

Lactose Mother Liquor Stream Valorisation Using an Effective Electrodialytic Process

 ,
,  ,
,  and
and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials and Chemicals
2.2. Membranes for Electrodialysis
2.3. Electrodialysis
2.4. Methods
2.5. Calculations
2.6. Statistical Analysis
3. Results
3.1. Electrodialysis
3.2. Minerals and Organics Removal Efficiency
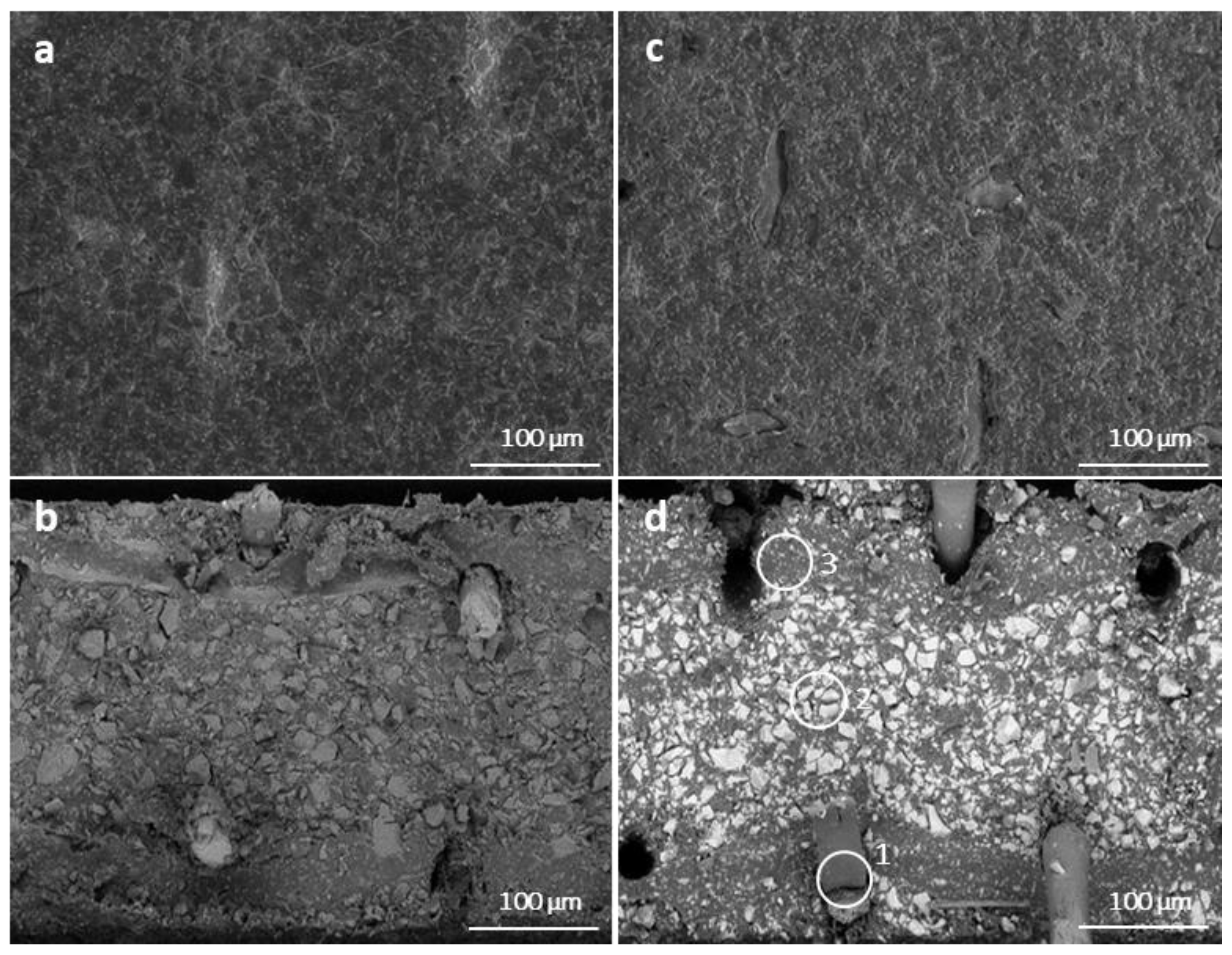
3.3. Membrane Properties and Energy-Dispersive X-ray Spectroscopy (EDX)
4. Conclusions
5. Patents
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Martinez-Monteagudo, S.I.; Rathnakumar, K.; Enteshari, M.; Nyuydze, C.; Osorio-Arias, J.C.; Ranaweera, H. Hundred Years of Lactitol: From Hydrogenation to Food Ingredient. Lact. Lact. Deriv. 2020, 104. [Google Scholar] [CrossRef]
- Lindsay, M.J.; Huang, K.; Buchinger, B.A.; Maravelias, C.T.; Dumesic, J.A.; Rankin, S.A.; Huber, G.W. Catalytic Production of Glucose–Galactose Syrup from Greek Yogurt Acid Whey in a Continuous-Flow Reactor. ChemSusChem 2020, 13, 791–802. [Google Scholar] [CrossRef] [PubMed]
- Hebbink, G.A.; Dickhoff, B.H.J. Application of Lactose in the Pharmaceutical Industry. In Lactose; Academic Press: Cambridge, MA, USA, 2019. [Google Scholar] [CrossRef]
- Fortune Business Insights. Available online: https://www.fortunebusinessinsights.com/industry-reports/lactose-market-101774 (accessed on 9 October 2022).
- Fain, A.R.; Loewenstein, M.; Speck, S.J.; Barnhart, H.M.; Frank, J.F. Cottage Cheese Whey Derivatives as Ingredients of Cottage Cheese Creaming Mixes. Int. J. Dairy Sci. 1980, 63, 905–911. [Google Scholar] [CrossRef]
- Paterson, A.H.J. Lactose and Oligosaccharides: Lactose: Production, Applications. Encycl. of Dairy Sci. 2011, 196–201. [Google Scholar] [CrossRef]
- Sinelnikov, B.M.; Khramtsov, A.G.; Evdokimov, I.A.; Ryabtseva, S.A.; Serov, A.V. Lactose and Its Derivatives; Professija: Saint Petersburg, Russia, 2007; ISBN 978-5-93913-137-7. [Google Scholar]
- Merkel, A.; Vavro, M.; Ondrušek, M.; Voropaeva, D.; Yaroslavtsev, A.; Dvořák, L.; Stulac, M.; Bauer, S.A.W. Lactose mother liquor stream valorisation using electrodialysis. Int. Dairy J. 2021, 121, 105102. [Google Scholar] [CrossRef]
- Guu, Y.K.; Zall, R.R. Nanofiltration Concentration Effect on the Efficacy of Lactose Crystallization. J. Food Sci. 1992, 57, 735–739. [Google Scholar] [CrossRef]
- Nielsen, E.N.; Skibsted, L.H.; Yazdi, S.R.; Merkel, A.; Ahrné, L.M. Effect of calcium-binding compounds in acid whey on calcium removal during electrodialysis. Food Bioprod. Process. 2022, 131, 224–234. [Google Scholar] [CrossRef]
- Merkel, A.; Fárová, H.; Voropaeva, D.; Yaroslavtsev, A.; Ahrné, L.; Yazdi, S.R. The impact of high effective electrodialytic desalination on acid whey stream at high temperature. Int. Dairy J. 2021, 114, 104921. [Google Scholar] [CrossRef]
- Daufin, G.; Escudier, J.P.; Carrère, H.; Bérot, S.; Fillaudeau, L.; Decloux, M. Recent and Emerging Applications of Membrane Processes in the Food and Dairy Industry. Food Bioprod. Process. 2001, 79, 89–102. [Google Scholar] [CrossRef]
- Dhineshkumar, V.; Ramasamy, D. Review on membrane technology applications in food and dairy processing. J. Appl. Biotechnol. Bioeng. 2017, 3, 399–407. [Google Scholar] [CrossRef] [Green Version]
- Nagy, E. Nanofiltration. In Basic Equations of Mass Transport Through a Membrane Layer; Elsevier: Amsterdam, The Netherlands, 2019; pp. 417–428. [Google Scholar] [CrossRef]
- Paterson, A.H.J. Lactose processing: From fundamental understanding to industrial application. Int. Dairy J. 2017, 67, 80–90. [Google Scholar] [CrossRef]
- Merkel, A.; Voropaeva, D.; Ondrušek, M. The impact of integrated nanofiltration and electrodialytic processes on the chemical composition of sweet and acid whey streams. J. Food Eng. 2021, 298, 110500. [Google Scholar] [CrossRef]
- Wang, K.; Li, W.; Fan, Y.; Xing, W. Integrated Membrane Process for the Purification of Lactic Acid from a Fermentation Broth Neutralised with Sodium Hydroxide. Ind. Eng. Chem. Res. 2013, 52, 2412–2417. [Google Scholar] [CrossRef]
- Castro-Muñoz, R.; Gontarek, E. Nanofiltration in the Food Industry. In Handbook of Food Nanotechnology; Academic Press: Cambridge, MA, USA, 2020; pp. 73–106. [Google Scholar] [CrossRef]
- Bandini, S.; Nataloni, L. Nanofiltration for dextrose recovery from crystallisation mother liquors: A feasibility study. Sep. Purif. Technol. 2015, 139, 53–62. [Google Scholar] [CrossRef]
- Wang, X.L.; Zhang, C.; Ouyang, P. The possibility of separating saccharides from a NaCl solution by using nanofiltration in diafiltration mode. J. Membr. Sci. 2002, 204, 271–281. [Google Scholar] [CrossRef]
- Sutedja, A.; Josephine, C.A.; Mangindaan, D. Polysulfone thin film composite nanofiltration membranes for removal of textile dyes wastewater. IOP Conf. Ser. Earth Environ. Sci. 2017, 109, 012042. [Google Scholar] [CrossRef]
- Tang, Y.J.; Xu, Z.L.; Huang, B.Q.; Wei, Y.M.; Yang, H. Novel polyamide thin-film composite nanofiltration membrane modified by poly(amidoamine) and SiO2 gel. RSC Adv. 2016, 6, 45585. [Google Scholar] [CrossRef]
- Pourcelly, G.; Nikonenko, V.V.; Pismenskaya, N.D.; Yaroslavtsev, A.B. Applications of Charged Membranes in Separation, Fuel Cells, and Emerging Processes. In Ionic Interactions in Natural and Synthetic Macromolecules (Ciferri/Ionic Interactions); Wiley: Hoboken, NJ, USA, 2012; pp. 761–815. [Google Scholar] [CrossRef]
- Shah, B.G.; Shahi, V.K.; Thampy, S.K.; Rangarajan, R.; Ghosh, P.K. Comparative studies on performance of interpolymer and heterogeneous ion-exchange membranes for water desalination by electrodialysis. Desalination 2005, 172, 257–265. [Google Scholar] [CrossRef]
- Merkel, A.; Ashrafi, A.M.; Ečer, J. Bipolar membrane electrodialysis assisted pH correction of milk whey. J. Membr. Sci. 2018, 555, 185–196. [Google Scholar] [CrossRef]
- Kravtsov, V.; Kulikova, I.; Mikhaylin, S.; Bazinet, L. Alkalinization of acid whey by means of electrodialysis with bipolar membranes and analysis of induced membrane fouling. J. Food Eng. 2019, 277, 109891. [Google Scholar] [CrossRef]
- Bazinet, L. Electrodialytic Phenomena and Their Applications in the Dairy Industry: A Review. Crit. Rev. Food Sci. Nutr. 2007, 45, 307–326. [Google Scholar] [CrossRef] [PubMed]
- Pérez, A.; Andrés, L.J.; Álvarez, R.; Coca, J.; Hill, C.G., Jr. Electrodialysis of whey permeates and retentates obtained by ultrafiltration. J. Food Process Eng. 1994, 17, 177–190. [Google Scholar] [CrossRef]
- Maršálek, J.; Jonisová, L.; Kotala, T. Refinement of spent diethylene glycol. Desalin. Water Treat. 2017, 75, 314–319. [Google Scholar] [CrossRef]
- Fidaleo, M.; Moresi, M. Electrodialysis Applications in The Food Industry. Adv. Food Nutr. 2006, 51, 265–360. [Google Scholar] [CrossRef]
- Miklukh, I.V.; Sokolovskaya, L.N.; Dymar, O.V. Technological Aspects of the Processing of Molasses Produced in the Production of Milk Sugar. 2017, pp. 457–466. Available online: https://www.elibrary.ru/item.asp?id=36670101 (accessed on 9 October 2022).
- Nielsen, E.N.; Merkel, A.; Yazdi, S.R.; Ahrné, L. The effect of acid whey composition on the removal of calcium and lactate during electrodialysis. Int. Dairy J. 2021, 117, 104985. [Google Scholar] [CrossRef]
- Kravtsov, V.A.; Kulikova, I.K.; Bessonov, A.S.; Evdokimov, I.A. Feasibility of using electrodialysis with bipolar membranes to deacidify acid whey. Int. J. Dairy Technol. 2019, 73, 261–269. [Google Scholar] [CrossRef]
- Golubenko, D.V.; Van der Bruggen, B.; Yaroslavtsev, A.B. Novel anion exchange membrane with low ionic resistance based on chloromethylated/quaternized-grafted polystyrene for energy efficient electromembrane processes. J. Appl. Polym. Sci. 2020, 137, 48656. [Google Scholar] [CrossRef]
- Karovičová, J.; Drdák, M.; Polonský, J. Utilization of capillary isotachophoresis in the determination of organic acids in food. J. Chromatogr. A 1990, 509, 283–286. [Google Scholar] [CrossRef]
- Caprita, R.; Caprita, A.; Cretescu, I. Determination of lactose concentration in milk serum by refractometry and polarimetry. J. Anim. Sci. Biotechnol. 2014, 47, 158–161. [Google Scholar]
- Merkel, A.; Ashrafi, A.M.; Ondrušek, M. The use of electrodialysis for recovery of sodium hydroxide from the high alkaline solution as a model of mercerisation wastewater. J. Water Process Eng. 2017, 20, 123–129. [Google Scholar] [CrossRef]
- Harris, D.C. Quantitative Chemical Analysis; W. H. Freeman: New York, NY, USA, 2010; ISBN 1429218150. [Google Scholar]
- Mizera, J.; Bond, A.H.; Choppin, G.R.; Moore, R.C. Dissociation Constants of Carboxylic Acids at High Ionic Strengths. In Actinide Speciation in High Ionic Strength Media; Springer: Boston, MA, USA, 1999. [Google Scholar] [CrossRef]
- Reijenga, J.; Van Hoof, A.; Van Loon, A.; Teunissen, B. Development of Methods for the Determination of pKa Values. Anal. Chem. Insights 2013, 8, ACI-S12304. [Google Scholar] [CrossRef] [Green Version]
- Martell, A.; Smith, R.M. Other Organic Ligands. Critical Stability Constants. 2013. Available online: https://link.springer.com/book/10.1007/978-1-4757-1568-2 (accessed on 31 October 2022).
- Demin, A.V.; Zabolotskii, V.I. Model verification of limiting concentration by electrodialysis of an electrolyte solution. Russ. J. Electrochem. 2008, 44, 1058–1064. [Google Scholar] [CrossRef]
- Chandrapala, J.; Gauthier, C.; Vasiljevic, T. Behaviour of lactose with the presence of lactic acid and Ca as affected by pH. J. Dairy Res. 2017, 84, 484–487. [Google Scholar] [CrossRef]
- Bouchoux, A.; Balmann, H.; Lutin, F. Nanofiltration of glucose and sodium lactate solutions. Variations of retention between single- and mixed-solute solutions. J. Membr. Sci. 2005, 258, 123–132. [Google Scholar] [CrossRef] [Green Version]
- Kiriukhin, M.Y.; Collins, K.D. Dynamic hydration numbers for biologically important ions. Biophys. Chem. 2002, 99, 155–168. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Feed/Product | Concentrate (Brine) | Electrolyte |
|---|---|---|---|
| Initial solution | LML | Deionized water | Sodium nitrate |
| Initial mass, kg | 1.00 ± 0.02 | 0.50 ± 0.02 | 0.25 ± 0.02 |
| Electrical conductivity, mS·cm−1 | 31.85 ± 0.15 | – | 11.91 ± 1.10 |
| Concentration, w/w% | 24.58 ± 0.30 | – | 1.0 ± 0.1 |
| Solution flow rates, L·h−1 | 55 ± 2 | 55 ± 2 | 50 ± 2 |
| Linear flow velocity, cm·s−1 | 4.8 ± 0.3 | 4.8 ± 0.3 | 17.4 ± 1.0 |
| Spacers thickness, mm | 0.800± 0.005 | 0.800 ± 0.005 | 1.000 ± 0.005 |
| Feed pH, – | 5.12 ± 0.04 | max. 5.5 ± 0.5 | 3.5 ± 1.0 |
| Final conductivity (R70), mS·cm−1 | 9.15 ± 0.48 | 15.0 ± 1.5 | – |
| Final pH (R70), – | 5.07 ± 0.08 | – | – |
| Final conductivity (R90), mS·cm−1 | 2.95 ± 0.28 | 15.0 ± 1.5 | – |
| Final pH (R90), – | 4.76 ± 0.16 | – | – |
| Temperature, °C | 15 ± 2 | 15 ± 2 | 15 ± 2 |
| Parameter | Unit | Product R70 | Product R90 |
|---|---|---|---|
| Κ (conductivity) | mS·cm−1 | 9.15 ± 0.48 | 2.95 ± 0.28 |
| J (salt transport) | gAsh∙m−2∙h−1 | 184.42 ± 13.86 | 144.38 ± 17.14 |
| E (energy consumption) | Wh∙kgF−1 | 20.60 ± 1.17 | 30.03 ± 3.41 |
| CF (capacity) | kgF∙m−2∙h−1 | 5.61 ± 0.50 | 3.37 ± 0.40 |
| mW (water consumption) | kgW∙kgF−1 | 2.62 ± 0.09 | 3.48 ± 0.30 |
| mHNO3 65% (65% acid consumption) | gAcid∙kgF−1 | 1.44 ± 1.10 | 2.08 ± 1.59 |
| Parameter | Initial LML | Desalted LML (R70) | Desalted LML (R90) | |
|---|---|---|---|---|
| Mass | kg | 1.001 ± 0.001 | 0.868 ± 0.018 | 0.806 ± 0.040 |
| Conductivity | mS·cm−1 | 31.85 ± 0.15 | 9.15 ± 0.48 | 2.95 ± 0.28 |
| Density | g·cm−3 | 1.1235 ± 0.0007 | 1.1010 ± 0.0052 | 1.0952 ± 0.0025 |
| pH | - | 5.12 ± 0.04 | 5.07 ± 0.08 | 4.76 ± 0.16 |
| Total solids | w/w% | 24.58 ± 0.30 | 22.00 ± 0.72 | 21.83 ± 0.87 |
| Ash | w/w% | 5.147 ± 0.049 | 2.08 ± 0.062 | 1.134 ± 0.047 |
| Ash, ODB | w/w% | 20.943 ± 0.057 | 9.458 ± 0.257 | 5.196 ± 0.100 |
| S | mg·kg−1 | 652 ± 10 | 216 ± 12 | 117 ± 7 |
| Cu | mg·kg−1 | 0.634 ± 0.028 | 0.562 ± 0.060 | 0.529 ± 0.057 |
| Na+ | mg·kg−1 | 4504 ± 86 | 1926 ± 90 | 665 ± 21 |
| K+ | mg·kg−1 | 15,264 ± 206 | 3867 ± 209 | 872 ± 102 |
| Mg2+ | mg·kg−1 | 755 ± 10 | 673 ± 22 | 572 ± 59 |
| Ca2+ | mg·kg−1 | 3391 ± 14 | 3197 ± 82 | 2979 ± 119 |
| Cl− | mg·kg−1 | 8228 ± 112 | 343 ± 77 | 19 ± 5 |
| HxPO4y− | mg·kg−1 | 10,146 ± 155 | 5493 ± 262 | 1897 ± 249 |
| HxSO4y− | mg·kg−1 | 1375 ± 67 | 307 ± 29 | 48 ± 4 |
| LA | mg·kg−1 | 17,517 ± 643 | 11,726 ± 463 | 4695 ± 538 |
| CA | mg·kg−1 | 10,203 ± 194 | 9914 ± 976 | 8360 ± 521 |
| Lactose | g·kg−1 | 153.5 ± 2.2 | 165.5 ± 5.6 | 176.4 ± 7.8 |
| Total protein | g·kg−1 | 18.66 ± 0.03 | 16.94 ± 0.47 | 15.87 ± 0.7 |
| Membranes | RS (Ω·cm) | P (%) | |
|---|---|---|---|
| AMH | Initial | 133 ± 4 | 92.8 ± 0.2 |
| Used | 116 ± 4 | 92.1 ± 0.2 | |
| CMH | Initial | 122 ± 4 | 92.0 ± 0.2 |
| Used | 124 ± 4 | 94.0 ± 0.2 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Merkel, A.; Vavro, M.; Čopák, L.; Dvořák, L.; Ahrné, L.; Ruchti, C. Lactose Mother Liquor Stream Valorisation Using an Effective Electrodialytic Process. Membranes 2023, 13, 29. https://doi.org/10.3390/membranes13010029
Merkel A, Vavro M, Čopák L, Dvořák L, Ahrné L, Ruchti C. Lactose Mother Liquor Stream Valorisation Using an Effective Electrodialytic Process. Membranes. 2023; 13(1):29. https://doi.org/10.3390/membranes13010029
Chicago/Turabian StyleMerkel, Arthur, Matej Vavro, Ladislav Čopák, Lukáš Dvořák, Lilia Ahrné, and Christian Ruchti. 2023. "Lactose Mother Liquor Stream Valorisation Using an Effective Electrodialytic Process" Membranes 13, no. 1: 29. https://doi.org/10.3390/membranes13010029
APA StyleMerkel, A., Vavro, M., Čopák, L., Dvořák, L., Ahrné, L., & Ruchti, C. (2023). Lactose Mother Liquor Stream Valorisation Using an Effective Electrodialytic Process. Membranes, 13(1), 29. https://doi.org/10.3390/membranes13010029