A Practical Positioning Method in End-Plate Surface Distance Measurement with Nano-Meter Precision

 ,
,
Abstract
:1. Introduction
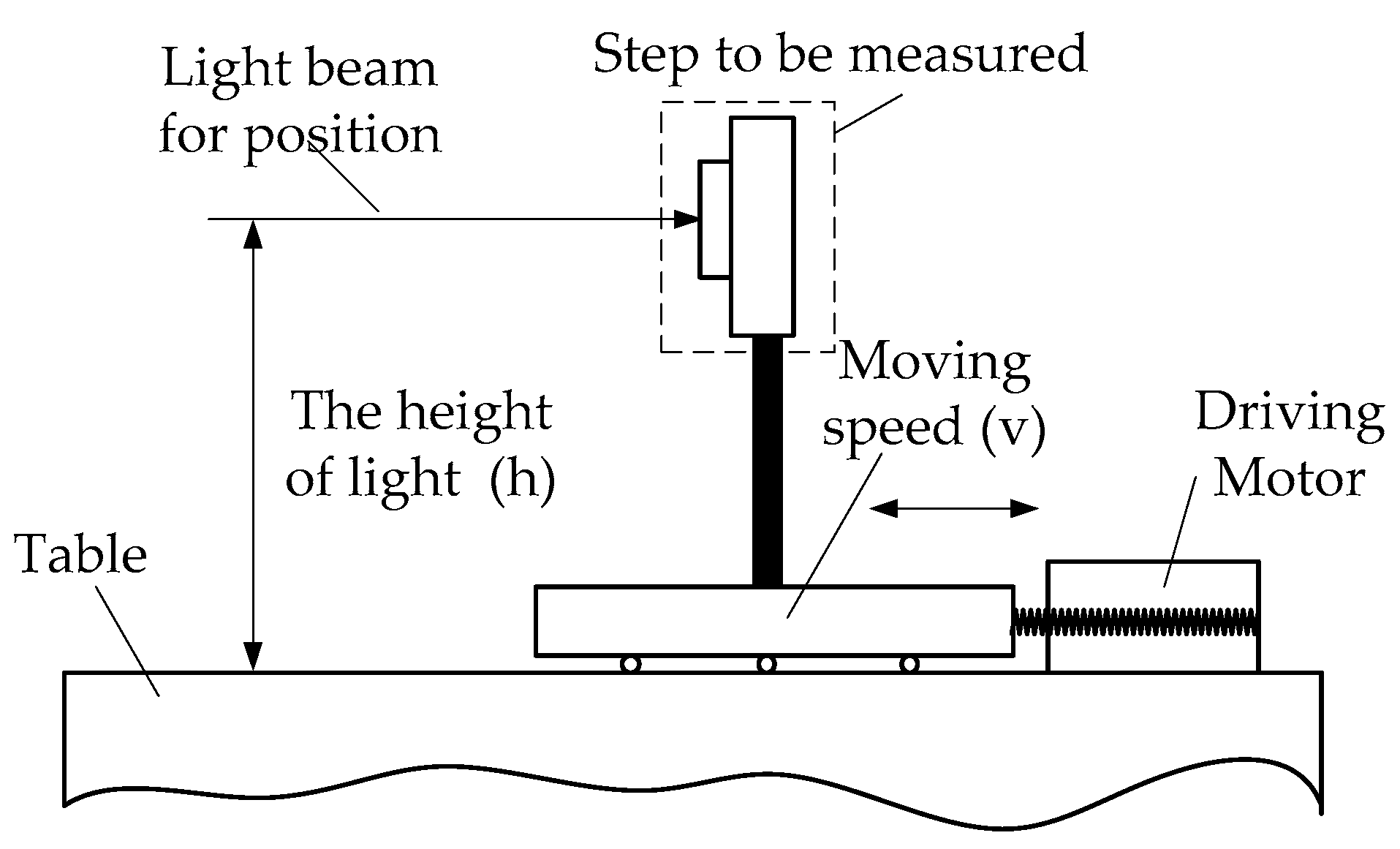
2. System Description
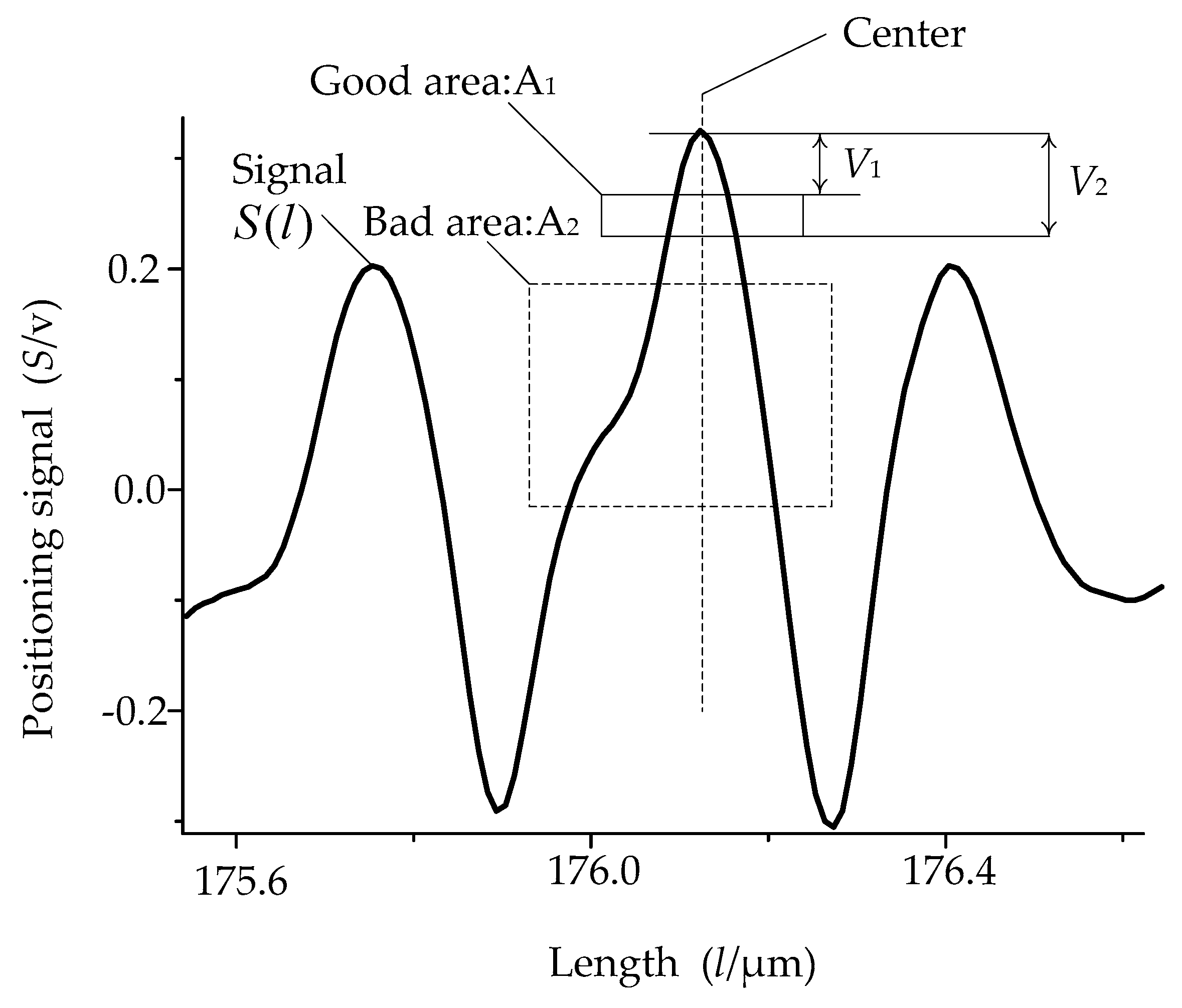
3. Positioning Principle
4. Accuracy Enhancing Methods
4.1. Optical and Mechanical Aspects
4.1.1. Vibration
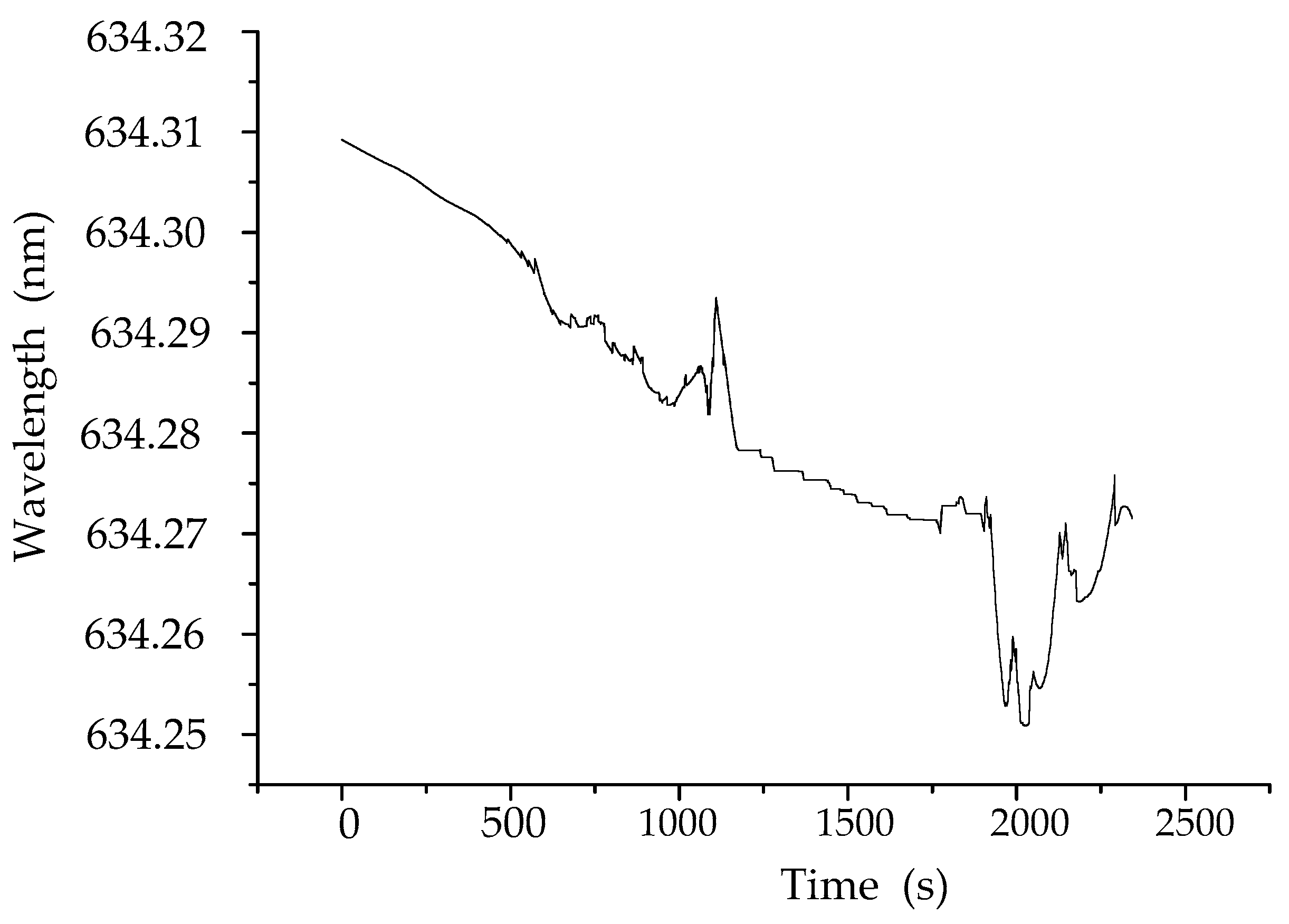
4.1.2. Laser Wavelength
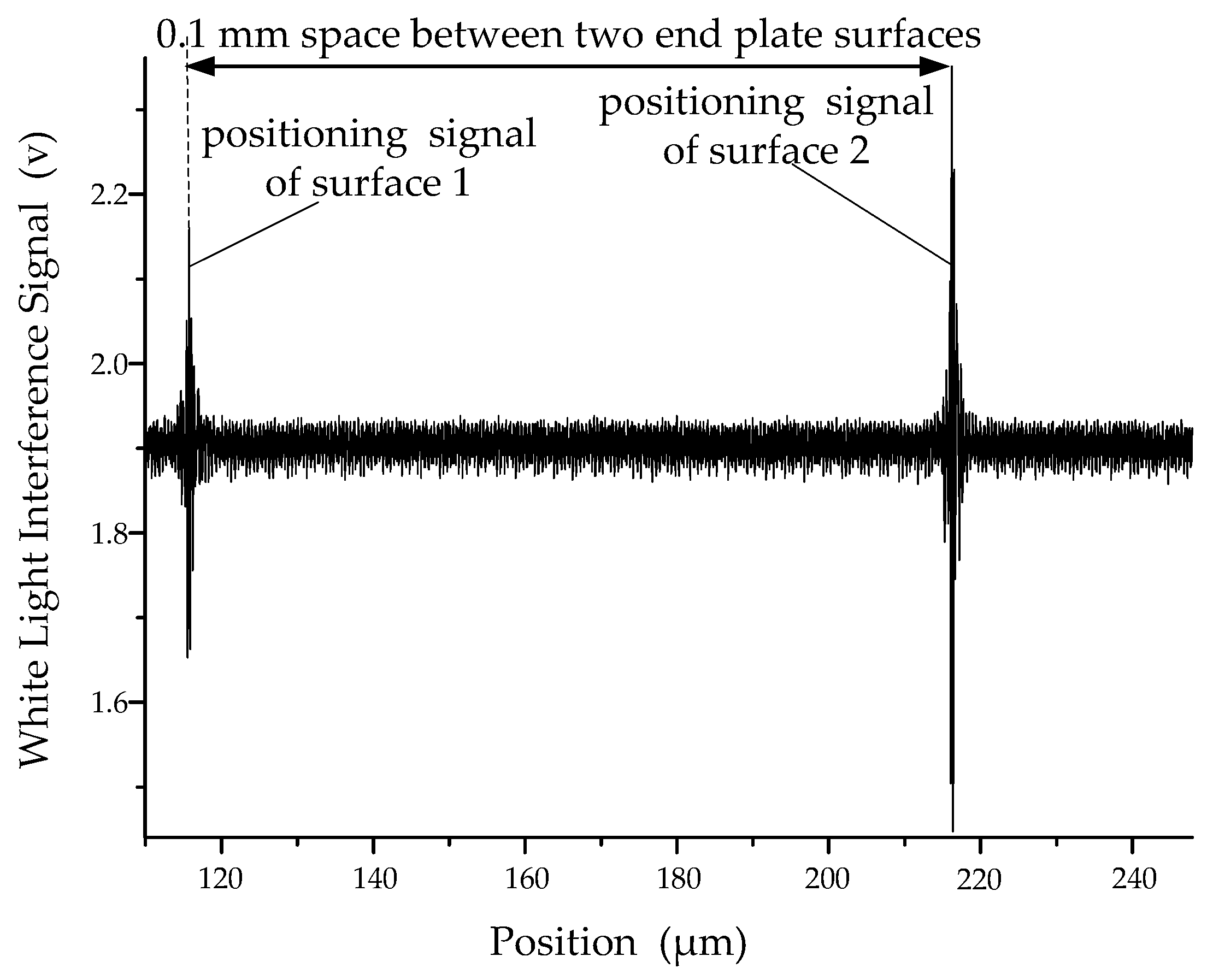
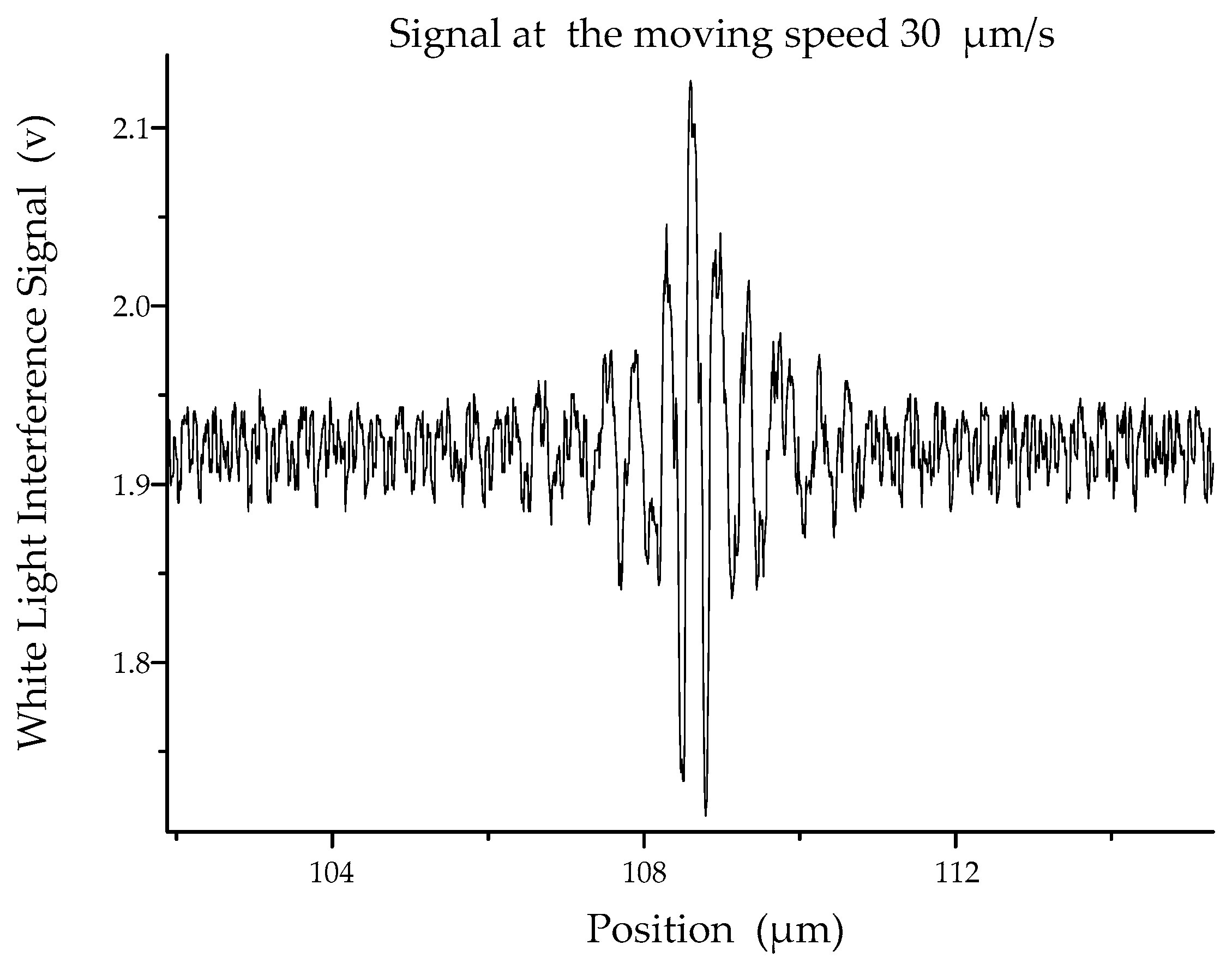
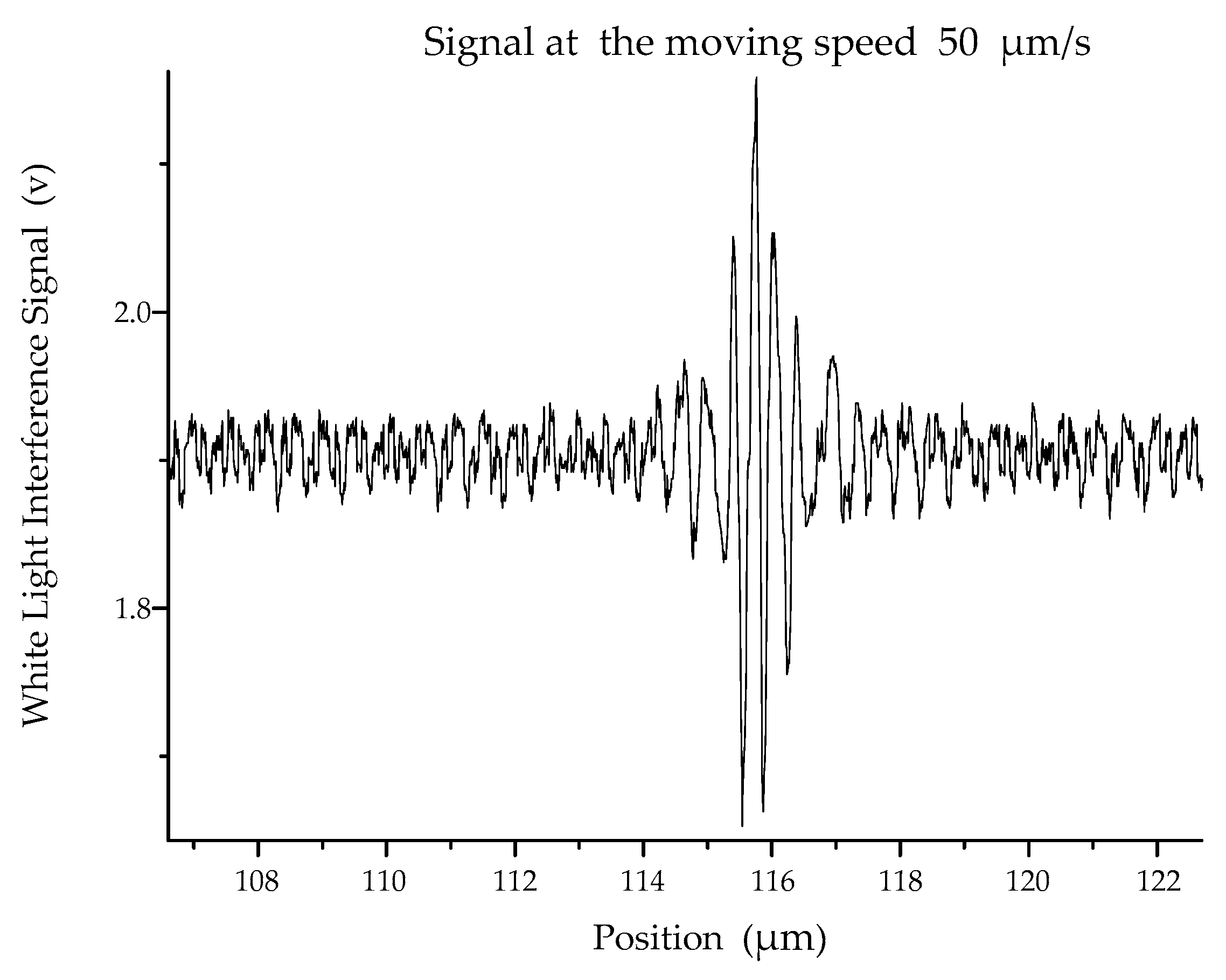
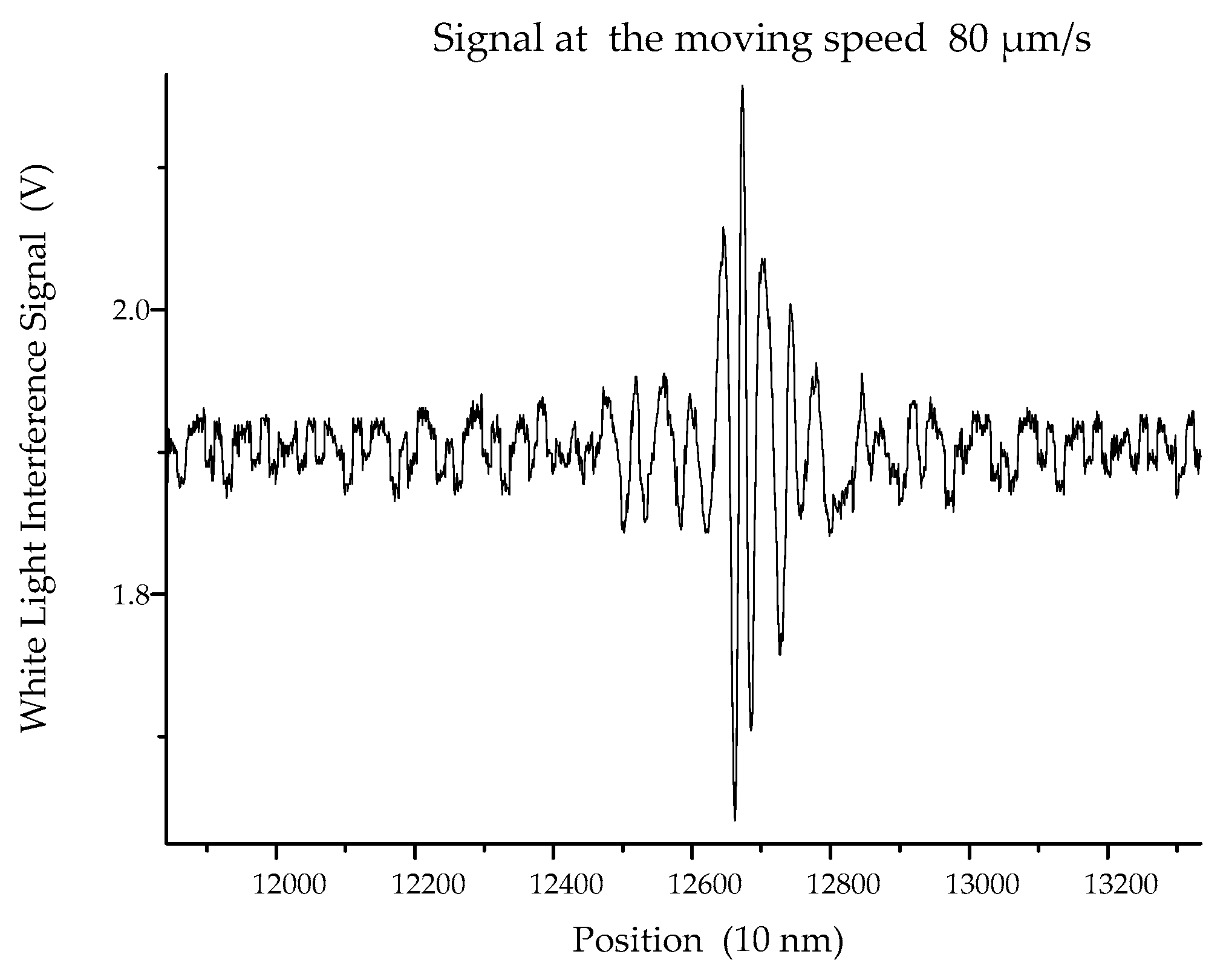
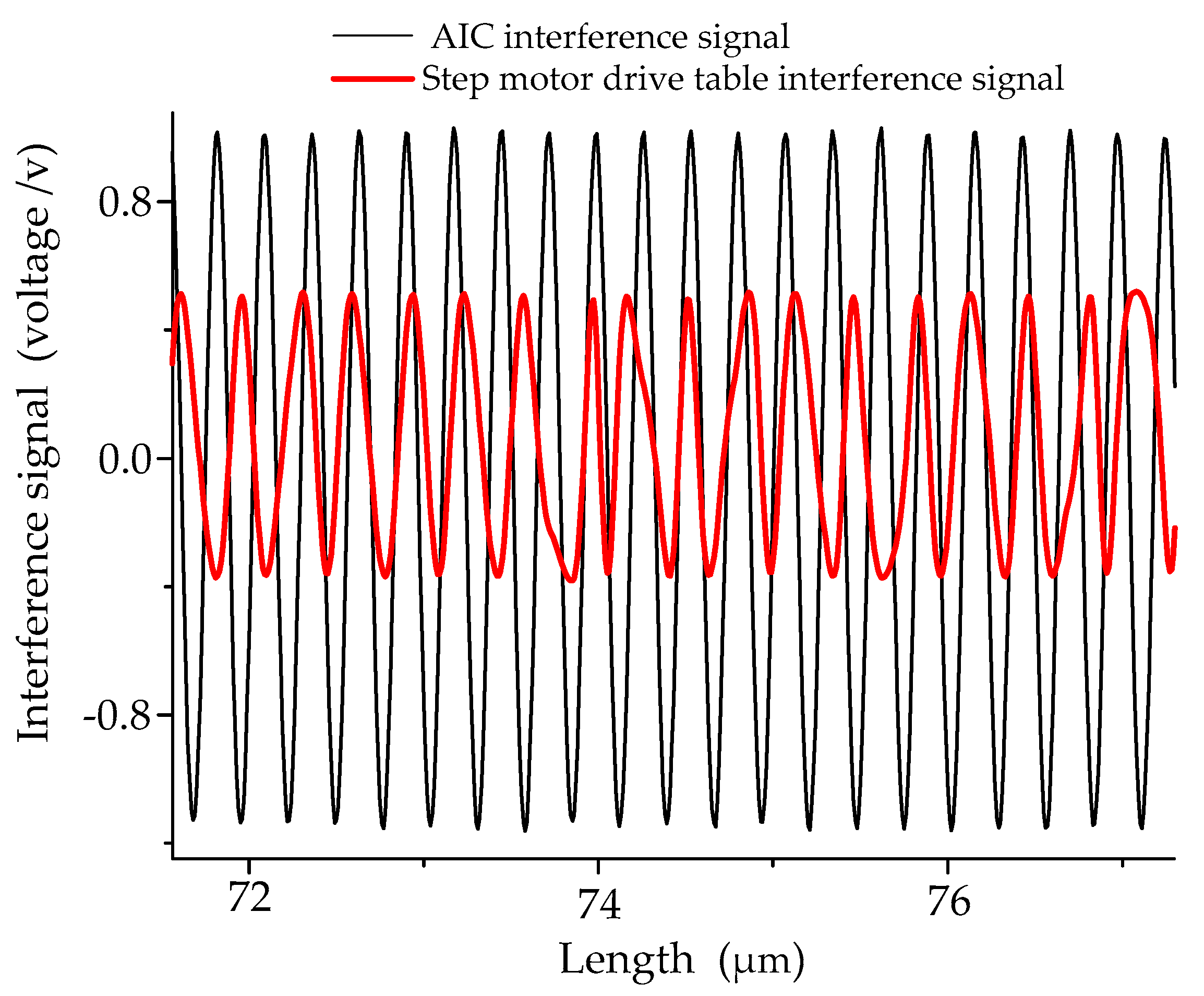
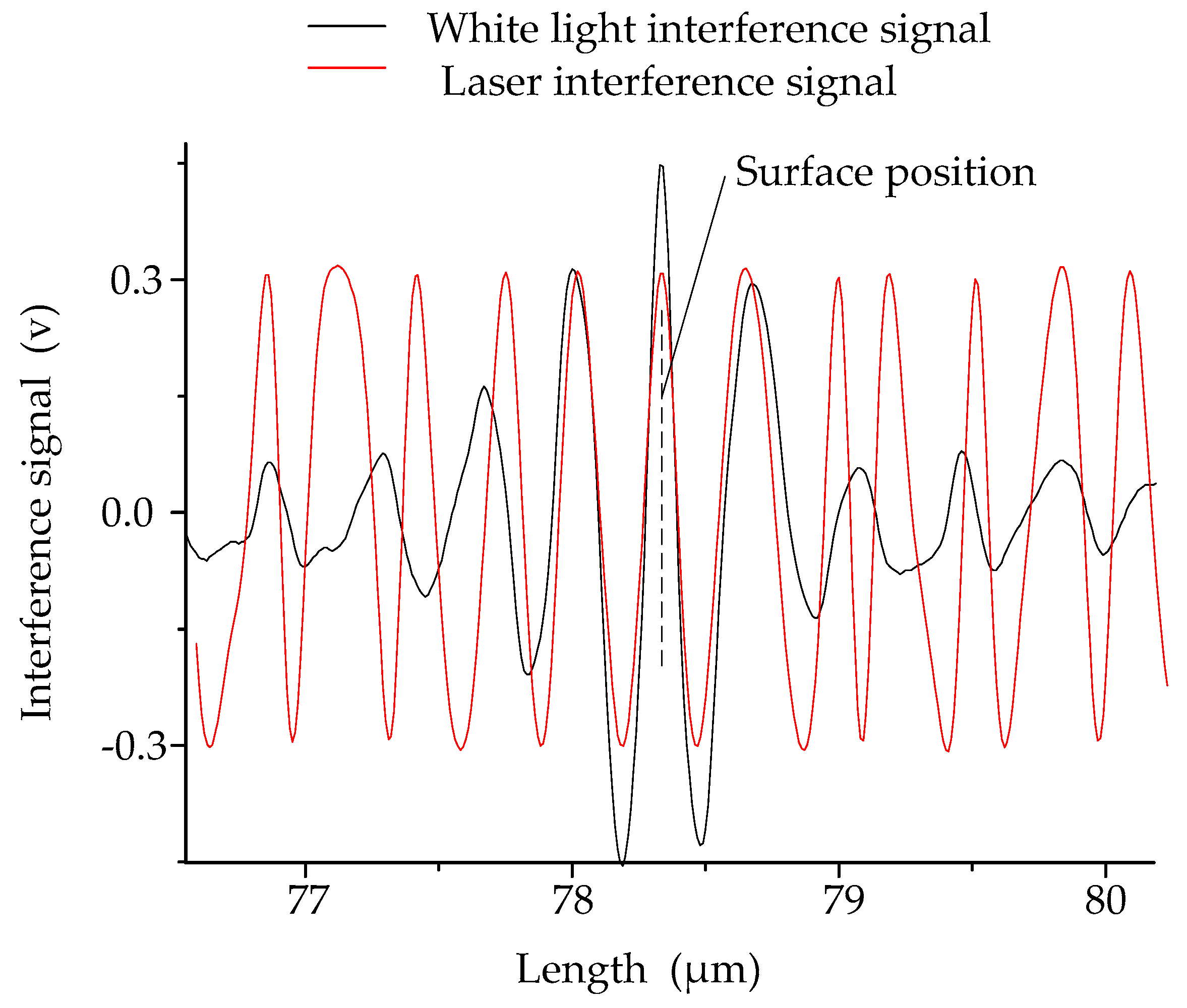
4.1.3. Combination of Laser Interference and White Light Interference
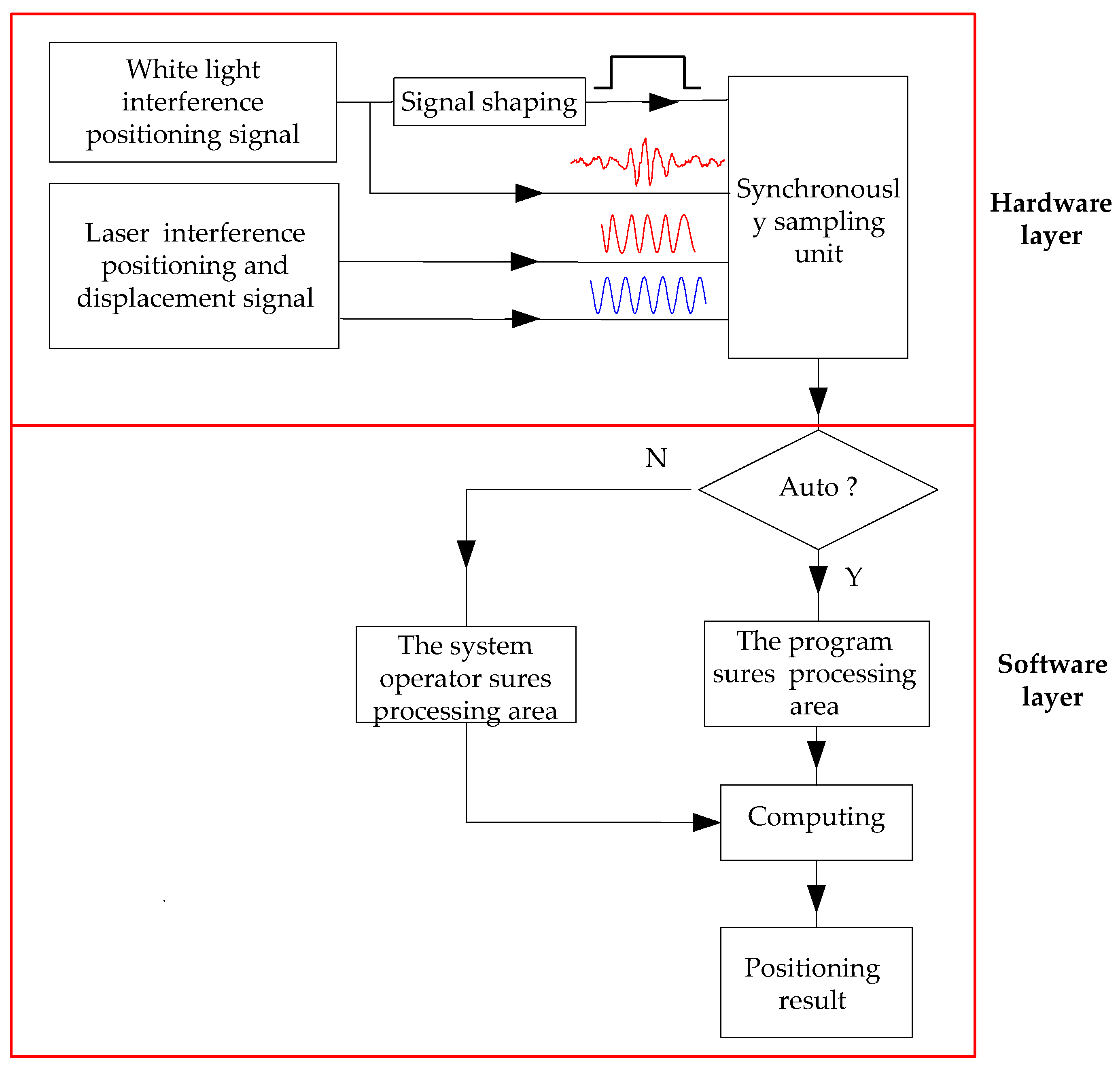
4.2. Signal Processing System
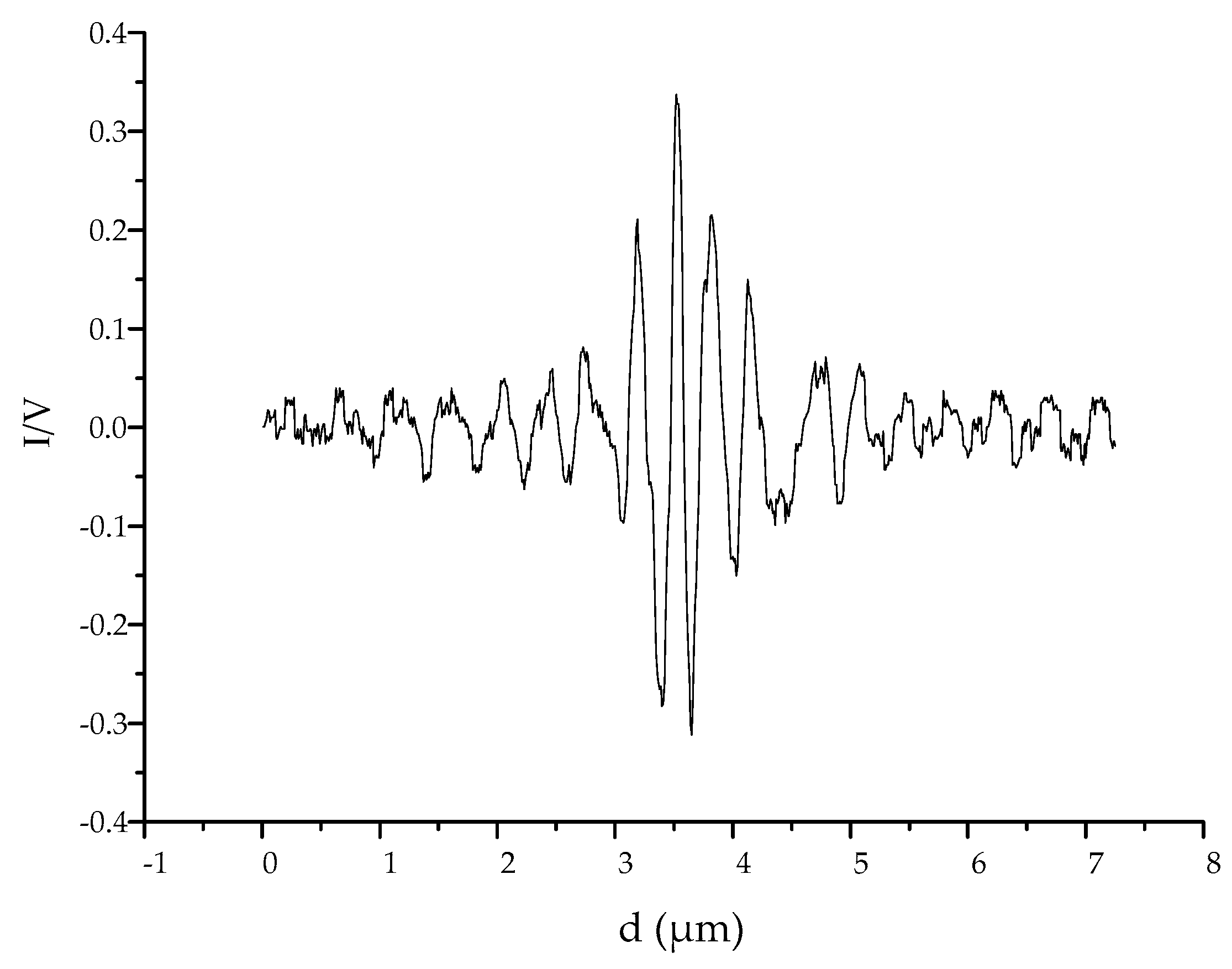
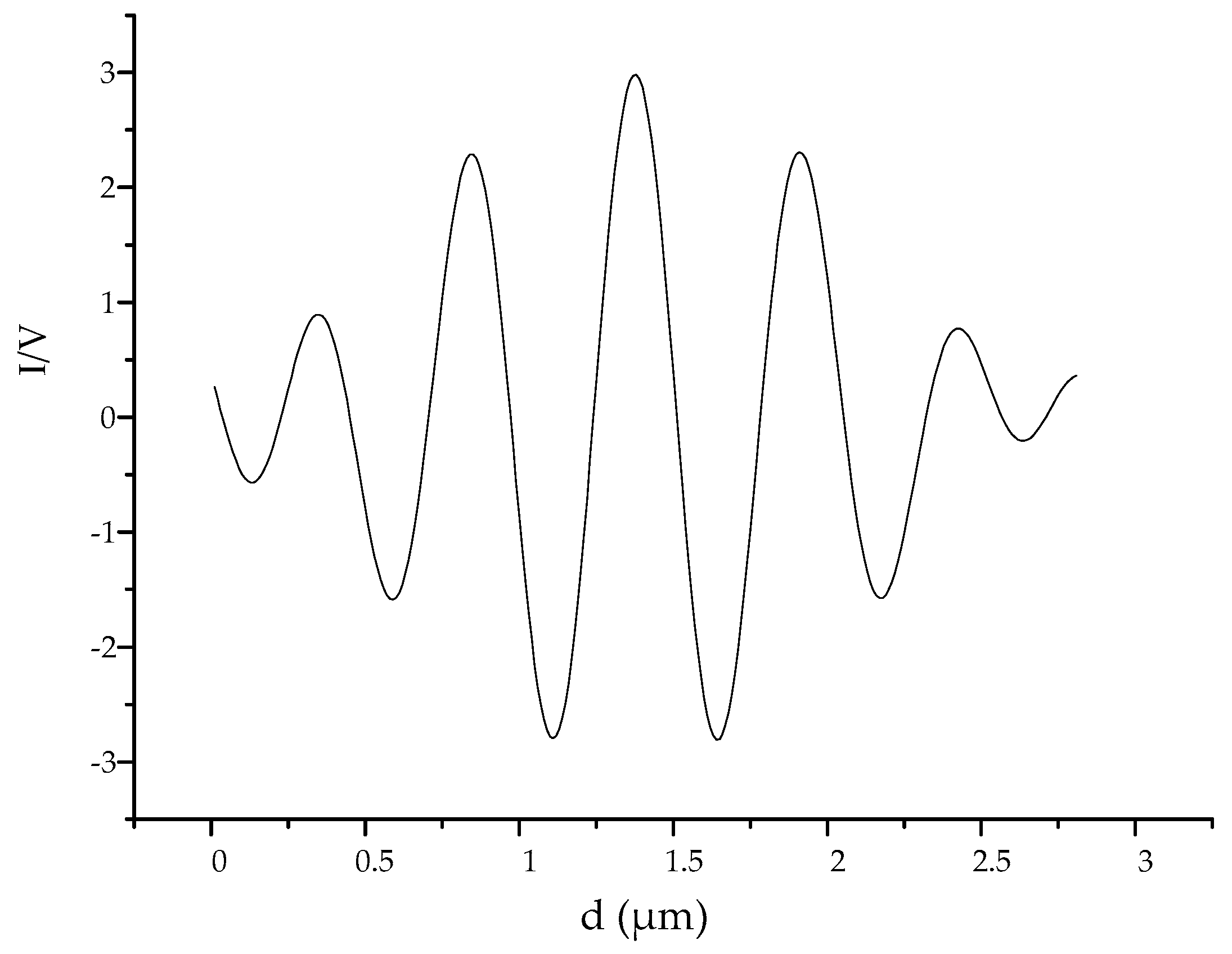
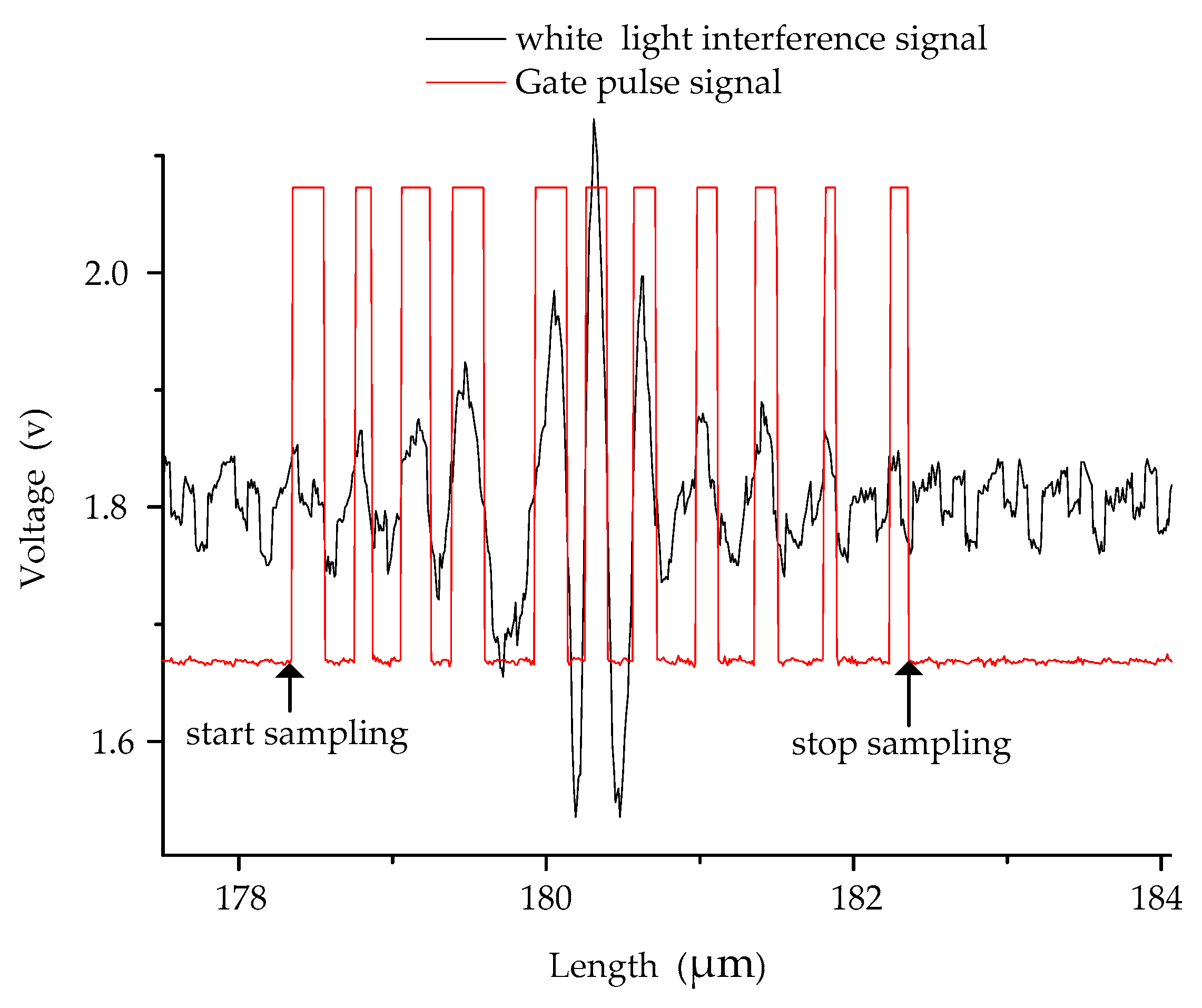
4.2.1. Signal Processing Methods
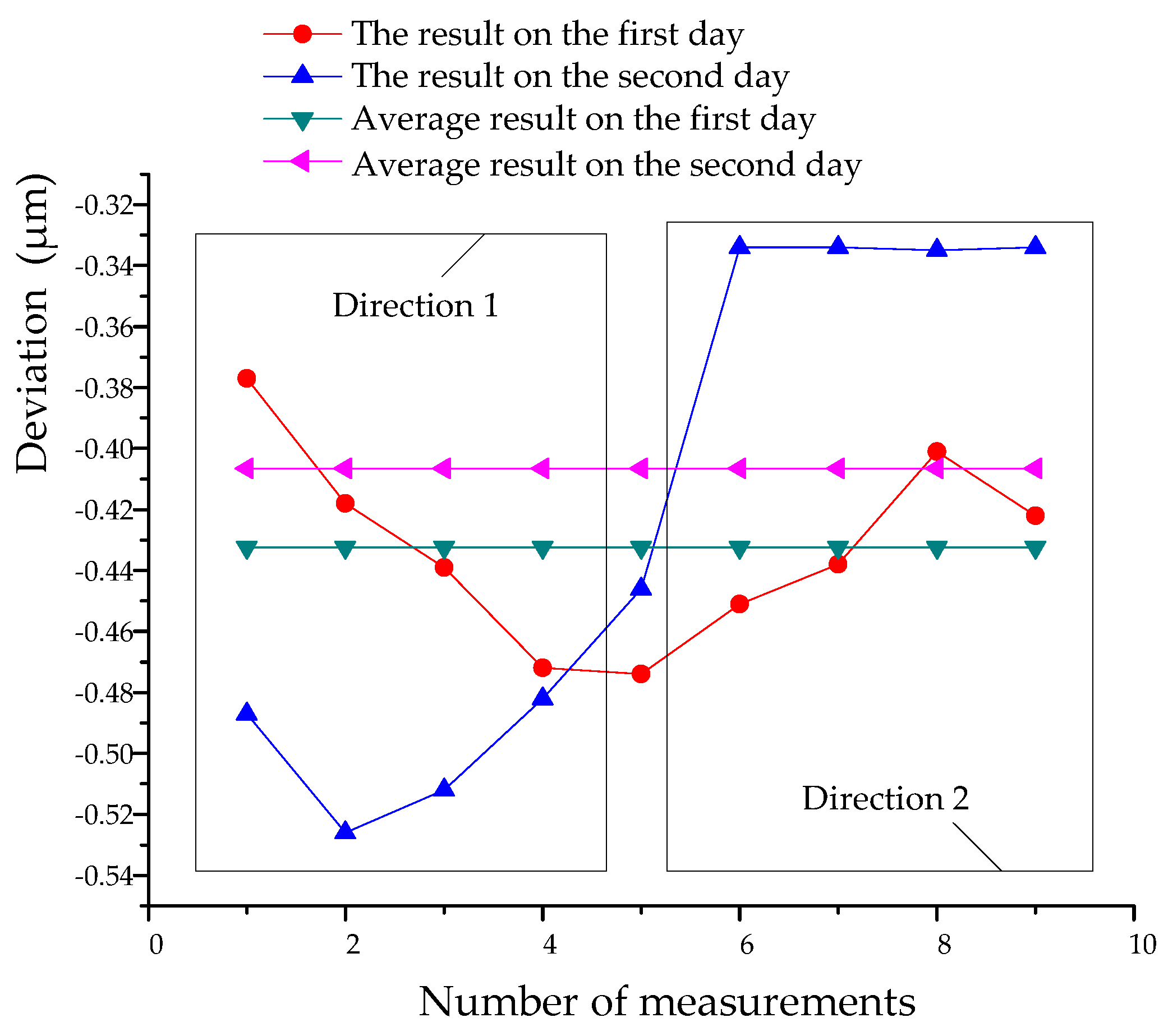
4.2.2. Measurements
5. Measurement Uncertainty Evaluation
6. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Li, C.S.; Yang, S.M.; Wang, Y.M.; Wang, C.Y.; Ren, W.; Jiang, Z.D. Measurement and characterization of a nano-scale multiple-step sample using a stylus profiler. Appl. Surf. Sci. 2016, 387, 732–735. [Google Scholar] [CrossRef]
- Orji, N.G.; Dixson, R.G.; Fu, J.; Vorburger, T.V. Traceable pico-meter level step height metrology. Wear 2004, 257, 1264–1269. [Google Scholar] [CrossRef]
- Vorburger, T.V.; Hilton, A.M.; Dixson, R.G.; Orji, N.G.; Powell, J.A.; Trunek, A.J. Calibration of 1 nm sic step height standards. In Proceedings of the SPIE Advanced Lithography Conference, San Jose, CA, USA, 22–26 February 2010; Volume 7638. [Google Scholar]
- Agurok, I.P. Rigorous decision of the excess fraction method in absolute distance interferometry. In Proceedings of the SPIE 3134, Optical Manufacturing and Testing II, San Diego, CA, USA, 1 November 1997; pp. 502–511. [Google Scholar]
- Chanthawong, N.; Takahashi, S.; Takamasu, K.; Matsumoto, H. A new method for high-accuracy gauge block measurement using 2 GHz repetition mode of a mode-locked fiber laser. Meas. Sci. Technol. 2012, 23, 054003. [Google Scholar] [CrossRef]
- Ye, X.Y.; Gao, H.T.; Sun, S.H.; Zou, L.D.; Shen, X.P.; Gan, X.C.; Chang, H.T.; Zhang, X. The Establishment of 2m length Measurement Primary Standard. Acta Metrol. Sin. 2012, 33, 193–197. [Google Scholar]
- Sun, S.H.; Ye, X.Y.; Gao, H.T. Slide Motion Control System of 2 m Automatic Interference Length Comparator. Acta Metrol. Sin. 2008, 29, 123–126. [Google Scholar]
- Bosse, H.; Bodermann, B.; Dai, G.; Flügge, J.; Frase, C.G.; Grob, H. Challenges in nanometrology: High precision measurement of position and size. Tm-Tech. Mess. 2015, 82, 346–358. [Google Scholar] [CrossRef]
- Tiemann, I.; Spaeth, C.; Wallner, G.; Metz, G.; Israel, W.; Yamaryo, Y. An international length comparison using vacuum comparators and a photoelectric incremental encoder as transfer standard. Precis. Eng. 2008, 32, 1–6. [Google Scholar] [CrossRef]
- Takahashi, A. Long-term dimensional stability of a line scale made of low thermal expansion ceramic nexcera. Meas. Sci. Technol. 2012, 23, 035001. [Google Scholar] [CrossRef]
- Key Comparison: Calibration of Line Scales, Euromet.L-K7; Metrology Institute of the Republic of Slovenia: Maribor, Slovenia, 2006; pp. 123–125.
- Wgdm-7: Preliminary Comparison on Nanometrology, Nano 3: Line Scale Standards, Final Report, Annex C: Description of the Measurement Methods and Instruments of the Participants; Physikalisch-Technische Bundesanstalt: Braunschweig, Germany, 2003; pp. 2–10.
- Gao, H.T.; Ye, X.Y.; Zou, L.D. Study of automatic measurement system for line space measurement with nanometer accuracy in 2 m length comparator. Acta Metrol. Sin. 2012, 33, 98–103. [Google Scholar]
- Gao, H.T.; Wang, Z.Y.; Wang, H. A scanning measurement method of the pitch of grating based on photoelectric microscope. In Proceedings of the SPIE AOPC 2015: Advances in Laser Technology and Applications, Beijing, China, 15 October 2015; Volume 9671. [Google Scholar]
- Cheng, Y.B.; Wang, Z.Y.; Chen, X.H.; Li, Y.R.; Li, H.Y.; Li, H.L.; Wang, H.B. Evaluation and Optimization of Task-oriented Measurement Uncertainty for Coordinate Measuring Machines Based on Geometrical Product Specififications. Appl. Sci. 2019, 9, 6. [Google Scholar] [CrossRef]
- Bich, W. Revision of the ‘Guide to the Expression of Uncertainty in Measurement’. Why and how. Metrologia 2014, 51, S155–S158. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Error Sources | Prob. | Unit | ||||
|---|---|---|---|---|---|---|
| Repeatability | S | 10.0 nm | N | 1.0 | 10.0 nm | |
| Resolution | N | 0.58 nm | R | 10 | 5.8 nm | |
| Laser wavelength | 2.3 × 10‒5 × | R | (2.3 × 10‒5) × L | |||
| Diffraction of laser | 0.1 nm | R | 1.0 × 10‒6 | L/nm | (1.0 × 10‒7) × L | |
| Edlen formula | 1.0 × 10‒8 | R | 1.0 | L | (1.0 × 10‒8) × L | |
| Air pressure | 10 Pa | 2.70 × 10‒9 | L/Pa | (2.7 × 10‒9) × L | ||
| Air temperature | 0.5 ℃ | R | 0.923 × 10‒6 | L/°C | (0.5 ×10‒6) × L | |
| Air humidity | 30 Pa | R | 0.367 × 10‒9 | L/Pa | (11 × 10‒9) × L | |
| Thermal linear expansion coefficient | 2.0 × 10‒6 ℃ | R | 0.5 | L/°C | (1.0 × 10‒6) × L | |
| Material temperature | 0.5 ℃ | R | 11.5 × 10‒6 | L/°C | (5.8 × 10‒6) × L | |
| Abbe error | 17.3 nm | R | 1.0 | 17.3 | ||
| Flatness of surface | 5 nm | R | 1.0 | 5 | ||
| Cosine error | 29 × 10‒6 rad | R | 50 × 10‒6 | L/rad | (1.45 × 10‒9) × L | |
| Standard uncertainty (when L is 0.1 mm) | 21 | |||||
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gao, H.; Wang, Z.; Cheng, Y.; Li, Y.; Sun, S.; Shang, Z. A Practical Positioning Method in End-Plate Surface Distance Measurement with Nano-Meter Precision. Appl. Sci. 2019, 9, 4970. https://doi.org/10.3390/app9224970
Gao H, Wang Z, Cheng Y, Li Y, Sun S, Shang Z. A Practical Positioning Method in End-Plate Surface Distance Measurement with Nano-Meter Precision. Applied Sciences. 2019; 9(22):4970. https://doi.org/10.3390/app9224970
Chicago/Turabian StyleGao, Hongtang, Zhongyu Wang, Yinbao Cheng, Yaru Li, Shuanghua Sun, and Zhendong Shang. 2019. "A Practical Positioning Method in End-Plate Surface Distance Measurement with Nano-Meter Precision" Applied Sciences 9, no. 22: 4970. https://doi.org/10.3390/app9224970
APA StyleGao, H., Wang, Z., Cheng, Y., Li, Y., Sun, S., & Shang, Z. (2019). A Practical Positioning Method in End-Plate Surface Distance Measurement with Nano-Meter Precision. Applied Sciences, 9(22), 4970. https://doi.org/10.3390/app9224970