Recent Developments in Compact Membrane Reactors with Hydrogen Separation

 , ,
, , 
Abstract
:1. Introduction
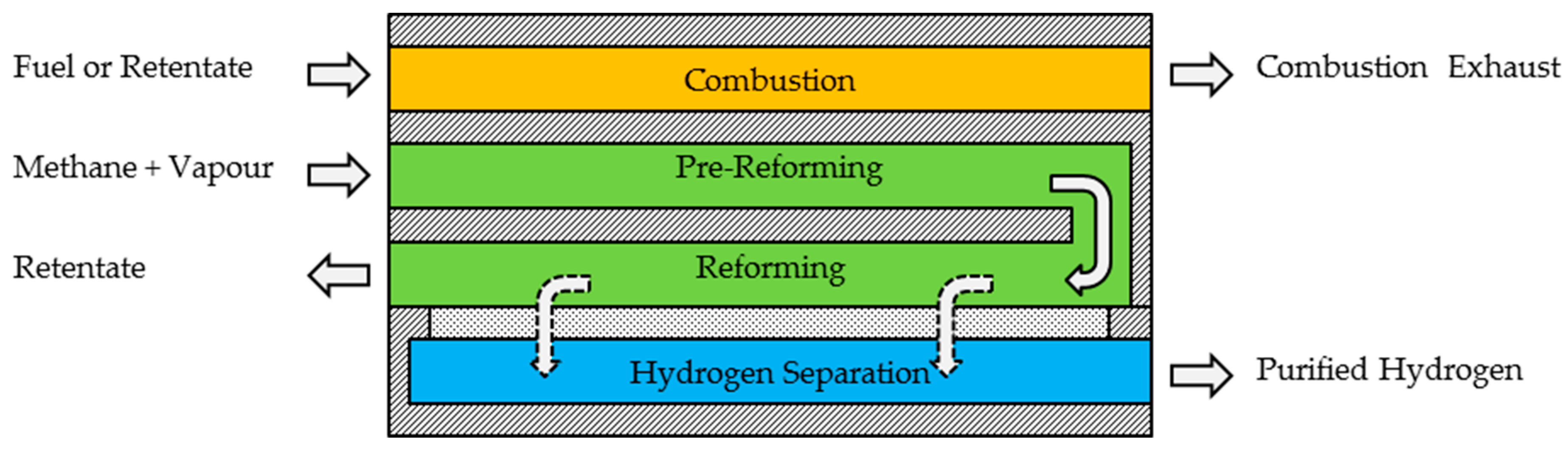
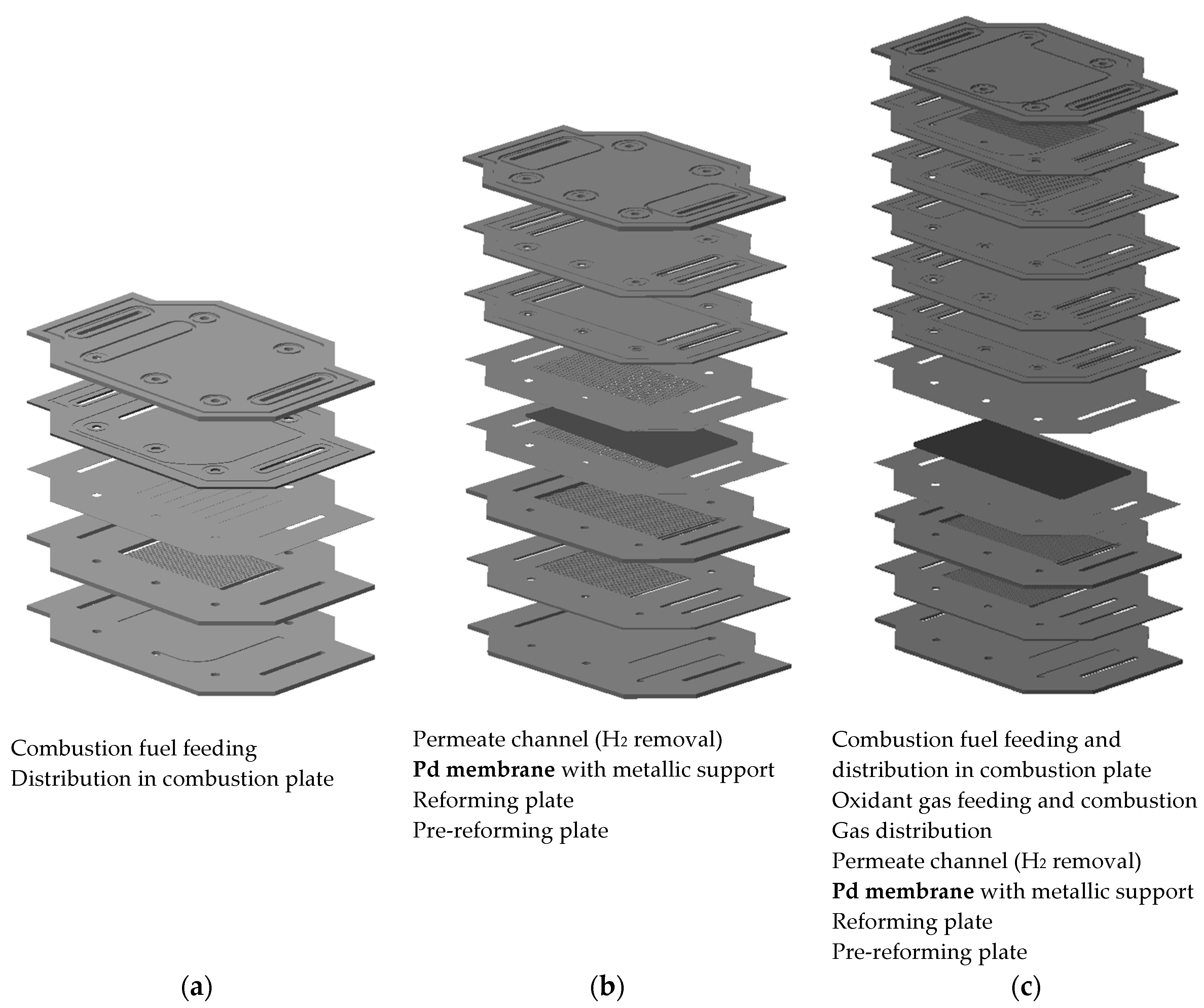
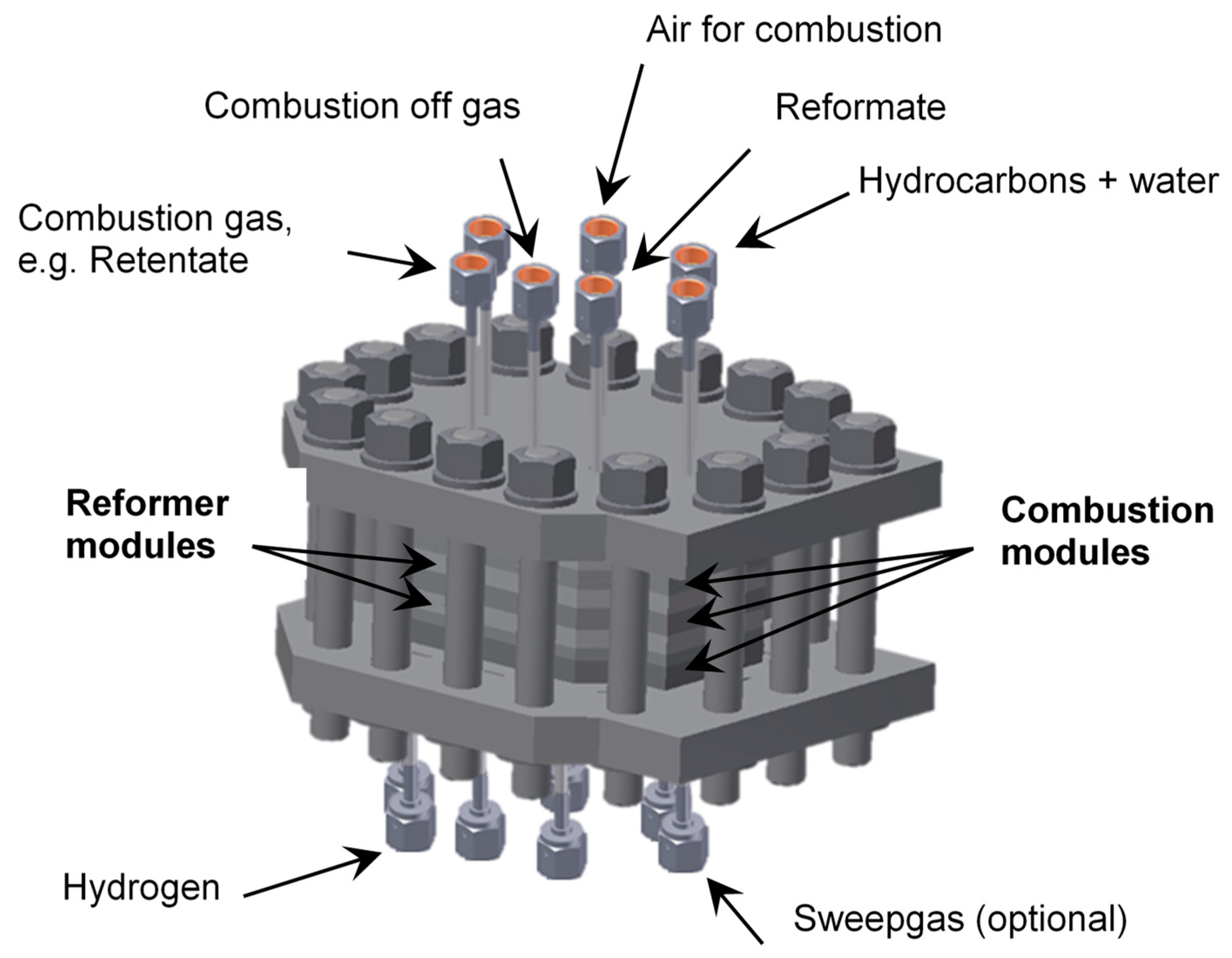
2. Microstructured Membrane Reactors—µEnhancer 2.0
Designs
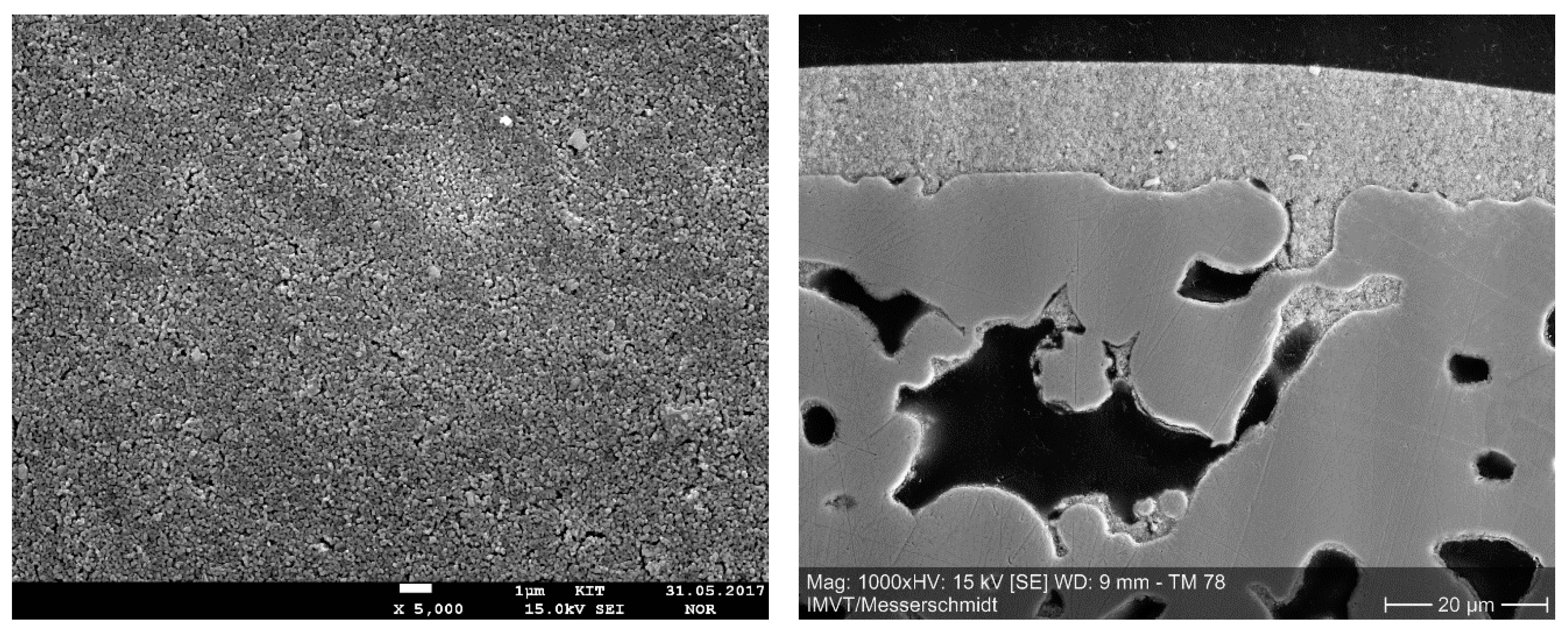
3. Palladium Based Composite Membranes via Suspension Plasma Spraying
3.1. State of the Art: Membrane Materials
3.2. Membrane Design
3.3. Standard Membrane Fabrication Methods
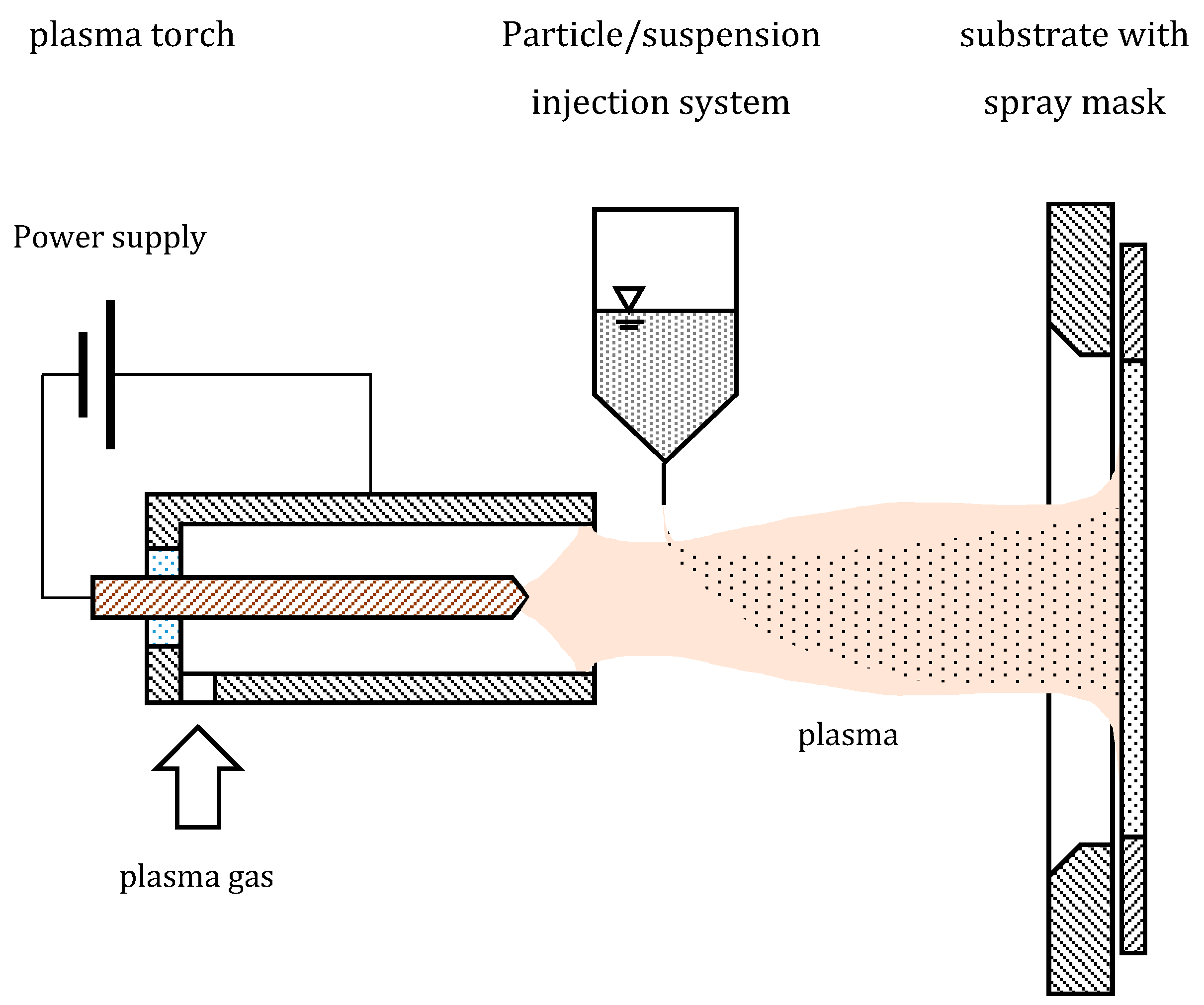
3.4. Plasma Spraying Techniques for Membrane Preparation
3.4.1. General Process Description
3.4.2. Development and State of the Art
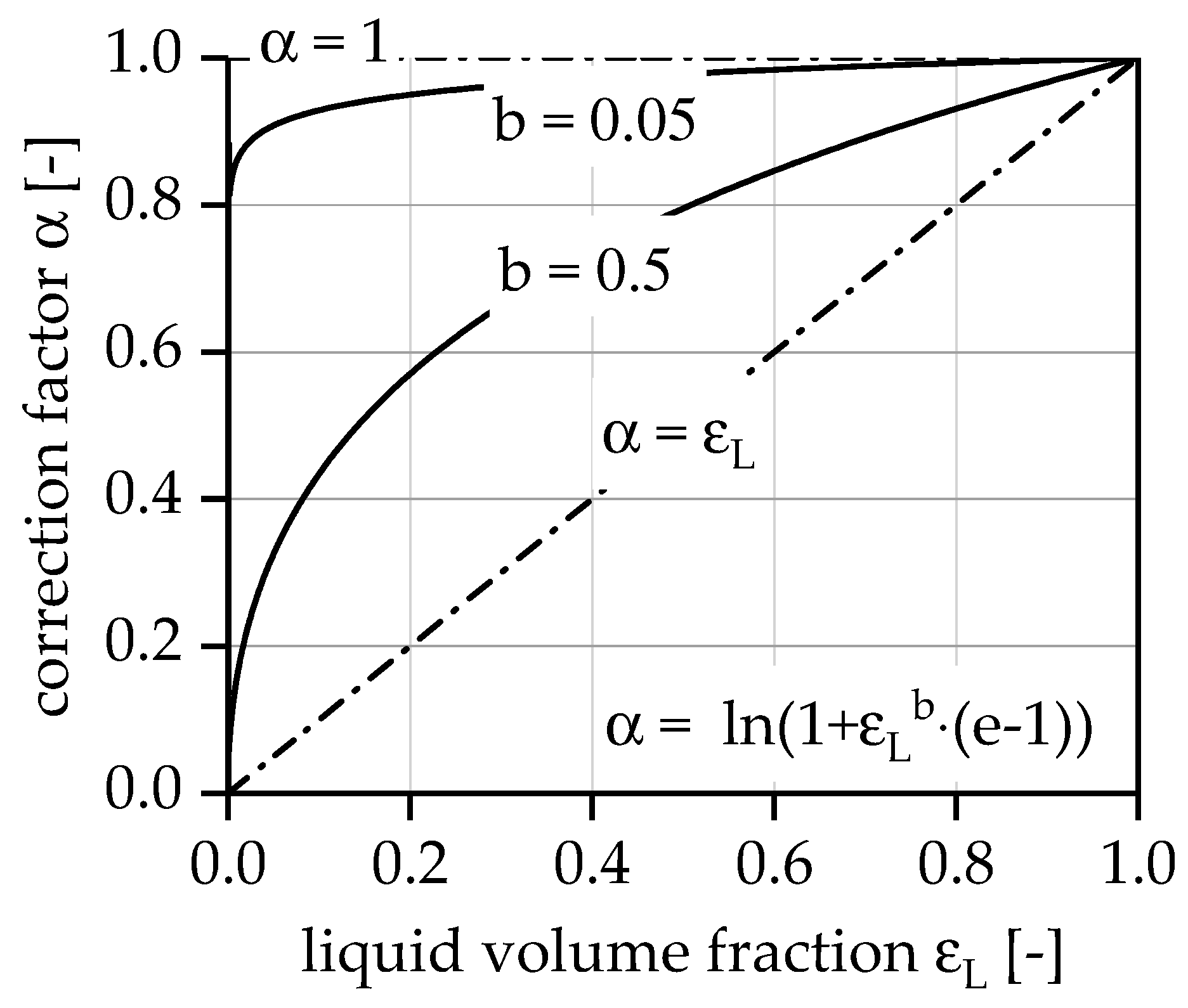
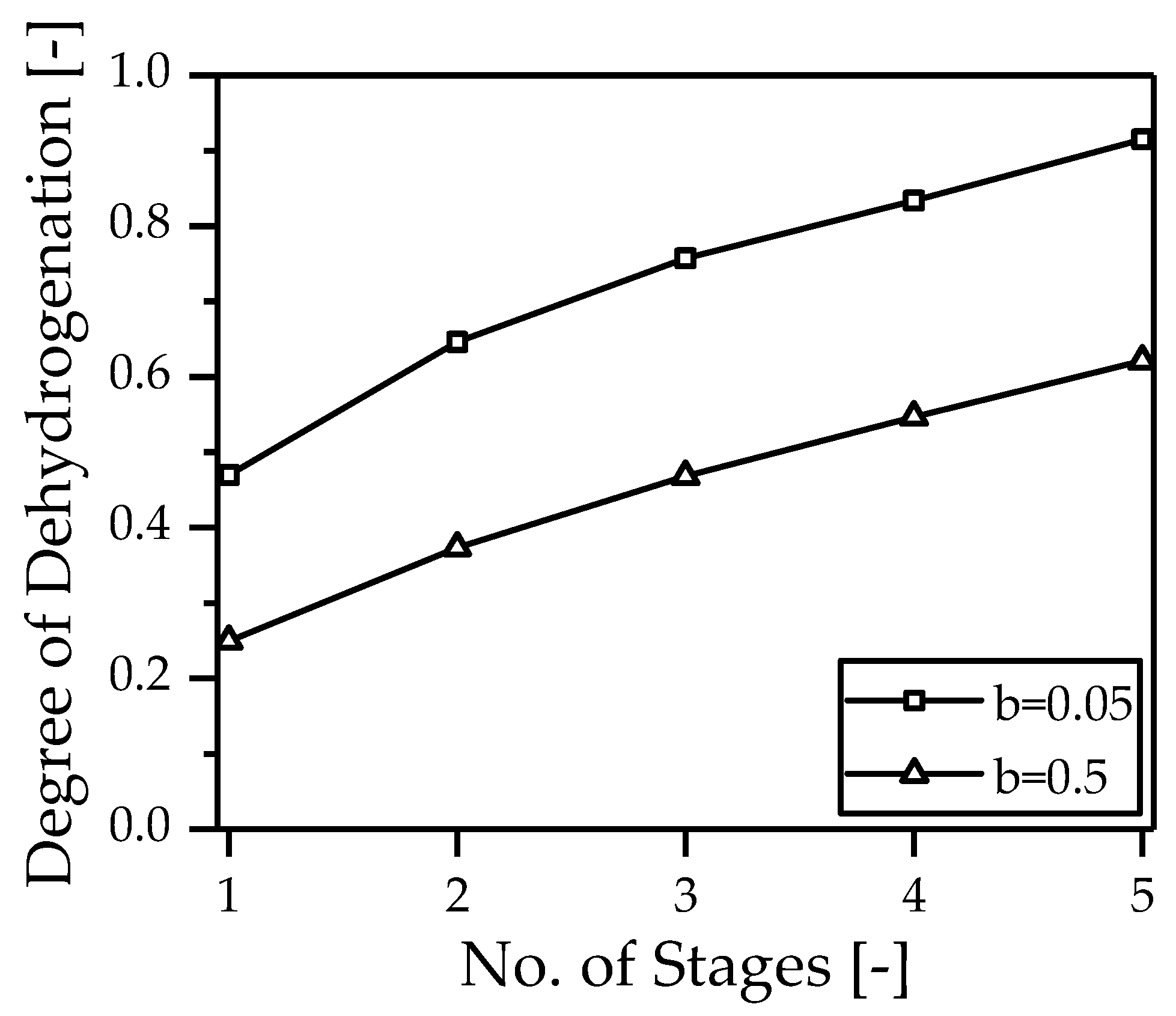
4. Process Intensification in LOHC Dehydrogenation Using Pd-Based Membranes
4.1. State of the Art: LOHC Dehydrogenation
4.2. Multi-Staged Approach Using Pd Membranes
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Basile, A.; Gallucci, F.; Tosti, S. Synthesis, Characterization, and Applications of Palladium Membranes. In Inorganic Membranes: Synthesis, Characterization and Applications; Mallada, R., Menéndez, M., Eds.; Elsevier: Amsterdam, The Netherlands; Oxford, UK, 2013; pp. 255–323. [Google Scholar]
- Peters, T.A.; Rørvik, P.M.; Sunde, T.O.; Stange, M.; Roness, F.; Reinertsen, T.R.; Ræder, J.H.; Larring, Y.; Bredesen, R. Palladium (Pd) Membranes as Key Enabling Technology for Pre-combustion CO2 Capture and Hydrogen Production. Energy Procedia 2017, 114, 37–45. [Google Scholar] [CrossRef]
- Dittmeyer, R.; Boeltken, T.; Piermartini, P.; Selinsek, M.; Loewert, M.; Dallmann, F.; Kreuder, H.; Cholewa, M.; Wunsch, A.; Belimov, M.; et al. Micro and micro membrane reactors for advanced applications in chemical energy conversion. Curr. Opin. Chem. Eng. 2017, 17, 108–125. [Google Scholar] [CrossRef]
- Gallucci, F.; van Sint Annaland, M. Process Intensification for Sustainable Energy Conversion; Wiley: Chichester, UK, 2015. [Google Scholar]
- Rahimpour, M.R.; Samimi, F.; Babapoor, A.; Tohidian, T.; Mohebi, S. Palladium membranes applications in reaction systems for hydrogen separation and purification: A review. Chem. Eng. Process. Process Intensif. 2017, 121, 24–49. [Google Scholar] [CrossRef]
- Boeltken, T.; Soysal, D.; Lee, S.; Straczewski, G.; Gerhards, U.; Peifer, P.; Arnold, J.; Dittmeyer, R. Perspectives of suspension plasma spraying of palladium nanoparticles for preparation of thin palladium composite membranes. J. Membr. Sci. 2014, 468, 233–241. [Google Scholar] [CrossRef]
- Fernandez, E.; Helmi, A.; Medrano, J.A.; Coenen, K.; Arratibel, A.; Melendez, J.; de Nooijer, N.C.A.; Spallina, V.; Viviente, J.L.; Zuñiga, J.; et al. Palladium based membranes and membrane reactors for hydrogen production and purification: An overview of research activities at Tecnalia and TU/e. Int. J. Hydrog. Energy 2017, 42, 13763–13776. [Google Scholar] [CrossRef]
- Boeltken, T.; Wunsch, A.; Gietzelt, T.; Pfeifer, P.; Dittmeyer, R. Ultra-compact microstructured methane steam reformer with integrated Palladium membrane for on-site production of pure hydrogen: Experimental demonstration. Int. J. Hydrog. Energy 2014, 39, 18058–18068. [Google Scholar] [CrossRef]
- Boeltken, T.; Belimov, M.; Pfeifer, P.; Peters, T.A.; Bredesen, R.; Dittmeyer, R. Fabrication and testing of a planar microstructured concept module with integrated palladium membranes. Chem. Eng. Process. Process Intensif. 2013, 67, 136–147. [Google Scholar] [CrossRef]
- Snelling, W.O. Apparatus for Separating Gases. U.S. Patent 1174631, 7 March 1916. [Google Scholar]
- Paglieri, S.N.; Way, J.D. Innovations in Palladium Membrane Research. Sep. Purif. Methods 2006, 31, 1–169. [Google Scholar] [CrossRef]
- Mundschau, M. Hydrogen Separation Using Dense Composite Membranes Part I: Fundamentals. In Inorganic Membranes for Energy and Environmental Applications; Bose, A.C., Ed.; Springer: New York, NY, USA, 2009; pp. 125–153. [Google Scholar]
- Conde, J.J.; Maroño, M.; Sánchez-Hervás, J.M. Pd-Based Membranes for Hydrogen Separation: Review of Alloying Elements and Their Influence on Membrane Properties. Sep. Purif. Rev. 2016, 46, 152–177. [Google Scholar] [CrossRef]
- O’Brien, C.P.; Howard, B.H.; Miller, J.B.; Morreale, B.D.; Gellman, A.J. Inhibition of hydrogen transport through Pd and Pd47Cu53 membranes by H2S at 350 °C. J. Membr. Sci. 2010, 349, 380–384. [Google Scholar] [CrossRef]
- Calles, J.A.; Sanz, R.; Alique, D.; Furones, L. Thermal stability and effect of typical water gas shift reactant composition on H2 permeability through a Pd-YSZ-PSS composite membrane. Int. J. Hydrog. Energy 2014, 39, 1398–1409. [Google Scholar] [CrossRef]
- Pizzi, D.; Worth, R.; Giacinti Baschetti, M.; Sarti, G.C.; Noda, K.-I. Hydrogen permeability of 2.5 μm palladium–silver membranes deposited on ceramic supports. J. Membr. Sci. 2008, 325, 446–453. [Google Scholar] [CrossRef]
- She, Y.; Emerson, S.C.; Magdefrau, N.J.; Opalka, S.M.; Thibaud-Erkey, C.; Vanderspurt, T.H. Hydrogen permeability of sulfur tolerant Pd–Cu alloy membranes. J. Membr. Sci. 2014, 452, 203–211. [Google Scholar] [CrossRef]
- Alimov, V.N.; Hatano, Y.; Busnyuk, A.O.; Livshits, D.A.; Notkin, M.E.; Livshits, A.I. Hydrogen permeation through the Pd–Nb–Pd composite membrane. Int. J. Hydrog. Energy 2011, 36, 7737–7746. [Google Scholar] [CrossRef]
- Fuerst, T.F.; Zhang, Z.; Hentges, A.M.; Lundin, S.-T.B.; Wolden, C.A.; Way, J.D. Fabrication and operational considerations of hydrogen permeable Mo2C/V metal membranes and improvement with application of Pd. J. Membr. Sci. 2018, 549, 559–566. [Google Scholar] [CrossRef]
- Makrides, A.C.; Wright, M.A.; Jewett, D.N. Separation of Hydrogen by Permeation. U.S. Patent 3350846, 7 November 1967. [Google Scholar]
- Fuerst, T.F.; Petsalis, E.P.; Wolden, C.A.; Way, J.D. Application of TiC in Vanadium-Based Hydrogen Membranes. Ind. Eng. Chem. Res. 2018. [Google Scholar] [CrossRef]
- Viano, D.M.; Dolan, M.D.; Weiss, F.; Adibhatla, A. Asymmetric layered vanadium membranes for hydrogen separation. J. Membr. Sci. 2015, 487, 83–89. [Google Scholar] [CrossRef]
- Zhang, Y.; Ozaki, T.; Komaki, M.; Nishimura, C. Hydrogen permeation of Pd–Ag alloy coated V–15Ni composite membrane. J. Membr. Sci. 2003, 224, 81–91. [Google Scholar] [CrossRef]
- Ma, Y.H. Composite Pd and Pd/Alloy membranes. In Inorganic Membranes for Energy and Environmental Applications; Bose, A.C., Ed.; Springer: New York, NY, USA, 2009; pp. 251–254. [Google Scholar]
- Zheng, L.; Li, H.; Xu, H. “Defect-free” interlayer with a smooth surface and controlled pore-mouth size for thin and thermally stable Pd composite membranes. Int. J. Hydrog. Energy 2016, 41, 1002–1009. [Google Scholar] [CrossRef]
- Mardilovich, I.P.; Engwall, E.; Ma, Y.H. Dependence of hydrogen flux on the pore size and plating surface topology of asymmetric Pd-porous stainless steel membranes. Desalination 2002, 144, 85–89. [Google Scholar] [CrossRef]
- Guo, Y.; Wu, H.; Fan, X.; Zhou, L.; Chen, Q. Palladium composite membrane fabricated on rough porous alumina tube without intermediate layer for hydrogen separation. Int. J. Hydrog. Energy 2017, 42, 9958–9965. [Google Scholar] [CrossRef]
- Dittmar, B.; Behrens, A.; Schödel, N.; Rüttinger, M.; Franco, T.; Straczewski, G.; Dittmeyer, R. Methane steam reforming operation and thermal stability of new porous metal supported tubular palladium composite membranes. Int. J. Hydrog. Energy 2013, 38, 8759–8771. [Google Scholar] [CrossRef]
- Huang, Y.; Dittmeyer, R. Preparation and characterization of composite palladium membranes on sinter-metal supports with a ceramic barrier against intermetallic diffusion. J. Membr. Sci. 2006, 282, 296–310. [Google Scholar] [CrossRef]
- Huang, Y.; Dittmeyer, R. Preparation of thin palladium membranes on a porous support with rough surface. J. Membr. Sci. 2007, 302, 160–170. [Google Scholar] [CrossRef]
- Kot, A.J. Entwicklung eines Metallbasierten Substratkonzeptes für Energieeffiziente Gasmembranen. Ph.D. Thesis, Ruhr-Universität, Bochum, Germany, 2015. [Google Scholar]
- Böltken, T. Microstructured Reactors with Integrated Metallic Membranes for on-Site Production of Pure Hydrogen. Ph.D. Thesis, Karlsruhe Institute of Technology, Karlsruhe, Germany, 25 May 2015. [Google Scholar]
- Tosti, S. Rolled thin Pd and Pd–Ag membranes for hydrogen separation and production. Int. J. Hydrog. Energy 2000, 25, 319–325. [Google Scholar] [CrossRef]
- Sanz, R.; Calles, J.A.; Alique, D.; Furones, L.; Ordóñez, S.; Marín, P.; Corengia, P.; Fernandez, E. Preparation, testing and modelling of a hydrogen selective Pd/YSZ/SS composite membrane. Int. J. Hydrog. Energy 2011, 36, 15783–15793. [Google Scholar] [CrossRef]
- Straczewski, G.; Völler-Blumenroth, J.; Beyer, H.; Pfeifer, P.; Steffen, M.; Felden, I.; Heinzel, A.; Wessling, M.; Dittmeyer, R. Development of thin palladium membranes supported on large porous 310L tubes for a steam reformer operated with gas-to-liquid fuel. Chem. Eng. Process. Process Intensif. 2014, 81, 13–23. [Google Scholar] [CrossRef]
- Yun, S.; Ted Oyama, S. Correlations in palladium membranes for hydrogen separation: A review. J. Membr. Sci. 2011, 375, 28–45. [Google Scholar] [CrossRef]
- Melendez, J.; Fernandez, E.; Gallucci, F.; van Sint Annaland, M.; Arias, P.L.; Pacheco Tanaka, D.A. Preparation and characterization of ceramic supported ultra-thin (~1 µm) Pd-Ag membranes. J. Membr. Sci. 2017, 528, 12–23. [Google Scholar] [CrossRef]
- Qiao, A.; Zhang, K.; Tian, Y.; Xie, L.; Luo, H.; Lin, Y.S.; Li, Y. Hydrogen separation through palladium–copper membranes on porous stainless steel with sol–gel derived ceria as diffusion barrier. Fuel 2010, 89, 1274–1279. [Google Scholar] [CrossRef]
- Zeng, G.; Shi, L.; Liu, Y.; Zhang, Y.; Sun, Y. A simple approach to uniform PdAg alloy membranes: Comparative study of conventional and silver concentration-controlled co-plating. Int. J. Hydrog. Energy 2014, 39, 4427–4436. [Google Scholar] [CrossRef]
- Heimann, R.B. Plasma Spray Coating. Principles and Applications, 2., Completely rev. and Enlarged ed.; Wiley-VCH: Weinheim, Germany, 2008. [Google Scholar]
- Fauchais, P.; Rat, V.; Coudert, J.-F.; Etchart-Salas, R.; Montavon, G. Operating parameters for suspension and solution plasma-spray coatings. Surf. Coat. Technol. 2008, 202, 4309–4317. [Google Scholar] [CrossRef]
- Fan, E.S.C.; Kesler, O. Deposition of Lanthanum Strontium Cobalt Ferrite (LSCF) Using Suspension Plasma Spraying for Oxygen Transport Membrane Applications. J. Therm. Spray Technol. 2015, 24, 1081–1092. [Google Scholar] [CrossRef]
- Kant, P. Palladiumkompositmembranen Durch Suspensionsplasmaspritzen auf Planaren Substraten und deren Integration in Kompakte Membranreaktoren. Master’s Thesis, Karlsruhe Institute of Technology, Karlsruhe, Germany, 2017. [Google Scholar]
- Teichmann, D.; Arlt, W.; Wasserscheid, P.; Freymann, R. A future energy supply based on Liquid Organic Hydrogen Carriers (LOHC). Energy Environ. Sci. 2011, 4, 2767–2773. [Google Scholar] [CrossRef]
- Aakko-Saksa, P.T.; Cook, C.; Kiviaho, J.; Repo, T. Liquid organic hydrogen carriers for transportation and storing of renewable energy—Review and discussion. J. Power Sources 2018, 396, 803–823. [Google Scholar] [CrossRef]
- Teichmann, D.; Arlt, W.; Wasserscheid, P. Liquid Organic Hydrogen Carriers as an efficient vector for the transport and storage of renewable energy. Int. J. Hydrog. Energy 2012, 37, 18118–18132. [Google Scholar] [CrossRef]
- Preuster, P.; Papp, C.; Wasserscheid, P. Liquid Organic Hydrogen Carriers (LOHCs): Toward a Hydrogen -free Hydrogen Economy. Acc. Chem. Res. 2017, 50, 74–85. [Google Scholar] [CrossRef] [PubMed]
- Preuster, P.; Alekseev, A.; Wasserscheid, P. Hydrogen Storage Technologies for Future Energy Systems. Annu. Rev. Chem. Biomol. Eng. 2017, 8, 445–471. [Google Scholar] [CrossRef] [PubMed]
- Bruckner, N.; Obesser, K.; Bosmann, A.; Teichmann, D.; Arlt, W.; Dungs, J.; Wasserscheid, P. Evaluation of Industrially Applied Heat-Transfer Fluids as Liquid Organic Hydrogen Carrier Systems. ChemSusChem 2014, 7, 229–235. [Google Scholar] [CrossRef] [PubMed]
- Markiewicz, M.; Zhang, Y.Q.; Bosmann, A.; Bruckner, N.; Thoming, J.; Wasserscheid, P.; Stolte, S. Environmental and health impact assessment of Liquid Organic Hydrogen Carrier (LOHC) systems—Challenges and preliminary results. Energy Environ. Sci. 2015, 8, 1035–1045. [Google Scholar] [CrossRef]
- IFA-Institut-für-Arbeitsschutz-der-Deutschen-Gesetzlichen-Unfallversicherung. Material Safety Data Sheet (MSDS)—Dibenzyltoluene, Isomers; GESTIS-Stoffdatenbank: Sankt Augustin, Germany, 2018. [Google Scholar]
- Hydrogenious-Technologies-GmbH. Material Safety Data Sheet (MSDS)—Verordnung (EG) Nr. 1907/2006 Version 1.1; Hydrogenious-Technologies-GmbH: Erlangen, Germany, 2017. [Google Scholar]
- Eypasch, M.; Schimpe, M.; Kanwar, A.; Hartmann, T.; Herzog, S.; Frank, T.; Hamacher, T. Model-based techno-economic evaluation of an electricity storage system based on Liquid Organic Hydrogen Carriers. Appl. Energy 2017, 185, 320–330. [Google Scholar] [CrossRef]
- Reuss, M.; Grube, T.; Robinius, M.; Preuster, P.; Wasserscheid, P.; Stolten, D. Seasonal storage and alternative carriers: A flexible hydrogen supply chain model. Appl. Energy 2017, 200, 290–302. [Google Scholar] [CrossRef]
- Adametz, P.; Potzinger, C.; Muller, S.; Muller, K.; Preissinger, M.; Lechner, R.; Bruggemann, D.; Brautsch, M.; Arlt, W. Thermodynamic Evaluation and Carbon Footprint Analysis of the Application of Hydrogen-Based Energy-Storage Systems in Residential Buildings. Energy Technol. 2017, 5, 495–509. [Google Scholar] [CrossRef]
- Rude, T.; Bosmann, A.; Preuster, P.; Wasserscheid, P.; Arlt, W.; Muller, K. Resilience of Liquid Organic Hydrogen Carrier Based Energy-Storage Systems. Energy Technol. 2018, 6, 529–539. [Google Scholar] [CrossRef]
- Fikrt, A.; Brehmer, R.; Milella, V.O.; Muller, K.; Bosmann, A.; Preuster, P.; Alt, N.; Schlucker, E.; Wasserscheid, P.; Arlt, W. Dynamic power supply by hydrogen bound to a liquid organic hydrogen carrier. Appl. Energy 2017, 194, 1–8. [Google Scholar] [CrossRef]
- Aslam, R.; Muller, K. Adsorption Isotherm of Dibenzyl Toluene and its Partially Hydrogenated Forms Over Phenyl Hexyl Silica. Mod. Chem. Appl. 2017, 5, 221. [Google Scholar] [CrossRef]
- Aslam, R.; Muller, K.; Ant, W. Experimental Study of Solubility of Water in Liquid Organic Hydrogen Carriers. J. Chem. Eng. Data 2015, 60, 1997–2002. [Google Scholar] [CrossRef]
- Aslam, R.; Muller, K.; Muller, M.; Koch, M.; Wasserscheid, P.; Arlt, W. Measurement of Hydrogen Solubility in Potential Liquid Organic Hydrogen Carriers. J. Chem. Eng. Data 2016, 61, 643–649. [Google Scholar] [CrossRef]
- Heller, A.; Rausch, M.H.; Schulz, P.S.; Wasserscheid, P.; Froba, A.P. Binary Diffusion Coefficients of the Liquid Organic Hydrogen Carrier System Dibenzyltoluene/Perhydrodibenzyltoluene. J. Chem. Eng. Data 2016, 61, 504–511. [Google Scholar] [CrossRef]
- Muller, K.; Stark, K.; Emel’yanenko, V.N.; Varfolomeev, M.A.; Zaitsau, D.H.; Shoifet, E.; Schick, C.; Verevkin, S.P.; Arlt, W. Liquid organic hydrogen carriers: Thermophysical and thermochemical studies of benzyl- and dibenzyl-toluene derivatives. Ind. Eng. Chem. Res. 2015, 54, 7967–7976. [Google Scholar] [CrossRef]
- Muller, K.; Aslam, R.; Fischer, A.; Stark, K.; Wasserscheid, P.; Arlt, W. Experimental assessment of the degree of hydrogen loading for the dibenzyl toluene based LOHC system. Int. J. Hydrog. Energy 2016, 41, 22097–22103. [Google Scholar] [CrossRef]
- Aslam, R.; Minceva, M.; Muller, K.; Arlt, W. Development of a liquid chromatographic method for the separation of a liquid organic hydrogen carrier mixture. Sep. Purif. Technol. 2016, 163, 140–144. [Google Scholar] [CrossRef]
- Modisha, P.M.; Jordaan, J.H.L.; Bosmann, A.; Wasserscheid, P.; Bessarabov, D. Analysis of reaction mixtures of perhydro-dibenzyltoluene using two-dimensional gas chromatography and single quadrupole gas chromatography. Int. J. Hydrog. Energy 2018, 43, 5620–5636. [Google Scholar] [CrossRef]
- Westermeyer, M.; Muller, K. Probability density distribution in the prediction of reaction equilibria. Fluid Phase Equilib. 2017, 437, 96–102. [Google Scholar] [CrossRef]
- Do, G.; Preuster, P.; Aslam, R.; Bosmann, A.; Muller, K.; Arlt, W.; Wasserscheid, P. Hydrogenation of the liquid organic hydrogen carrier compound dibenzyltoluene—Reaction pathway determination by H-1 NMR spectroscopy. React. Chem. Eng. 2016, 1, 313–320. [Google Scholar] [CrossRef]
- Preuster, P.; Fang, Q.P.; Peters, R.; Deja, R.; Nguyen, V.N.; Blum, L.; Stolten, D.; Wasserscheid, P. Solid oxide fuel cell operating on liquid organic hydrogen carrier-based hydrogen—Making full use of heat integration potentials. Int. J. Hydrog. Energy 2018, 43, 1758–1768. [Google Scholar] [CrossRef]
- Geburtig, D.; Preuster, P.; Bosmann, A.; Muller, K.; Wasserscheid, P. Chemical utilization of hydrogen from fluctuating energy sources—Catalytic transfer hydrogenation from charged Liquid Organic Hydrogen Carrier systems. Int. J. Hydrog. Energy 2016, 41, 1010–1017. [Google Scholar] [CrossRef]
- Preuster, P. Entwicklung eines Reaktors zur Dehydrierung Chemischer Wasserstoffträger als Bestandteil eines Dezentralen, Stationären Energiespeichers. Ph.D. Thesis, University of Erlange, Erlangen, Germany, 7 March 2017. [Google Scholar]
- Jorschick, H.; Preuster, P.; Durr, S.; Seidel, A.; Muller, K.; Bosmann, A.; Wasserscheid, P. Hydrogen storage using a hot pressure swing reactor. Energy Environ. Sci. 2017, 10, 1652–1659. [Google Scholar] [CrossRef]
- Kreuder, H.; Muller, C.; Meier, J.; Gerhards, U.; Dittmeyer, R.; Pfeifer, P. Catalyst development for the dehydrogenation of MCH in a microstructured membrane reactor-For heat storage by a Liquid Organic Reaction Cycle. Catal. Today 2015, 242, 211–220. [Google Scholar] [CrossRef]
- Kreuder, H.; Boeltken, T.; Cholewa, M.; Meier, J.; Pfeifer, P.; Dittmeyer, R. Heat storage by the dehydrogenation of methylcyclohexane—Experimental studies for the design of a microstructured membrane reactor. Int. J. Hydrog. Energy 2016, 41, 12082–12092. [Google Scholar] [CrossRef]
- Cholewa, M.; Durrschnabel, R.; Boukis, N.; Pfeifer, P. High pressure membrane separator for hydrogen purification of gas from hydrothermal treatment of biomass. Int. J. Hydrog. Energy 2018, 43, 13294–13304. [Google Scholar] [CrossRef]
- Cholewa, M.; Zehner, B.; Kreuder, H.; Pfeifer, P. Optimization of membrane area to catalyst mass in a microstructured membrane reactor for dehydrogenation of methylcyclohexane. Chem. Eng. Process. 2018, 125, 325–333. [Google Scholar] [CrossRef]
- Lee, S.; Boeltken, T.; Mogalicherla, A.K.; Gerhards, U.; Pfeifer, P.; Dittmeyer, R. Inkjet printing of porous nanoparticle-based catalyst layers in microchannel reactors. Appl. Catal. A Gen. 2013, 467, 69–75. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Combustion | Reforming | Stacked (Comb. + Ref.) | Integrated | |
|---|---|---|---|---|
| Plates | 5 | 8 | 13 | 11 |
| Height | 7.2 mm | 9.4 mm | 16.6 mm | 12.4 mm |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wunsch, A.; Kant, P.; Mohr, M.; Haas-Santo, K.; Pfeifer, P.; Dittmeyer, R. Recent Developments in Compact Membrane Reactors with Hydrogen Separation. Membranes 2018, 8, 107. https://doi.org/10.3390/membranes8040107
Wunsch A, Kant P, Mohr M, Haas-Santo K, Pfeifer P, Dittmeyer R. Recent Developments in Compact Membrane Reactors with Hydrogen Separation. Membranes. 2018; 8(4):107. https://doi.org/10.3390/membranes8040107
Chicago/Turabian StyleWunsch, Alexander, Paul Kant, Marijan Mohr, Katja Haas-Santo, Peter Pfeifer, and Roland Dittmeyer. 2018. "Recent Developments in Compact Membrane Reactors with Hydrogen Separation" Membranes 8, no. 4: 107. https://doi.org/10.3390/membranes8040107
APA StyleWunsch, A., Kant, P., Mohr, M., Haas-Santo, K., Pfeifer, P., & Dittmeyer, R. (2018). Recent Developments in Compact Membrane Reactors with Hydrogen Separation. Membranes, 8(4), 107. https://doi.org/10.3390/membranes8040107