sanjayan, J.G. Zeta potential, gel formation and compressive strength of low calcium fly ash geopolymers. Constr. Build. Mater. 2015, 95, 592–599. [Google Scholar] [CrossRef]
- Tennakoon, C.; Sagoe-Crentsil, K.; Nicolas, R.S.; Sanjayan, J.G. Characteristics of Australian brown coal fly ash blended geopolymers. Constr. Build. Mater. 2015, 101, 396–409. [Google Scholar] [CrossRef]
- Gluth, G.J.; Lehmann, C.; Rübner, K.; Kühne, H.-C. Reaction products and strength development of wastepaper sludge ash and the influence of alkalis. Cem. Concr. Compos. 2014, 45, 82–88. [Google Scholar] [CrossRef]
- Sarker, P.K. Bond strength of reinforcing steel embedded in fly ash-based geopolymer concrete. Mater. Struct. 2011, 44, 1021–1030. [Google Scholar] [CrossRef]
- Cwirzen, A.; Sztermen, P.; Habermehl-Cwirzen, K. Effect of Baltic seawater and binder type on frost durability of concrete. J. Mater. Civil Eng. 2013, 26, 283–287. [Google Scholar] [CrossRef]
- ASTM. Standard Specification for Coal Fly Ash and Raw or Calcined Natural Pozzolan for Use as a Mineral Admixture in Portland Cement Concrete; American Society for Testing of Materials: Philadelphia, PA, USA, 2012. [Google Scholar]
- Geoscience Australia. Australian Energy Resource Assessment; Australian Government: Canberra, Australia, 2014.
- Britt, A.; Whitaker, A.; Cadman, S.; Summerfield, D.; Kay, P.; Champion, D.; McKay, A.; Miezitis, Y.; Porritt, K.; Schofield, A. Australia’s Identified Mineral Resources 2014; Geoscience Australia: Canberra, Australia, 2015; p. 4. [Google Scholar]
- Macphee, D.; Black, C.; Taylor, A. Cements incorporating brown coal fly ash from the latrobe valley region of Victoria, Australia. Cem. Concr. Res. 1993, 23, 507–517. [Google Scholar] [CrossRef]
- CIA. Recommended Practice Geopolymer Concrete; Concrete Institute of Australia: Sydney, Australia, 2011. [Google Scholar]
- Dirgantara, R.; Gunasekara, C.; Law, D.W.; Molyneaux, T.K. Suitability of Brown Coal Fly Ash for Geopolymer Production. J. Mater. Civ. Eng. 2017, 29, 4017247. [Google Scholar] [CrossRef]
- Bankowski, P.; Zou, L.; Hodges, R. Reduction of metal leaching in brown coal fly ash using geopolymers. J. Hazard. Mater. 2004, 114, 59–67. [Google Scholar] [CrossRef] [PubMed]
- Bakharev, T. Thermal behaviour of geopolymers prepared using class F fly ash and elevated temperature curing. Cem. Concr. Res. 2006, 36, 1134–1147. [Google Scholar] [CrossRef]
- Lloyd, N.A.; Rangan, B.V. Geopolymer Concrete with Fly Ash. In Proceedings of the 2nd International Conference on Sustainable Construction Materials and Technologies, Universita Politecnica delle Marche, Ancona, Italy, 28–30 June 2010. [Google Scholar]
- Provis, J.L. Geopolymers and other alkali activated materials: Why, how, and what? Mater. Struct. 2014, 47, 11–25. [Google Scholar] [CrossRef]
- Davidovits, J. Geopolymer Chemistry and Sustainable Development. The Poly (Sialate) Terminology: A Very Useful and Simple Model for the Promotion and Understanding of Green-Chemistry. In Proceedings of the 2005 Geopolymer Conference, Saint-Quentin, France, 28 June–1 July 2005. [Google Scholar]
- Gunasekara, M.P.C.M.; Law, D.W.; Setunge, S. Effect of Composition of Fly Ash on Compressive Strength of Fly Ash Based Geopolymer Mortar. In Proceedings of the 23rd Australasian Conference on the Mechanics of Structures and Materials (ACMSM 23), Byron Bay, NSW, Australia, 9–12 December 2014. [Google Scholar]
- Sivasakthi, M.; Jeyalakshmi, R.; Rajamane, N.P.; Rinu, J. Thermal and structural micro analysis of micro silica blended fly ash based geopolymer composites. J. Non Crystalline Solids 2018, 499, 117–130. [Google Scholar]
- You, S.; Ho, S.W.; Li, T.; Maneerung, T.; Wang, C.-H. Techno-economic analysis of geopolymer production from the coal fly ash with high iron oxide and calcium oxide contents. J. Hazard. Mater. 2019, 361, 237–244. [Google Scholar] [CrossRef] [PubMed]
- Gunasekara, C.; Setunge, S.; Law, D.W. Long-Term Mechanical Properties of Different Fly Ash Geopolymers. ACI Struct. J. 2017, 114, 743. [Google Scholar] [CrossRef]
- Chindaprasirt, P.; Thaiwitcharoen, S.; Kaewpirom, S.; Rattanasak, U. Controlling ettringite formation in FBC fly ash geopolymer concrete. Cem. Concr. Compos. 2013, 41, 24–28. [Google Scholar] [CrossRef]
- Phoo-Ngernkham, T.; Phiangphimai, C.; Damrongwiriyanupap, N.; Hanjitsuwan, S.; Thumrongvut, J.; Chindaprasirt, P. A Mix Design Procedure for Alkali-Activated High-Calcium Fly Ash Concrete Cured at Ambient Temperature. Adv. Mater. Sci. Eng. 2018, 2018, 1–13. [Google Scholar] [CrossRef] [Green Version]
- Diaz, E.; Allouche, E.; Eklund, S. Factors affecting the suitability of fly ash as source material for geopolymers. Fuel 2010, 89, 992–996. [Google Scholar] [CrossRef]
- Palomo, A.; Grutzeck, M.W.; Blanco, M.T. Alkali-activated fly ashes: A cement for the future. Cement Concr. Res. 1999, 29, 1323–1329. [Google Scholar] [CrossRef]
- Bankowski, P.; Zou, L.; Hodges, R. Reduction of metal leaching in brown coal fly ash using geopolymers. J. Hazard. Mater. 2004, 114, 59–67. [Google Scholar] [CrossRef] [PubMed]
- Whitfield, P.; Mitchell, L.D. Quantitative Rietveld analysis of the amorphous content in cements and clinkers. J. Mater. Sci. 2003, 38, 4415–4421. [Google Scholar] [CrossRef] [Green Version]
- Font, O.; Moreno, N.; Querol, X.; Izquierdo, M.; Alvarez, E.; Díez, S.; Elvira, J.; Antenucci, D.; Nugteren, H.; Plana, F.; et al. X-ray powder diffraction-based method for the determination of the glass content and mineralogy of coal (co)-combustion fly ashes. Fuel. 2010, 89, 2971–2976. [Google Scholar] [CrossRef]
- Brunauer, S.; Emmett, P.H.; Teller, E. Adsorption of Gases in Multimolecular Layers. J. Am. Chem. Soc. 1938, 60, 309–319. [Google Scholar] [CrossRef]
- Gunasekera, C.; Setunge, S.; Law, D.W. Correlations between Mechanical Properties of Low-Calcium Fly Ash Geopolymer Concretes. J. Mater. Civ. Eng. 2017, 29, 4017111. [Google Scholar] [CrossRef]
- Lokuge, W.; Wilson, A.; Gunasekara, C.; Law, D.W.; Setunge, S. Design of fly ash geopolymer concrete mix proportions using Multivariate Adaptive Regression Spline model. Constr. Build. Mater. 2018, 166, 472–481. [Google Scholar] [CrossRef]
- AS. Methods for Sampling and Testing Aggregates, Method 5: Particle Density and Water Absorption of Fine Aggregate; AS (Australian Standards): Sydney, Australia, 2000; pp. 1–8. [Google Scholar]
- Castel, A.; Foster, S.; Ng, T.; Sanjayan, J.; Gilbert, R. Creep and drying shrinkage of a blended slag and low calcium fly ash geopolymer Concrete. Mater. Struct. 2016, 49, 1619–1628. [Google Scholar] [CrossRef]
- Nath, P.; Sarker, P.K. Flexural strength and elastic modulus of ambient-cured blended low-calcium fly ash geopolymer concrete. Constr. Build. Mater. 2017, 130, 22–31. [Google Scholar] [CrossRef]
- AS. Method of Testing Concrete, Method 9: Determination of the Compressive Strength of Concrete Specimens; AS (Australian Standards): Sydney, Australia, 1999; pp. 1–12. [Google Scholar]
- Das, S.; Yang, P.; Singh, S.S.; Mertens, J.C.; Xiao, X.; Chawla, N.; Neithalath, N. Effective properties of a fly ash geopolymer: Synergistic application of X-ray synchrotron tomography, nanoindentation, and homogenization models. Cem. Concr. Res. 2015, 78, 252–262. [Google Scholar] [CrossRef]
- Diaz-Loya, E.I.; Allouche, E.N.; Vaidya, S. Mechanical Properties of Fly-Ash-Based Geopolymer Concrete. ACI Mater. J. 2011, 108, 300–306. [Google Scholar]
- Fernandez-Jimenez, A.M.; Palomo, A.; Lopez-Hombrados, C. Engineering properties of alkali-activated fly ash concrete. ACI Mater. J. 2006, 103, 106–112. [Google Scholar]
- Van Jaarsveld, J.; Van Deventer, J.; Lukey, G. The effect of composition and temperature on the properties of fly ash- and kaolinite-based geopolymers. Chem. Eng. J. 2002, 89, 63–73. [Google Scholar] [CrossRef]
- Sindhunata; Van Deventer, J.S.J.; Lukey, G.C.; Xu, H. Effect of Curing Temperature and Silicate Concentration on Fly-Ash-Based Geopolymerization. Ind. Eng. Chem. Res. 2006, 45, 3559–3568. [Google Scholar] [CrossRef]
- Duxson, P.; Fernández-Jiménez, A.; Provis, J.; Lukey, G.; Palomo, A.; van Deventer, J. Geopolymer technology: The current state of the art. J. Mater. Sci. 2007, 42, 2917–2933. [Google Scholar] [CrossRef]
- De Silva, P.; Sagoe-Crenstil, K.; Sirivivatnanon, V. Kinetics of geopolymerization: Role of Al2O3 and SiO2. Cem. Concr. Res. 2007, 37, 512–518. [Google Scholar] [CrossRef]
- Duxson, P.; Provis, A.; Lukey, J.L.; Van Deventer, G.C.; Fernández-Jiménez, A.; Palomo, J.S.J. Geopolymer technology: The current state of the art. J. Mater. Sci. 2007, 42, 16. [Google Scholar] [CrossRef]
- Rangan, B.V. Fly Ash-Based Geopolymer Concrete. In Proceedings of the The International Workshop on Geopolymer Cement and Concrete, Mumbai, India, 7 December 2010. [Google Scholar]
- Tennakoon, C.; Nazari, A.; Sanjayan, J.G.; Sagoe-Crentsil, K. Distribution of oxides in fly ash controls strength evolution of geopolymers. Constr. Build. Mater. 2014, 71, 72–82. [Google Scholar] [CrossRef]
- Songpiriyakij, S.; Kubprasit, T.; Jaturapitakkul, C.; Chindaprasirt, P. Compressive strength and degree of reaction of biomass- and fly ash-based geopolymer. Constr. Build. Mater. 2010, 24, 236–240. [Google Scholar] [CrossRef]
- Criado, M.; Fernández-Jiménez, A.; De La Torre, A.; Aranda, M.A.; Palomo, A. An XRD study of the effect of the SiO2/Na2O ratio on the alkali activation of fly ash. Cem. Concr. Res. 2007, 37, 671–679. [Google Scholar] [CrossRef]
- Law, D.W.; Burgar, I.; Gunasekara, C.; Setunge, S.; Brkljaca, R. Effect of Element Distribution on Strength in Fly Ash Geopolymers. ACI Mater. J. 2017, 114. [Google Scholar]
- Gunasekara, C.; Law, D.W.; Setunge, S. Long term permeation properties of different fly ash geopolymer concretes. Constr. Build. Mater. 2016, 124, 352–362. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Brown Coal Fly Ash | By Weight (%) | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| SiO2 | Al2O3 | Fe2O3 | CaO | K2O | TiO2 | P2O5 | MgO | Na2O | SO3 | MnO | |
| Loy Yang | 47.52 | 17.29 | 5.98 | 2.25 | 0.50 | 1.26 | 0.74 | 4.63 | 6.26 | 13.03 | 0.54 |
| Properties Investigated | Loy Yang | |
|---|---|---|
| BET Surface Area, (m2/kg) | 279 | |
| % passing at | 10 microns | 6.5 |
| 20 microns | 19.7 | |
| 45 microns | 45.1 | |
| 75 microns | 62.0 | |
| Amorphous (%) | 62.5 | |
| Crystalline (%) | 37.5 | |
| Unburnt carbon content (%) | 1.43 | |
| Loy Yang Geopolymer | Fly Ash (kg) | Aggregates (kg) | Activator (kg) | |||
|---|---|---|---|---|---|---|
| Sand | 7 mm | 10 mm | Na2SiO3 (Liquid) | NaOH (15 M) | ||
| Mortar | 279 | 1677 | 363 | 21 | ||
| Concrete | 279 | 721 | 319 | 637 | 363 | 21 |
| Curing Time | Mean Compressive Strength (MPa) | ||
|---|---|---|---|
| Mortar (50 mm Cube) | Concrete (50 mm Cube) | Concrete (100 mm Cube) | |
| 4 h | 4.60 ± 1.05 | 3.05 ± 0.65 | 1.10 ± 0.45 |
| 6 h | 23.00 ± 6.75 | 14.55 ± 2.75 | 8.75 ± 1.85 |
| 8 h | 33.55 ± 6.75 | 22.85 ± 1.15 | 10.95 ± 1.40 |
| 10 h | 33.65 ± 8.15 | 26.40 ± 2.05 | 12.55 ± 2.55 |
| 12 h | 42.10 ± 5.85 | 34.95 ± 2.65 | 14.25 ± 3.95 |
| 14 h | 31.00 ± 3.55 | 33.70 ± 3.05 | 18.10 ± 3.95 |
| 24 h | 30.85 ± 3.45 | ||
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gunasekara, C.; Dirgantara, R.; Law, D.W.; Setunge, S. Effect of Curing Conditions on Microstructure and Pore-Structure of Brown Coal Fly Ash Geopolymers. Appl. Sci. 2019, 9, 3138. https://doi.org/10.3390/app9153138
Gunasekara C, Dirgantara R, Law DW, Setunge S. Effect of Curing Conditions on Microstructure and Pore-Structure of Brown Coal Fly Ash Geopolymers. Applied Sciences. 2019; 9(15):3138. https://doi.org/10.3390/app9153138
Chicago/Turabian StyleGunasekara, Chamila, Rahmat Dirgantara, David W. Law, and Sujeeva Setunge. 2019. "Effect of Curing Conditions on Microstructure and Pore-Structure of Brown Coal Fly Ash Geopolymers" Applied Sciences 9, no. 15: 3138. https://doi.org/10.3390/app9153138
APA StyleGunasekara, C., Dirgantara, R., Law, D. W., & Setunge, S. (2019). Effect of Curing Conditions on Microstructure and Pore-Structure of Brown Coal Fly Ash Geopolymers. Applied Sciences, 9(15), 3138. https://doi.org/10.3390/app9153138