1. Introduction
Currently, political policies aimed at curbing the abuse of natural resources, along with problems associated with increasing quantities of waste and their disposal, have given rise to a conscientiousness leading to the reevaluation of these wastes.
Wastes generated from abandoned mines greatly impact the environment [
1]. One of the most important effects of mining is the vast quantities of waste that is generated during the process of extracting ore from the minerals [
2]. These residues often have a significant environmental impact because of the elevated concentrations of heavy metals that they contain [
1,
2,
3].
In the case of the mining district of La Union, situated in the region of Murcia (Spain), the mining developments are about 3000 years old, making this region one of the oldest mining regions in Spain. The exploited minerals were principally sulfurous ores rich in silver and lead. Mining activities in this area ended at the end of the 20th century due to social and environmental pressure [
4]. Mining operations in this area have exacted a toll on the landscape, causing the collapse of mine workings through subsidence and these effects persist in the area. Herrera et al. [
5] used the SAR interferometry technique for monitoring subsidence of the mining galleries and mapping ground movements in open pit mining in La Unión [
6]. Additionally, high concentrations of Pb, Zn, Cu, and As [
7,
8] have contaminated the soil and the aquifers [
9,
10]. Currently, there is interest in developing the site into a tourist attraction, but this activity is on hold until the environmental damage due to mining activities is ameliorated.
Increasing demand and cost, as well as the lack of good-quality aggregates for use on wearing courses, are factors to take into account in promoting the re-use of wastes. As a consequence of the success of some studies in incorporating waste products in construction materials in order to reduce the demand on natural resources [
11], many studies have aimed at the incorporation of wastes in bituminous mixes [
12]. Some successful examples of using wastes in the manufacture of bituminous mixes are the use of bituminous slurry surfacing with crumb rubber for reducing the noise of the wearing course [
13]; using waste materials for low temperature bituminous mixes production [
14,
15,
16]; and using alternative fillers to improve the mechanical properties [
17], such as sewage sludge ash [
18].
There are a large number of existing studies that have examined the total or partial substitution of natural aggregates with waste products [
19]. The use of slag [
20,
21,
22], municipal solid waste ash left after incineration [
23], left-over waste from marble production [
24,
25], plastics [
26,
27], glass [
28], and demolition rubble [
29,
30] are some examples of wastes used in the fabrication of bituminous mixes.
Taking into account the trends in the industrial sector and the fact that the mining district in La Unión has a large volume of waste material for use, in this study, we investigate the use of mine tailings as an aggregate for making hot bituminous AC16S-type mixes for use in wearing courses.
Since the mine tailings have a suitable Polished Stone Value (PSV) for using as a coarse aggregate in wearing courses, the aim of the present work was to investigate the feasibility to design AC16S-type mixes with two different wastes from La Union mine district (Spain)—using Spanish guidelines. In particular, the fatigue resistance measured using the four point beam fatigue test on prism-shaped specimens is examined in all the mixtures manufactured. The use of these wastes could minimize the extraction of raw materials and they could serve as an alternative for the large volume of mine tailings accumulated. This opens up a possible means of environmental restoration in the La Unión mining district.
3. Results and Discussion
This section may be divided by subheadings. It should provide a concise and precise description of the experimental results and their interpretation as well as the experimental conclusions that can be drawn.
3.1. Marshall Parameters
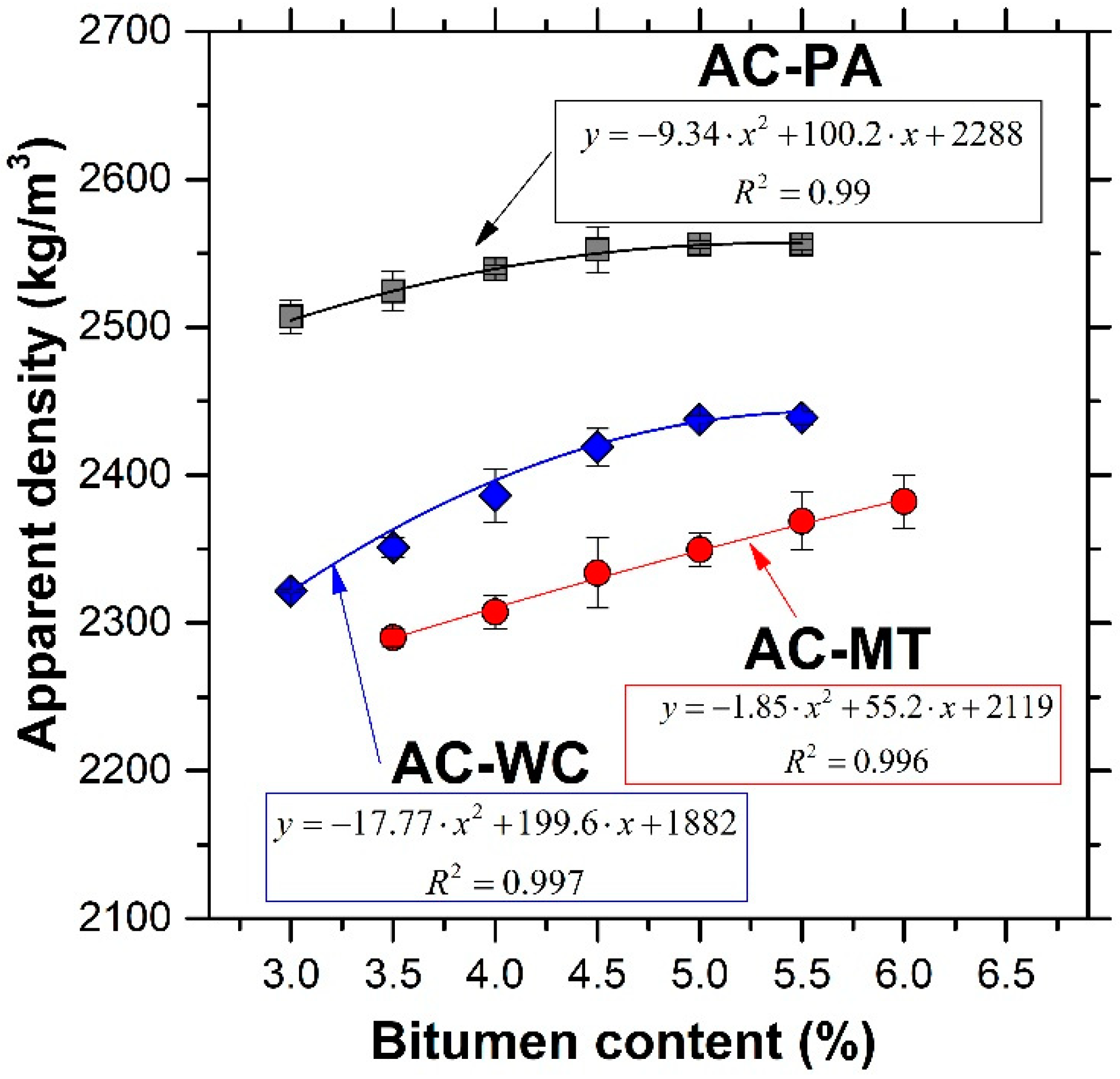
Figure 2 and
Figure 3 give the results of apparent density, air voids (Vh), and voids in the mineral aggregate (VMA) obtained according to the norms noted in
Section 2.3.1, which in turn may be used to determine the optimal percentage of the bituminous binder. The figures give the mean values of each parameter corresponding to each studied percentage of bitumen, along with error bars that represent the standard deviation. Additionally, the equation of the best second-order polynomial fit and the associated value of R
2 have also been included.
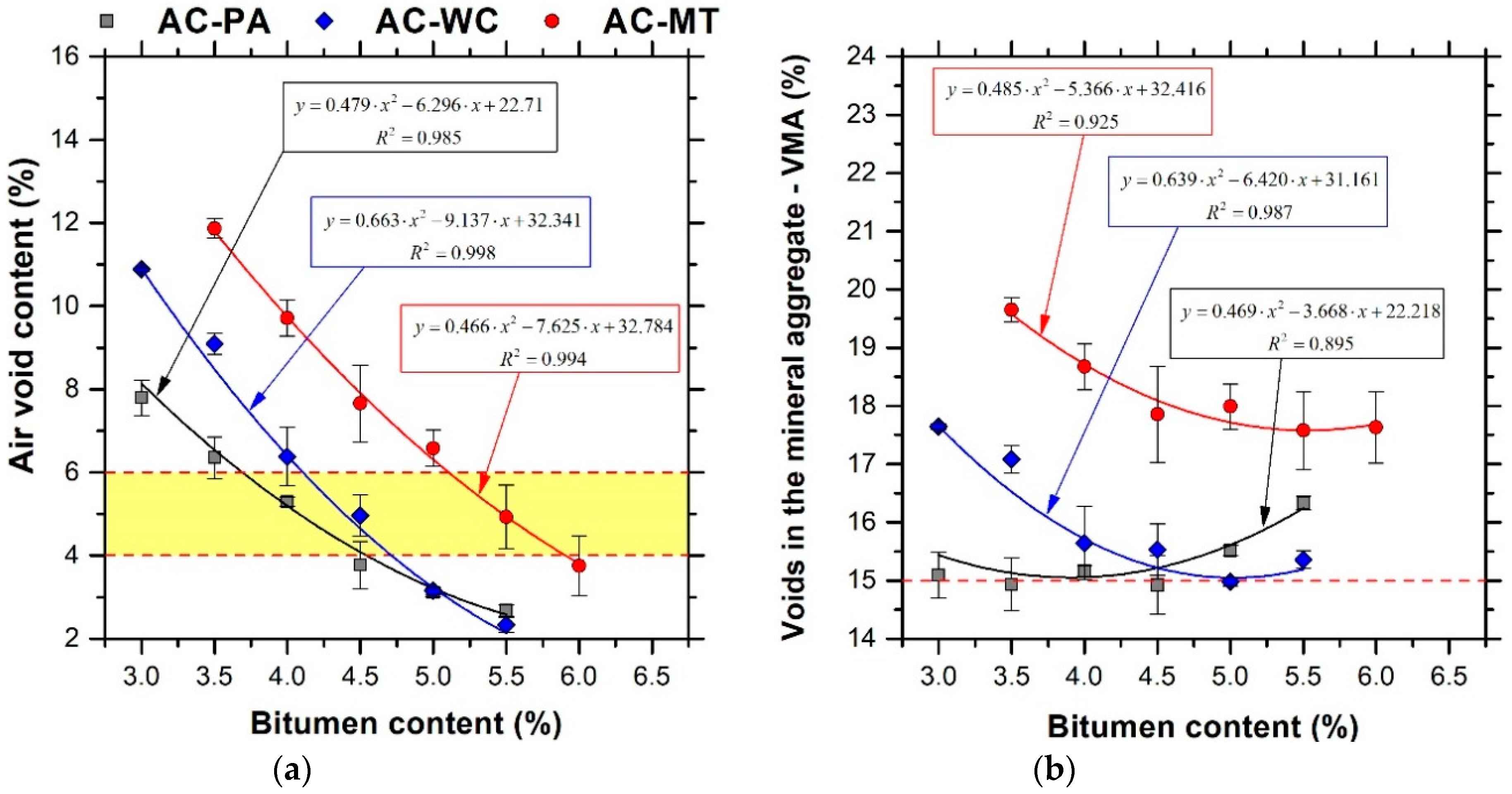
In accordance with the results and in order to comply with the PG-3 Spanish norm for bituminous AC16S mixes made for wearing courses, the air void content in the mix, (Vh), should be between 4–6% and the voids in the mineral aggregate, (VMA), should be greater than 15%. Furthermore,
Table 5 includes the percentage of binder necessary to obtain the 4% and the 6% Vh obtained through the polynomial fit and the percentage of bitumen to obtain the minimum VMA, attained by setting the derivative of the VMA polynomial to zero to find the appropriate local minimum for each aggregate.
As may be observed in
Figure 2, the apparent density of the AC-WC and AC-MT mixes is less than that of the control AC-PA aggregate. This is principally due to the lower density of the mine wastes, as indicated by
Table 3.
Figure 3 gives the mean Vh and VMA as a function of bitumen content for each of the aggregate mixes. As may be observed (
Figure 3a), the data and fitting polynomials for Vh decrease with increasing bitumen in the mix. This tendency is consistent with the idea that increasing the amount of bitumen in the mix allows a greater filling of the pore volume. The AC-PA and AC-WC aggregates show similar behavior; that is, the same quantity of bitumen gave similar values to the air voids, Vh. However, the AC-MT mixes needed a greater amount of bitumen to obtain the same air void content. This is due to the higher absorption of the MT aggregate that produces a drop in the effective bitumen volume, so that a greater quantity of bitumen was necessary to cover the aggregate and to reduce the air void content to the necessary value, as shown in
Table 3. The percentage of bitumen necessary for the AC-PA and AC-WC to comply with Spanish technical specifications was similar in these two mixes, as shown in
Table 5 and in
Figure 3.
Figure 3b also shows the mean values of the VMA quantity as a function of bitumen content for each aggregate mix. The best second-order polynomial fit in this case has a convex form and the recommended bitumen dosage corresponds to the descending part of the curve, as the mix is more compactable in that region. If a bitumen dose is chosen that corresponds to the rising part of the curve, the bitumen displaces the aggregates, which could result in plastic flow within the mix. In
Figure 3, it is apparent that all of the mixes have a VMA value larger than 15% over the entire range of bitumen contents studied. The AC-PA mix achieves a minimum VMA with a low bitumen content (
Table 5), which indicates that it may suffer from plastic deformation at bitumen dosages larger than 3.91%. In any case, the AC-WC and AC-MT mixes achieve a minimum VMA at a larger bitumen dose.
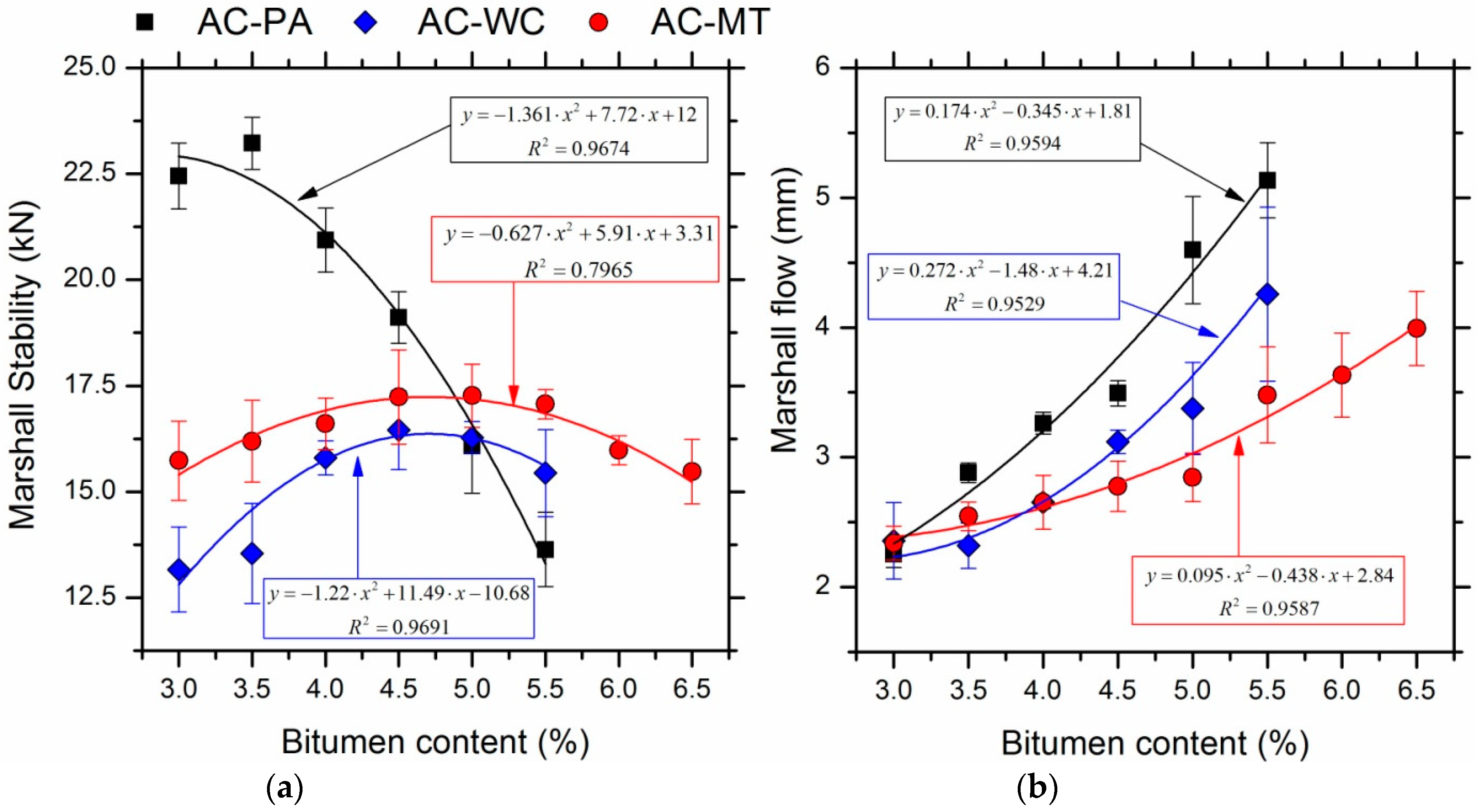
Figure 4 gives the values for the Marshall Stability and the Marshall flow as a function of bitumen content for each of the studied mixes. Once again, the data represents the mean bitumen content and standard deviation computed from measurements made on three specimens. Additionally, the graph shows the best fit second-order polynomial along with its R
2 value that verifies a good fit. As
Figure 4 shows, the AC-PA mix shows a drop in stability with increasing bitumen content. However, the AC-WC and AC-MT mixes show an increase in stability with increasing bitumen content up to a point where both reach a maximum value of about 4.7%, after which both slowly decrease for a higher bitumen content. The results show that the mixes made with mine wastes are less sensitive to binder content.
As may be seen in
Figure 4, the deformations that were produced in the AC-WC and AC-MT mixes were less than that of the control mix (AC-PA). The AC-MT mixes showed the least deformation, probably because the effective bitumen content of these mixes was less than those of the other analyzed mixes.
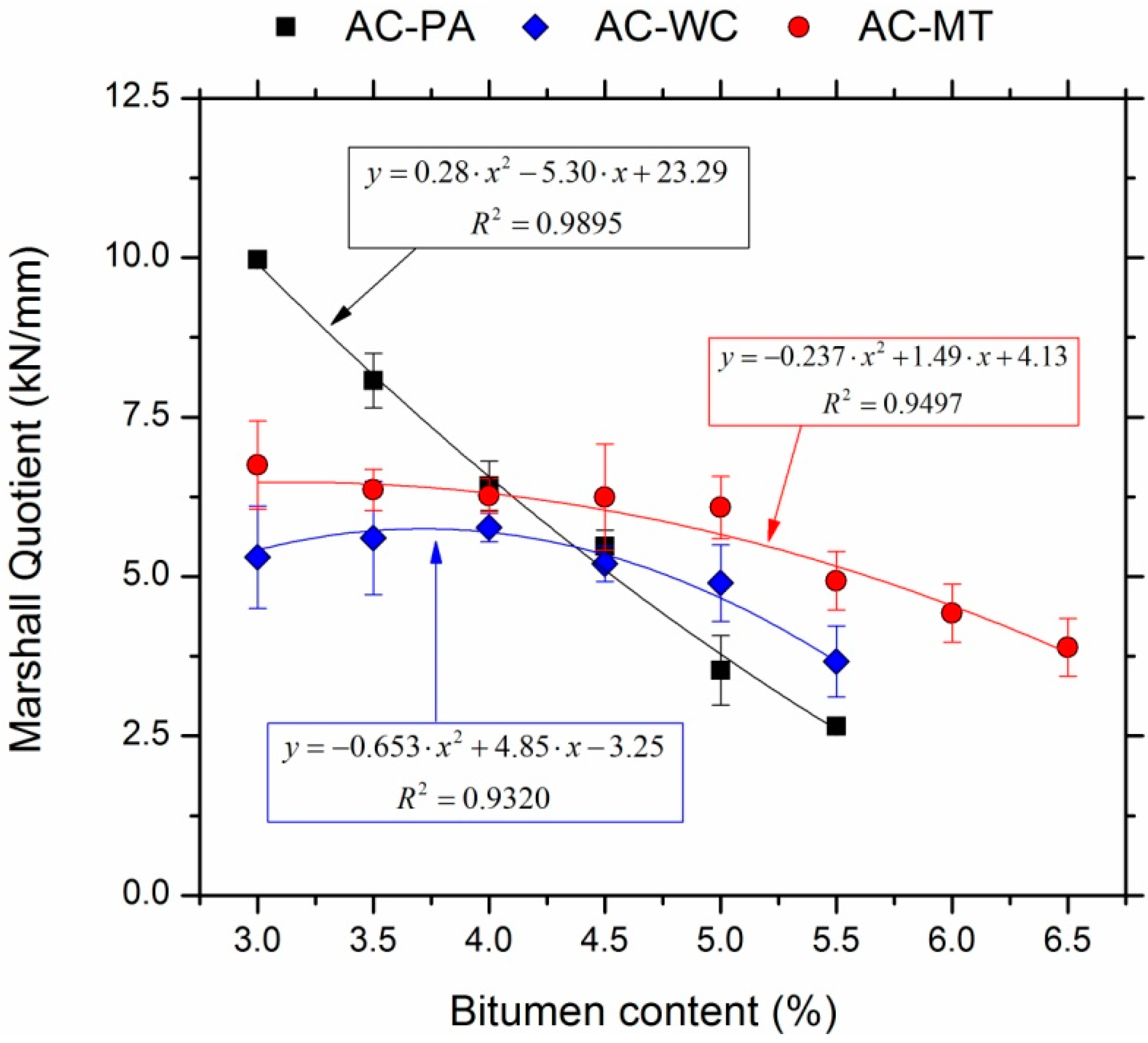
Figure 5 shows the Marshall quotient and its best second-order polynomial fit as a function of bitumen content for the studied mixes. The Marshall quotient may be used to evaluate the rigidity of the mixes, with high values representing greater rigidity, corresponding to a more resistant material [
34,
35,
36]. The AC-PA mix had a higher Marshall quotient with a low bitumen content than the AC-WC and AC-MT mixes, indicating that these mixes are more rigid and more resistant than the mixes made with mine wastes.
3.2. Water Sensitivity
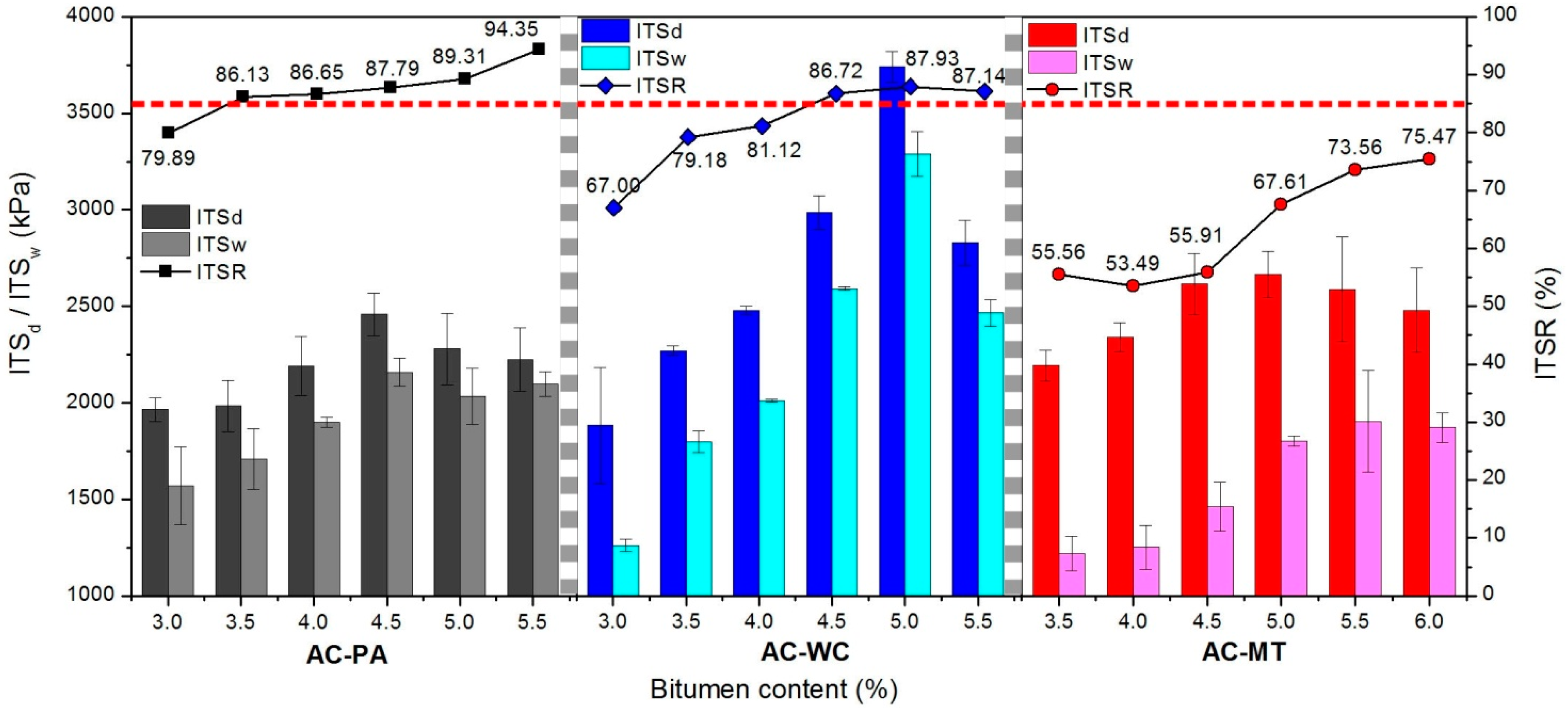
Figure 6 shows the mean measured dry (
ITSd) and wet (
ITSw) Indirect Tensile strength, as well as the Indirect Tensile Strength Ratio (
ITSR, on the right axis) for the specimens as a function of bitumen content for each of the studied mixes. The error bars represent ±1 standard deviation in each of the measurements. The dotted line on the graph gives the minimum value of
ITSR, which corresponds to the Spanish norm [
31].
As may be seen from
Figure 6, the wet tested specimens experienced a loss of indirect tensile strength when compared to their dry counterparts, due to a loss in adhesion and cohesion in the mastic bitumen. The AC-WC mixes had higher indirect tensile strength then the other mixes.
The
ITSR value of all of the mixes increased with increasing bitumen content, principally due to the fact that the thickness of the mastic layer is greater in mixes with a higher bitumen content [
37]. As may be observed in the figure, the values of
ITSR for the AC-PA control mixes exhibited
ITSR values in excess of 85% in specimens with a bitumen content higher than 3.5%. The AC-WC mixes exhibit maximal
ITSR values in specimens with a bitumen content higher than 4.5%. The AC-MT mixes did not comply with the minimum 85% requirement for any of the bitumen contents studied, which is an indication of low adhesivity between the binder and the aggregate. The low
ITSR of the AC-MT mixes is also due to that fact that a significant part of the bitumen is absorbed by the aggregate, which lowers the effective bitumen in the mix, and consequently, the thickness of the binder film that covers the aggregate, which, in turn, promotes the disassociation of the aggregate under exposure to water.
3.3. Permanent Deformation
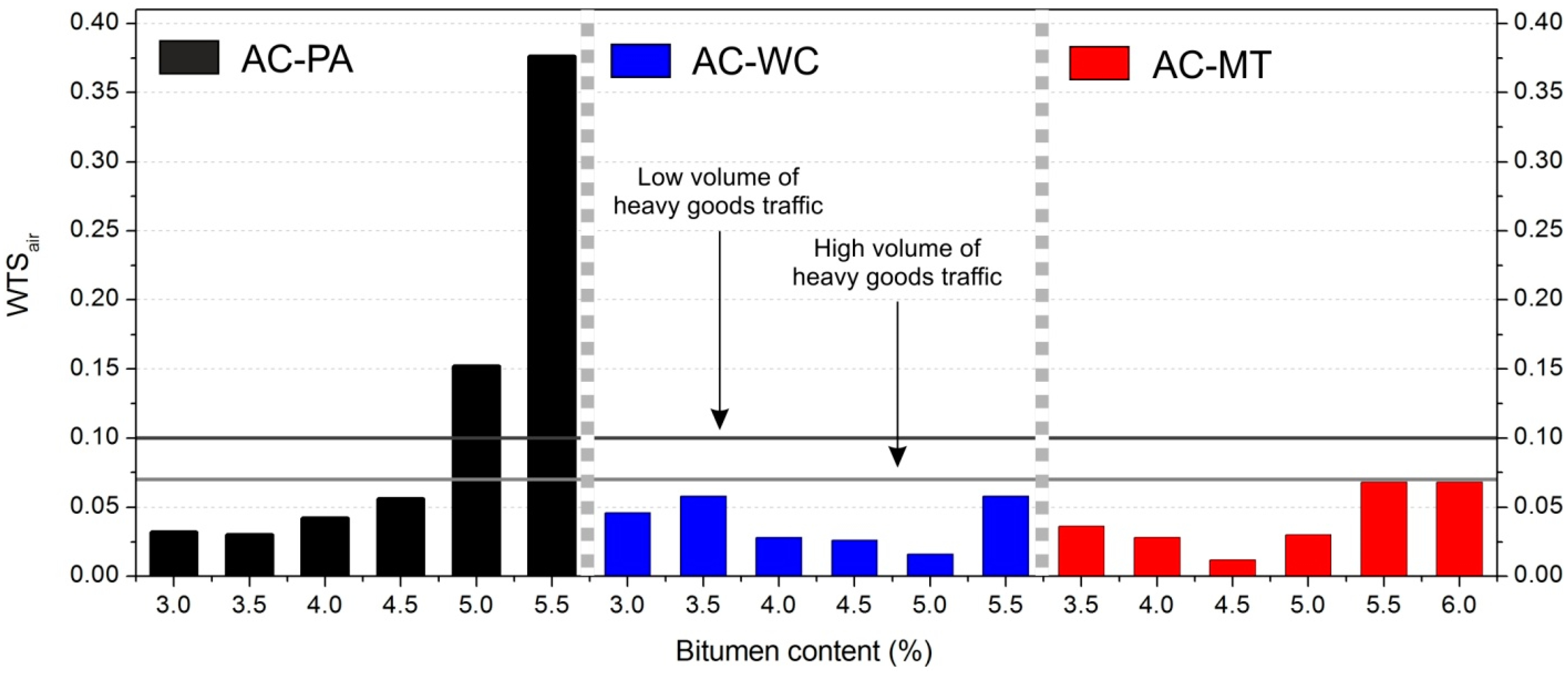
In
Figure 7, the mean Wheel tracking slopes (
WTSair) as a function of bitumen content for the various mixes are shown. The data was obtained from the tests described in
Section 2.3.3. The horizontal lines in the graph represent the maximum permitted value (according to Spanish norms) of the
WTSair parameter for both high-volume and low-volume heavy vehicle traffic.
As may be observed, the AC-PA mixes, made with the control aggregate, exhibited a low Wheel tracking slope for bitumen contents of less than 4.5%, in compliance with the norms; however, with bitumen content increasing to 5–5.5%, the Wheel tracking slope increased significantly. This likely occurs because, for a bitumen content greater than 4%, the mix is in the ascending part of the VMA curve, which corresponds to a region associated with excessive flow and deformation, since the bitumen occupies spaces where the mineral framework separates.
The AC-WC and AC-MT mixes were in compliance with Spanish norms (less than 0.07–0.1 mm/10
3 load cycles) at all levels of bitumen content studied. This indicates good resistance to permanent deformation. These results coincide with the Marshall deformation results given in
Figure 4, in which the mixes with mine wastes exhibited less deformation than the control mix.
3.4. Optimum Bitumen Content
As established by the PG-3 norm, the AC16S mixes, used in wearing courses, should have a minimum bitumen content of 4.5%. This value may be adjusted if the aggregate density is a value other than 2650 kg/m
3, according to Equation (3).
where
α is the correction factor, and
ρd is the density of the particle aggregate in kg/m
3.
Table 6 gives the minimum bitumen content and range required for aggregate density compliance with Spanish norms for each studied AC16S mix according to the PG-3 norm [
31]. As shown in the
Table 6, the AC-WC mix performs similarly to the control AC-PA mix. Technically speaking, the AC-MT mixes were not viable because they were not in compliance with the
ITSR required, having insufficient water resistance.
3.5. Fatigue Resistance
Gardete et al. [
38] indicated that traditional design methods, such as the Marshall method, can provide mixtures with an acceptable performance. However, the lack of flexibility in the design values can lead to ill-adapted mixtures. Taking into account in-service conditions (as fatigue performance) leads to an improvement of the overall performance of the pavement. Traffic loads are cyclical and the repeated passage of these loads induces a fatigue process [
39]. Fatigue is of importance for concrete structures subjected to repetitive loading, such as bridges [
40] or railway slab tracks under traffic loads [
41]. However, there is still a lack of common criteria about the necessary number of tests or sample size. For high-strength concrete, the studies are still limited [
42,
43]. However, in bituminous mixes, there are several standardized methods for determining the fatigue characteristics of asphalt concrete mixtures—uniaxial tension/compression; 2, 3, and 4 point bending; and indirect-tension tests [
44].
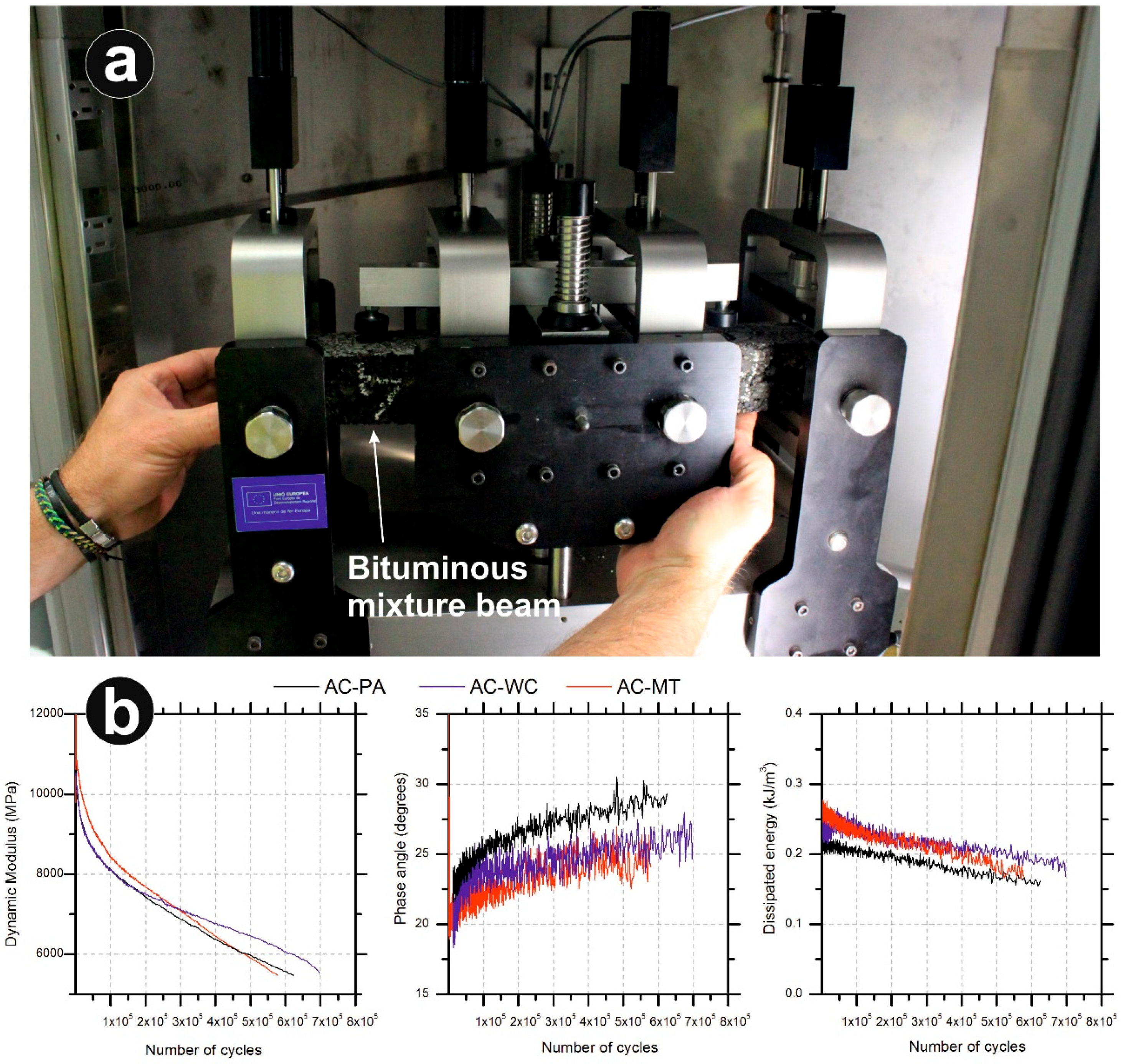
In this research, the fatigue resistance was obtained through a four point besting test carried out on strain control and with a repetitive sinusoidal loading configuration, as can be seen in
Figure 8a.
Figure 8b illustrates an example of the fatigue results on AC-PA, AC-WC, and AC-MT samples. Since the load and displacement were continuously measured during the test, parameters like dynamic modulus, phase angle, and dissipated energy could easily be calculated and plotted, as can be seen in the example of
Figure 8b. Shown are the dynamic modulus, phase angle, and dissipated energy as a function of number of test cycles for typical tests. It is apparent that the dynamic modulus decreases with the number of cycles. The phase angle increases with the number of cycles, demonstrating the degradation of the mix, as well as its loss of rigidity. Over the length of the test, which simulates the useful life of the road service, the energy dissipated per cycle is reduced as the sample suffers from fatigue effects.
Table 7 summarizes the mean fatigue testing results for the dynamic modulus; phase angle; and the initial, final, and accumulated dissipated energies of each of the mixes as a function of bitumen content. Additionally, the number of cycles necessary for a 50% reduction in the initial value of the dynamic modulus is presented [
45]. As may be observed from the results at a low bitumen content, the phase angles are low, indicating the fragility of these mixes. At a low bitumen content, the mineral skeleton of the mix is unable to support deflections greater than 150 µm/m, which causes failure at a lower number of cycles. However, with an increase in the amount of bitumen content, the mix becomes more flexible, increasing the viscous component, as may be seen in the increasing values of the phase angle. This improvement increases the number of cycles necessary to induce fatigue in the mix.
In the AC-WC mix, the mix with a 3% bitumen content broke during the pre-testing phase. With a higher bitumen content, the dynamic modulus was approximately constant, with values similar to those of the AC-PA mix. The AC-MT mix had slightly lower dynamic modulus values than the control.
The AC-WC and AC-MT mixes took a greater number cycles to fatigue, around 20–25% higher, with a bitumen content greater than 5% and 5.5%, respectively.
4. Conclusions
In this study, the properties of well cuttings and mine tailings were compared with a porphyry aggregate, typically used in constructing wearing courses. Standard tests were conducted to determine the usefulness of these mine waste products in the fabrication of road surfaces. We next fabricated AC 16 Surf 35/50 S bituminous mixes with the mine wastes and the control aggregate and carried out a number of standard tests on samples of these mixes. The principle conclusions were:
- (a)
Both of the studied wastes have physical and mechanical properties that permit their utilization in the fabrication of wearing courses.
- (b)
The behavior of the AC-WC mix is similar to that of the control. The test results for this aggregate were slightly better than those of the porphyry control mix at similar bitumen contents in terms of compliance with the Spanish PG-3 norms.
- (c)
The AC-MT mix required an elevated level of bitumen binder to comply with the requirement for the void percentage in the mix and, furthermore, exhibited poor resistance to water damage. It was out of compliance with the minimum requirements for wearing courses.
- (d)
The AC-WC and AC-MT mixes were more resistant to fatigue than the AC-PA control mix for bitumen contents of 5–5.5%, respectively.
The results of the study show that, of the two wastes studied, wellbore cuttings from the La Union mining district in Spain have adequate properties to serve as coarse aggregates for use in the fabrication of AC16S wearing courses and may be considered as an alternate source given the scarcity of high-quality aggregates in this region in Spain. Additionally, the use of these aggregates would contribute to the environmental restoration of this area.

 ,
, 











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}