Self-Piercing Riveted Joint of Vibration-Damping Steel and Aluminum Alloy



Abstract
:1. Introduction
2. Experimental Procedure
2.1. Materials
2.2. SPR Equipment, Rivet, and Die
2.3. Cross-Sectional Analysis of SPR Joint
2.4. Tensile–Shear Test for SPR Joint
3. Results and Discussion
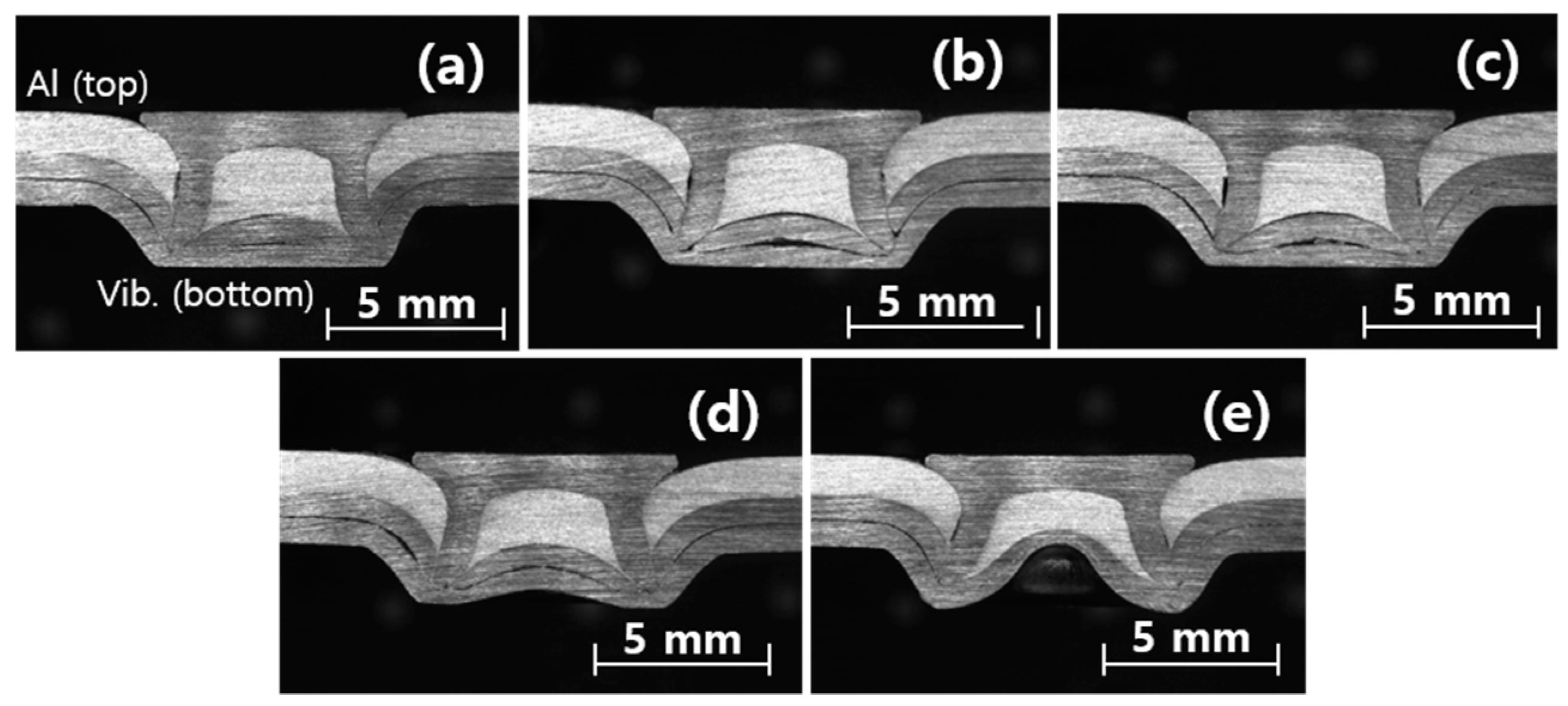
3.1. SPR Joint between Vibration-Damping Steel (Top) and Aluminum Alloy (Bottom)
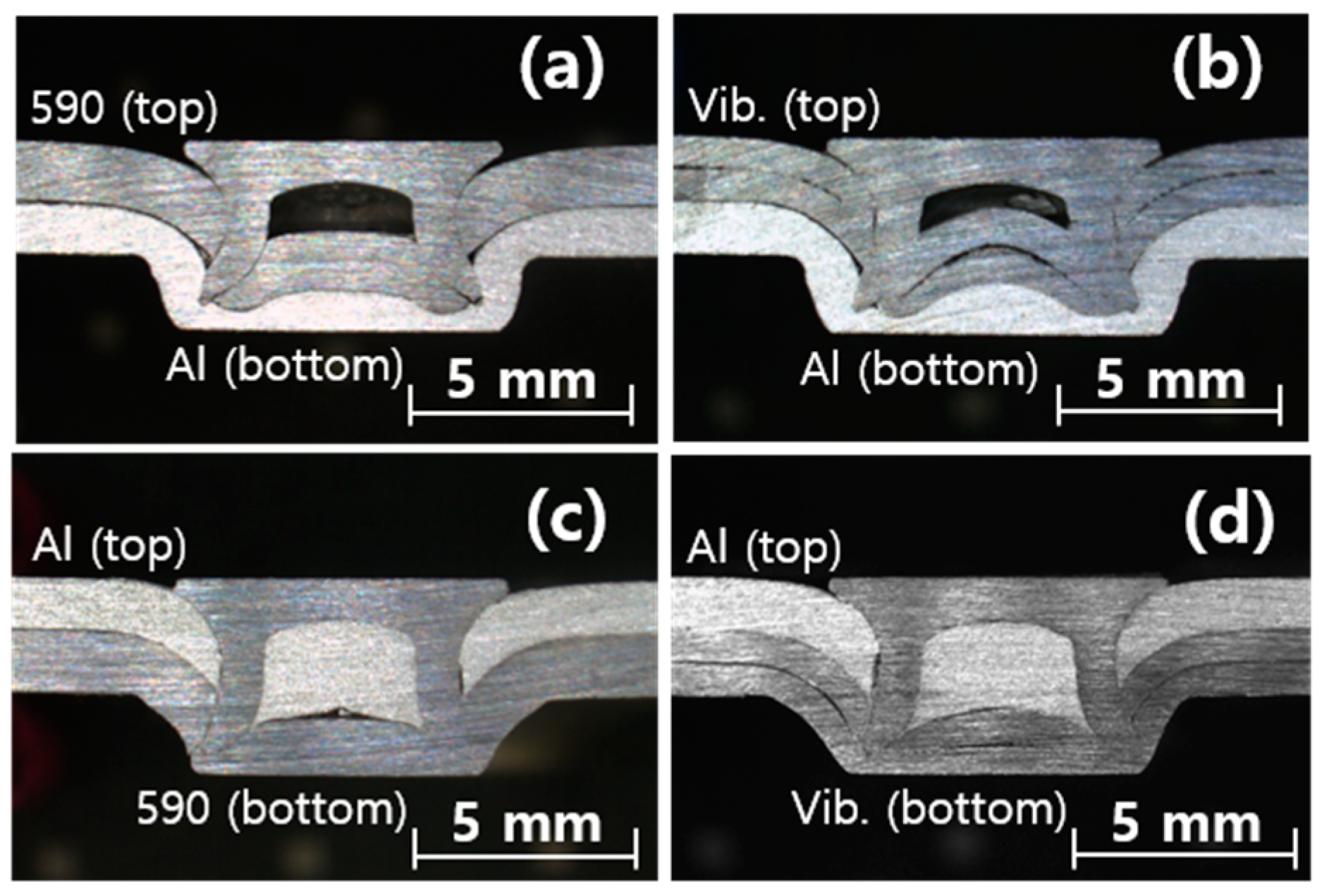
3.2. SPR Joint of Aluminum Alloy (Top) and Vibration-Damping Steel (Bottom)
3.3. Vibration-Damping Steel vs. SPFC590DP
4. Conclusions
- (1)
- The SPR joint between the vibration-damping steel and Al5052-H32 showed mechanical performance similar to that between SPFC590DP and Al5052-H32. For the Al5052-H32 bottom configuration, the SPR joint of the vibration-damping steel had 22.6% lower tensile–shear load than SPFC590DP. However, it had 3.9% higher tensile–shear load than SPFC590DP when Al5052-H32 was used as a top sheet. These results suggest that the SPR technique could be a promising solution for dissimilar joining between vibration-damping steel and aluminum.
- (2)
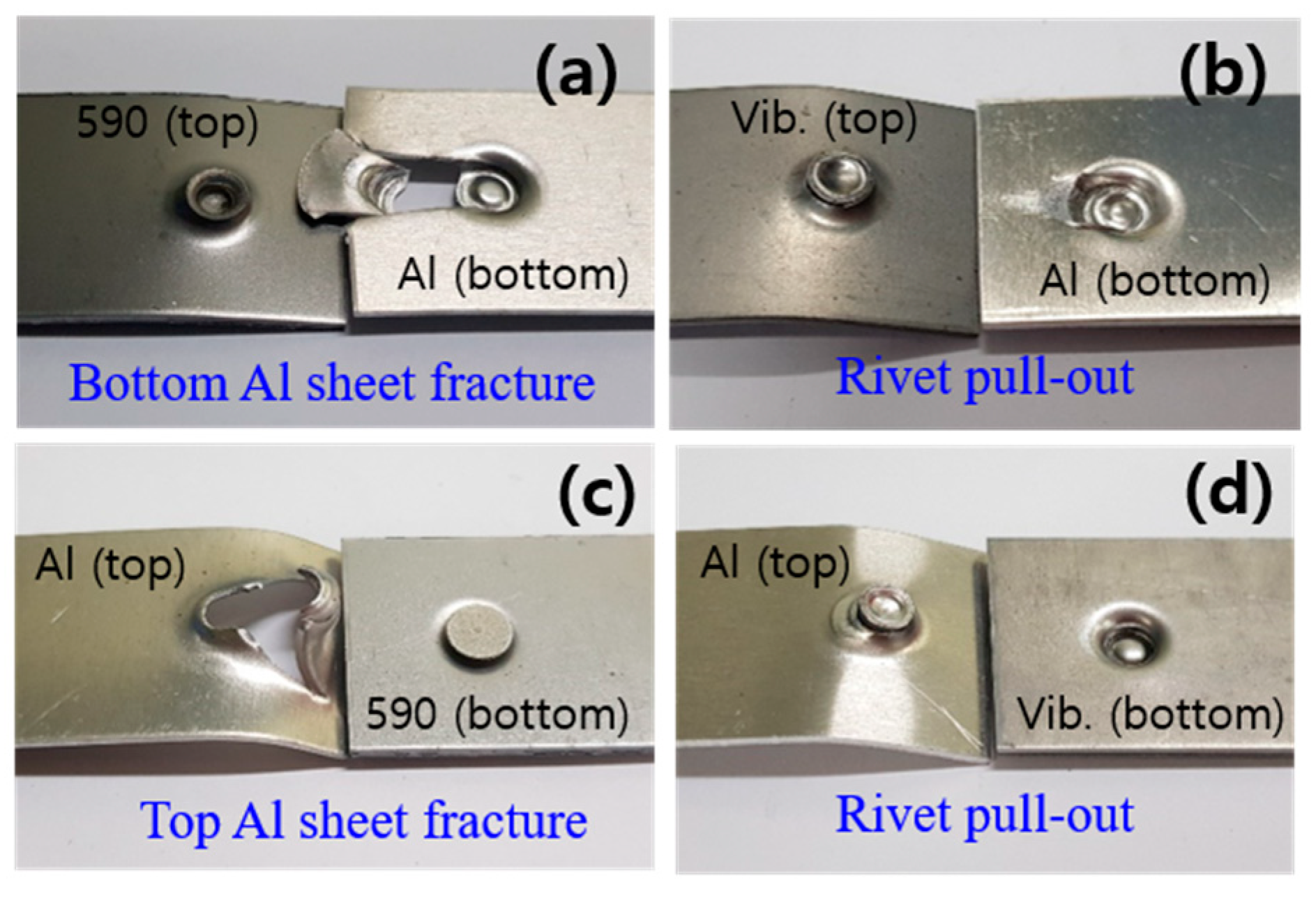
- The SPR joints of the vibration-damping steel and Al5052-H32 with the Al5052-H32–top configuration had a consistent superior mechanical performance, mainly due to the increase of the interlock width. In addition, due to the small interlock width, all SPR joints of the vibration-damping steel and Al5052-H32 showed consistent rivet pull-out failure, regardless of the joint configuration.
- (3)
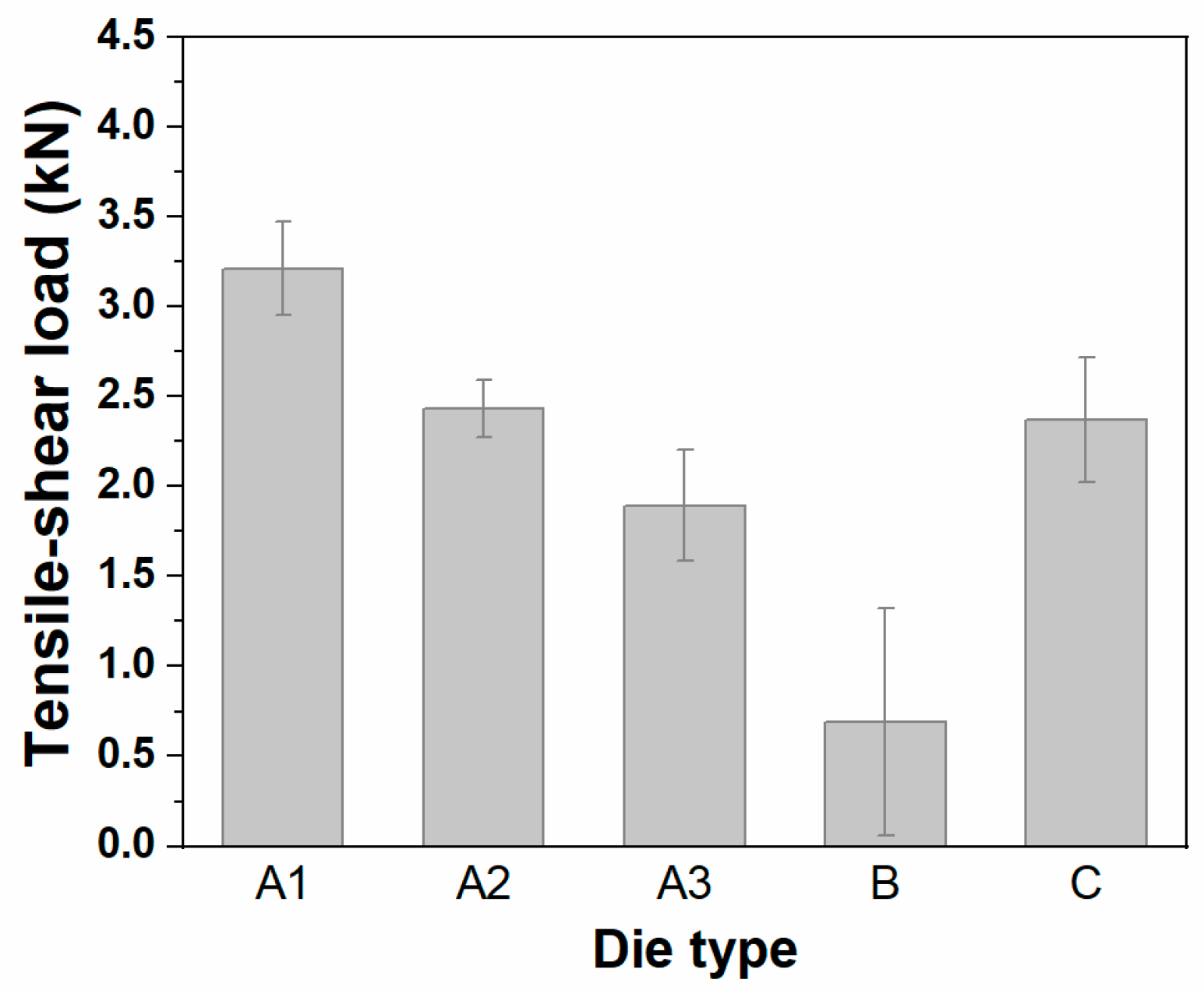
- The SPR joints of the vibration-damping steel and Al5052-H32 showed the largest tensile shear load with a flat die (a benchmark die). For the flat die, the increase of die taper angle and diameter reduced the mechanical performance of the joint, owing to the increase of the die’s volume, resulting in the smaller interlock width of the joint.
Author Contributions
Funding
Conflicts of Interest
References
- Isenstadt, A.; German, J.; Bubna, P.; Wiseman, M.; Venkatakrishnan, U.; Abbasov, L.; Guillen, P.; Moroz, N.; Richman, D.; Kolwich, G. Lightweighting Technology Development and Trends in U.S. Passenger Vehicles, International Council on Clean Transportation, Working Paper. 2016. Available online: https://theicct.org/sites/default/files/publications/ICCT_PVtech_lightweighting_wp2016-25.pdf (accessed on 26 October 2019).
- Mascarin, A.; Hannibal, T.; Raghunathan, A.; Ivanic, Z.; Francfort, J. Vehicle Lightweighting: 40% and 45% Weight Savings Analysis: Technical Cost Modeling for Vehicle Lightweighting. Available online: https://inldigitallibrary.inl.gov/sites/sti/sti/6492855.pdf (accessed on 26 October 2019).
- Aslanlar, S. The effect of nucleus size on mechanical properties in electrical resistance spot welding of sheets used in automotive industry. Mater. Des. 2006, 27, 125–131. [Google Scholar] [CrossRef]
- Zhou, K.; Yao, P. Overview of recent advances of process analysis and quality control in resistance spot welding. Mech. Syst. Signal Process. 2019, 124, 170–198. [Google Scholar] [CrossRef]
- Chen, C.; Kong, L.; Wang, M.; Haselhuhn, A.S.; Sigler, D.R.; Wang, H.P.; Carlson, B.E. The robustness of Al-steel resistance spot welding process. J. Manuf. Process. 2019, 43, 300–310. [Google Scholar] [CrossRef]
- Katayama, S. Laser welding of aluminium alloys and dissimilar metals. Weld. Int. 2004, 18, 618–625. [Google Scholar] [CrossRef]
- Assunção, E.; Quintino, L.; Miranda, R. Comparative study of laser welding in tailor blanks for the automotive industry. Int. J. Adv. Manuf. Technol. 2010, 49, 123–131. [Google Scholar] [CrossRef]
- Oladimeji, O.O.; Taban, E. Trend and innovations in laser beam welding of wrought aluminum alloys. Weld. World 2016, 60, 415–457. [Google Scholar] [CrossRef]
- Torkamany, M.; Tahamtan, S.; Sabbaghzadeh, J. Dissimilar welding of carbon steel to 5754 aluminum alloy by Nd: YAG pulsed laser. Mater. Des. 2010, 31, 458–465. [Google Scholar] [CrossRef]
- Mathieu, A.; Shabadi, R.; Deschamps, A.; Suéry, M.; Matteï, S.; Grevey, D.; Cicala, E. Dissimilar material joining using laser (aluminum to steel using zinc-based filler wire). Opt. Laser Technol. 2007, 39, 652–661. [Google Scholar] [CrossRef]
- Zhou, D.; Xu, S.; Zhang, L.; Peng, Y.; Liu, J. Microstructure, mechanical properties, and electronic simulations of steel/aluminum alloy joint during deep penetration laser welding. Int. J. Adv. Manuf. Technol. 2017, 89, 377–387. [Google Scholar] [CrossRef]
- Khoddam, S.; Tian, L.; Sapanathan, T.; Hodgson, P.D.; Zarei-Hanzaki, A. Latest Developments in Modeling and Characterization of Joining Metal Based Hybrid Materials. Adv. Eng. Mater. 2018, 20, 1800048. [Google Scholar] [CrossRef]
- Pramanik, A.; Basak, A.; Dong, Y.; Sarker, P.; Uddin, M.; Littlefair, G.; Dixit, A.; Chattopadhyaya, S. Joining of carbon fibre reinforced polymer (CFRP) composites and aluminium alloys—A review. Compos. Part A Appl. Sci. Manuf. 2017, 101, 1–29. [Google Scholar] [CrossRef]
- Huang, Z.C.; Zhou, Z.J.; Huang, W. Mechanical Behaviors of Self-Piercing Riveting Joining Dissimilar Sheets. Adv. Mater. Res. 2010, 97, 3932–3935. [Google Scholar] [CrossRef]
- Haque, R.; Durandet, Y. Investigation of self-pierce riveting (SPR) process data and specific joining events. J. Manuf. Process. 2017, 30, 148–160. [Google Scholar] [CrossRef]
- Eshtayeh, M.M.; Hrairi, M.; Mohiuddin, A.K.M. Clinching process for joining dissimilar materials: State of the art. Int. J. Adv. Manuf. Technol. 2016, 82, 179–195. [Google Scholar] [CrossRef]
- Mucha, J. The analysis of lock forming mechanism in the clinching joint. Mater. Des. 2011, 32, 4943–4954. [Google Scholar] [CrossRef]
- Hong, S.H.; Yan, F.; Sung, S.J.; Pan, J.; Su, X.; Friedman, P. Investigation of Failure Mode and Fatigue Behavior of Flow Drill Screw Joints in Lap-Shear Specimens of Aluminum 6082-T6 Sheets. SAE Int. J. Mater. Manuf. 2016, 9, 746–750. [Google Scholar] [CrossRef] [Green Version]
- Ma, Y.W.; Lou, M.; Li, Y.B.; Lin, Z.Q. Effect of rivet and die on self-piercing rivetability of AA6061-T6 and mild steel CR4 of different gauges. J. Mater. Process. Technol. 2018, 251, 282–294. [Google Scholar] [CrossRef]
- Abe, Y.; Kato, T.; Mori, K. Joinability of aluminium alloy and mild steel sheets by self piercing rivet. J. Mater. Process. Technol. 2006, 177, 417–421. [Google Scholar] [CrossRef]
- Han, L.; Chrysanthou, A.; Young, K. Mechanical behaviour of self-piercing riveted multi-layer joints under different specimen configurations. Mater. Des. 2007, 28, 2024–2033. [Google Scholar] [CrossRef]
- Wood, P.; Schley, C.; Williams, M.; Rusinek, A. A model to describe the high rate performance of self-piercing riveted joints in sheet aluminium. Mater. Des. 2011, 32, 2246–2259. [Google Scholar] [CrossRef]
- Xie, Z.; Yan, W.; Yu, C.; Mu, T.; Song, L. Improved shear strength design of cold-formed steel connection with single self-piercing rivet. Thin Walled Struct. 2018, 131, 708–717. [Google Scholar] [CrossRef]
- Jeong, T.E.; Kim, M.G.; Rhee, S.; Kam, D.H. Joint Quality Study of Self-piercing Riveted Aluminum and Steel Joints Depending on the Thickness and Strength of Base Metal. J. Weld. Join. 2019, 37, 212–219. [Google Scholar] [CrossRef]
- Lou, M.; Li, Y.; Wang, Y.; Wang, B.; Lai, X. Influence of resistance heating on self-piercing riveted dissimilar joints of AA6061-T6 and galvanized DP. J. Mater. Process. Technol. 2014, 214, 2119–2126. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sheet Material | Ultimate Tensile Strength (MPa) | Elongation (%) | Thickness (mm) |
|---|---|---|---|
| Vibration-damping steel | 618 | 17 | 1.5 |
| SPFC590DP | 609 | 25 | 1.4 |
| Al5052-H32 | 233 | 12 | 1.2 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kam, D.-H.; Jeong, T.-E.; Kim, M.-G.; Shin, J. Self-Piercing Riveted Joint of Vibration-Damping Steel and Aluminum Alloy. Appl. Sci. 2019, 9, 4575. https://doi.org/10.3390/app9214575
Kam D-H, Jeong T-E, Kim M-G, Shin J. Self-Piercing Riveted Joint of Vibration-Damping Steel and Aluminum Alloy. Applied Sciences. 2019; 9(21):4575. https://doi.org/10.3390/app9214575
Chicago/Turabian StyleKam, Dong-Hyuck, Taek-Eon Jeong, Min-Gyu Kim, and Joonghan Shin. 2019. "Self-Piercing Riveted Joint of Vibration-Damping Steel and Aluminum Alloy" Applied Sciences 9, no. 21: 4575. https://doi.org/10.3390/app9214575
APA StyleKam, D. -H., Jeong, T. -E., Kim, M. -G., & Shin, J. (2019). Self-Piercing Riveted Joint of Vibration-Damping Steel and Aluminum Alloy. Applied Sciences, 9(21), 4575. https://doi.org/10.3390/app9214575