
Valorization of Goat Cheese Whey through an Integrated Process of Ultrafiltration and Nanofiltration



Abstract
:1. Introduction
- to evaluate the performance of UF membranes of different cut-offs in the separation of the protein and lactose fractions of goat cheese whey;
- to investigate the influence of the dilution mode, in three stages, applied to UF retentates in separation efficiency;
- to assess the performance of the concentration process of nanofiltration, in dilution mode, of UF permeates;
- to study the influence of dilution, in three stages, applied to NF retentates for the removal of salts and to purify lactose;
- to produce a permeate with a low organic content.
2. Materials and Methods
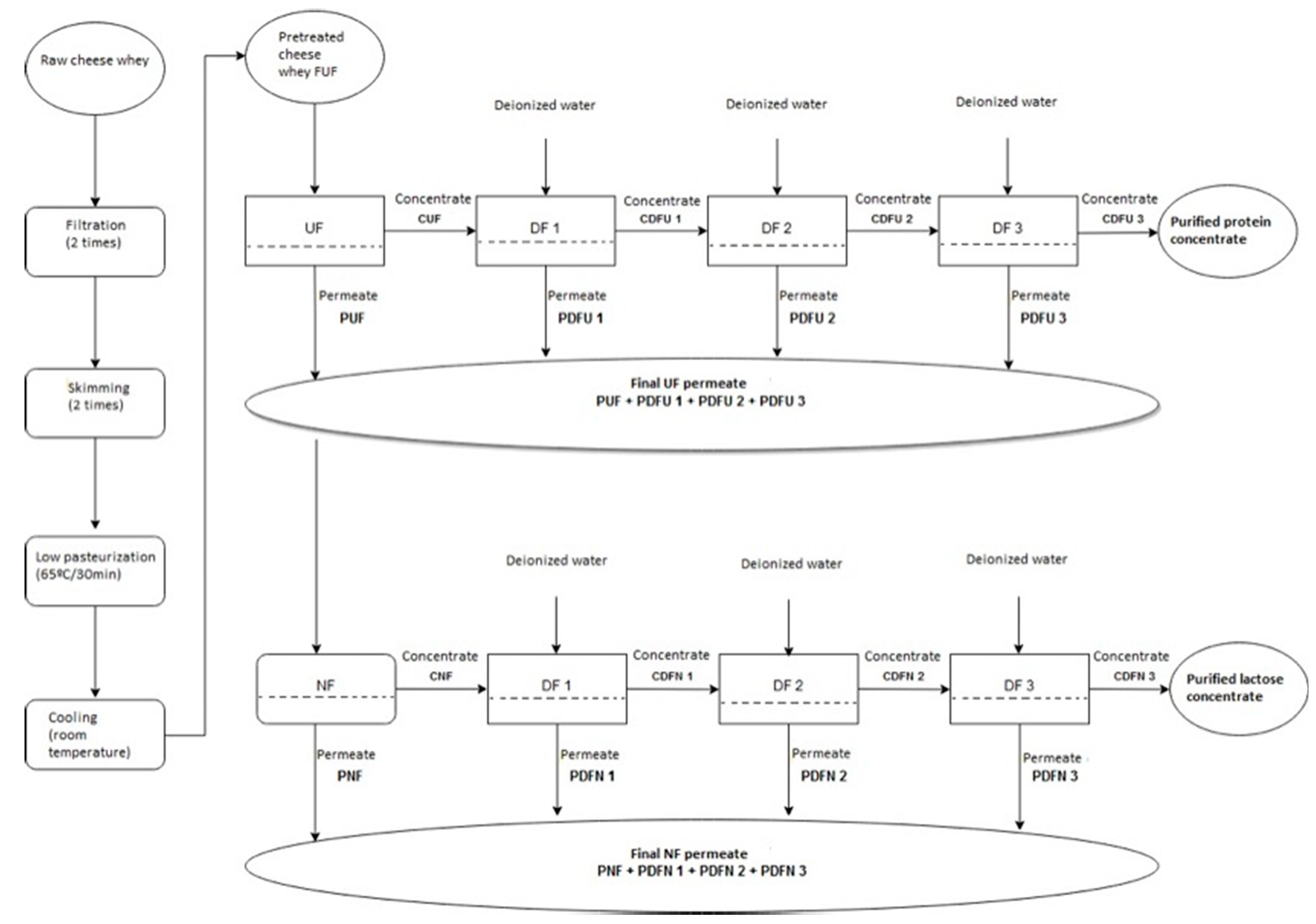
2.1. Sampling and Pretreatment of Goat Cheese Whey
2.2. Permeation Experiments
2.2.1. Ultrafiltration Experiments
2.2.2. Nanofiltration Experiments
2.3. Cleaning and Disinfection Cycle
2.4. Physicochemical Characterization of the Samples
3. Results and Discussion
3.1. Physicochemical Characterization of Raw and Pretreated Goat Cheese Whey
3.2. Permeation Experiments
3.2.1. Characteristics of Membranes
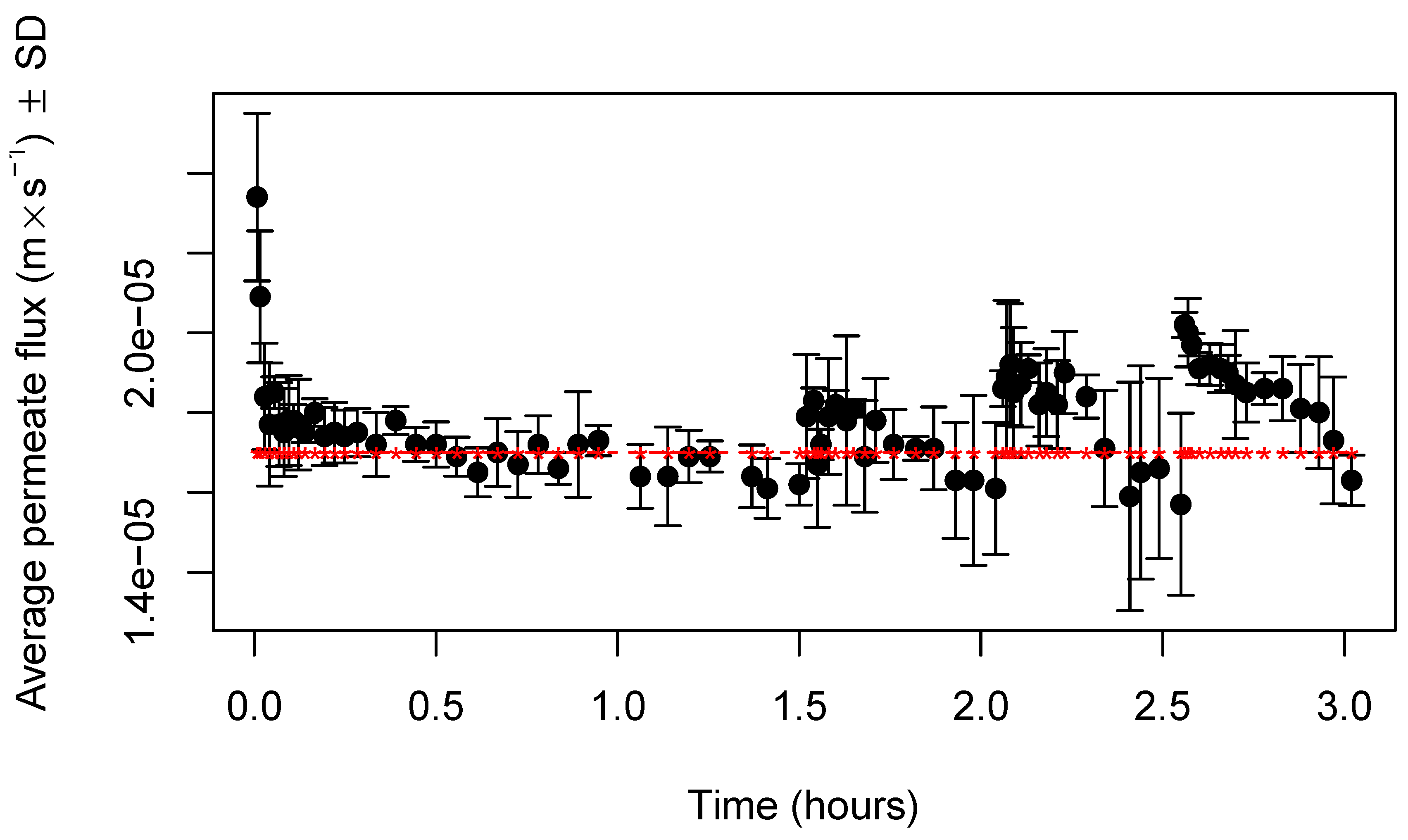
3.2.2. Performance of Ultrafiltration Experiments
- Permeate fluxes
- Analysis of separation factors
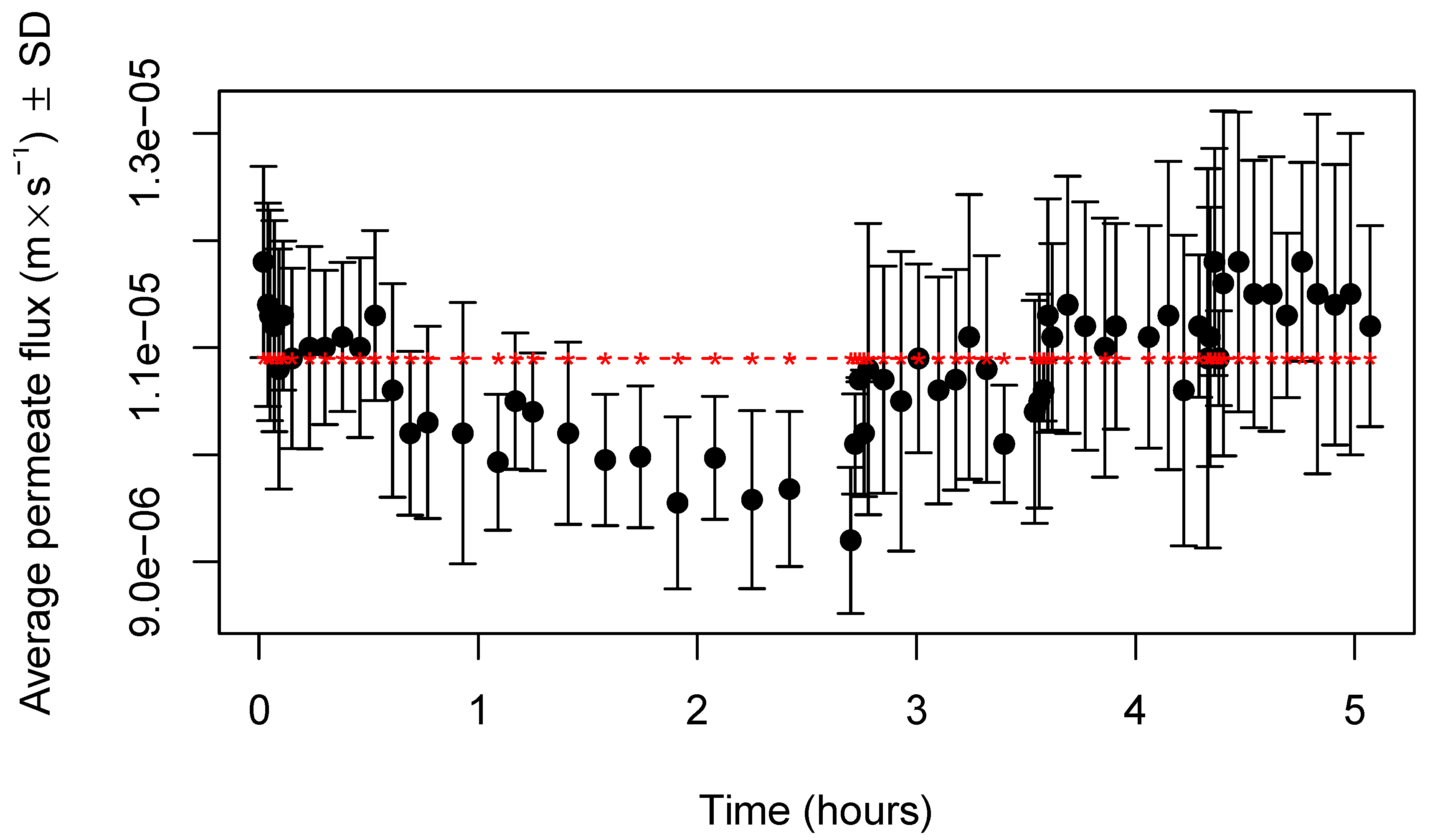
3.2.3. Performance of Nanofiltration Experiments
- Variation of permeate fluxes with VCF
- Physicochemical characterization of NF and DF/NF samples and removal efficiency
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Guimarães, P.M.R.; Teixeira, J.A.; Domingues, L. Fermentation of lactose to bio-ethanol by yeasts as part of integrated solutions for the valorisation of cheese whey. Biotechnol. Adv. 2010, 28, 375–384. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Hernández-Ledesma, B.; Ramos, M.; Gómez-Ruiz, J.Á. Bioactive components of ovine and caprine cheese whey. Small Rumin. Res. 2011, 101, 196–204. [Google Scholar] [CrossRef] [Green Version]
- Maduko, C.; Park, Y. Production of infant formula analogs by membrane fractionation of caprine milk: Effect of temperature treatment on membrane performance. J. Food Nutr. Sci. 2011, 2, 1097–1104. [Google Scholar] [CrossRef] [Green Version]
- Park, Y.W.; Juárez, M.; Ramos, M.; Haenlein, G.F.W. Physico-chemical characteristics of goat and sheep milk. Small Rumin. Res. 2007, 68, 88–113. [Google Scholar] [CrossRef] [Green Version]
- Yangilar, F. As a potentially functional food: Goat’s milk and products. J. Food. Nutr. Res. 2013, 4, 68–81. [Google Scholar]
- Baldasso, C.; Barros, T.C.; Tessaro, I.C. Concentration and purification of whey proteins by ultrafiltration. Desalination 2011, 278, 381–386. [Google Scholar] [CrossRef]
- Mollea, C.; Marmo, L.; Bosco, F. Valorisation of Cheese Whey, a By-Product from the Dairy Industry. Food Ind. 2013, 549–588. [Google Scholar] [CrossRef] [Green Version]
- Bordenave-Juchereau, S.; Almeida, B.; Piot, J.-M.; Sanier, F. Effect of protein concentration, pH, lactose content and pasteurization on thermal gelation of acid caprine whey protein concentrates. J. Dairy Res. 2005, 72, 34–38. [Google Scholar] [CrossRef] [PubMed]
- Sanmartín, B.; Díaz, O.; Rodríguez-Turienzo, L.; Cobos, A. Composition of caprine whey protein concentrates produced by membrane technology after clarification of cheese whey. Small Rumin. Res. 2012, 105, 186–192. [Google Scholar] [CrossRef]
- Palatnik, D.R.; Victoria, M.; Porcel, O.; Gonz, U.; Zaritzky, N.; Campderr, M.E. Recovery of caprine whey protein and its application in a food protein formulation. LWT Food Sci. Technol. 2015, 63, 331–338. [Google Scholar] [CrossRef]
- Walstra, P.; Geurts, T.J.; Noomen, A.; Jellema, A.; Van Boekel, M.A.J.S. Ciencia de la Leche y Tecnologia de los Productos Lácteos; Editorial, A., Ed.; Acribia: Zaragoza, Spain, 2001. [Google Scholar]
- Kovacs, Z.; Czermak, P. Diafiltration. In Encyclopedia of Membrane Science and Technology; Hoek, E.M.V., Tarabara, V.V., Eds.; Wiley: Hoboken, NJ, USA, 2013; Volume 3. [Google Scholar]
- Cuartas-Uribe, B.; Alcaina-Miranda, M.I.; Soriano-Costa, J.A.; Mendoza-Roca, J.A.; Iborra-Clar, M.I.; Lora-Garcia, J. A study of the separation of lactose from whey ultrafiltration permeate using nanofiltration. Desalination 2009, 241, 244–255. [Google Scholar] [CrossRef]
- Butylina, S.; Luque, S.; Nyström, M. Fractionation of whey-derived peptides using a combination of ultrafiltration and nanofiltration. J. Membr. Sci. 2006, 280, 418–426. [Google Scholar] [CrossRef]
- Macedo, A.; Ochando-Pulido, J.M.; Fragoso, R.; Duarte, E. The use and performance of nanofiltration membranes for agro-industrial effluents purification. In Nanofiltration; Akhyar Farrukh, M., Ed.; Intechopen Limited: London, UK, 2018; pp. 65–84. [Google Scholar] [CrossRef]
- Macedo, A.; Monteiro, J.; Duarte, E. A contribution for the valorisation of sheep and goat cheese whey through nanofiltration. Membranes 2018, 8, 114. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Rice, G.S.; Kentish, S.E.; O´Connor, A.J.; Barber, A.R.; Pihljamaki, A.; Nystrom, M.; Stevens, G.W. Analysis of separation and fouling behaviour during nanofiltration of dairy ultrafiltration permeates. Desalination 2009, 236, 23–29. [Google Scholar] [CrossRef]
- Macedo, A.; Duarte, E.; Fragoso, R. Assessment of the performance of three ultrafiltration membranes for fractionation of ovine second cheese whey. Int. Dairy J. 2015, 48, 31–37. [Google Scholar] [CrossRef]
- Macedo, A.; Duarte, E.; Pinho, M. The role of concentration polarization in ultrafiltration of ovine cheese whey. J. Membr. Sci. 2011, 381, 34–40. [Google Scholar] [CrossRef]
- Gallant, R.W. Physical Properties of Hydrocarbons; Gulf Publishing Company: Houston, TX, USA, 1970; Volume 2. [Google Scholar]
- Mulder, M. Basic Principles of Membrane Technology, 2nd ed.; Kluwer Academic Publishers: Dordrecht, The Netherlands, 1996. [Google Scholar]
- Portuguese Standard PS 675. Milk and Dry Milk. Determination of Lactose Concentration; Diário da República III Series, No. 123; Association of Official Analytical Chemists, Official Methods of Analysis: Washington, DC, USA, 1986. [Google Scholar]
- AOAC Official Methods of Analysis. Solids (Total) in milk, IDF-ISO-AOAC method I. In Official Methods of Analysis of AOAC International; Cunliffe, P., Ed.; AOAC Official Methods of Analysis: Gaithersburg, MD, USA, 1990; p. 807. [Google Scholar]
- Portuguese Standard PS 1986. Milk. In Determination of Crude Protein; Diário da República, III Series, No. 142; Association of Official Analytical Chemists, Official Methods of Analysis: Washington, DC, USA, 1991. [Google Scholar]
- Gonçalves, M.L. Determination of sodium, potassium, calcium and magnesium in milk. In Análise de Soluções; Fundação Calouste Gulbenkian: Lisboa, Portugal, 1983. [Google Scholar]
- Portuguese Standard PS 471. Milk. In Determination of Chloride in Milk; Diário da República; III Series, No. 236; Association of Official Analytical Chemists, Official Methods of Analysis: Washington, DC, USA, 1983. [Google Scholar]
- American Public Health Association (APHA). Phosphate. In Standard Methods for Examination of Water and Wastewater, 22nd ed.; Rice, E.W., Clesceri, L.S., Baird, R.B., Eaton, A.D., Eds.; American Public Health Association: Washington, DC, USA, 2012. [Google Scholar]
- Daufin, G.; René, F.; Aimar, P. Les Separations par Membrane Dans les Procédés de l´Industrie Alimentaire; Collection Sciences et Techniques Agroalimentaires: Paris, France, 1998. [Google Scholar]
- Cheryan, M. Ultrafiltration and Microfiltration Handbook, 2nd ed.; CRC Press: Boca Raton, FL, USA, 1998. [Google Scholar]
- Teixeira, M.R.; Rosa, M.J.; Nystrom, M. The role of Membrane charge on nanofiltration performance. J. Membr. Sci. 2005, 265, 160–166. [Google Scholar] [CrossRef]
- Van der Bruggen, B.; Schaep, J.; Wilms, D.; Vandecasteele, C. Influence of molecular size, polarity and charge on the retention of organic molecules by nanofiltration. J. Membr. Sci. 1999, 156, 29–41. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
| Membranes | Time (min) | |||
|---|---|---|---|---|
| Membrane parameters | RC70PP (UF) | ETNA01PP (UF) | NF | |
| pH | 1–10 | 1–11 | 2–11 | |
| Transmembrane pressure (MPa) | 0.1–0.5 | 0.1–0.5 | 0.1–1 | |
| Temperature (°C) | 0–60 | 0–65 | 0–45 | |
| Cleaning | ||||
| NaOH (% w/v) | 0.05 | 0.05 | 0.05 | 15 |
| Na-EDTA (% w/v) | 0.20 | 0.20 | 0.20 | 15 |
| HNO3 (% w/v) | 0.25 | 0.25 | 0.10 | 15 |
| Citric acid (%w/v) | 0.50 | 0.50 | 0.50 | 15 |
| Disinfection | ||||
| H2O2 (mgL−1) at 25 °C | 1000 | 1000 | 1000 | 30 |
| Parameters | Raw Goat Cheese Whey | Pretreated Goat Cheese Whey (FUF) |
|---|---|---|
| pH (25 °C) | 5.68 ± 0.72 | 5.90 ± 0.79 |
| Total solids (% w/w) | 9.24 ± 0.50 | 8.68 ± 0.47 |
| Lactose (%w/w) | 5.11 ± 0.33 | 5.12 ± 0.21 |
| Lipids (% w/w) | 1.06 ± 0.19 | 0.44 ± 0.09 |
| Nkjeldahl (% w/w) | 0.082 ± 0.005 | 0.078 ± 0.006 |
| Crude protein (% w/w) | 0.53 ± 0.03 | 0.50 ± 0.04 |
| Ash (% w/w) | 2.13 ± 0.03 | 1.81 ± 0.11 |
| Cl (mg L−1) | 9553 ± 217 | 8984 ± 336 |
| P (mg L−1) | 501 ± 98 | 392 ± 31 |
| Ca (mg L−1) | 171 ± 0.5 | 161 ± 0.3 |
| Mg (mg L−1) | 92.0 ± 0.3 | 74.4 ± 0.3 |
| K (mg L−1) | 1875 ± 3.4 | 1632 ± 7.6 |
| Na (mg L−1) | 6574 ± 235 | 5730 ± 186 |
| Membrane | (ms−1Pa−1) | MWCO kDa | |
|---|---|---|---|
| RC70PP (UF) | 10 | ||
| ETNA01PP (UF) | 1 | ||
| NFT50 (NF) | 0.13 (2) |
| Processes | Cp (Lac) (% w/w) | Cr (Lac) (% w/w) | Cp (prot) (% w/w) | Cr (prot) (% w/w) | |
|---|---|---|---|---|---|
| UF | 5.27 ± 0.68 | 5.31 ± 0.21 | 0.14 ± 0.06 | 0.84 ± 0.04 | 6.0 ± 0.4 |
| DF1 | 3.42 ± 0.25 | 3.53 ± 0.26 | 0.06 ± 0.04 | 0.89 ± 0.16 | 14.4 ± 0.6 |
| DF2 | 2.08 ± 0.37 | 2.24 ± 0.42 | 0.06 ± 0.05 | 0.93 ± 0.04 | 14.4 ± 0.5 |
| DF3 | 1.26 ± 0.33 | 1.52 ± 0.45 | 0.10 ± 0.02 | 1.26 ± 0.11 | 10.4 ± 0.4 |
| Processes | Cp (Lac) (% w/w) | Cr (Lac) (% w/w) | Cp (prot) (% w/w) | Cr (prot) (% w/w) | |
|---|---|---|---|---|---|
| UF | 5.08 ± 0.13 | 5.91 ± 0.08 | 0.09 ± 0.03 | 1.05 ± 0.05 | 10.0 ± 0.1 |
| DF1 | 3.20 ± 0.11 | 3.83 ± 0.01 | 0.11 ± 0.02 | 1.10 ± 0.04 | 8.4 ± 0.2 |
| DF2 | 2.26 ± 0.01 | 2.77 ± 0.07 | 0.10 ± 0.02 | 1.08 ± 0.05 | 8.8 ± 0.3 |
| DF3 | 1.52 ± 0.07 | 2.11 ± 0.07 | 0.09 ± 0.01 | 1.08 ± 0.05 | 8.6 ± 0.2 |
| Parameters | Feed | CNF | PNF | CDNF3 | PDNF3 |
|---|---|---|---|---|---|
| pH (25 °C) | 6.28 ± 0.02 | 6.27 ± 0.01 | 6.20 ± 0.30 | 6.33 ± 0.05 | 5.99 ± 0.09 |
| Total solids (%w/w) | 6.93 ± 0.39 | 12.49 ± 0.04 | 1.68 ± 0.79 | 12.74 ± 0.87 | 1.16 ± 0.04 |
| Lactose (%w/w) | 4.67 ± 0.10 | 9.49 ± 0.46 | n.d. (1) | 10.01 ± 0.14 | n.d. |
| Lipids (%w/w) | 0.043 ± 0.01 | 0.057 ± 0.02 | 0.046 ± 0.05 | 0.070 ± 0.01 | 0.061 ± 0.02 |
| NKjeldahl (%w/w) | 0.023 ± 0.003 | 0.034 ± 0.004 | 0.021 ± 0.007 | 0.042 ± 0.002 | 0.010 ± 0.002 |
| Crude protein (%w/w) | 0.15 ± 0.02 | 0.22 ± 0.02 | 0.13 ± 0.03 | 0.27 ± 0.05 | 0.05 ± 0.02 |
| Ash (%w/w) | 1.29 ± 0.21 | 2.23 ± 0.25 | 1.59 ± 0.72 | 0.89 ± 0.04 | 0.25 ± 0.02 |
| Cl (mg L−1) | 9351.3 ± 961.1 | 12,338.1 ± 1760.0 | 12,835.8 ± 754.3 | 2702.3 ± 497.8 | 2015.0 ± 249.7 |
| P (mg L−1) | 203.23 ± 26.32 | 215.33 ± 16.82 | n.d. | 209.93 ± 24.25 | n.d. |
| Ca (mg L−1) | 112.80 ± 0.18 | 163.20 ± 0.51 | n.d. | 168.40 ± 0.35 | n.d. |
| Mg (mg L−1) | 87.20 ± 0.17 | 128.00 ± 0.38 | n.d. | 146.60 ± 0.44 | n.d. |
| K (mg L−1) | 163.20 ± 0.18 | 138.89 ± 0.25 | 126.74 ± 0.14 | 78.13 ± 0.12 | 53.82 ± 0.11 |
| Na (mg L−1) | 5447.89 ± 234.13 | 4240.64 ± 265.12 | 4200.40 ± 186.71 | 1946.88 ± 256.21 | 699.40 ± 38.24 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Macedo, A.; Azedo, D.; Duarte, E.; Pereira, C. Valorization of Goat Cheese Whey through an Integrated Process of Ultrafiltration and Nanofiltration. Membranes 2021, 11, 477. https://doi.org/10.3390/membranes11070477
Macedo A, Azedo D, Duarte E, Pereira C. Valorization of Goat Cheese Whey through an Integrated Process of Ultrafiltration and Nanofiltration. Membranes. 2021; 11(7):477. https://doi.org/10.3390/membranes11070477
Chicago/Turabian StyleMacedo, Antónia, David Azedo, Elizabeth Duarte, and Carlos Pereira. 2021. "Valorization of Goat Cheese Whey through an Integrated Process of Ultrafiltration and Nanofiltration" Membranes 11, no. 7: 477. https://doi.org/10.3390/membranes11070477
APA StyleMacedo, A., Azedo, D., Duarte, E., & Pereira, C. (2021). Valorization of Goat Cheese Whey through an Integrated Process of Ultrafiltration and Nanofiltration. Membranes, 11(7), 477. https://doi.org/10.3390/membranes11070477