

Novel Organic Solvent Nanofiltration Approaches for Microbial Biosurfactants Downstream Processing
 ,
,  ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Microbial Biosurfactants
2.2. Lipids Hydrolysis as MELs Extract Contaminants
2.3. Analysis of Fatty Acids, Mono-, Di- and Triacylglyceride Concentrations
2.4. Analysis of MELs, SLs and Residual Lipid Concentrations
2.5. Thin Layer Chromatography (TLC)
2.6. Membrane Preparation
2.7. Membrane Characterization and Microbial Biosurfactants Purification by OSN
2.8. Coloration Analysis and Product Purification Using Activated
2.9. Statistical Analysis
3. Results and Discussion
3.1. Selection of Solvent for MELs Separation from TAGs
3.1.1. Solvent Interaction with MELs and Lipids
3.1.2. The Role of Methanol in MELs Separation from TAGs
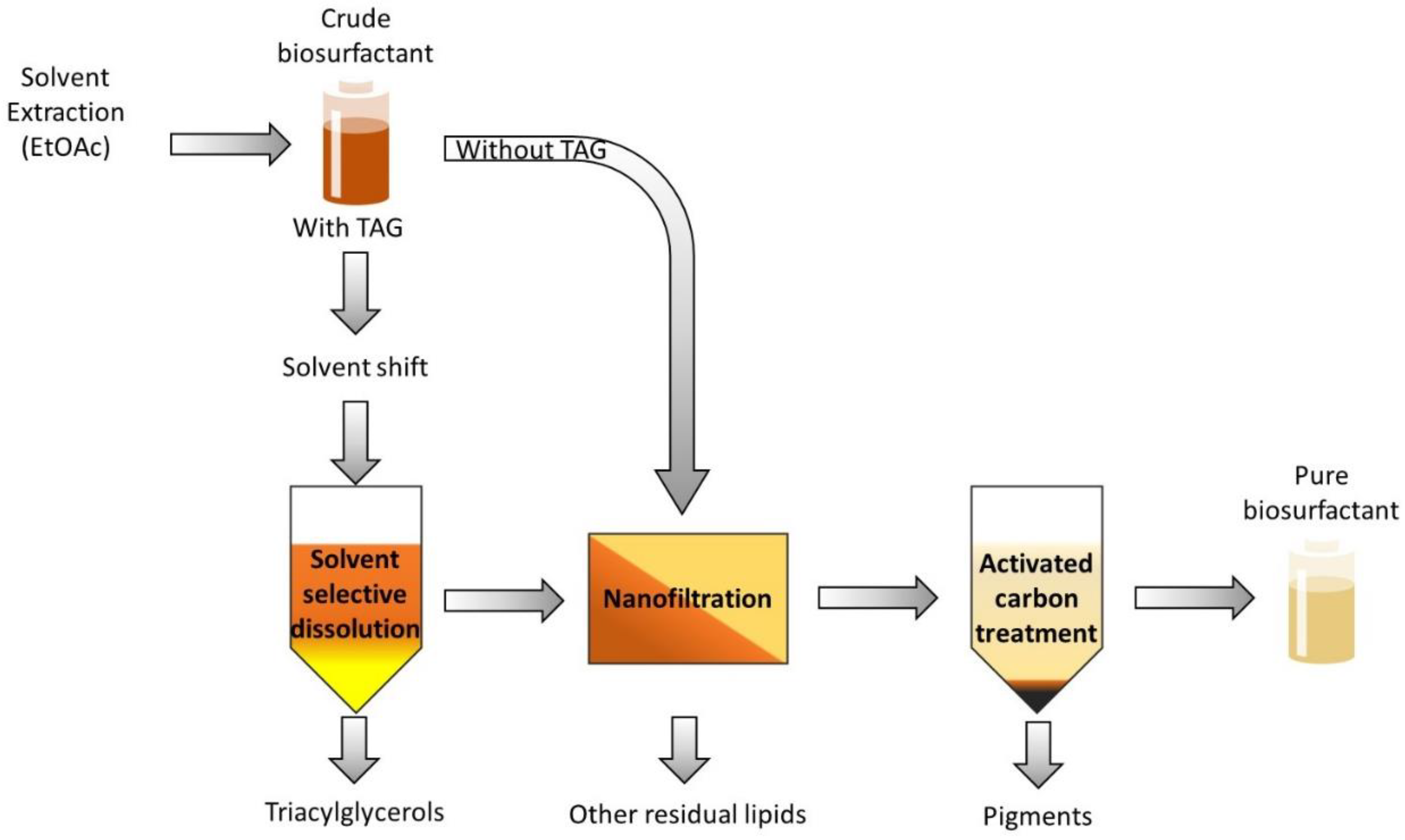
3.2. Nanofiltration as a New Downstream Route for MELs Purification
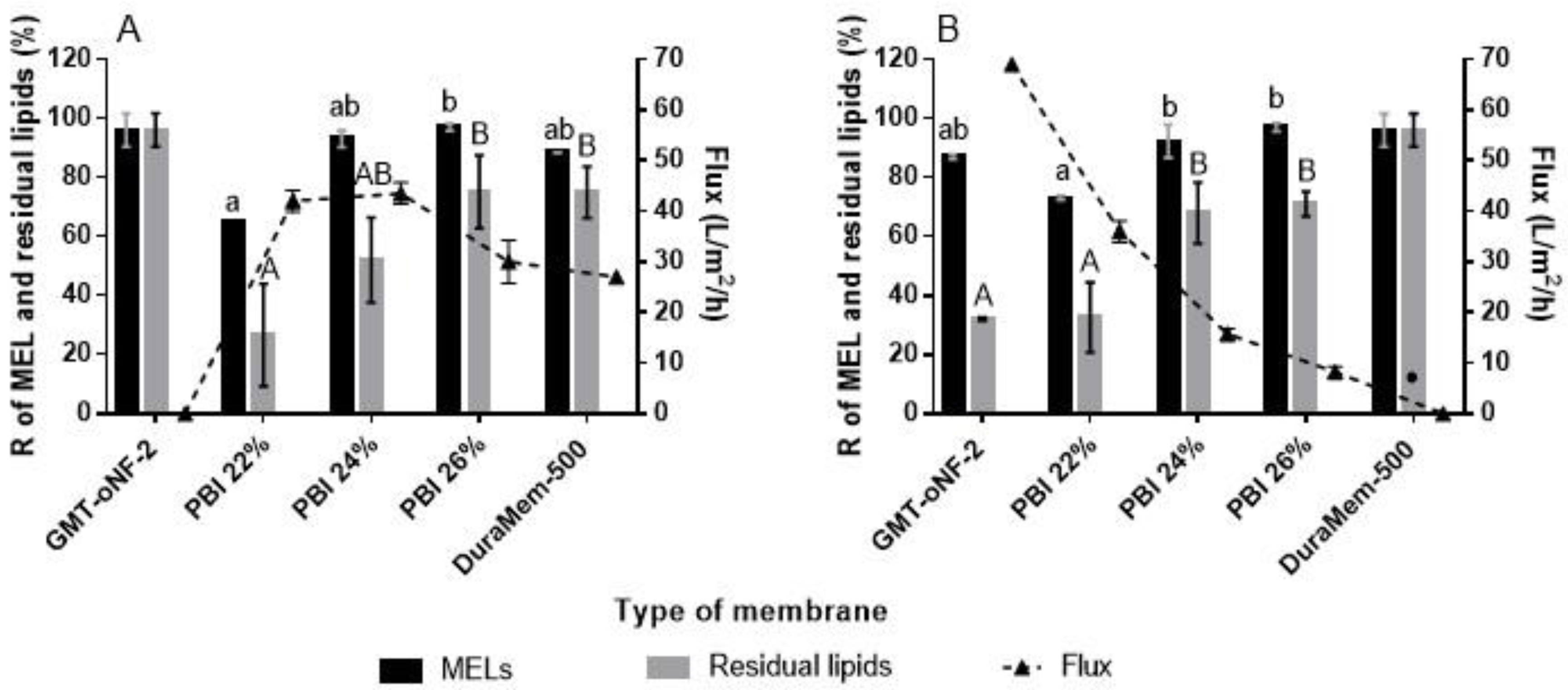
3.2.1. Membrane Screening
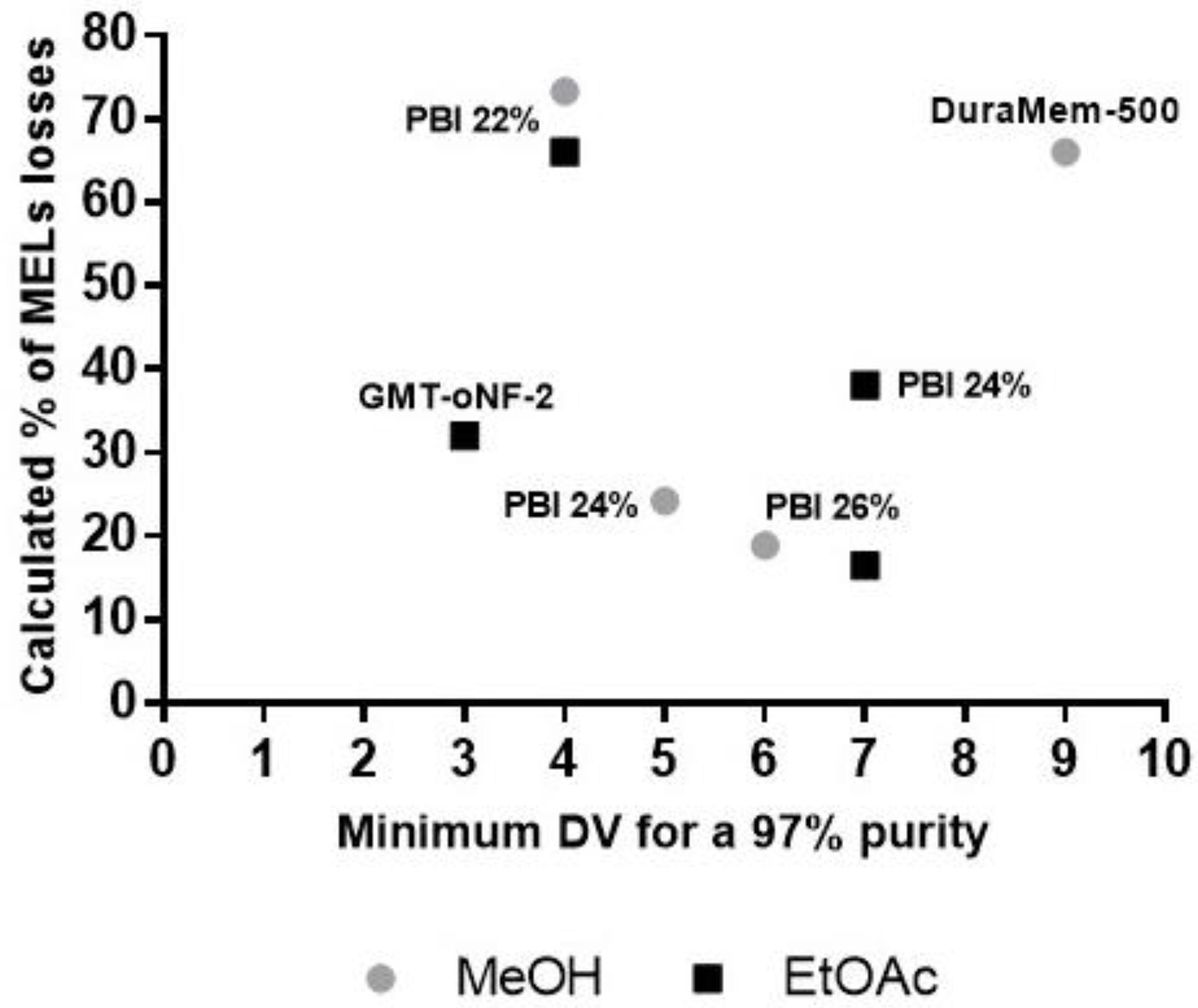
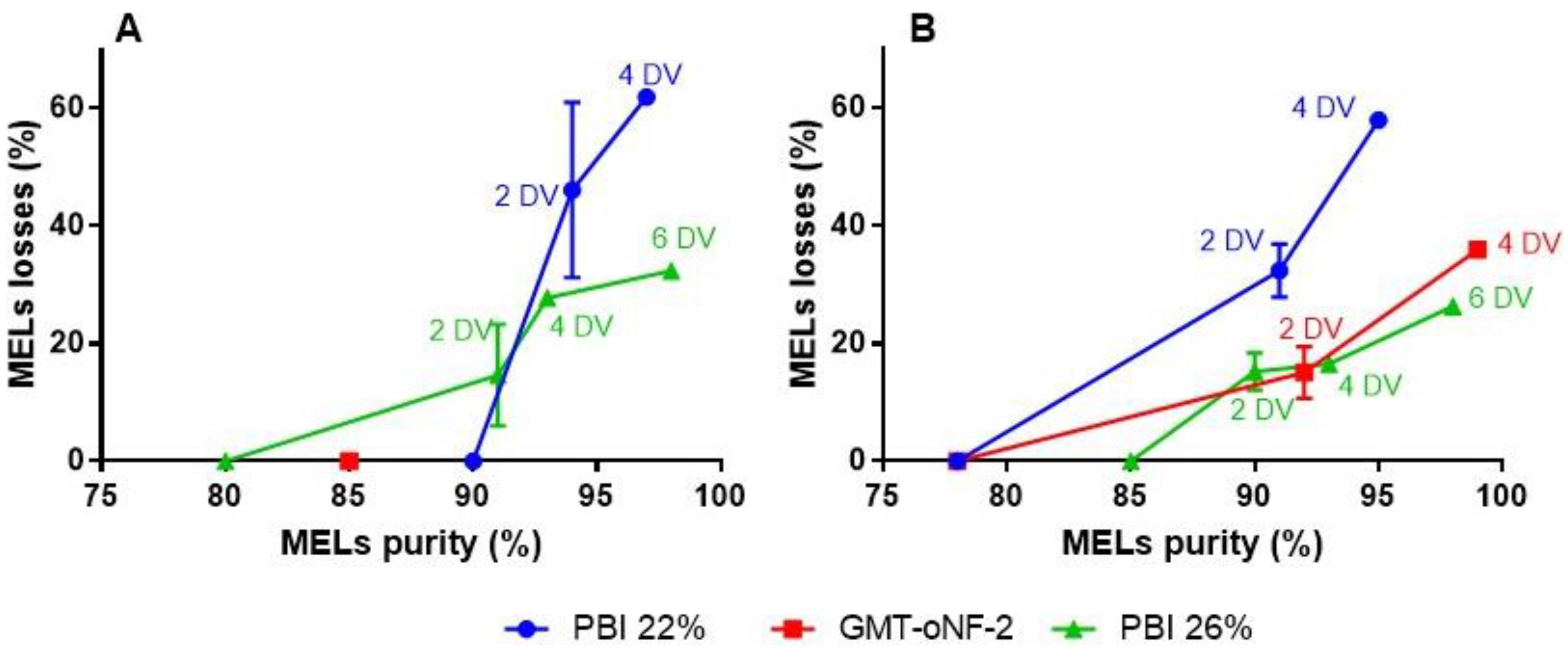
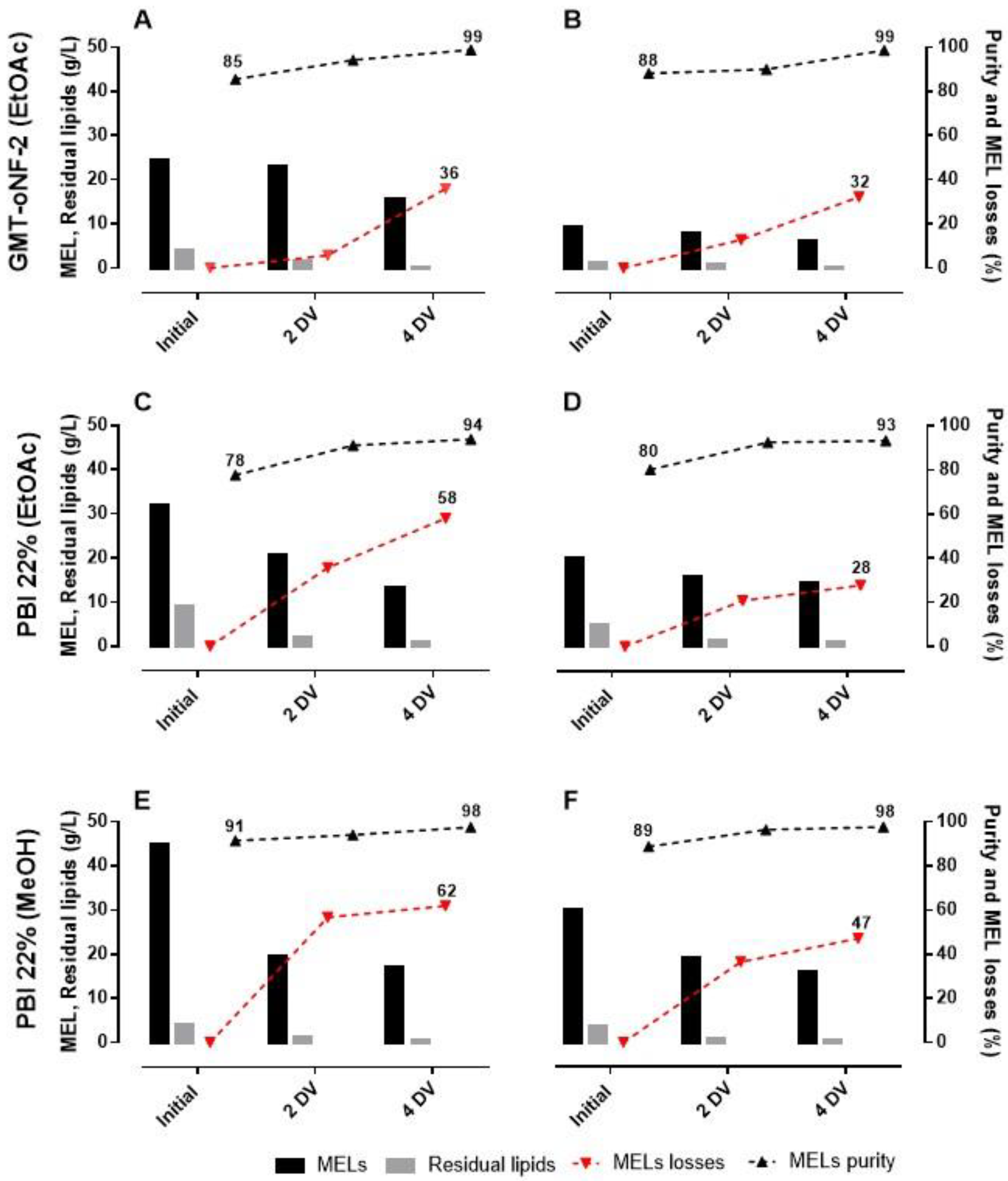
3.2.2. Diavolumes Strategy for MELs Purification
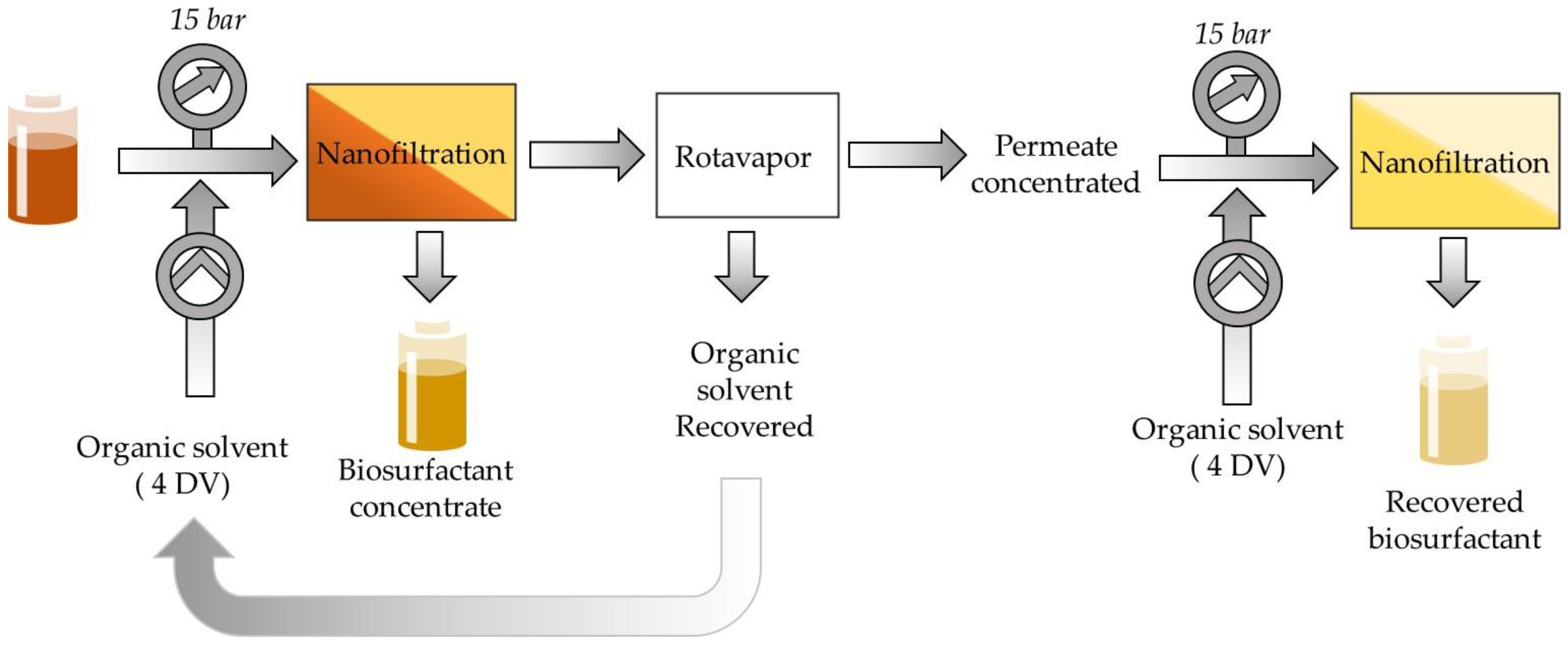
3.2.3. Cascade System for Reduction of MELs Losses
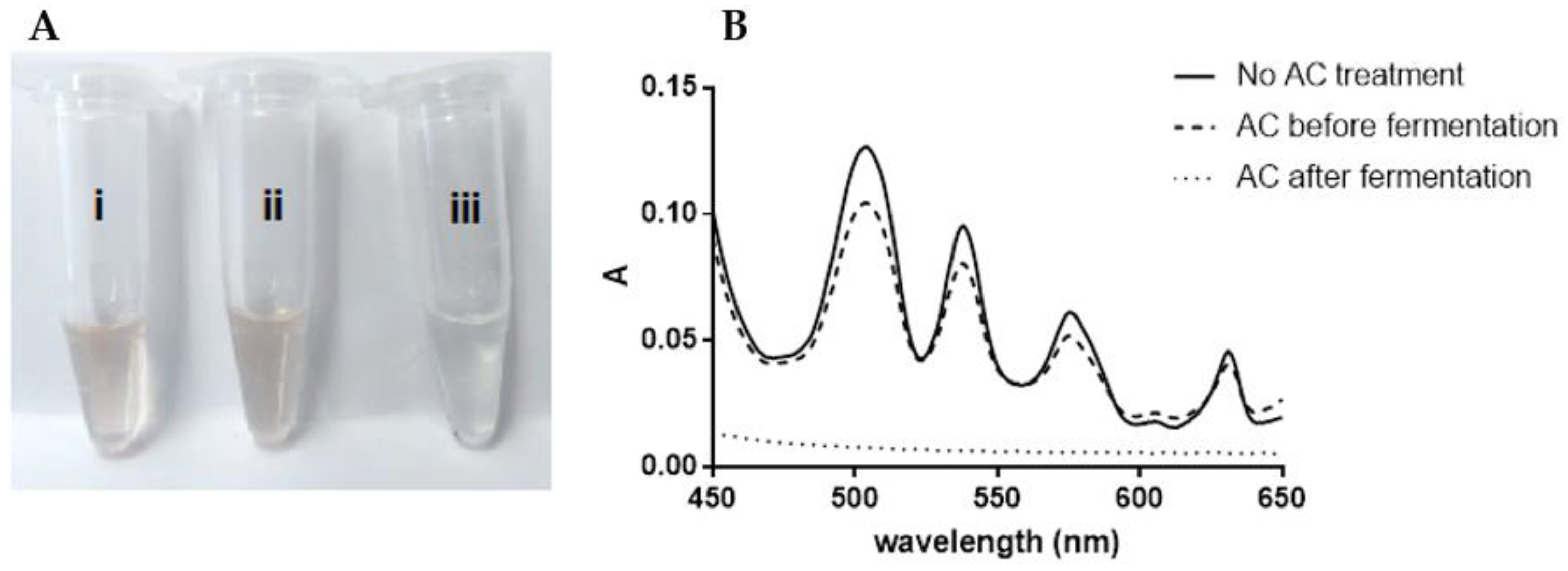
3.3. Activated Carbon Purification
3.4. Comparison of Different Downstream Process for Microbial Glycolipids Purification
- (i)
- The type of solvent and volumes used, reported in relation to fermentation broth volume harvested;
- (ii)
- The solvent recyclability using a simple distillation was assessed as easy (labeled as “Y”) when no solvent mixtures are formed, the solvent used is of low toxicity and the solvent has an acceptable low boiling point; or difficult (labeled as “N”) when solvent mixtures used formed stable azeotropes, hindering solvent separation by simple distillation, which often ends up as waste streams;
- (iii)
- The number of solvent shifts, i.e., the number of times in the process that the total volume of the solvent is completely evaporated and replaced completely by another solvent, which are high energy-intensive steps; and
- (iv)
- Recovery efficiency, i.e., the weight of product isolated on the end of the downstream route per weight of product produced in the upstream states, in percentage; and
- (v)
- Final purity, i.e., the total weight of the product by the total weight of the product sample.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Glycolipid | Method | Solvent Used | Solvent Required (Solvent Volume/Broth Volume) | Solvent Recyclability Easiness | No. of Solvent Shifts | Recovery (% w/w) | Final Purity (% w/w) | Comments | Ref. |
|---|---|---|---|---|---|---|---|---|---|
| RLs | LLE | EtOAc | 4:1 | Y | 1 | 65.5 | 84.1 | Acid precipitation using HCl, followed by Ethyl acetate LLE | [47] |
| LLE + CP | EtOAc | 2:1/NA * | N | 3 | 89.4 | 90.7 | LLE with n-hexane, followed by extraction with ethyl acetate. * Solvents used in various ratios for column purification | [48] | |
| n-hexane | 3:1/NA * | N | |||||||
| SLs | LLE + CP | EtOAc | 0.8:1/NA * | N | 2 | NA ** | NA ** | * Column chromatography used for purification, solvent consumption not reported ** Recovery rate and final purity not reported | [49] |
| 2-propanol | 0.2:1 | N | |||||||
| MeOH | NA * | N | |||||||
| LLE + CP | EtOAc | 0.8:1/NA * | N | 3 | NA ** | NA ** | Oleic acid used as lipophylic substrate LLE with Ethyl acetate/2-propanol mixture, extract washing with hexane, followed by column chromatography * Solvent consumed for column purification not reported ** Recovery rate and final purity not reported | [50] | |
| 2-propanol | 0.2:1 | N | |||||||
| n-hexane | 1:1 | Y | |||||||
| Chloroform | NA * | N | |||||||
| MeOH | NA * | N | |||||||
| MELs | LLE | MTBE | 3:1 | Y | 3 | 8 | 100 | Multiple solvents used in subsequent extractions | [25] |
| MeOH | 1.6:1 | N | |||||||
| Cyclohexane | 3:1 | N | |||||||
| n-hexane | 1:1 | N | |||||||
| LLE + CP Preparative HPLC | EtOAc | 2:1 | Y | 3 | 4 ** | 100 | * Two column separations and preparative HPLC using CHCl4/MeOH ratios 90/10, 95/5, 96/4. Unknown volumes, non-recyclable ** Reported recovery based on mass of MELs after L–L extraction | [22] | |
| MeOH | 1:1/ NA * | Y; N * | |||||||
| Chloroform | NA * | N * | |||||||
| LLE + CP | EtOAc | 1:1 | Y | 2 | 50 ** | 100 | * Column purification with gradient elution by CHCl4/Acetone mixture (80:20, 40:60 and 0:100, v/v). Volume unknown, most likely immense, non-recyclable ** Reported recovery based on mass of MELs after L-L extraction | [23] | |
| Chloroform | NA * | N | |||||||
| Acetone | NA * | N | |||||||
| LLE | MeOH | 2.5:1 | N | 1 | 90 | 100 | Multiple solvents used in subsequent extractions; solvent shifts avoided | [26] | |
| n-hexane | 3:1 | N | |||||||
| LLE + OSN + AC treatment | EtOAc | 21 | Y | 0 | 88.4 | 98.8 | Method reported in this article. No TAG present. EtOAc used through all the process. Cascade system (4 DV + 4 DV), GMT-oNF-2 membrane. 90% of solvent recycled | ||
| LLE + TAG removal + OSN + AC treatment | EtOAc + MeOH | 1:1 | Y | 1 | 64.8 | 97.1 | Method reported in this article. TAG present. EtOAc used in extraction. MeOH used through the other steps of the process. Single diafiltration (6 DV), PBI 26% membrane. 90% of solvent recycled | ||
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Mulligan, C.N. Environmental Applications for Biosurfactants. Environ. Pollut. 2005, 133, 183–198. [Google Scholar] [CrossRef] [PubMed]
- Ratledge, C. Microbial Lipids. Biotechnology 1997, 7, 133–197. [Google Scholar]
- Makkar, R.S.; Rockne, K.J. Comparison of Synthetic Surfactants and Biosurfactants in Enhancing Biodegradation of Polycyclic Aromatic Hydrocarbons. Environ. Toxicol. Chem. 2003, 22, 2280–2292. [Google Scholar] [CrossRef]
- Mnif, I.; Chaabouni Ellouz, S.; Ghribi, D. Glycolipid Biosurfactants, Main Classes, Functional Properties and Related Potential Applications in Environmental Biotechnology. J. Polym. Environ. 2018, 26, 2192–2206. [Google Scholar] [CrossRef]
- Fact.MR Microbial Biosurfactants Market Size & Growth Report 2032. Available online: https://www.factmr.com/report/microbial-biosurfactants-market (accessed on 14 October 2022).
- Jezierska, S.; Claus, S.; Van Bogaert, I. Yeast Glycolipid Biosurfactants. FEBS Lett. 2018, 592, 1312–1329. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Lang, S.; Wullbrandt, D. Rhamnose Lipids—Biosynthesis, Microbial Production and Application Potential. Appl. Microbiol. Biotechnol. 1999, 51, 22–32. [Google Scholar] [CrossRef]
- Kitamoto, D.; Isoda, H.; Nakahara, T. Functions and Potential Applications of Glycolipid Biosurfactants—From Energy-Saving Materials to Gene Delivery Carriers. J. Biosci. Bioeng. 2002, 94, 187–201. [Google Scholar] [CrossRef]
- Smyth, T.J.P.; Perfumo, A.; Marchant, R.; Banat, I.M. Isolation and Analysis of Low Molecular Weight Microbial Glycolipids. In Handbook of Hydrocarbon and Lipid Microbiology; Timmis, K.N., Ed.; Springer: Berlin/Heidelberg, Germany, 2010; pp. 3705–3723. ISBN 978-3-540-77587-4. [Google Scholar]
- Kitamoto, D.; Morita, T.; Fukuoka, T.; Konishi, M.; Imura, T.D. Self-Assembling Properties of Glycolipid Biosurfactants and Their Potential Applications. Curr. Opin. Colloid Interface Sci. 2009, 14, 315–328. [Google Scholar] [CrossRef]
- Inès, M.; Dhouha, G. Glycolipid Biosurfactants: Potential Related Biomedical and Biotechnological Applications. Carbohydr. Res. 2015, 416, 59–69. [Google Scholar] [CrossRef]
- Dolman, B.M.; Wang, F.; Winterburn, J.B. Integrated Production and Separation of Biosurfactants. Process Biochem. 2019, 83, 1–8. [Google Scholar] [CrossRef]
- Wang, H.; Kaur, G.; To, M.H.; Roelants, S.L.K.W.; Patria, R.D.; Soetaert, W.; Lin, C.S.K. Efficient In-Situ Separation Design for Long-Term Sophorolipids Fermentation with High Productivity. J. Clean. Prod. 2020, 246, 118995. [Google Scholar] [CrossRef]
- Campos, J.M.; Montenegro Stamford, T.L.; Sarubbo, L.A.; de Luna, J.M.; Rufino, R.D.; Banat, I.M. Microbial Biosurfactants as Additives for Food Industries. Biotechnol. Prog. 2013, 29, 1097–1108. [Google Scholar] [CrossRef] [PubMed]
- Sekhon Randhawa, K.K.; Rahman, P.K.S.M. Rhamnolipid Biosurfactants—Past, Present, and Future Scenario of Global Market. Front. Microbiol. 2014, 5, 454. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Marchant, R.; Banat, I.M. Biosurfactants: A Sustainable Replacement for Chemical Surfactants? Biotechnol. Lett. 2012, 34, 1597–1605. [Google Scholar] [CrossRef] [PubMed]
- Camilios-Neto, D.; Bugay, C.; Santana-Filho, A.; Joslin, T.; Souza, L.; Sassaki, G.; Mitchell, D.; Krieger, N. Production of Rhamnolipids in Solid-State Cultivation Using a Mixture of Sugarcane Bagasse and Corn Bran Supplemented with Glycerol and Soybean Oil. Appl. Microbiol. Biotechnol. 2010, 89, 1395–1403. [Google Scholar] [CrossRef]
- Shah, V.; Jurjevic, M.; Badia, D. Utilization of Restaurant Waste Oil as a Precursor for Sophorolipid Production. Biotechnol. Prog. 2007, 23, 512–515. [Google Scholar] [CrossRef]
- Rau, U.; Nguyen, L.A.; Roeper, H.; Koch, H.; Lang, S. Fed-Batch Bioreactor Production of Mannosylerythritol Lipids Secreted by Pseudozyma Aphidis. Appl. Microbiol. Biotechnol. 2005, 68, 607–613. [Google Scholar] [CrossRef]
- Worakitkanchanakul, W.; Imura, T.; Fukuoka, T.; Morita, T.; Sakai, H.; Abe, M.; Rujiravanit, R.; Chavadej, S.; Minamikawa, H.; Kitamoto, D. Phase Behavior of Ternary Mannosylerythritol Lipid/Water/Oil Systems. Colloids Surf. B Biointerfaces 2009, 68, 207–212. [Google Scholar] [CrossRef]
- Van Bogaert, I.N.A.; Saerens, K.; De Muynck, C.; Develter, D.; Soetaert, W.; Vandamme, E.J. Microbial Production and Application of Sophorolipids. Appl. Microbiol. Biotechnol. 2007, 76, 23–34. [Google Scholar] [CrossRef]
- Kim, H.S.; Yoon, B.D.; Choung, D.H.; Oh, H.M.; Katsuragi, T.; Tani, Y. Characterization of a Biosurfactant, Mannosylerythritol Lipid Produced from Candida Sp. SY16. Appl. Microbiol. Biotechnol. 1999, 52, 713–721. [Google Scholar] [CrossRef] [PubMed]
- Morita, T.; Konishi, M.; Fukuoka, T.; Imura, T.; Kitamoto, D. Physiological Differences in the Formation of the Glycolipid Biosurfactants, Mannosylerythritol Lipids, between Pseudozyma Antarctica and Pseudozyma Aphidis. Appl. Microbiol. Biotechnol. 2006, 74, 307–315. [Google Scholar] [CrossRef] [PubMed]
- Shephard, J.J.; Callear, S.K.; Imberti, S.; Evans, J.S.O.; Salzmann, C.G. Microstructures of Negative and Positive Azeotropes. Phys. Chem. Chem. Phys. 2016, 18, 19227–19235. [Google Scholar] [CrossRef] [Green Version]
- Rau, U.; La, A.N.; Roeper, H.; Koch, H.; Lang, S. Downstream Processing of Mannosylerythritol Lipids Produced by Pseudozyma Aphidis. Eur. J. Lipid Sci. Technol. 2005, 107, 373–380. [Google Scholar] [CrossRef]
- Shen, L.; Zhu, J.; Lu, J.; Gong, Q.; Jin, M.; Long, X. Isolation and Purification of Biosurfactant Mannosylerythritol Lipids from Fermentation Broth with Methanol/Water/n-Hexane. Sep. Purif. Technol. 2019, 219, 1–8. [Google Scholar] [CrossRef]
- Baker, F.S.; Miller, C.E.; Repik, A.J.; Tolles, E.D. Activated Carbon. In Kirk-Othmer Encyclopedia of Chemical Technology; American Cancer Society: Atlanta, GA, USA, 2000; ISBN 9780471238966. [Google Scholar]
- Van Wagenen, R.A.; Steggall, M.; Lentz, D.J.; Andrade, J.D. Activated Carbons for Medical Applications. In Vitro Microparticle Characterization and Solute Adsorption. Biomater. Med. Devices. Artif. Organs 1975, 3, 319–364. [Google Scholar] [CrossRef] [PubMed]
- Dubey, K.V.; Juwarkar, A.A.; Singh, S.K. Adsorption—Desorption Process Using Wood-Based Activated Carbon for Recovery of Biosurfactant from Fermented Distillery Wastewater. Biotechnol. Prog. 2005, 21, 860–867. [Google Scholar] [CrossRef] [PubMed]
- Saranya, P.; Swarnalatha, S.; Sekaran, G. Lipoprotein Biosurfactant Production from an Extreme Acidophile Using Fish Oil and Its Immobilization in Nanoporous Activated Carbon for the Removal of Ca2+ and Cr3+ in Aqueous Solution. RSC Adv. 2014, 4, 34144–34155. [Google Scholar] [CrossRef]
- dos Santos Mendes de Oliveira, A.C.; da Silva Bezerra, M.; de Araujo Padilha, C.E.; Melchuna, A.M.; de Macedo, G.R.; dos Santos, E.S. Recovery of Rhamnolipids Produced by Pseudomonas Aeruginosa Using Acidic Precipitation, Extraction, and Adsorption on Activated Carbon. Sep. Sci. Technol. 2013, 48, 2852–2859. [Google Scholar] [CrossRef]
- Nascimento, M.F.; Barreiros, R.; Cristina, A.; Frederico, O.; Ferreira, C.; Faria, N.T. Moesziomyces Spp. Cultivation Using Cheese Whey: New Yeast Extract—Free Media, β-Galactosidase Biosynthesis and Mannosylerythritol Lipids Production. Biomass Convers. Biorefinery 2022, 1–14, Epub ahead of print. [Google Scholar] [CrossRef]
- Nascimento, M.F. Mannosylerythritol Lipids Bioproduction by Moesziomyces Spp.: Assessing Alternative Culture Strategies and Nanofiltration Downstream Purification. Master’s Thesis, Instituto Superior Técnico, Lisboa, Portugal, 2017. [Google Scholar]
- Kekovic, P. Reengineering Production of Mannosylerythritol Lipids (MELs): A Holistic Approach. Ph.D. Thesis, Instituto Superior Técnico, Lisboa, Portugal, 2022. [Google Scholar]
- Adamczak, M.; Bednarski, W. Influence of Medium Composition and Aeration on the Synthesis of Biosurfactants Produced by Candida Antarctica. Biotechnol. Lett. 2000, 22, 313–316. [Google Scholar] [CrossRef]
- Badenes, S.M.; Lemos, F.; Cabral, J.M.S. Transesterification of Oil Mixtures Catalyzed by Microencapsulated Cutinase in Reversed Micelles. Biotechnol. Lett. 2010, 32, 399–403. [Google Scholar] [CrossRef] [PubMed]
- Faria, N.; Santos, M.; Ferreira, C.; Marques, S.; Ferreira, F.; Fonseca, C. Conversion of Cellulosic Materials into Glycolipid Biosurfactants, Mannosylerythritol Lipids, by Pseudozyma Spp. under SHF and SSF Processes. Microb. Cell Fact. 2014, 13, 155. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Ribeiro, I.A.; Bronze, M.R.; Castro, M.F.; Ribeiro, M.H.L. Optimization and Correlation of HPLC-ELSD and HPLC-MS/MS Methods for Identification and Characterization of Sophorolipids. J. Chromatogr. B Anal. Technol. Biomed. Life Sci. 2012, 899, 72–80. [Google Scholar] [CrossRef] [PubMed]
- Alder, C.M.; Hayler, J.D.; Henderson, R.K.; Redman, A.M.; Shukla, L.; Shuster, L.E.; Sneddon, H.F. Updating and Further Expanding GSK’s Solvent Sustainability Guide. Green Chem. 2016, 18, 3879–3890. [Google Scholar] [CrossRef]
- McGarity, T. MTBE: A Precautionary Tale. Harvard Environ. Law Rev. 2004, 28, 281–342. [Google Scholar]
- Marchetti, P.; Jimenez Solomon, M.F.; Szekely, G.; Livingston, A.G. Molecular Separation with Organic Solvent Nanofiltration: A Critical Review. Chem. Rev. 2014, 114, 10735–10806. [Google Scholar] [CrossRef] [PubMed]
- Ferreira, F.A.; Esteves, T.; Carrasco, M.P.; Bandarra, J.; Afonso, C.A.M.; Ferreira, F.C. Polybenzimidazole for Active Pharmaceutical Ingredient Purification: The Mometasone Furoate Case Study. Ind. Eng. Chem. Res. 2019, 58, 10524–10532. [Google Scholar] [CrossRef]
- Razali, M.; Didaskalou, C.; Kim, J.F.; Babaei, M.; Drioli, E.; Lee, Y.M.; Szekely, G. Exploring and Exploiting the Effect of Solvent Treatment in Membrane Separations. ACS Appl. Mater. Interfaces 2017, 9, 11279–11289. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Ferreira, F.; Resina, L.; Esteves, T.; Castelo Ferreira, F. Comparison and Combination of Organic Solvent Nanofiltration and Adsorption Processes: A Mathematical Approach for Mitigation of Active Pharmaceutical Ingredient Losses during Genotoxin Removal. Membranes 2020, 10, 73. [Google Scholar] [CrossRef]
- Valtcheva, I.B.; Marchetti, P.; Livingston, A.G. Crosslinked Polybenzimidazole Membranes for Organic Solvent Nanofiltration (OSN): Analysis of Crosslinking Reaction Mechanism and Effects of Reaction Parameters. J. Memb. Sci. 2015, 493, 568–579. [Google Scholar] [CrossRef] [Green Version]
- Kim, J.F.; Freitas Da Silva, A.M.; Valtcheva, I.B.; Livingston, A.G. When the Membrane Is Not Enough: A Simplified Membrane Cascade Using Organic Solvent Nanofiltration (OSN). Sep. Purif. Technol. 2013, 116, 277–286. [Google Scholar] [CrossRef]
- Invally, K.; Sancheti, A.; Ju, L.-K. A New Approach for Downstream Purification of Rhamnolipid Biosurfactants. Food Bioprod. Process. 2019, 114, 122–131. [Google Scholar] [CrossRef]
- Jadhav, J.; Dutta, S.; Kale, S.; Pratap, A. Fermentative Production of Rhamnolipid and Purification by Adsorption Chromatography. Prep. Biochem. Biotechnol. 2018, 48, 234–241. [Google Scholar] [CrossRef] [PubMed]
- Otto, R.T.; Daniel, H.J.; Pekin, G.; Müller-Decker, K.; Fürstenberger, G.; Reuss, M.; Syldatk, C. Production of Sophorolipids from Whey. II. Product Composition, Surface Active Properties, Cytotoxicity and Stability against Hydrolases by Enzymatic Treatment. Appl. Microbiol. Biotechnol. 1999, 52, 495–501. [Google Scholar] [CrossRef]
- Daverey, A.; Pakshirajan, K. Sophorolipids from Candida Bombicola Using Mixed Hydrophilic Substrates: Production, Purification and Characterization. Colloids Surf. B Biointerfaces 2010, 79, 246–253. [Google Scholar] [CrossRef] [PubMed]







| Feed Strategy | Time (Days) | MELs (%) | FFA (%) | MAG (%) | DAG (%) | TAG (%) |
|---|---|---|---|---|---|---|
| (A) 40 g/L Glu (day 0) + 20 g/L SBO (day 0, 4) | 9 | 84.6 | 6.9 | 8.3 | - | - |
| (B) 40 g/L Glu (day 0) + 20 g/L SBO (day 4, 7) | 12 | 62.0 | 11.0 | 23.0 | 2.0 | - |
| (C) 80 g/L SBO (day 0) | 6 | 56.3 | 3.3 | 6.4 | 0.2 | 33.8 |
| Eluent | Rf SBO | Rf MELs | ΔRf |
|---|---|---|---|
| IPA | 0.79 | 0.58 | 0.21 |
| Chloroform | 0.80 | 0.00 | 0.80 |
| MTBE | 1.00 | 0.39 | 0.61 |
| MeOH | 1.00 | 0.60 | 0.60 |
| EtOAc | 0.94 | 0.67 | 0.27 |
| DCM | 0.89 | 0.00 | 0.89 |
| Hexane | 0.00 | 0.00 | 0.00 |
| Water | 0.00 | 0.00 | 0.00 |
| EtOH | 0.00 | 0.73 | 0.73 |
| Acetone | 0.85 | 0.56 | 0.29 |
| Initial Sample | After 1st Step | After 2nd Step | After 3rd Step | ||
|---|---|---|---|---|---|
| MELs Losses (%) | - | 12.3 | 5.9 | 4.1 | |
| TAG removed (%) | - | 94.7 | 91.2 | 90.6 | |
| Composition | MELs (%) | 39.0 | 66.0 | 63.9 | 62.8 |
| TAG (%) | 39.0 | 4.0 | 6.0 | 6.1 | |
| FFA + MAG + DAG (%) | 22.0 | 30.0 | 30.1 | 31.0 |
| Type of Filtration | Organic Solvent | EtOAc | MeOH | |||
|---|---|---|---|---|---|---|
| OSN | GMT-oNF-2 | PBI 22% | PBI 26% | PBI 22% | PBI 26% | |
| Diavolumes Used | 4 + 4 | 4 + 4 | 6 | 4 + 4 | 6 | |
| 1st filtration | MELs losses (%) | 36.0 | 58.0 | 26.3 | 61.9 | 32.4 |
| MELs purity (%) | 98.8 | 93.7 | 98.0 | 97.5 | 97.1 | |
| 2nd filtration | MELs losses (%) | 32.2 | 27.8 | - | 47.2 | - |
| MELs purity (%) | 98.6 | 93.2 | - | 97.7 | - | |
| MELs recovered (%) | 67.8 | 72.2 | - | 52.8 | - | |
| Overall | MELs losses (%) | 11.6 | 16.1 | 26.3 | 29.2 | 32.4 |
| MELs purity (%) | 98.8 | 93.5 | 98.0 | 97.6 | 97.1 | |
| MELs from YE-AC treated per MELs from YE-non treated | MELs-AC treated per MELs from YE-AC treated | |
| Percentage ratio of absorbances (%) | 91.32 | 15.12% |
| Compounds (g/L) | MELs before AC Treatment | MELs after AC Treatment |
|---|---|---|
| MELs | 49.90 ± 2.13 | 49.12 ± 2.04 |
| Residual lipids | 0.61 ± 0.28 | 0.70 ± 0.45 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Nascimento, M.F.; Keković, P.; Ribeiro, I.A.C.; Faria, N.T.; Ferreira, F.C. Novel Organic Solvent Nanofiltration Approaches for Microbial Biosurfactants Downstream Processing. Membranes 2023, 13, 81. https://doi.org/10.3390/membranes13010081
Nascimento MF, Keković P, Ribeiro IAC, Faria NT, Ferreira FC. Novel Organic Solvent Nanofiltration Approaches for Microbial Biosurfactants Downstream Processing. Membranes. 2023; 13(1):81. https://doi.org/10.3390/membranes13010081
Chicago/Turabian StyleNascimento, Miguel Figueiredo, Petar Keković, Isabel A. C. Ribeiro, Nuno Torres Faria, and Frederico Castelo Ferreira. 2023. "Novel Organic Solvent Nanofiltration Approaches for Microbial Biosurfactants Downstream Processing" Membranes 13, no. 1: 81. https://doi.org/10.3390/membranes13010081
APA StyleNascimento, M. F., Keković, P., Ribeiro, I. A. C., Faria, N. T., & Ferreira, F. C. (2023). Novel Organic Solvent Nanofiltration Approaches for Microbial Biosurfactants Downstream Processing. Membranes, 13(1), 81. https://doi.org/10.3390/membranes13010081