In this section, the scheduling strategy is described and modified based on the observed fouling behavior. The method is discretized and implemented on the pilot plant, and lastly the results are presented and discussed.
3.1. Scheduling Strategy
Fouling occurs during filtration and increases the permeate flow resistance, but commonly fouling is partly removed by backwashing, as illustrated in
Figure 3. The proposed example is to model how the resistance develops over a filtration cycle (
n), and, based on the previously estimated resistance models,
and
, the current filtration and backwashing duration can be selected such that the net permeate production is maximized.
The considered optimization problem is defined as the maximization of net permeate production over a filtration cycle, which is formulated as:
where
and
are the backwashing and filtration durations for the current filtration cycle, respectively, and
is the average flux over the filtration cycle:
where
and
are the flux during filtration and backwashing for cycle no.
n. Assuming steady state, Darcy’s law can be used to describe the relationship between flux, TMP, and resistance [
9,
23]:
where
j is the permeate flux,
is the TMP, and
R is the permeate resistance for 1
membrane area. Darcy’s law can estimate the resistance during periods where the changes in resistance is significantly slower than the hydro-, valve, and pump dynamics. However, the estimated resistance is inaccurate during transient periods. As the resistance model for the current cycle is unknown, the resistance models estimated based on the previous cycle,
and
, can be used to predict fouling behavior for the current cycle. Assuming constant pressure filtration and applying Darcy’s law, Equation (
2) can be reformulated as:
where
and
are the pressures applied during the filtration and backwashing phases, respectively.
3.2. Backwash Resistance Model
In order to maximize Equation (
1), the resistance models
and
must be identified, where it is anticipated that
and
are linear and exponential functions of time, respectively [
15,
24].
Figure 4 shows the estimated resistance, flux, and pressure during filtration and backwashing operation. The fouling behavior during the filtration phases behaved as expected based on different studies addressing fouling of membranes treating oily waste water [
10,
25,
26,
27,
28,
29]. However, the resistance during backwashing did not behave as theorized, indicating that backwashing has no apparent effect on the estimated resistance. Based on the experiment, the estimated resistance is non-decreasing during backwashing, whereas the subsequent filtration phase shows that the permeate resistance has been reduced during the backwashing phase. Since the reduction in resistance caused by backwashing only is observed once filtration is reestablished, the dynamic behavior is difficult to identify. It is conceivable that the removable fouling is removed during the transient period between filtration and backwashing; consequently, the dynamics from the valves and pumps obscure the dynamic behavior of the permeate flow resistance. The same fouling behavior was observed in [
30] where municipal wastewater was treated, indicating that the observed fouling behavior does indeed exist outside the laboratory setup. Furthermore, the backwashing durations in several different studies indicate that it is possible that oil fouling of the ceramic membranes is removed during the transient period between filtration and backwashing [
7,
8,
9,
31]. However, none of the studies explicitly study the flux recovery as a function of backwashing duration.
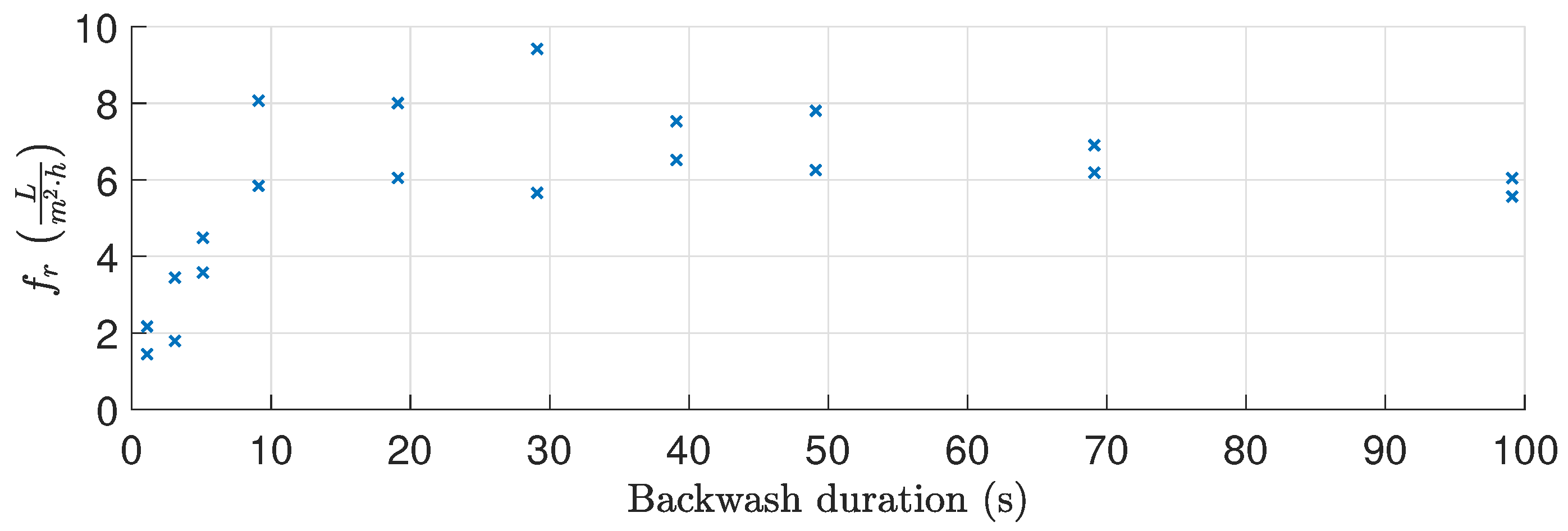
Since the reduction in resistance caused by backwashing can be observed once filtration is reinitiated, a set of different backwashing durations (1 s to 100 s) were tested to investigate the relationship between backwashing duration and recovered flux, where the recovered flux is defined as:
where
is 10 s to reduce the impact of noise on the estimated recovered flux.
Figure 5 shows the backwashing experiment, whereas the recovered flux for each backwashing duration is shown in
Figure 6. For the backwashing durations (>10 s), the backwashing pressure controller is unable to establish the reference pressure before termination.
Based on results, the recovered flux remains relatively constant for backwashing durations between 10 s and 100 s. Approximately 10 s is required to achieve the desired pressure and the highest degree of recovery in flux, implying that the removable oil fouling is quickly removed once the desired pressure is achieved or removed during the pressure building phase. Furthermore, as shown in
Figure 7, the backwashing flux can be eight times higher than the filtration flux when identical drive pressures are applied. As the large difference in flow rate is only present once fouling has accumulated, it is theorized that the fouling behaves similar to a check valve, where fouling is temporarily pushed away only to move back once the flow direction is reversed. It is conceivable that, by increasing the shear rate and thereby backwashing pressure, more fouling could be dislodged from the membranes. However, the pilot plant is unable to deliver higher pressure and extensive modification is required to test backwashing behavior at higher pressures.
The large difference between filtration and backwashing flow rate highlights how essential it is to reduce the backwashing duration to a minimum while keeping fouling at a minimum. Based on the experimental observations, no incentive exists to extend the backwashing duration beyond what is required to achieve the desired pressure.
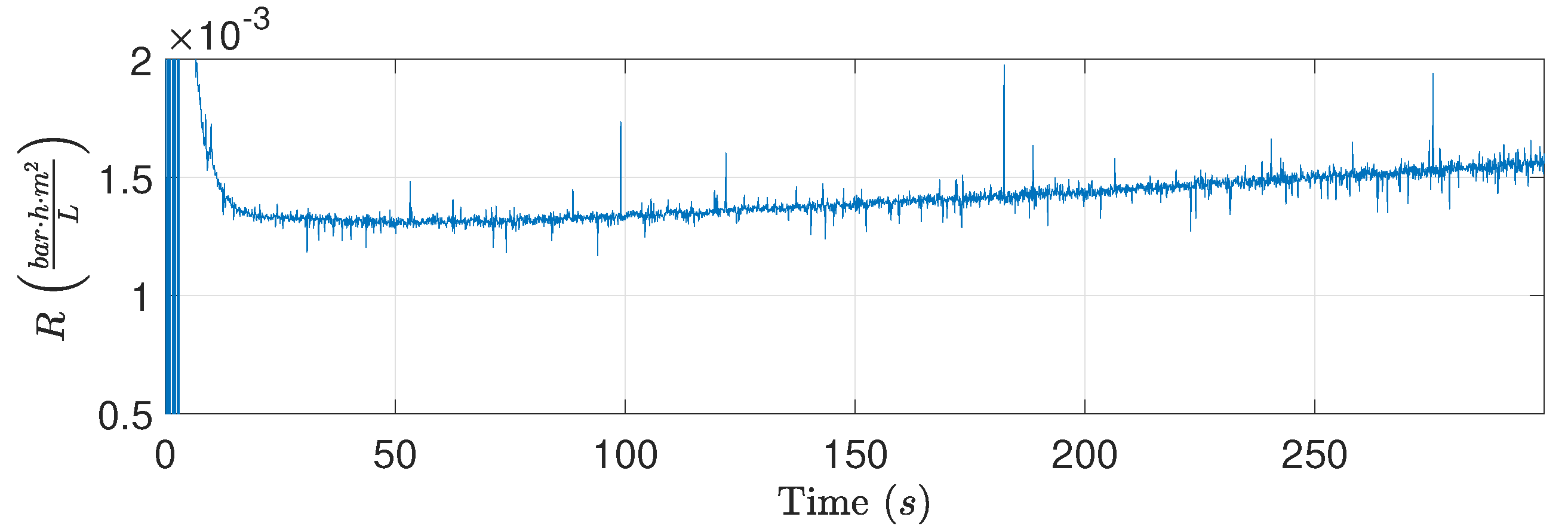
To ensure the highest degree of removal and minimizing permeate spent backwashing, backwashing is terminated once
is satisfied. Furthermore, extending the backwashing duration beyond 70 s seems to decrease the flux recovered, but additional data are required to be conclusive. The observation could be correlated to the occurrence of fouling during backwashing, as the backwashing media (permeate) contains oil to a degree where fouling on the permeate side of the membrane occurs. Fouling during backwashing is observed in
Figure 8, where the estimated resistance increases during backwashing. In addition, a membrane was inspected, and oil fouling was found on the permeate side of the membrane—see
Figure 9.
3.3. Scheduling Strategy Modifications
Because backwashing termination depends purely on the required time to reach the desired backwashing pressure, the maximization problem defined in Equation (
1) is reduced to only be dependent on
. As
depends on the backwashing phase and
is independent from the filtration phase, the problem complexity can be reduced by interchanging the filtration and backwashing phases. The suggested optimization problem in Equation (
2) is reformulated in terms of backwashing volume (
) and the order of the filtration and backwashing phase is switched:
where
and
should remain relatively constant as they largely depend on pump dynamics. Furthermore,
can be calculated after the backwashing phase, and the filtration flux can be integrated online to provide an online estimation of the average flux.
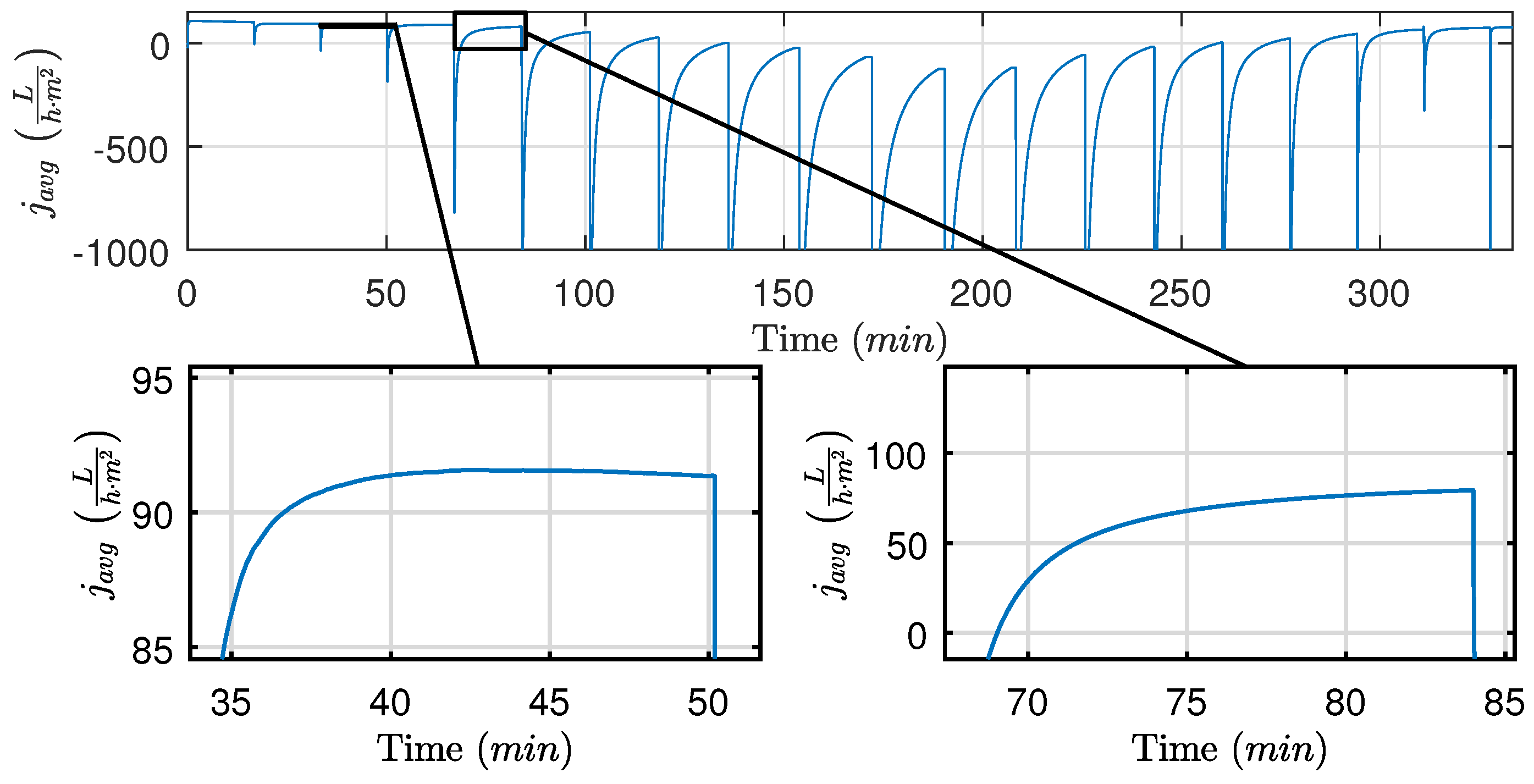
Based on data from
Figure 5, the average flux is calculated and illustrated in
Figure 10, where two cases with different backwashing durations are highlighted. For the
s case (
Figure 10 bottom left), the average flux for the filtration cycle peaks at the 42 min mark, whereas the
s case (
Figure 10 bottom right) does not reach maximum flux during the filtration cycle, indicating that the filtration time should be prolonged. Even though the
s case has the highest maximum average flux for a single filtration cycle, nearly no fouling is removed during the backwashing period, which is confirmed by
Figure 5 and
Figure 6. To ensure long-time sustained flux and avoid frequent chemical cleaning, it is critical that backwashing pressure is established and the removable fouling is removed before termination of the backwashing phase as written in Equation (
6).
To detect if the maximum average flux is reached, the derivative is used and the filtration phase is continued while
is satisfied.
3.4. Implementation and Discretization
The pilot plant operates at a sample frequency of 100 Hz, but for this implementation the signals are downsampled to 10 Hz to reduce computational and data storage requirements. Discrete time variables,
and
, are defined to simplify notation for the discretization:
where
is the sample time. The first step in the proposed backwashing scheduling method is backwashing, where the goal is to continue backwashing until the desired pressure is achieved. To reduce noise and potential incorrect switching, a lowpass filter with the specifications from
Table 1 is deployed.
As defined in Equation (
6), backwashing is terminated once the backwashing pressure is above or equal to the reference. However, as the measurements are noisy and the controller is unable to keep the system at the exact reference, a soft threshold of
is combined with a 3 s delay to ensure that backwashing is not unnecessarily prolonged or triggered by noise. As a result, backwashing is continued while:
is satisfied, where
is the reference for the backwashing pressure controller, which is kept constant. While the backwashing is executed, the volume of backwashing media spent is calculated online as:
The second step is to continue filtration while the average flux is increasing. For that purpose, Equation (
7) is discretized to:
The termination of the filtration phase relies on Equation (
8), which can be approximated as:
where
h is the current sample. The approximation can be formulated as:
The inequation can then be simplified to:
The condition defined in Equation (
8) can be written as:
Based on Equations (
10) and (
16), the proposed backwashing scheduling algorithm is formulated as in Algorithm 1.
| Algorithm 1 Proposed scheduling algorithm. |
![Membranes 09 00068 i001]() |
The suggested backwashing scheduling algorithm maximizes the net flux production over a filtration cycle and completely avoids any model estimation process, ensuring easy implementation.
is determined by the required time to reach the desired backwashing pressure plus 3 s, avoiding being triggered by noise and ensuring removed oil exits the system before the filtration phase is reinitiated. Simultaneously, the volume of permeate used for backwashing this cycle is calculated based on flow measurements, which is used in Line 10 Equation (
16). After the backwashing phase, the filtration phase is continued while the calculated average flux increases.
The algorithm relies on the derivative of , which is sensitive to noise, thus the measurements are filtered using a lowpass filter to reduce high frequency noise. The lowpass filter introduces a delay, depending on filter type and order, potentially delaying the switch between backwashing and filtration and thereby reducing performance.
The algorithm is implemented in Simulink and an experiment is conducted to evaluate the performance of the online numerically calculated
and
—see
Figure 11. The experiment is divided into two phases. Firstly, backwashing is carried out according to the algorithm. Secondly, the filtration phase is carried out beyond what would initiate backwashing, such that the performance of the online numerically calculated
and
could be evaluated and observed in the transition phases. Based on the experiment, two problems are observed.
Firstly, initialization of the filtration system and lowpass filter, combined with switching between backwashing and filtration, causes the algorithm to initiate backwashing prematurely as shown in
Figure 12 (the two top figures). The problem can be avoided by enforcing a minimum filtration time of 50 s, as described in Algorithm 1. Secondly, the derivative amplifies the measurement noise, as highlighted in
Figure 12 (bottom right). The amplified noise could initiate backwashing before the true
reaches zero.
A premature termination of the filtration phase will cause a loss in overall production, but to which degree is unclear. To quantify the consequence of an untimely termination of the filtration phase, the production loss, as defined in Equation (
17), is plotted as a function of filtration time in
Figure 13:
Figure 13 highlights the filtration time ranges with a maximum of
and
production loss compared to the optimal point (red cross), respectively. The loss in permeate production is not symmetric around the optimal point and favors late over early termination. Furthermore,
Table 2 shows the filtration time ranges at which the filtration phase must be terminated if
should be less than the given percentages. For example, filtration must be terminated within a 3 min window if
should be less than
. The table with respect to filtration duration and production loss highlights the irrelevance of the
s filter delay on the flow measurements. The estimated production losses and time windows are case dependent, and the exact values will vary with membrane conditions, feed properties, and process conditions.
Based on the experiment shown in
Figure 11, the effect of extending the backwashing duration is estimated. To estimate the potential loss caused by extending the backwashing duration, it is assumed that the extended duration provides no additional fouling removal, and the backwashing flow rate can be maintained for the extended duration. As the optimal filtration time changes as the backwashing time is extended, the average flux loss as a function of time for different extensions is shown in
Figure 14. By extending the backwashing duration by 5 s, the estimated loss using the proposed algorithm is
. However, the loss caused purely by extending the backwashing duration is reduced as the filtration duration is extended, and, if the filtration is allowed to continue for the full duration of the experiment (50 min), the loss is reduced to
.
3.5. Scheduling Results
The proposed algorithm is implemented on the pilot plant, where new membranes are installed to highlight how the algorithm adapts the durations as irreversible fouling accumulates. The results are presented in
Figure 15,
Figure 16 and
Figure 17. During the validation experiment, the CFV, TMP, and the backwashing pressure are maintained at levels indicated in
Figure 15 by deploying feedback control, and the temperature is 21 °C. To ensure the proposed algorithm is able to adapt to changes, the OiW concentration (likely also droplet size), irreversible fouling, and the feed flow rate varied during the experiment.
The filtration and backwashing durations throughout the experiment are shown in
Figure 16, where the backwashing duration remains relatively constant, and the filtration duration is slowly and steadily increasing as irreversible fouling accumulates in the newly installed membranes. The fact that the backwashing frequency is decreased as irreversible fouling occurs contradicts the results from the TMP/flux threshold-based method described in [
12], where the backwashing frequency is increased as irreversible fouling accumulates. It is conceivable that accounting for irreversible fouling growth in the backwashing fouling model would increase the backwashing frequency to avoid accumulation of irreversible fouling. Furthermore, the constant TMP control mode can also contribute to the decreasing backwashing frequency. However, as irreversible fouling accumulates, the flux is reduced as a consequence of constant TMP control. As the flux is reduced so does the fouling growth rate and the need for backwashing the membrane. Consequently, the backwashing frequency is reduced. Despite the fouling state of the membranes, the cost of backwashing is the same and, as the filtration flux is reduced, filtration must be carried out for a longer period in order to justify the permeate cost of backwashing.
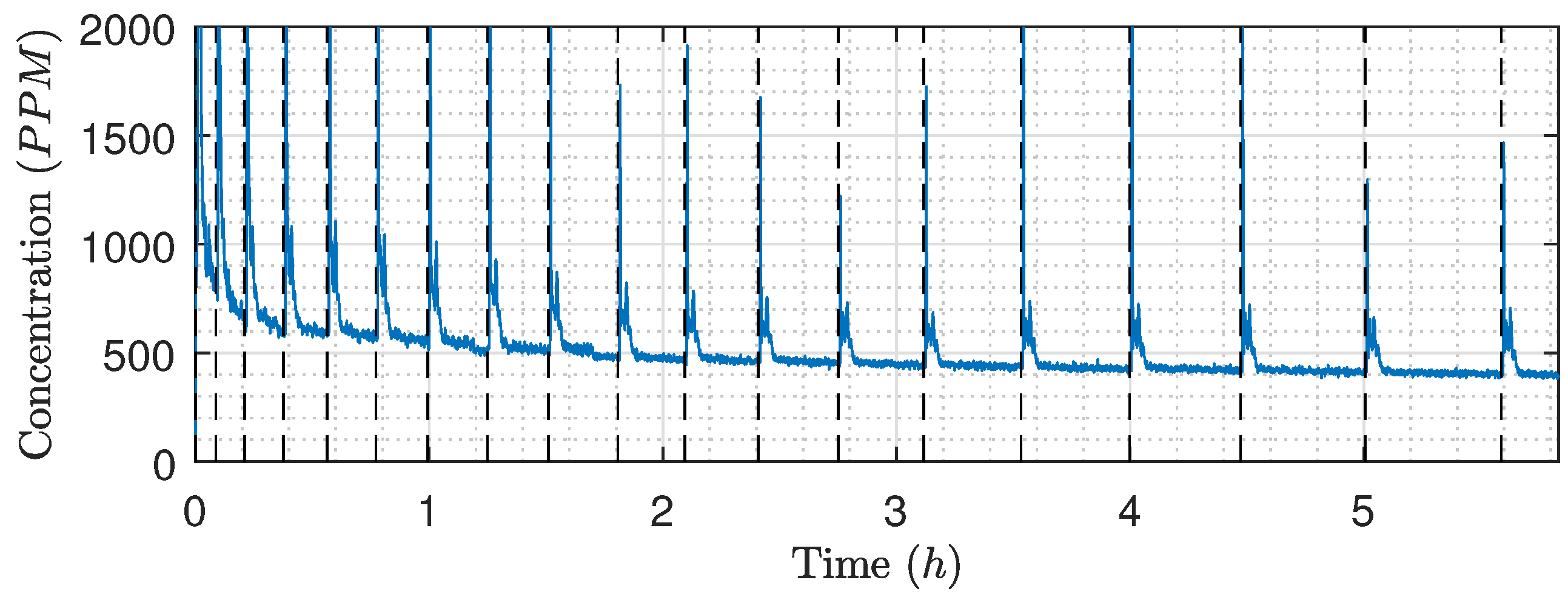
The feed concentration in
Figure 17 showed the same decreasing tendency as the permeate flow rate, indicating that the decrease in concentration could be caused by oil accumulating in the membranes. Furthermore, the concentration peaks occurring after each backwash are unrelated to the storing of the permeate after each backwash as the concentration should be decreasing and not increasing. The concentration peaks are likely a combination of two factors: firstly, the sensor is drained for water, which allows air inside the view cell during backwashing. Secondly, it is observed that OiW concentrations this small are difficult to measure and the instrument is sensitive to the dynamic transition between backwashing and filtration. The decreasing OiW concentration during the experiment does probably affect the droplet size distribution of the feed. Ideally, the distribution should be measured over the course of the validation experiment. However, the ViPA is based on video microscopy and the size of the view cell means that only a very small fraction of the flow can be observed. Consequently, the sensor is required to run for several hours under steady-state conditions to gather enough samples to create a representative size distribution, and, as the conditions are constantly changing during the experiment, the relationship between OiW concentration and size distribution is unknown.
The mean outlet concentration for the entire experiment was constantly ppm, according to the TD-4100XD. The observed negative concentration is caused by a calibration offset, which confirms that the absolute precision is not to be completely trusted, but it does provide an indication of how the feed concentration changes over the course of the experiment.





















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}