1. Introduction
Nanofiltration (NF) and reverse osmosis (RO) membranes are starting to be amply used in many applications nowadays, particularly in wastewater treatment processes, in substitution of conventional separation operations or in an integrated form. This situation is the result of the research and innovation made in new membrane materials, designs, module conceptions and general knowhow during the last decades [
1,
2]. NF membranes display many advantages for separation and purification purposes, mainly their ability to permit pollutant removal without the need for reagents, providing average product quality regardless of the feedstream characteristics; ability to operate at ambient temperature; compactness; and capability to comply with regulations of water quality standards. Average NF pore sizes range from about 0.1 to 1 nm, thus both high- and low-molecular-weight particles can be rejected, whereas the smallest molecules and ions (mainly monovalent) permeate through the membrane. Moreover, if adequately chosen, NF membranes can operate under moderate pressure whilst yielding relatively high fluxes.
If high levels of purification are pursued, NF is the subsequent membrane to ultrafiltration (UF). As an example, NF membranes are currently employed in the following industrial sectors: pharmaceutical, oil and petroleum, gas purification, production of natural essential oils and similar products, and agrofood industries, as well as in wastewater treatment plants, among others.
On another hand, reverse osmosis (RO) membranes can be used to comply with the most stringent standards. For instance, RO membranes can be found in a vast range of industrial and agroindustrial wastewater treatment plants, such as stainless steel, energy cogeneration, nuclear power, and textile and food industries, among others [
3,
4,
5,
6].
In all these processes, fouling limits negatively the technical and economic efficiency. On one hand, the concentration of solutes in the boundary of the membrane triggers concentration polarisation. This establishes an additional resistance to the solvent passage, hence raising the operating costs as a result of flux decrease, reducing the permeate quality due to the increment of concentration gradient across the membrane thickness; that is, causing alteration of the membrane selectivity. Membrane fouling is complex and comprises different possible mechanisms, some of which can take place simultaneously: pore blocking, plugging and clogging, chemical degradation, and/or cake formation. In addition, according to its origin, it is classified in organic, inorganic, or biofouling.
Fouling hinders the membranes’ performances. If fouling is not understood a priori and well controlled, the initial performances will be quickly reduced. Moreover, if the membrane suffers from irreversible pore blockage or scaling, its service lifetime will be shortened, resulting in process design failure [
7,
8,
9,
10].
In most situations, apparent critical fluxes may not be sufficient to avoid membrane fouling. This is the case for wastewater treatment [
11], for which fouling will trigger unavoidably at a higher or lower extent. In case of working above the critical conditions, exponential fouling buildup can cause high permeate flux reduction rates, in many cases leading to irreversible fouling formation that will make the recovery of the membrane permeability utterly difficult [
7,
8,
11].
In spite of the formulation of different models to describe and fill the knowledge gap of membrane fouling phenomena, a lack of reliability still remains at the industrial scale. Fouling boosts the specific energy consumption needed to reach the permeate flow target, thus increasing the operating costs, also because of the necessary plant shut-downs for membrane cleaning-in-place (CIP). Also, irreversible fouling increases the capital costs because of membrane module substitution.
To address these issues, engineers’ tendency is to use wide safety margins to overdimension the membrane plants to take fouling into account [
12,
13]. Even if this can maintain the process performance in time, the capital costs will be incremented considerably. In other cases, fouling is underestimated and leads to rapid process failures.
Stoller and Ochando-Pulido introduced the boundary flux concept, which merges critical and threshold flux concepts together into one [
12,
13]. They highlighted that the boundary flux value of a membrane process depends not only on the formerly identified variables, but also changes dynamically over time. In this manuscript, the boundary flux concept will be used to determine the flux safe operating framework for NF and RO membranes to treat agroindustrial wastewater.
3. Results and Discussion
Beforehand, the key features (pH, electrical conductivity (EC), total suspended solids (TSS), chemical oxygen demand (COD), and solubility index (SI)) of the used feedstock were analysed and are reported in
Table 3. The feedstream was olive mill wastewater from modern two-phase olive-oil extraction factories (OMW-2), pretreated by coagulation and an advanced oxidation process (Fenton) as described elsewhere [
18,
19]. The effluent is characterised by a slightly basic pH and a high EC and remaining organic matter (COD) after the pretreatment. Also, the value of the SI, which indicates the propensity of the effluent to trigger the formation of precipitates on the membrane layer, warns about the possibility of scaling.
Subsequently, the permeability of the selected membranes with pure water (m
0, L·h
−1·m
−2) and OMW-2 were measured. Results are given in
Table 4.
The membranes’ water permeability (m
0, L·h
−1·m
−2·bar
−1) was measured in the lab, and resulted as 1.4 for SC and 6.1 for AK (RO membranes) and 8.2 for DK (NF membrane). On another hand, considerably low values were yielded with OMW-2 as the feed (m
OMW-2, L·h
−1·m
−2): 0.89 for SC and 3.9 for AK (RO membranes) and 4.2 for DK (NF membrane); this means a reduction of the permeability of the used membranes equal to 48.8%, 36.1%, and 35.7%, respectively. Similar membrane permeability reduction was experimented by both RO membranes (35.7–36.1%), but was higher in the case of the NF membrane (48.8%), which may be attributed to the existence of pores in this membrane (mean pore diameter D
p = 0.5 nm, see
Table 1), which are additionally prone to be fouled, in contrast with the dense RO membrane surfaces.
In
Figure 1, the boundary flux values (J
b, L·h
−1·m
−2) measured for the range of each membrane’s P
TM (bar) for the three membranes tested are given.
A sensibly higher P
TM is required upon operating with the SC-RO membrane, made of composite polyamide/polysulfone, to attain flux values as high as the ones provided by the low-pressure RO membrane (AK), fabricated of asymmetric aromatic polyamide, or the NF-DK one. At P
TM of 35 bar, a flux of 32.1 L·h
−1·m
−2 was produced by the SC-RO membrane, but merely at 8 bar, 30.0 L·h
−1·m
−2 was obtained with the AK-RO membrane and 25.3 L·h
−1·m
−2 upon just 5 bar with the DK-NF membrane (
Table 5).
When the permeate productivity of both RO membranes (low-pressure AK vs composite SC) were compared, high values were observed for the first one, in contrast with the latter. AK is capable of yielding major fluxes at lower operating pressures, thus a priori, it may seem to be an optimal RO membrane in terms of process feasibility (operating costs’ optimisation).
However, this information is not sufficient and may lead to system design and control failures. One of the principal problems among the available information published relies on the fact that the relation between the operating conditions and the membranes’ performance is mostly disregarded or simply not addressed. An optimised operating framework of a given membrane is, in most cases, the key to succeed in the objectives of production and selectivity goals. In this sense, the use of the boundary flux theory can be a reliable optimisation tool for membrane plant engineers, not only for the dimensioning of the plant, but also to control process failures.
There is a counterbalance that requires attention between operating at high permeate fluxes, which leads to higher fouling, but lower capital costs, and operating upon minor fluxes, which increments capital costs, but can help maintain fouling under control. Moreover, operation design and control of batch membrane processes imply an additional difficulty, which is the variability of the feed as the volume recovery increases. The current work is focused on the examination of batch processes.
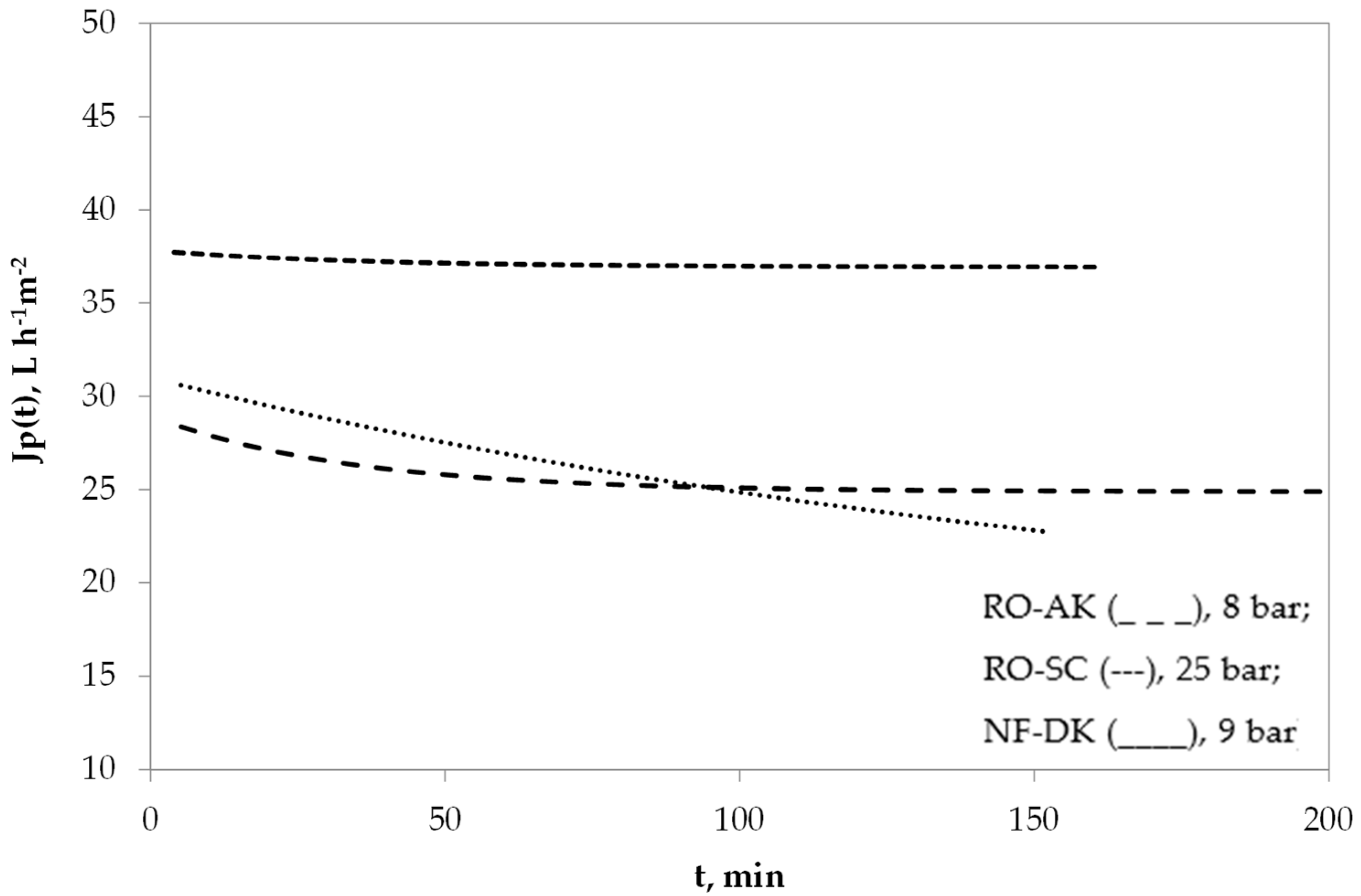
As shown in
Figure 2, even though the maximum permeate flux offered by the AK-RO membrane is above that of the SC-RO one at much lower pressure, the analysis of the dynamic operation of the membrane is of key importance, since it reveals that the flux yielded by the former membrane quickly decreases, due to concentration polarisation and fouling phenomena being more critical for this membrane. In fact, this can be explained by the much rougher surface of the AK membrane in contrast with the SC one [
20].
The correct design and operation control of a membrane plant is highly affected by the ability of engineers to predict the fouling phenomena that will take place in the system, in which the characteristics of the feed (wastewater in this case) and the membrane are interlinked. As observed by different authors [
11,
12,
13,
14,
15,
16,
17,
18,
19], the determination of the flux point range (J
b) that ensures operations stay away from high-fouling conditions is needed to enable the continuous and stable operation of the process. Otherwise, frequent stops for maintenance will be necessary to recover the membrane, and the productivity will be affected. These conditions are specific for each feed and membrane system.
As can be seen in
Figure 2, the dynamic flux yielded by the low-pressure RO membrane (AK) does not follow the sub-boundary operating conditions, since a sharp permeate flux loss was attained throughout the entire operating period, indicating that supra-boundary flux conditions are being developed within the system for this RO membrane.
In fact, by fitting the dynamic permeate flux data to the set of equations reported for the boundary flux, it was possible to determine the β fouling index for the three selected membranes. This is supported by the calculated value of the β fouling parameter, which resulted to be in the order of ten times higher for the low-pressure membrane.
However, for the other two membranes (SC-RO and DK-NF), the β fouling parameter was estimated to be equal to 0.79 × 10
−6 and 0.76 × 10
−6, respectively; that is, β→0, indicating nearly boundary operating conditions. This is confirmed by the plateau observed in the dynamic flux at the steady state for these two membranes (
Figure 2).
On another hand, the rejection values were not highly affected during operation, and in the case of the RO membranes, could be maintained at very high values (above 98%). Therefore, this had little impact in attaining the standard values required for the treated effluent. To sum up, TSS could be completely rejected by all three membranes, whereas the COD and EC rejection values were, respectively: 98.8 ± 0.2% and 98.5 ± 0.2% for SC, 98.9 ± 0.2% and 99.2 ± 0.1% for AK, vs 54.0 ± 0.3% and 30 ± 0.5% for DK, as per the conditions stated in
Table 6.
In addition to this, the hydraulic permeabilities of the membranes after the cleaning process revealed the complete recovery of the composite RO membrane (SC) and the NF one, but the impossibility of restoring the initial permeability of the asymmetric RO membrane (AK), which showed 20.3% loss, hence denoting irreversible fouling.
These results are interesting, since they raise again the question underlined by Le Clech and coworkers, who reported some cases in which it was not possible to ensure zero fouling rates [
11]. It becomes again evident that the interactions of membranes with complex effluents differ from those with single suspensions, such as the ones used to sustain the critical flux concept [
7,
8], concretely in case of RO membrane systems.
On the other hand, it results in the patent fact that the adequate analysis of the dynamic membrane system behaviour is key for the adequate design of membrane processes, which is a lack detected by the authors in many papers and research studies [
13]. If this is not addressed, it will mean relying on erroneous permeate flux values in the system design, which will not be achieved or will lead to quick and/or continuous high fouling rates, making the process unfeasible. In this regard, the boundary flux theory can provide membrane designers with a tool to avoid process failures.
Finally, the value of the sub-boundary fouling parameter was calculated for the SC-RO and DK-NF membranes. Results are reported in
Table 7.
The value of the α parameter determines how long the membrane can work continuously without operation shut-downs for cleaning procedures, which represent a certainly undesirable cost and pausing of operation. Therefore, low α-value membranes should be pursued instead of high α-value ones. The values of β→0 for the SC-RO and DK-NF ones, supported by the very low value of the sub-boundary fouling parameter α (0.002 and 0.007 L·h−1·m−2·bar−2, respectively), ensure nearly boundary operating conditions for these membranes.
4. Conclusions
The boundary flux theory can provide membrane designers with a helpful tool to carefully avoid process failures. The adequate analysis of the dynamic membrane system behaviour is key for the adequate design of membrane processes, which is a lack detected by the authors in many papers and research studies to date. If this is not addressed, it will mean relying on erroneous permeate flux values in the system design, which will not be achieved or will lead to quick and/or continuous high fouling rates, making the process unfeasible.
The dynamic flux yielded by the low-pressure RO membrane (AK) does not follow the sub-boundary operating conditions, since a sharp permeate flux loss was attained throughout the entire operating period, indicating that supra-boundary flux conditions are being developed within the system for this RO membrane.
By fitting the dynamic permeate flux data to the set of equations reported for the boundary flux, it was possible to determine the β fouling index for the three selected membranes. This is supported by the calculated value of the β fouling parameter, which resulted to be in the order of ten times higher for the low-pressure membrane.
However, for the other two membranes (SC-RO and DK-NF), the β fouling parameter was estimated to be equal to 0.79 × 10−6 and 0.76 × 10−6, respectively. This is confirmed by the plateau observed in the dynamic flux at the steady state for these two membranes. For these two membranes, a value of the sub-boundary fouling parameter (α, L·h−1·m−2·bar−2), representing the constant permeability loss of the membranes during operation, equal to 0.002 and 0.007, respectively, was finally estimated. The values of β→0 for the SC-RO and DK-NF ones, supported by the very low value of the sub-boundary fouling parameter α (0.002 and 0.007 L·h−1·m−2·bar−2, respectively), ensure nearly boundary operating conditions for these membranes.







{kind=link}
{kind=link}