A Bench Evaluation Test for Refrigeration Oils in a Refrigeration System Using a Screw Compressor


Abstract
:1. Introduction
2. The Theoretical Basis of an Accelerated Degradation Bench Test
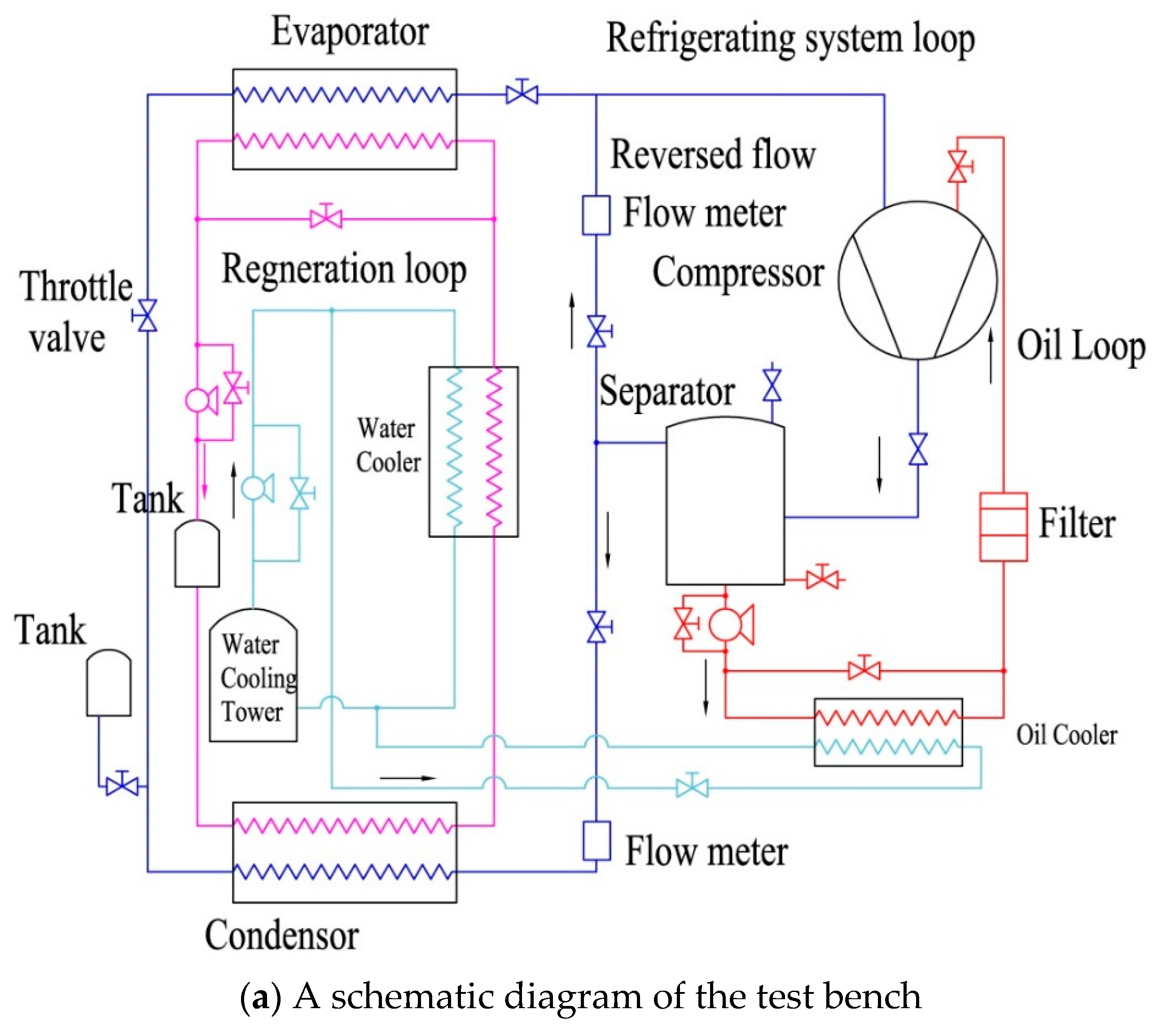
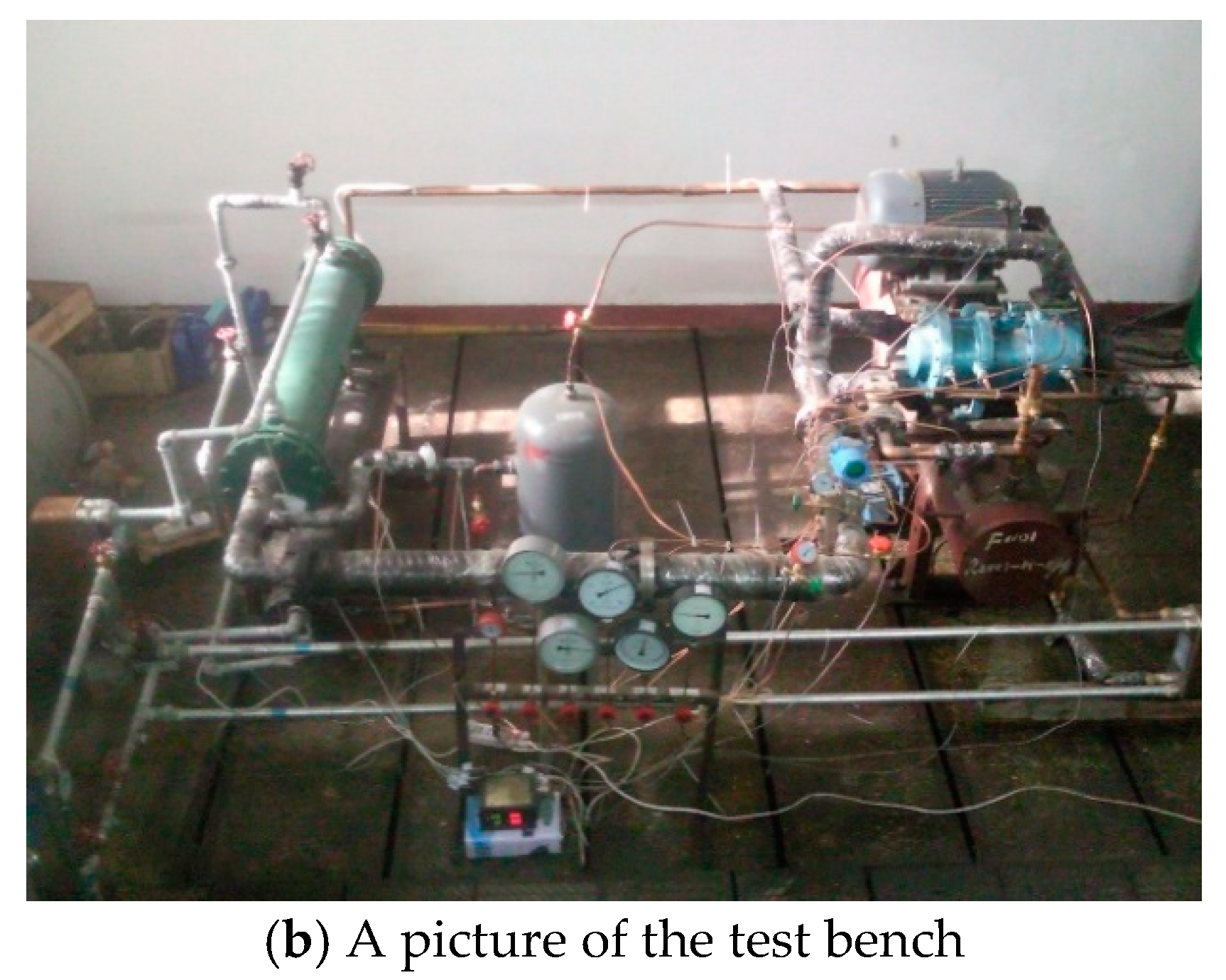
3. Experimental Setup
4. Results and Discussion
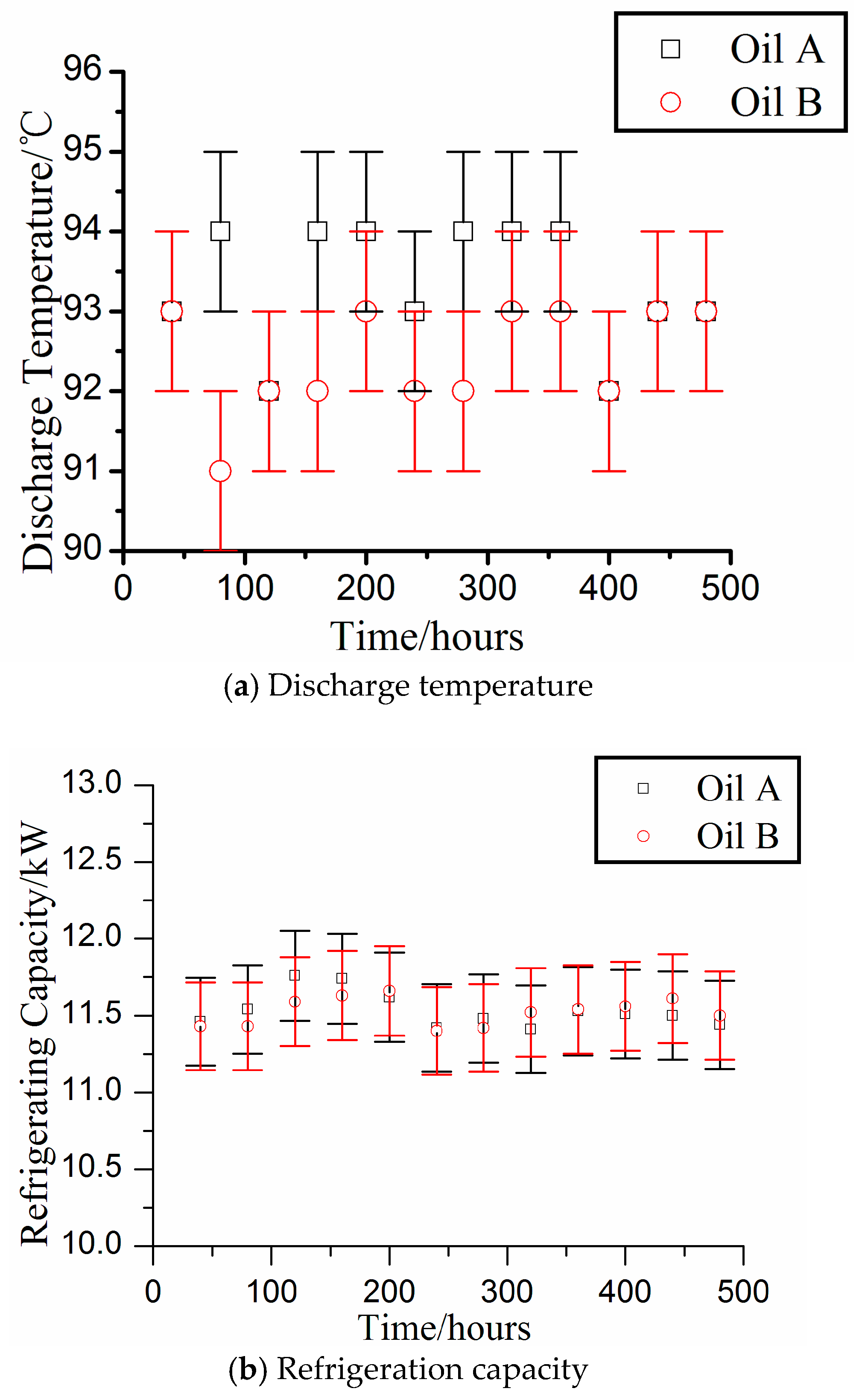
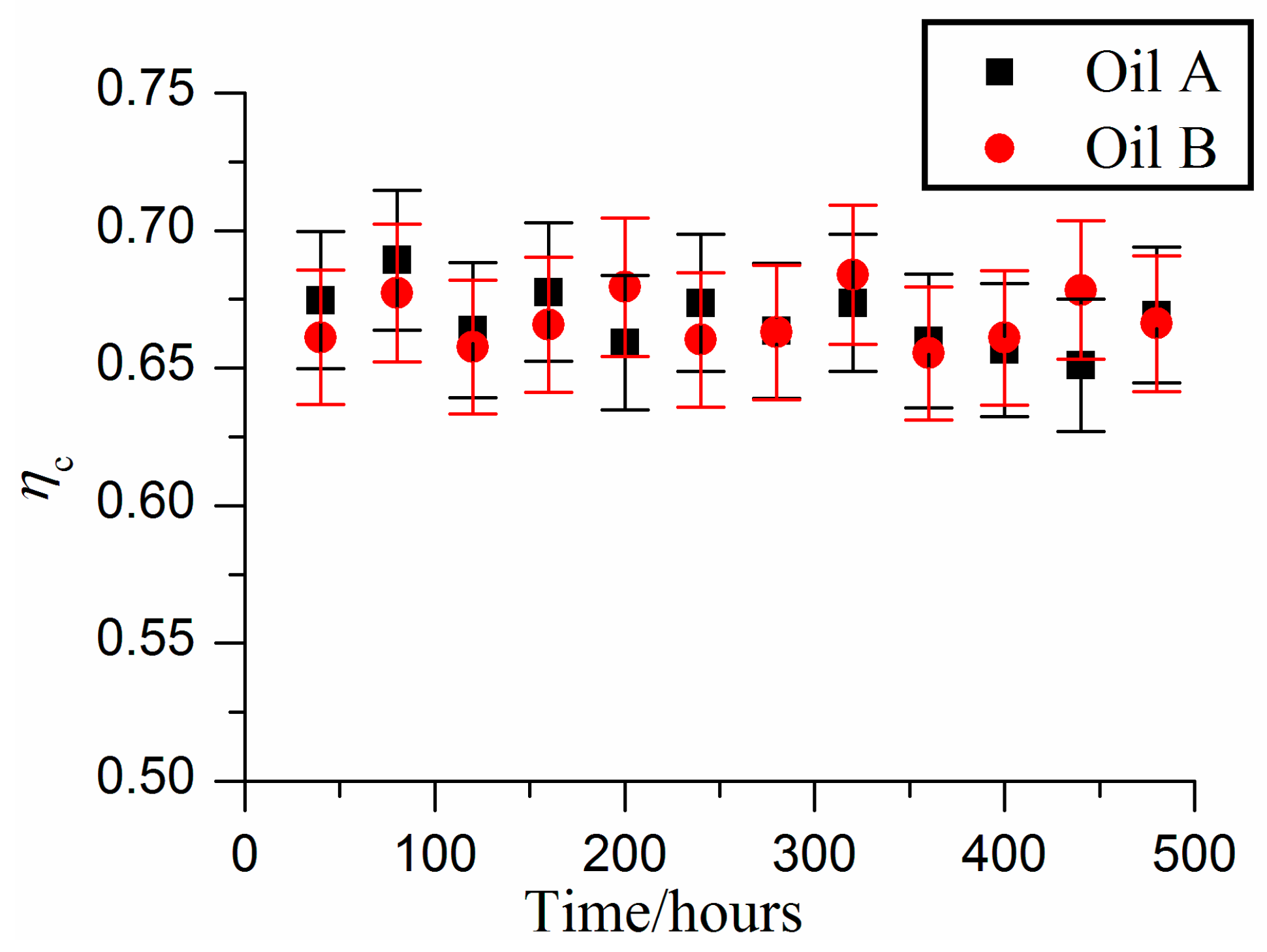
4.1. General Performance of the Compressor and Refrigeration System
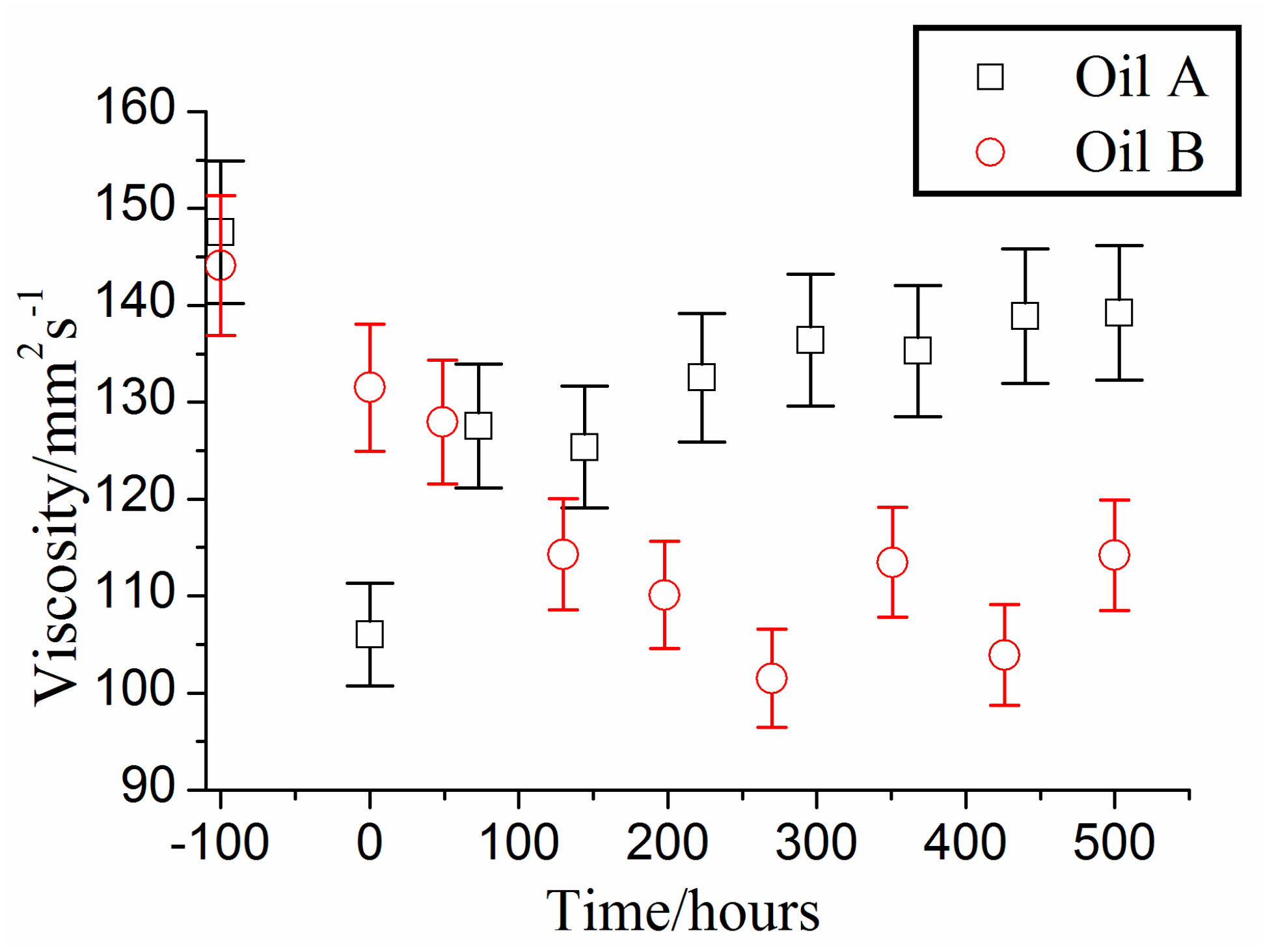
4.2. Viscosity Evolution
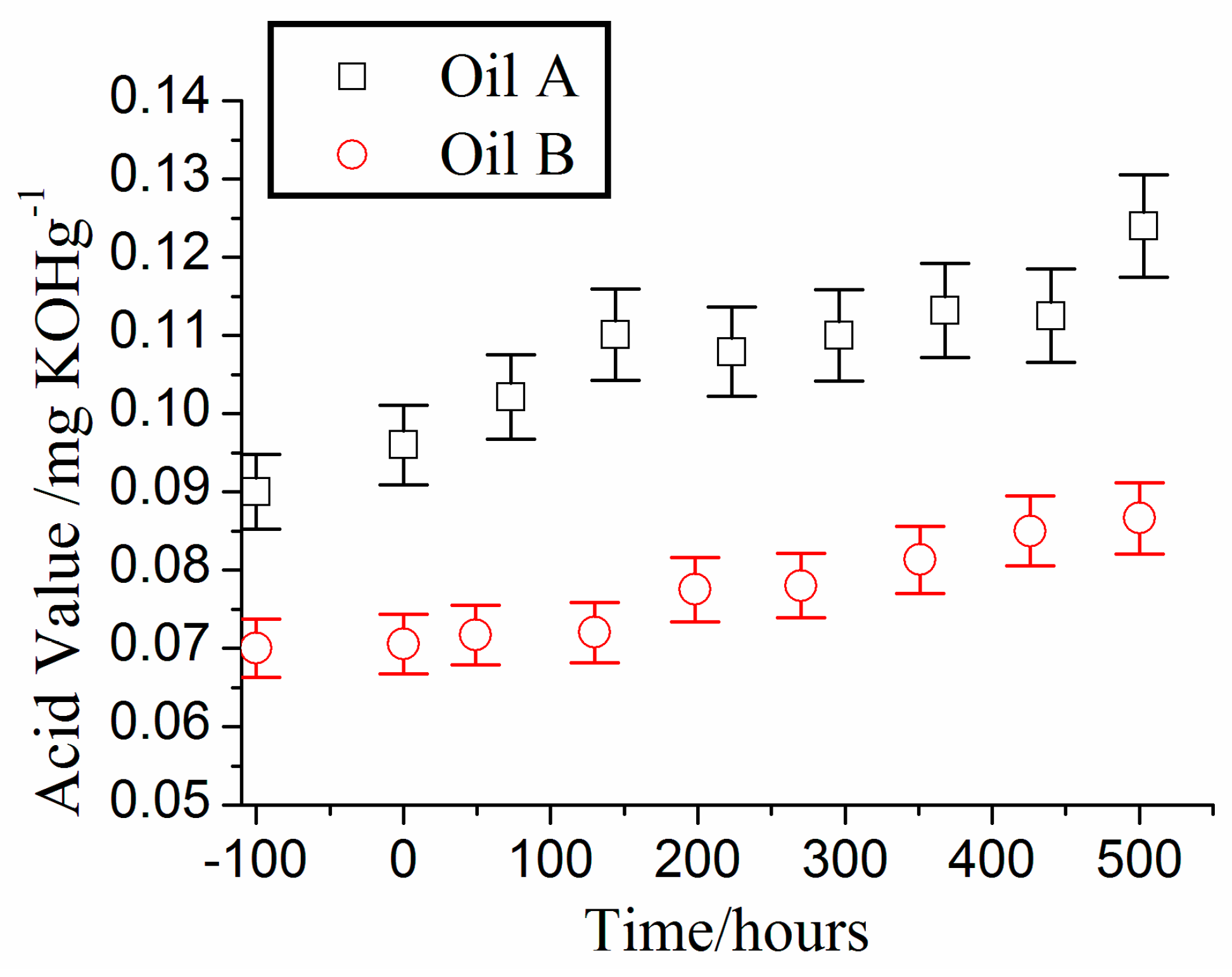
4.3. Acid Value
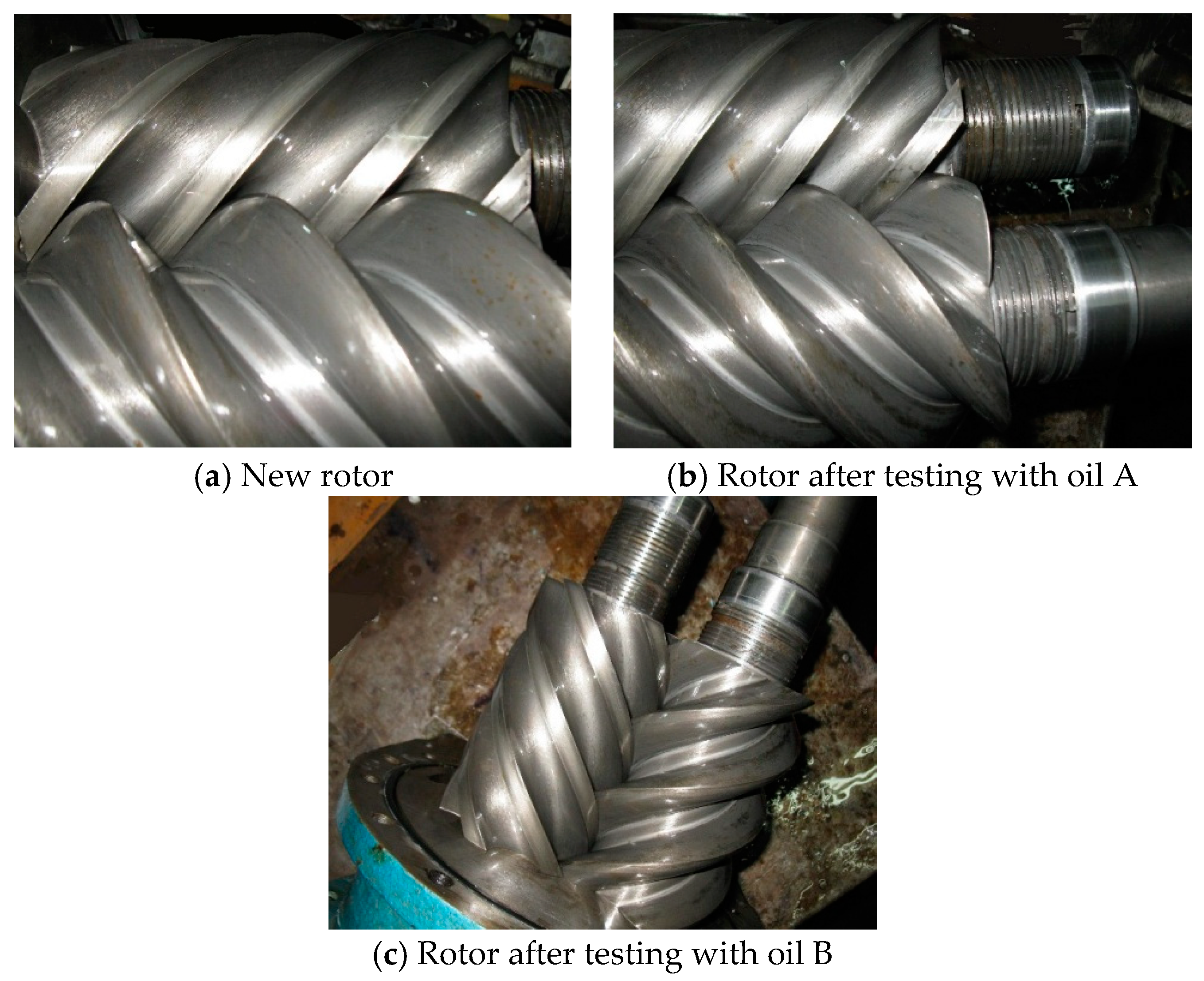
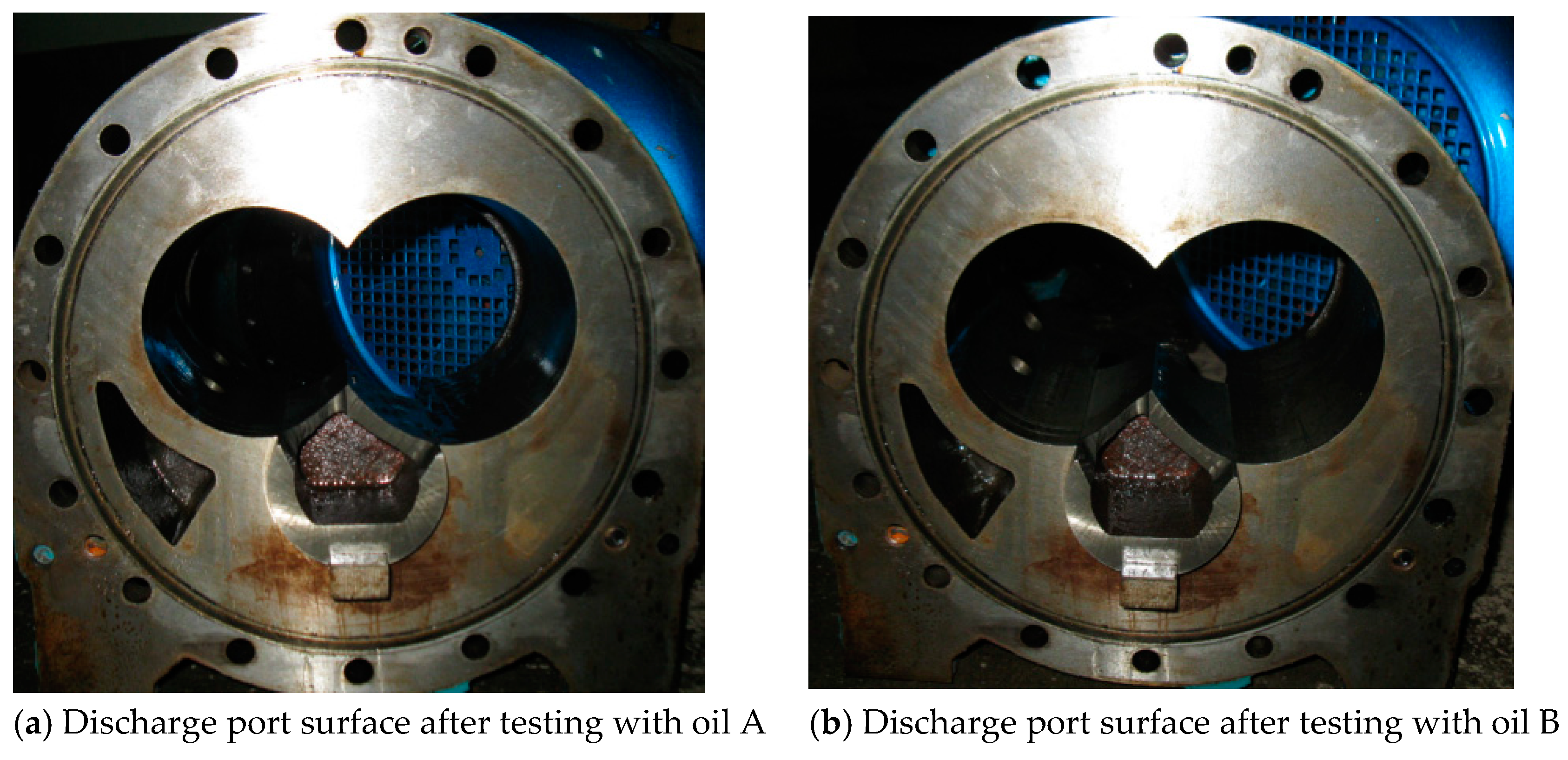
4.4. Wear Resistance and Carbon Deposition
5. Conclusions
- Evolutions of the viscosity of the two refrigerant oils showed that the viscosity of the two synthetic oils dropped more than 15% during the initial loading stage. However, the variation of the viscosity was less than 15% once they reached the stable stage during the operation. This indicated that further study of the oil viscosity after the initial decreasing stage should be recommended to evaluate more reasonable oil drain indexes.
- The results showed that the acid value for oil B increased by 23.7% and for oil A increased by 37.7%, respectively, after 500 h of operation. Both increases in acid values were higher than the 15% recommended by the standard. Based on the compressor and refrigeration operation performance, which did not show a significant change, both oils still functioned well in the refrigeration system. This implied that the change of 15% in the standard was too strict for the refrigeration oil.
- Further investigation on the abrasion of the screw rotors and carbon deposition at the discharge port demonstrated that both oils functioned well during the accelerated bench test, despite the high change of the viscosity and acid value. This indicated that the accelerated bench test is important and the standard for the refrigeration oil may be too conservative.
- Research works in this paper showed an efficient and practical method to evaluate the performance of refrigerants, which can be easily utilized for development of refrigerant oil. However, to develop new refrigerating oils for new refrigerants, more tests should be carried out to establish a criterion for qualified oil.
Author Contributions
Funding
Conflicts of Interest
References
- Rizvi, S.Q.A. A Comprehensive Review of Lubricant Chemistry, Technology, Selection, and Design; ASTM Stock Number: MNL59; ASTM International: West Conshohocken, MD, USA, 2009. [Google Scholar]
- Boyde, S.; Randles, S.J.; Thompson, R.I.G. Reducing vibration with advanced lubricants. Ind. Lubr. Tribol. 2002, 54, 209–214. [Google Scholar] [CrossRef]
- Li, Y.; Kang, Y.; Wang, P.; Ma, S. Impact of refrigerator oil on the refrigeration effect of compressor using r600a refrigerant. Pet. Process. Petrochem. 2011, 42, 80–83. [Google Scholar]
- Karaosmanoğlu, F.; Yüzer, S.; Kerpicci, H.; Durak, E. The investigation of relationship between lubricating oil and refrigerant in refrigerator compressors. Ind. Lubr. Tribol. 2013, 65, 456–465. [Google Scholar] [CrossRef]
- Revellin, R.; Bonjour, J. Entropy generation during flow boiling of pure refrigerant and refrigerant-oil mixture. Int. J. Refrig. 2011, 34, 1040–1047. [Google Scholar] [CrossRef]
- Dugmore, T.I.J.; Stark, M.S. Effect of biodiesel on the autoxidation of lubricant base fluids. Fuel 2014, 124, 91–96. [Google Scholar] [CrossRef]
- Lea, C. Energy savings through use of advanced biodegradable lubricants. Ind. Lubr. Tribol. 2007, 59, 132–136. [Google Scholar] [CrossRef]
- Vithya, P.; Sriram, G.; Arumugam, S.; Harinath, B.V.; Saijagadeeswar, A. Tribological Analysis of Biodegradable Refrigeration oil for Vapour Compression Refrigeration System using Four Ball Tribometer. In Proceedings of the 3rd International Conference on Materials and Manufacturing Engineering 2018, ICMME 2018, Kanchipuram, Tamilnadu, India, 8–9 March 2018; Institute of Physics Publishing: Kanchipuram, Tamilnadu, India, 2018. [Google Scholar]
- Maier, K. Aspects of lubricant oxidation. J. Synth. Lubr. 2010, 4, 338–339. [Google Scholar] [CrossRef]
- Matthews, P.H.D. Lubrication of reciprocating compressors. Lubr. Sci. 2010, 5, 291–317. [Google Scholar] [CrossRef]
- Xia, Y.C.; He, Y.F.; Huo, H. Oil analysis and application based on multi-characteristic integration. Ind. Lubr. Tribol. 2010, 62, 298–303. [Google Scholar]
- Tuomas, R.; Isaksson, O. Measurement of lubrication conditions in a rolling element bearing in a refrigerant environment. Ind. Lubr. Tribol. 2009, 61, 91–99. [Google Scholar] [CrossRef]
- Saito, R.; Sundaresan, S.G. Refrigeration oils for low GWP refrigerants in various applications. IOP Conf. Ser. Mater. Sci. Eng. 2017, 232, 012093. [Google Scholar] [CrossRef] [Green Version]
- Sanukrishna, S.S.; Prakash, M.J. Thermal and rheological characteristics of refrigerant compressor oil with alumina nanoparticlesAn experimental investigation. Powder Technol. 2018, 339, 119–129. [Google Scholar] [CrossRef]
- Gill, J.; Singh, J.; Ohunakin, O.S.; Adelekan, D.S. Energetic and exergetic analysis of a domestic refrigerator system with LPG as a replacement for R134a refrigerant, using POE lubricant and mineral oil based TiO2-, SiO2- and Al2O3-lubricants. Int. J. Refrig. 2018, 91, 122–135. [Google Scholar] [CrossRef]
- Buenenmann, T.F.; Boyde, S.; Randles, S.; Thompson, I. Synthetic Lubricants-Non Aqueous. In Fuels and Lubricants Handbook: Technology, Properties, Performance, and Testing; Totten, G.E., Westbrook, S.R., Shah, R.J., Eds.; ASTM International: West Conshohocken, MD, USA, 2003; pp. 249–266. [Google Scholar]
- Lansdown, A.R. High. Temperature Lubrication; Mechanical Engineering Publications Ltd.: London, UK, 1988. [Google Scholar]
- Yoshimori, Y.; Shimomura, Y. Development of new ester refrigerating oil for R134a refrigerator. Refrigeration 2005, 80, 54–57. [Google Scholar]
- Reyes-Gavilan, J.L. Performance Evaluation of Naphthenic and Synthetic Oils in Reciprocating Compressors Employing R-134a as the Refrigerant; ASHRAE: Chicago, IL, USA, 1993. [Google Scholar]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Oils | a | b |
|---|---|---|
| Mineral Oils | −0.0295 | 5.8984 |
| Alkyl Phosphates | −0.0296 | 6.3664 |
| Alkyl Silicates | −0.0296 | 7.5068 |
| Polyglycols | −0.0296 | 8.185 |
| Synthetic Hydrocarbons and Diesters | −0.0296 | 8.8652 |
| Silicones | −0.0296 | 9.5505 |
| Polyol Esters | −0.0296 | 10.006 |
| Polyphenyl Ethers | −0.03 | 13.152 |
| Item/Unit | Value |
|---|---|
| Evaporating temperature/°C | −15 |
| Evaporating pressure/bar | 1.64 |
| Condensing temperature/°C | 45 |
| Inlet temperature of the compressor/°C | 25 |
| Discharge pressure of the compressor/bar | 11.60 |
| Discharge temperature of the compressor/°C | 52 |
| Item/Unit | Value |
|---|---|
| Evaporating temperature/°C | −15 |
| Evaporating pressure/bar | 1.64 |
| Condensing temperature/°C | 60 |
| Inlet temperature of the compressor/°C | 25 |
| Discharge pressure of the compressor/bar | 16.9 |
| Discharge temperature of the compressor/°C | 94 |
| Parameters/Unit | Values |
|---|---|
| Rotor diameter/mm | 100 |
| Rotating speed/rpm | 2960 |
| Effective length of the rotor/mm | 150 |
| Capacity/m3·h−1 | 133 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wu, W.; Zhang, Z.; Wang, X.; Yang, L.; Feng, Q. A Bench Evaluation Test for Refrigeration Oils in a Refrigeration System Using a Screw Compressor. Appl. Sci. 2019, 9, 3202. https://doi.org/10.3390/app9153202
Wu W, Zhang Z, Wang X, Yang L, Feng Q. A Bench Evaluation Test for Refrigeration Oils in a Refrigeration System Using a Screw Compressor. Applied Sciences. 2019; 9(15):3202. https://doi.org/10.3390/app9153202
Chicago/Turabian StyleWu, Weifeng, Zhao Zhang, Xiaolin Wang, Liangwei Yang, and Quanke Feng. 2019. "A Bench Evaluation Test for Refrigeration Oils in a Refrigeration System Using a Screw Compressor" Applied Sciences 9, no. 15: 3202. https://doi.org/10.3390/app9153202
APA StyleWu, W., Zhang, Z., Wang, X., Yang, L., & Feng, Q. (2019). A Bench Evaluation Test for Refrigeration Oils in a Refrigeration System Using a Screw Compressor. Applied Sciences, 9(15), 3202. https://doi.org/10.3390/app9153202