3.2. Field Test Results and Analysis
As seen in
Table 5, a three-way analysis of variance (ANOVA) at significance level 0.05 was used to establish the effect of threshing cylinder speed, concave plate speed, and guide plate angle on threshing loss rate and grain breakage rate [
35].
Table 8 shows the oilseed rape threshing test results.
Table 9 shows ANOVA results of grain threshing loss rate, and
Table 10 shows ANOVA results of grain breakage rate.
In
Table 9 and
Table 10, the
p-value reflects the degree of significance of each factor in the model on the evaluation indicators.
p < 0.01 indicates that this factor has a highly significant influence, 0.01 <
p < 0.05 suggests that this factor has a significant influence and
p > 0.05 means that this factor has no effect [
36,
37]. The main indexes to judge whether the regression model is effective include the
p-value of the model, the
p-value of the Lack of fit terms, the regression coefficient
R2 of the model, and so on.
According to
Table 9 and
Table 10, all statistical analyses were performed using SPSS Statistics Version 20 for Windows (IBM Corporation, Armonk, NY, USA). The normal distribution was verified by the Shapiro–Wilk test and homogeneity of variance was verified by Levine’s test. The results showed that the data satisfied normal distribution and variances. The
p-values of the threshing loss rate regression model and grain breakage rate regression model are smaller than 0.0001, less than the classical confidence level of 0.05, which indicates that the assumed linear relationship of the model is reasonable and adequate, there is a significant difference with statistical significance. To verify the validity of significance, Post Hoc tests of the main effects were carried out by SPSS, as shown in
Table 11. The method of least significant difference (LSD) was used for the back testing. As for threshing loss rate: (1) The differences between level −1 (52.35 rad/s) and level 1 (94.23 rad/s), as well as level 0 (73.30 rad/s) and level 1 (94.23 rad/s) of factor A-threshing cylinder speed had extreme significance. (2) There was no significant difference among the levels of factor B-concave plate speed. (3) There was no significant difference among the levels of factor C-guide plate angle. As for grain breakage rate: (4) The differences between level −1 (52.35 rad/s) and level 0 (73.30 rad/s), as well as level 0 (73.31 rad/s) and +1 (94.23 rad/s) of factor A-threshing cylinder speed had extreme significance. (5) The differences between level 0 (10.47 rad/s) and level 1 (15.71 rad/s), as well as level −1 (5.24 rad/s) and level 1 (15.71 rad/s) of factor B-concave plate speed were significant. (6) The differences between the levels of factor C-guide plate angle were not significant.
After linear regression of the model, the goodness of fit of the regression model coefficients is evaluated, and the value range is [0, 1]. The closer the coefficient is to 1, the better the fitting degree of the model is, and the more reliable the test results are. In
Table 9, the determination coefficient of the model of the threshing loss rate
R2 is 0.9864, while in
Table 10, the determination coefficient of the model of the grain breakage rate
R2 is 0.9696, which reflects that the regression models are good, the test results are reliable and correct.
Lack of fit is the expression of a poor model, and the lack of fit test is to check whether the measurement model lacks fit. If the
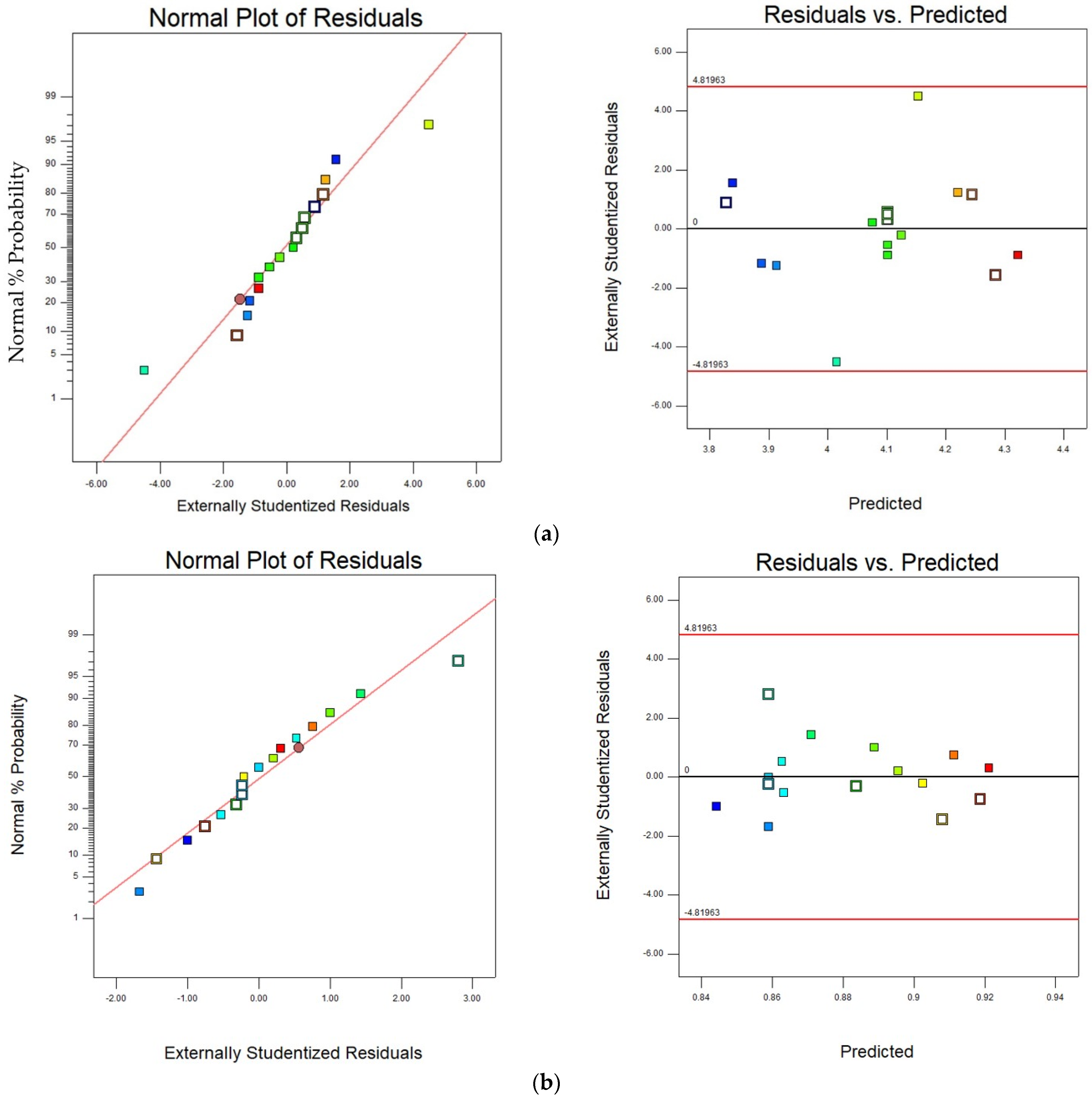
p-value of the lack of fit is greater than 0.05, this indicates that the lack of fit is not significant. Overwise, it suggests that the model is poor and cannot be used to analyze the data. The lack of fit terms of the two regression models is 0.0804 and 0.3642, which are greater than 0.05, indicate that no other factors in the model impacted the value of the threshing loss rate and grain breakage rate. The standard residual error of the regression is analyzed by Design Expert software, which satisfies the hypothesis of normality and normal distribution, and the variance is equal, indicating that the model is stable and effective, as shown in
Figure 11a,b.
Further analysis shows that the main factors A (threshing cylinder speed), B (concave plate speed), C (guide plate angle), and Secondary item A
2 in the regression model have extremely significant effects on the threshing loss rate, while the main factors A (threshing cylinder speed), B (concave plate speed), C (guide plate angle), interaction item AB and AC, Secondary item A
2, B
2, and C
2 in the regression model have extremely significant effects on the grain breakage rate. Under the premise of ensuring that the fitted regression model is optimized and fitted, the model is obtained after eliminating the non-influencing factors, as shown in Equations (7) and (8).
where
R1 is threshing loss rate, %;
R2 is grain breakage rate, %.
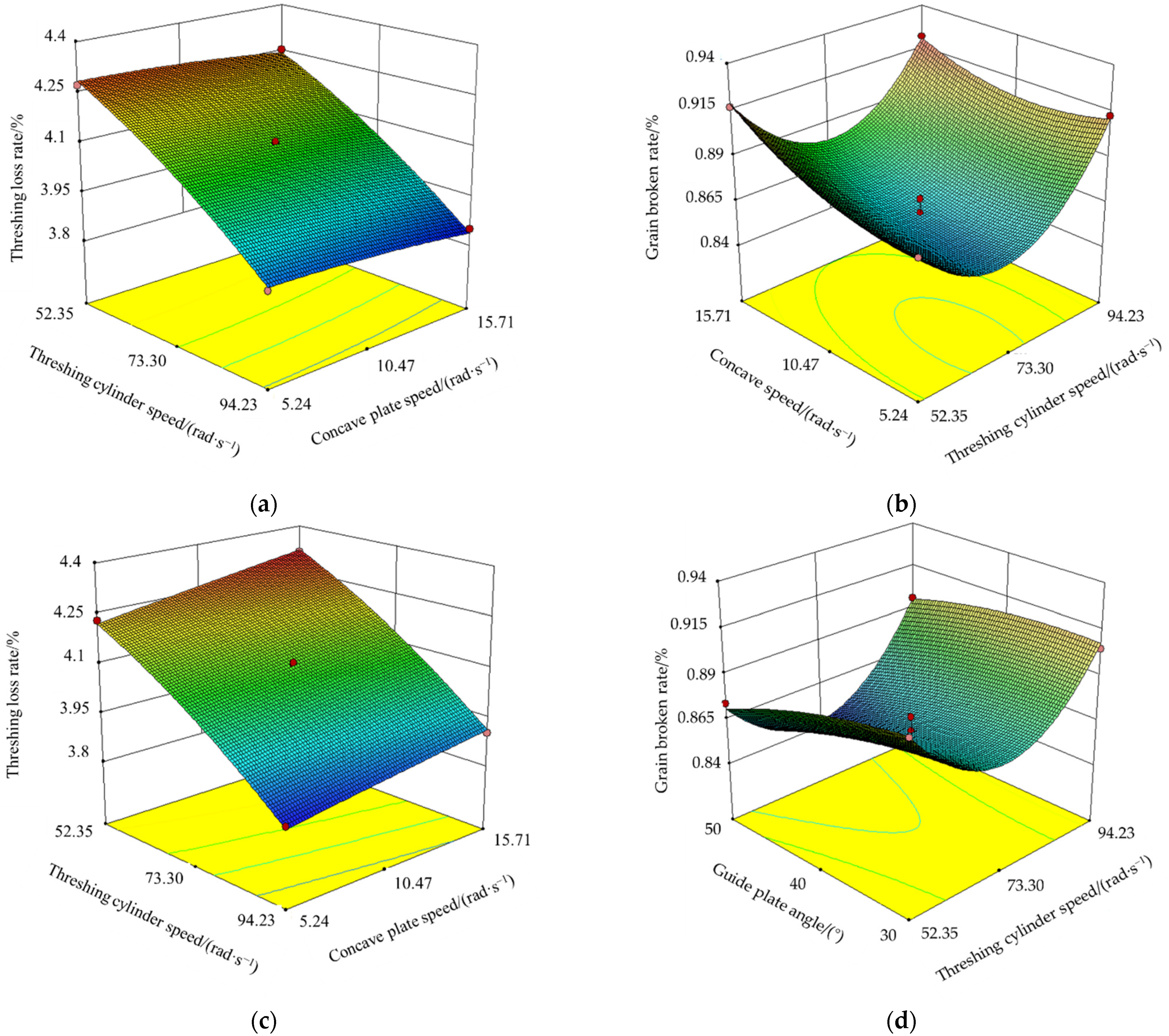
The response surface of the interaction factor to the threshing loss rate is shown in
Figure 12.
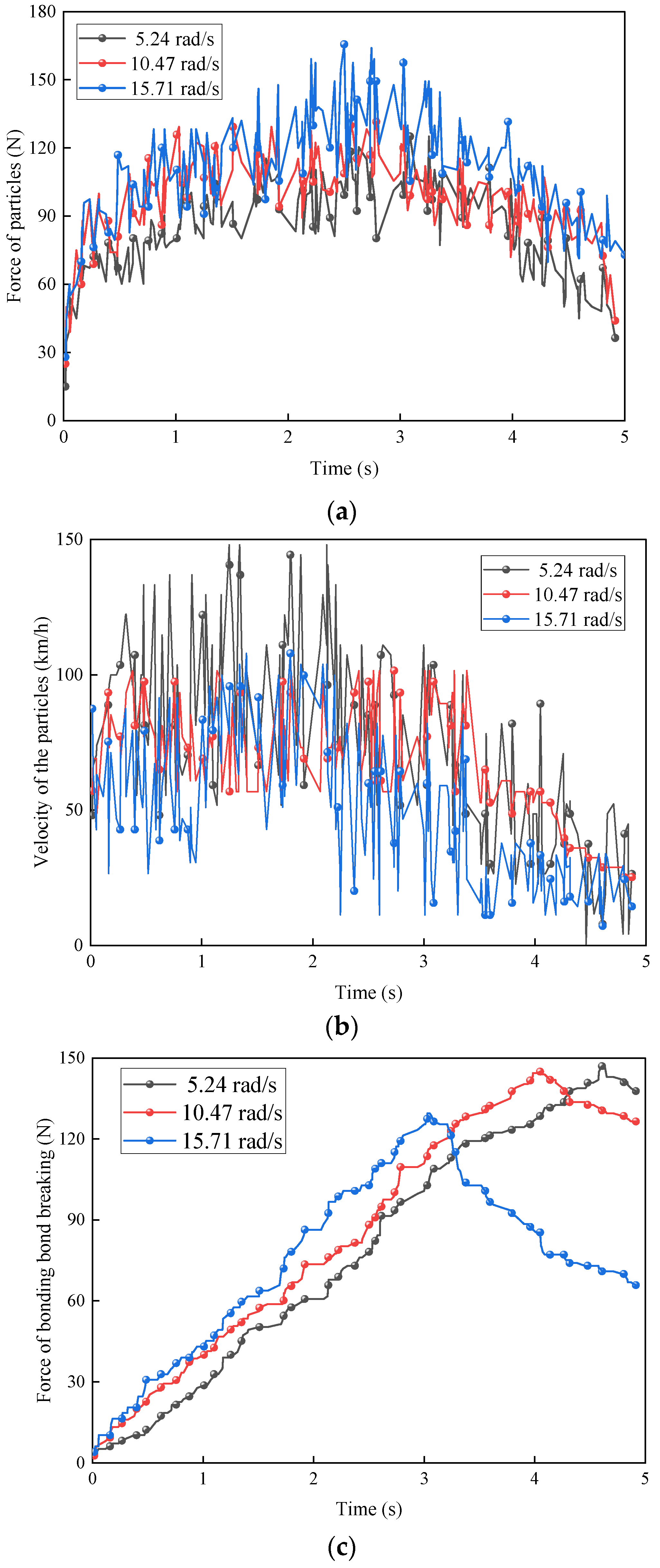
As shown in
Figure 12a,b, as the threshing cylinder speed and concave plate speed increase, the threshing loss rate decreases, and the grain breakage rate decreases slightly and then increases. This is because the contact between oilseed rape and threshing elements is sufficient when speed is low, and the grains are almost entirely removed from stalks. However, it also leads to a greater force of grain–grain impact, resulting in the grain being broken due to friction and extrusion. When the speed is high, the threshing elements and concave plate have a greater force on grains, resulting in another form of grain breakage due to impact and rubbing. Although the biological characteristics of different crops are different, there are similarities in this change rule. For example, in research on a millet threshing device by Li et al. [
38], they also reached a similar conclusion. They agreed that the increased drum speed increases the speed of the millet in the threshing device, the force becomes larger, and it is easier to produce breakage and loss.
Similarly, in
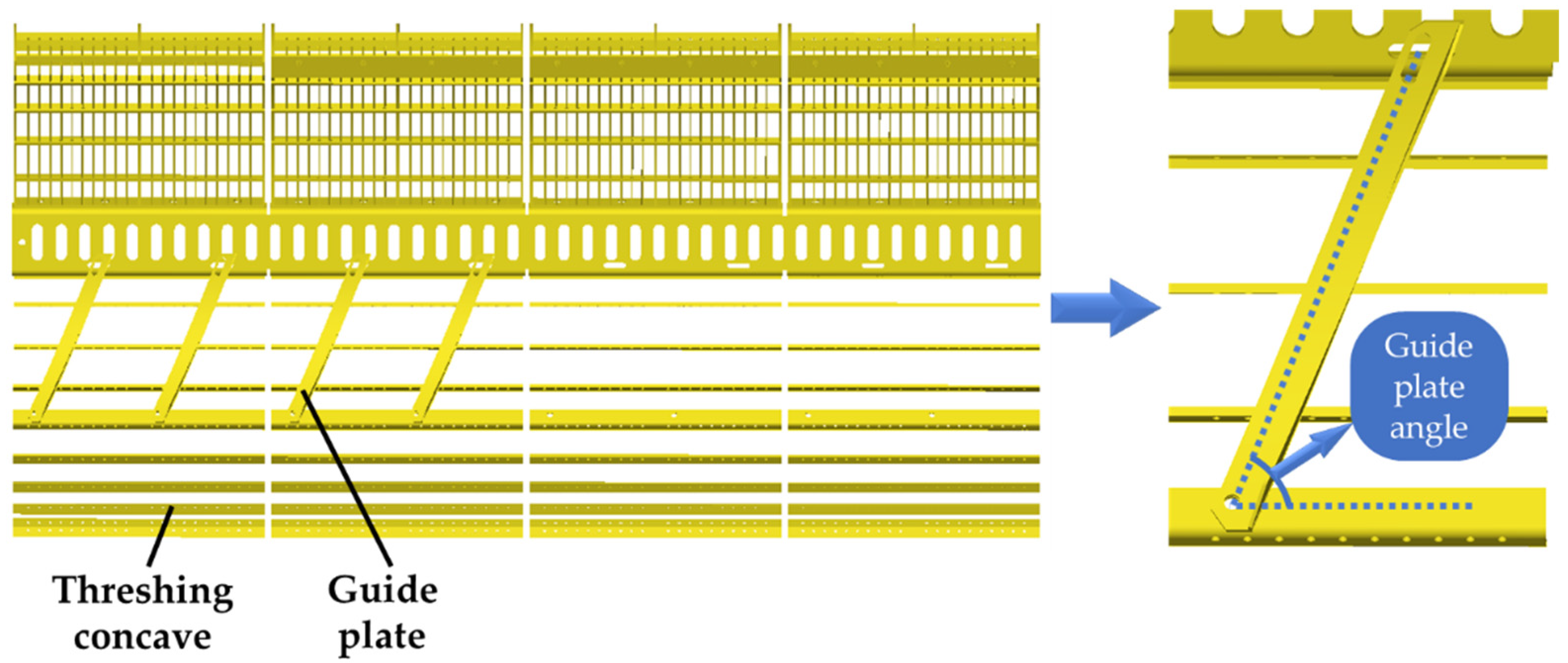
Figure 12c,d, with the increase of guide plate angle, the threshing loss decreases, while grain breakage rate is first reduced and then increases. According to the structure of the guide plate, the similar the angle, the longer the time of the oilseed rape threshing process, the more complete the threshing effect, and the lower the threshing loss rate. Meanwhile, the dispersal ability of the threshing device to oilseed rape is better. However, with the increase of the threshing cylinder speed, the threshing cylinder gains a high speed to complete the threshing process quickly and produces a greater force on the grains, resulting in an apparent grain breakage phenomenon. Price et al. [
2] pointed out that the total loss of oilseed rape harvester for them is 4.9%, and the threshing loss rate of the test results is about 1%, which greatly reduces the pod loss in the threshing process.
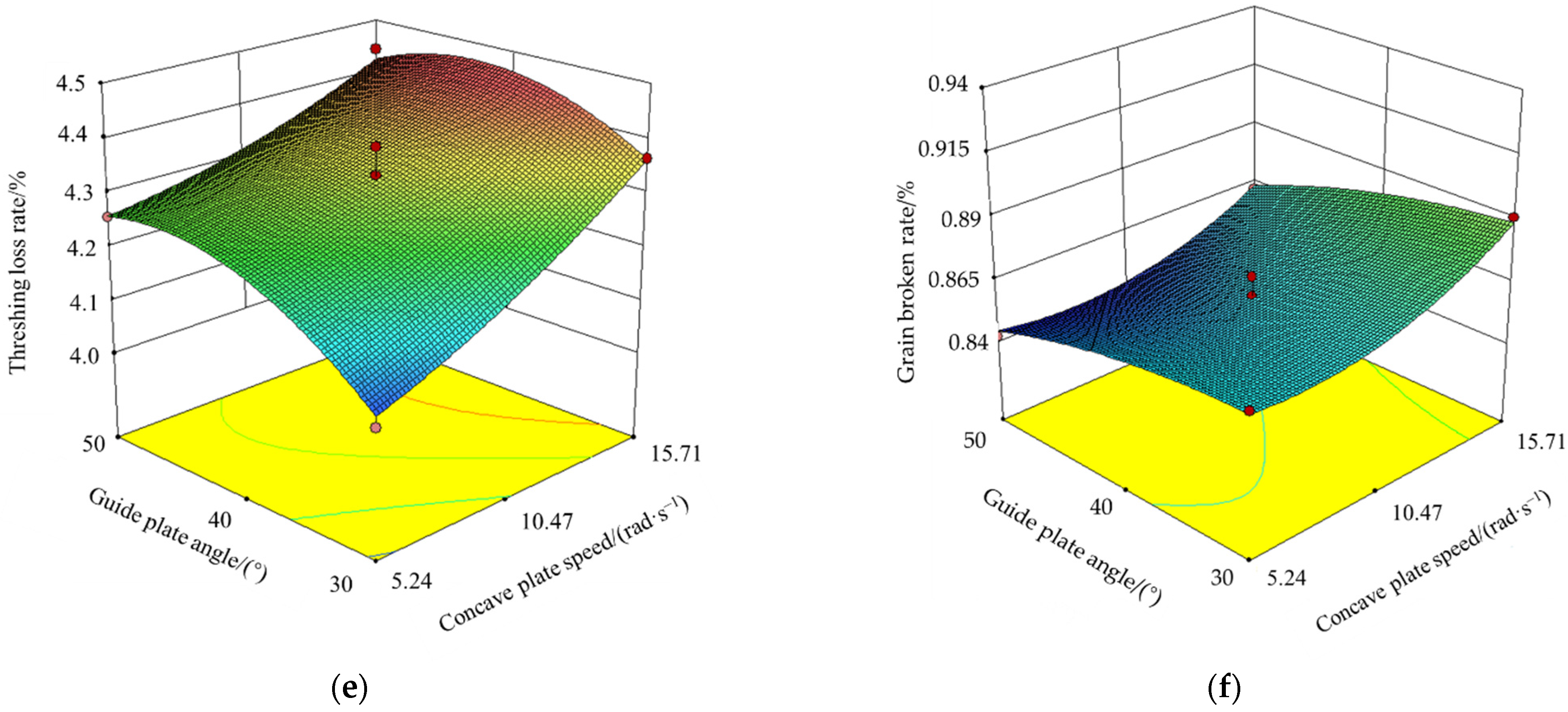
As shown in
Figure 12e,f, the interaction of guide plate angle and concave plate speed has no significant effect on the threshing loss rate and grain breakage rate. With the increase of concave plate speed and guide plate angle, the threshing loss rate and grain breakage rate show an overall trend of gradual increase, indicating that the greater concave speed and guide plate angle are not conducive to the oilseed rape threshing operation. In a research study by Fan et al. [
39], the function of the guide plate is to prevent grains from staying and accumulating in the threshing device to avoid blockage. Generally, the guide plate angle for corn ears is about 35°, which is determined by the fact that corn ears have many bracts. A larger guide plate angle will shorten the threshing process. However, for oilseed rape threshing, the grain size is smaller than that of corn ears, so, understandably, there is a gap between this result and the literature.
3.3. Optimal Parameter Design and Verification
The optimal parameter combination is determined by the action rules of each parameter on the threshing loss rate and grain breakage rate. Design Expert version 10 was used for parameter optimization design, and the optimization rule was shown in Equations (9)–(14).
The optimization results show that the threshing loss rate is 4.02% and grain breakage rate is 0.87% when the threshing cylinder speed is 81.89 rad/s, concave plate speed is 9.34 rad/s, and guide plate angle is 40°.
To verify the optimization results, taking the optimized parameters as the operating parameters of oilseed rape combine harvester, and the threshing loss rate and grain breaking rate as the evaluation indexes, a comparative experiment of oilseed rape harvest with 180° concave and 360° concave was conducted. The field test of each threshing concave plate was repeated five times. The test results are shown in
Table 12.
As shown in
Table 12, when the oilseed rape combine harvester is loaded with a threshing concave plate with a 180° wrap angle and a 360° wrap angle, the average threshing loss rate is 6.42% and 4.25%, respectively, a reduction of 2.17%, while the grain breakage rate is 2.58% and 0.93%, respectively, a decrease of 1.65%. The harvesting efficiency is 0.91 km/h and 1.03 km/h, an increase of 0.31 km/h. It improves the harvesting efficiency of the oilseed rape harvester. The standard variance results show that the 360° wrap angle threshing concave plate has a more stable working performance and is more suitable for oilseed rape threshing operations. In a research study by Teng et al. [
34], they divided the threshing concave plate with a 360° wrap angle into three parts and observed the distribution and operation effect of the threshing mixture through a bench test. Unfortunately, they did not point out how much the separation performance of the threshing concave plate was improved, and their threshing concave plate was also non-rotatable. Bruce et al. [
40] found that when the threshing cylinder speed reached 80 rad/s, the grain breakage rate of oilseed pods exceeded 5%, while the threshing cylinder speed reached 100 rad/s, and the grain breakage rate exceeded 14%. The threshing concave plate designed in this study obviously reduced this value. This research not only realized the rotation of the threshing concave but also carried out verification analysis by field experiment, which made the results more intuitive.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}












