
Model and Method of Fault Signal Diagnosis for Blockage and Slippage of Rice Threshing Drum



Abstract
:1. Introduction
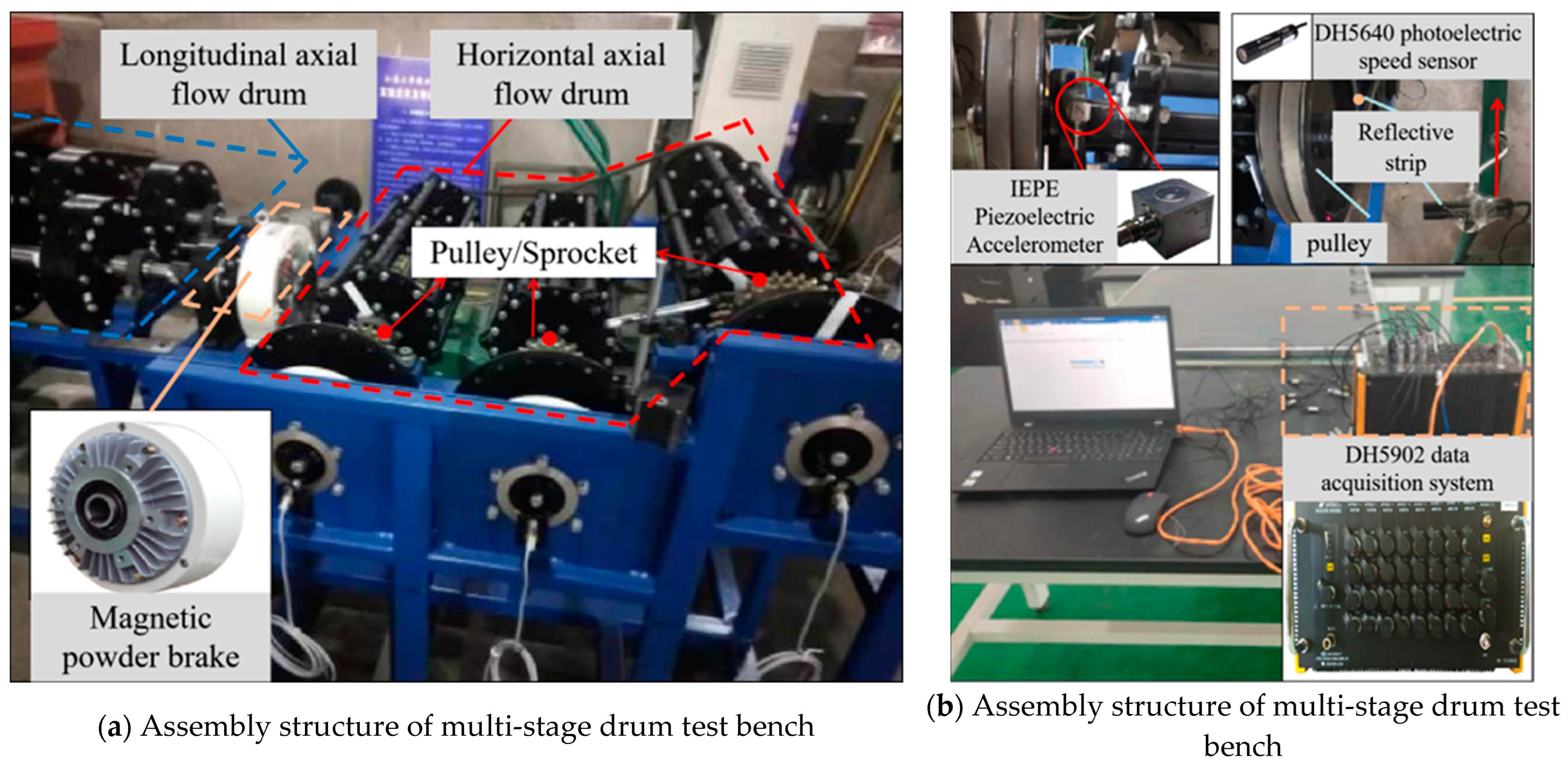
2. Materials and Methods
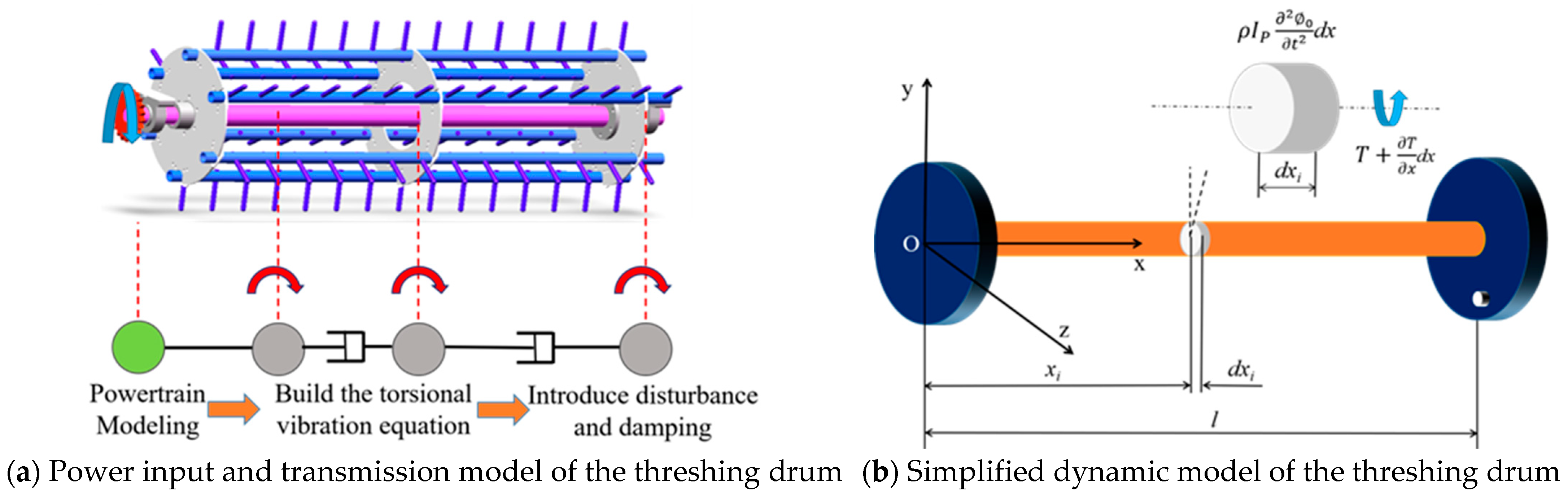
2.1. Modeling of Threshing Drum Drive System
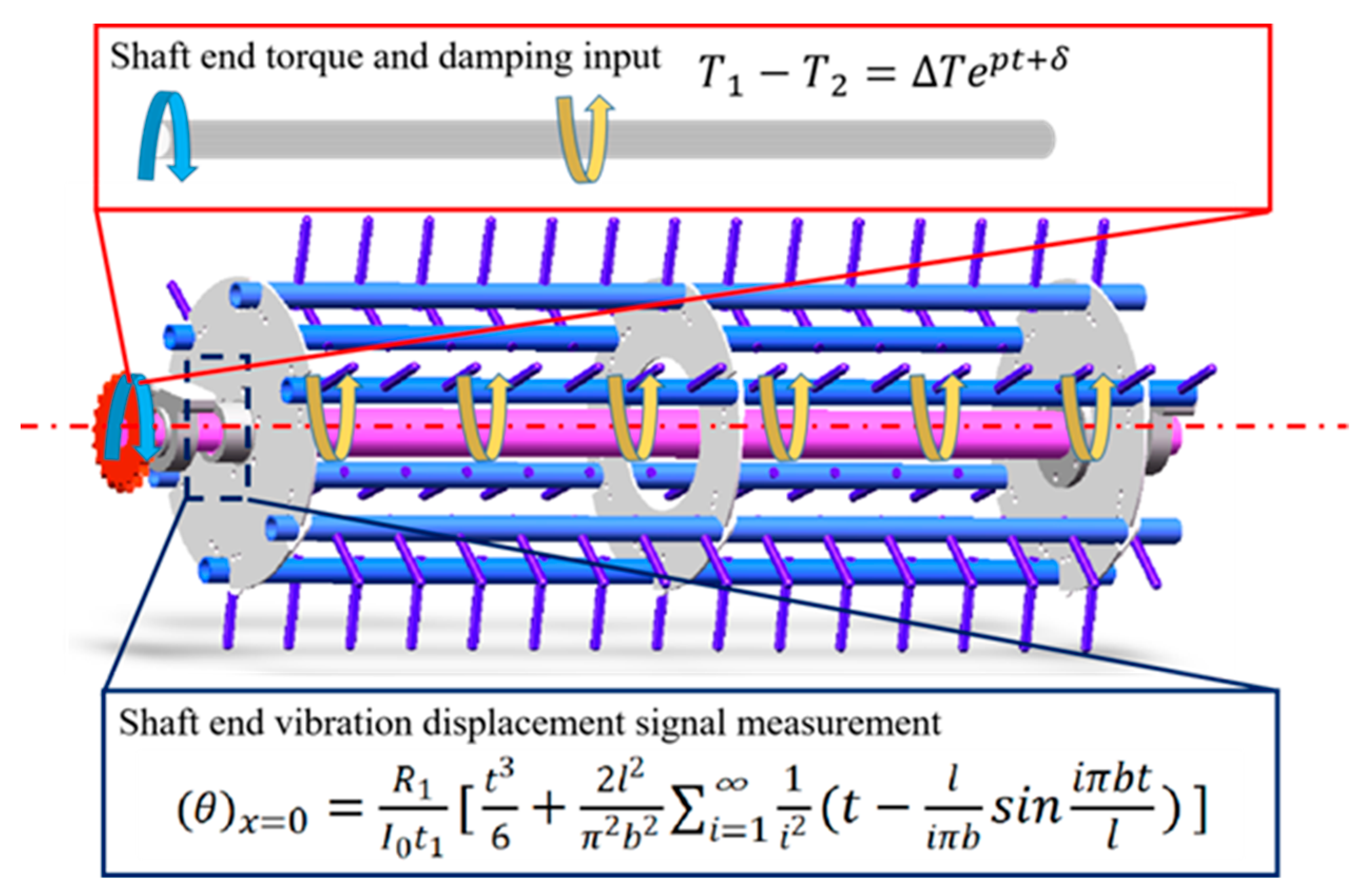
2.2. Vibration Signal of Threshing Drum with Slip Condition
3. Results and Discussion
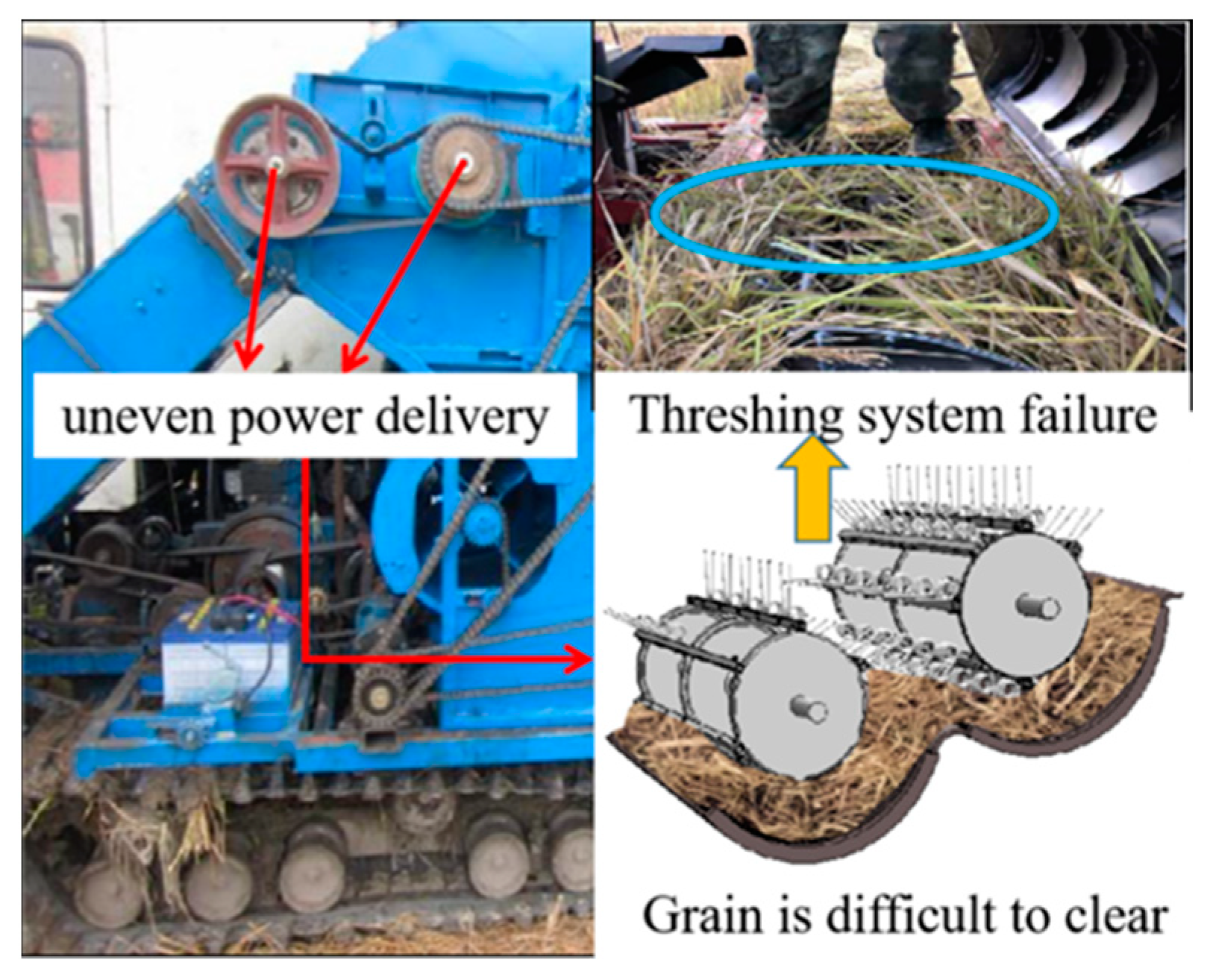
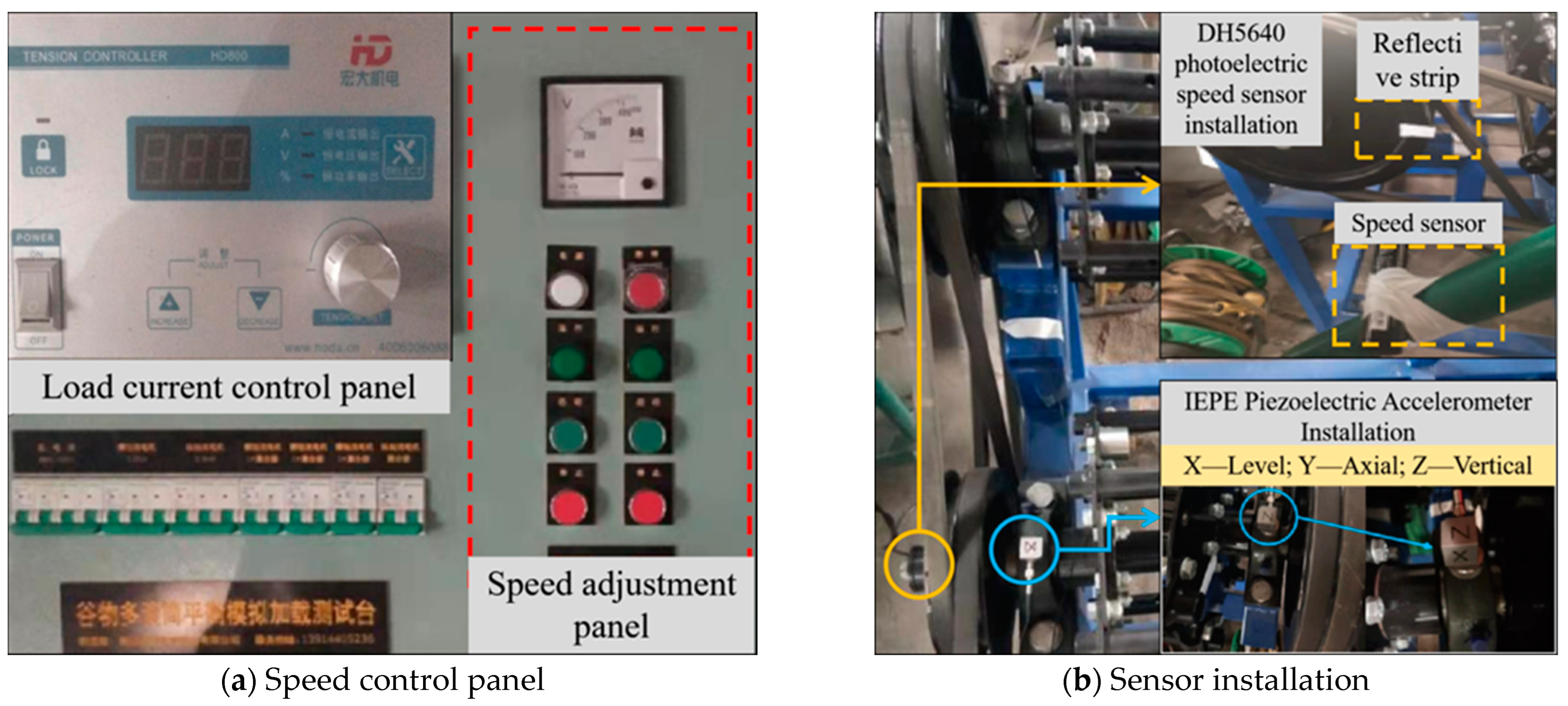
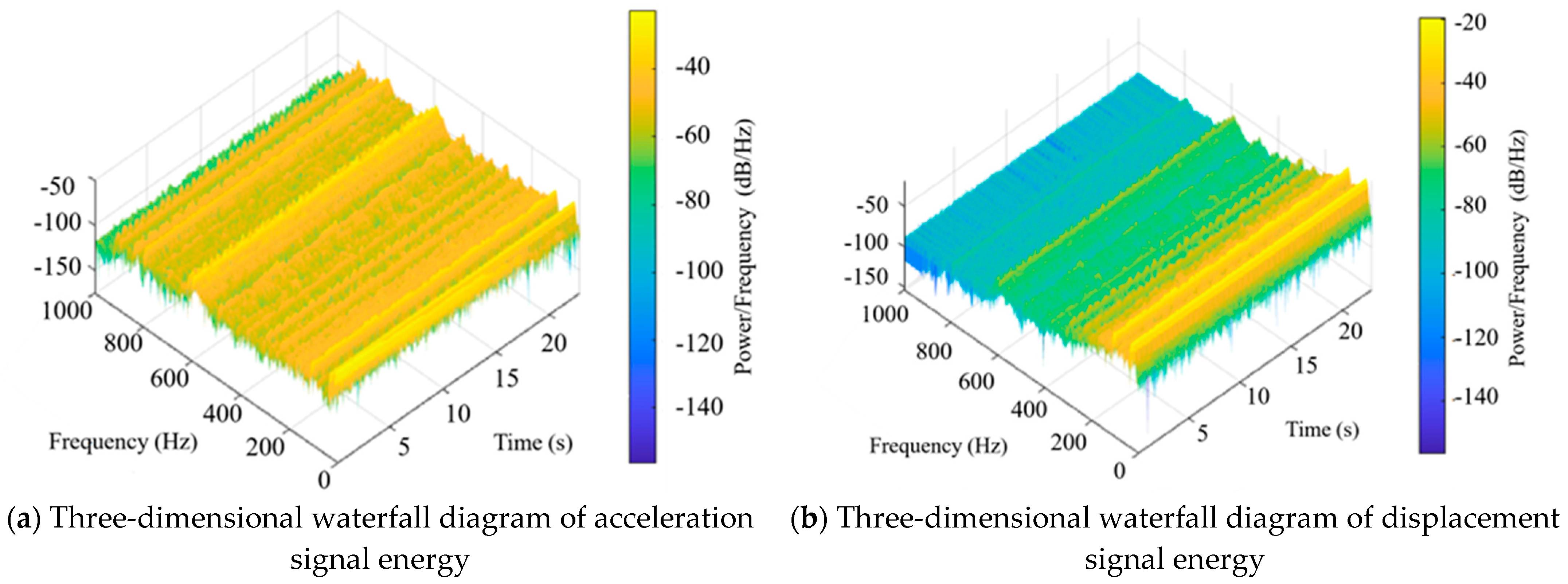
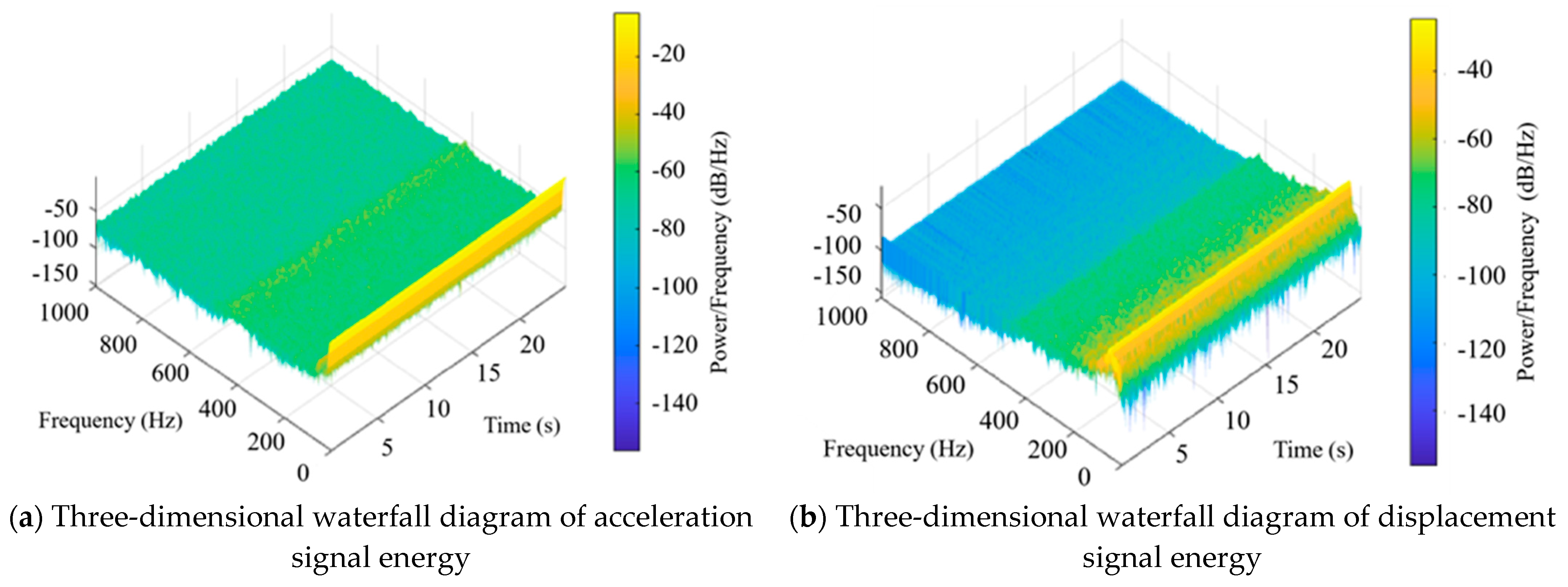
3.1. Signal Response and Failure Analysis
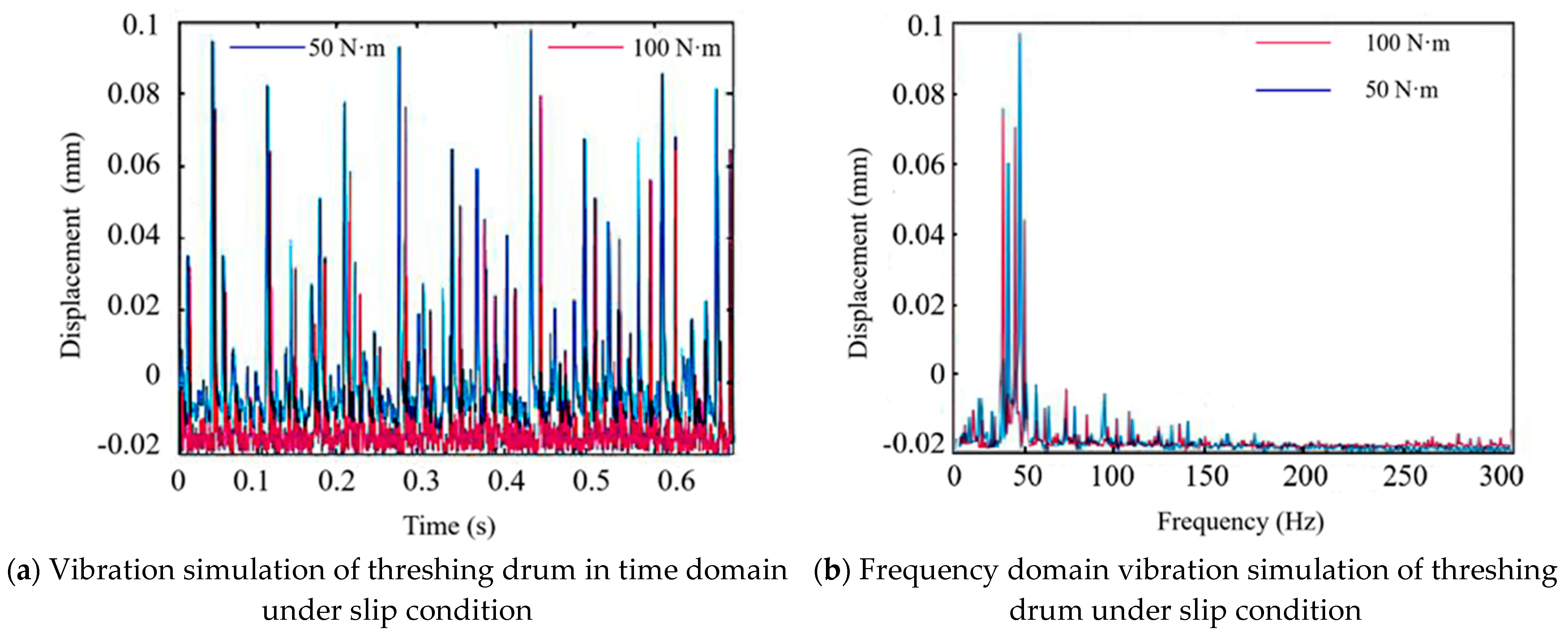
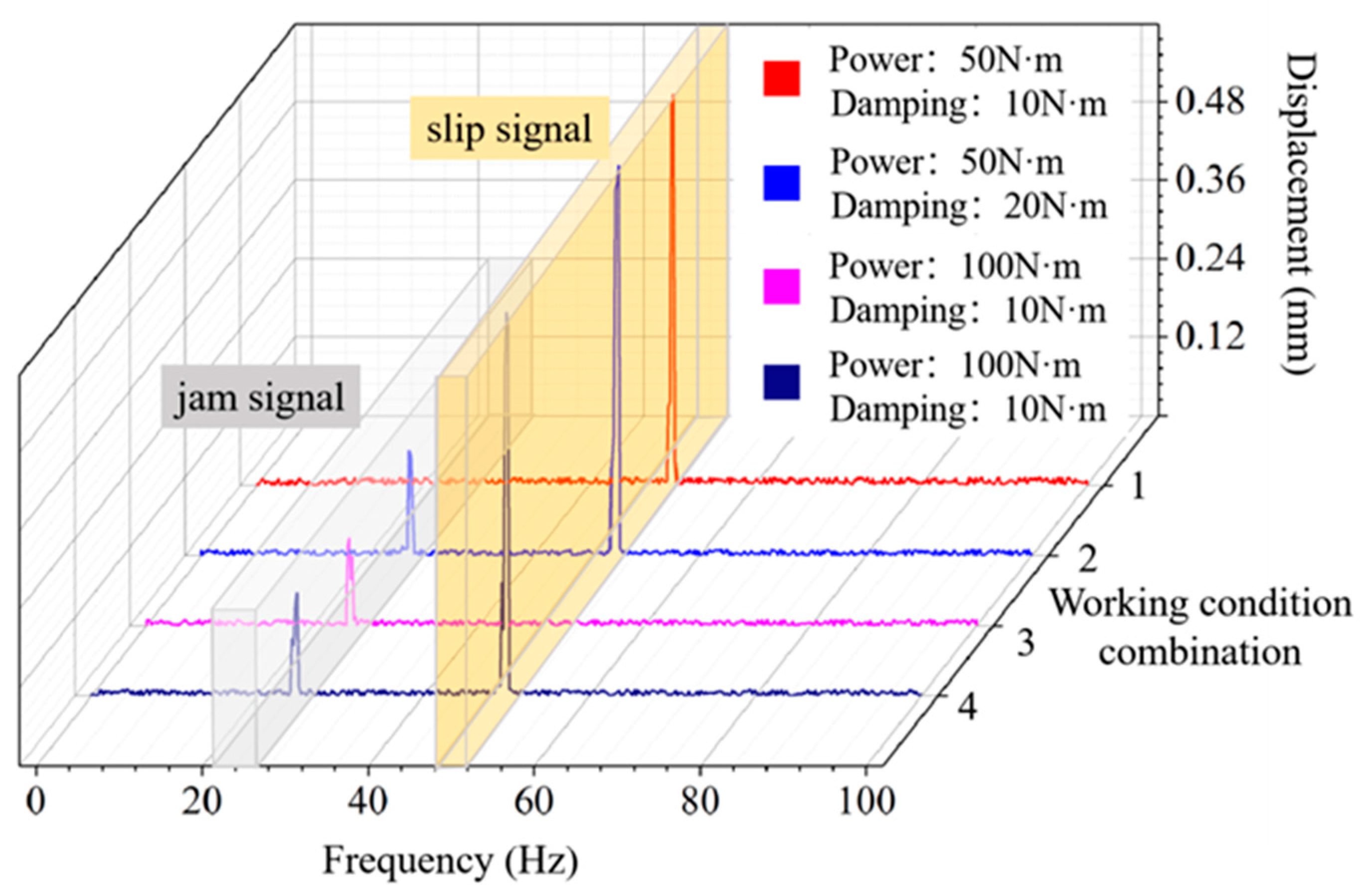
3.2. Fault Diagnosis of Threshing System Slip Condition Test
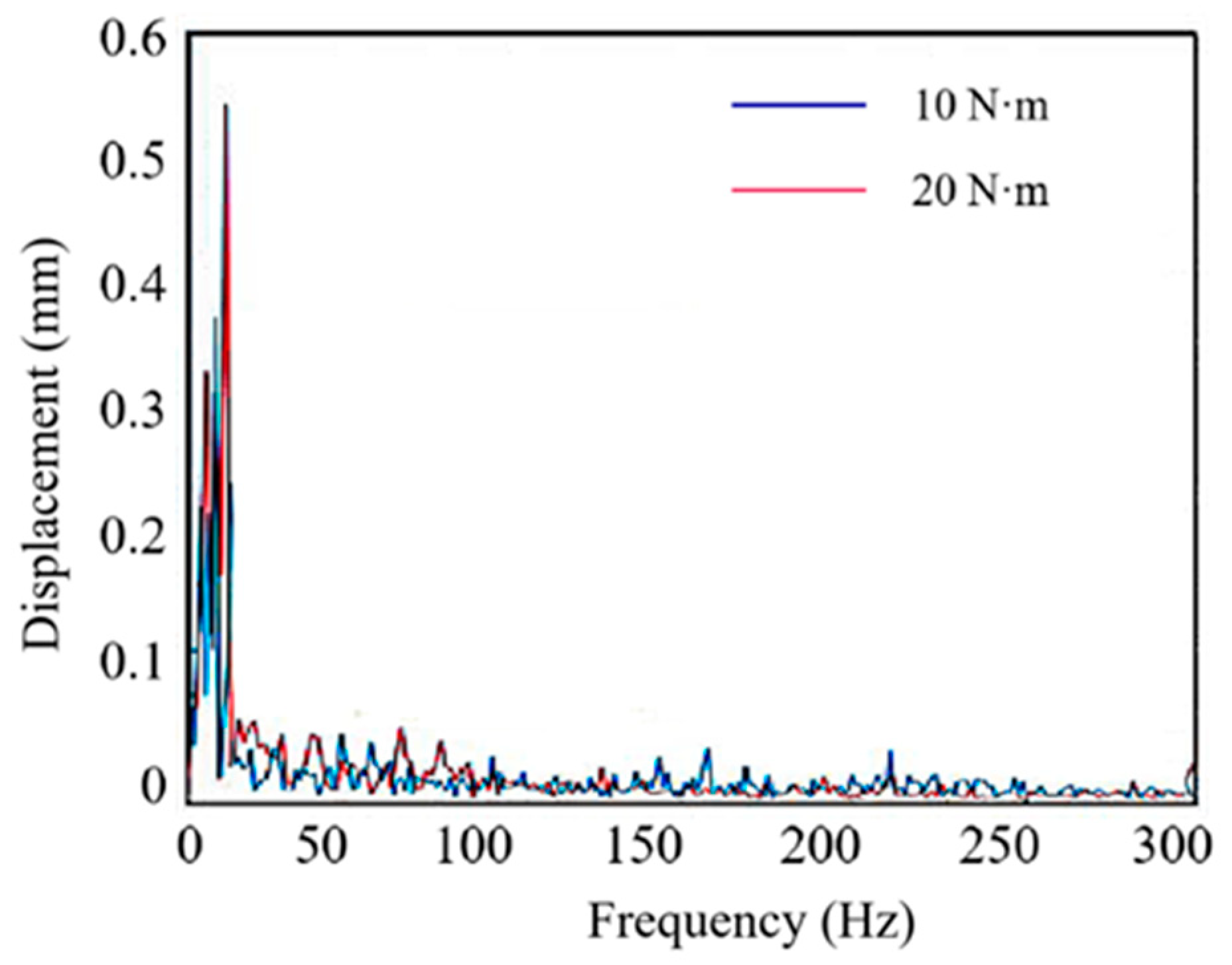
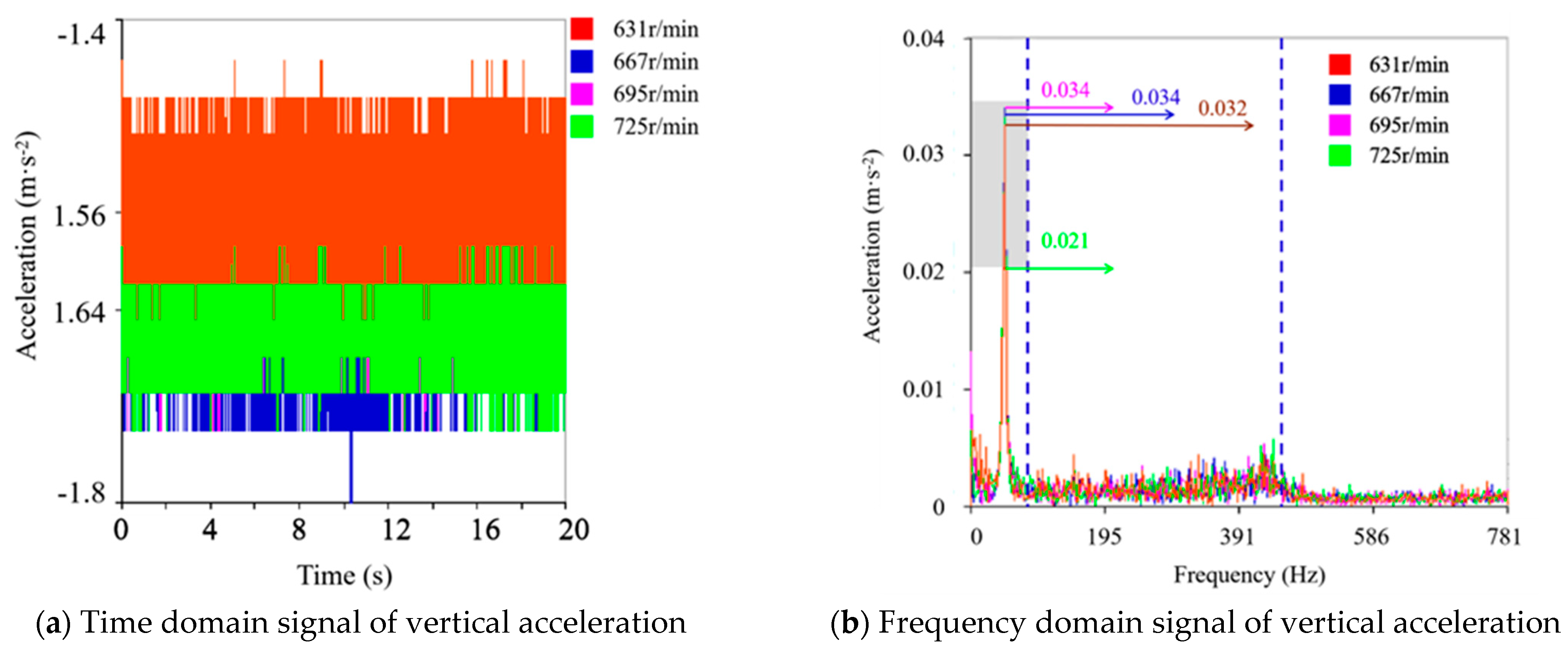
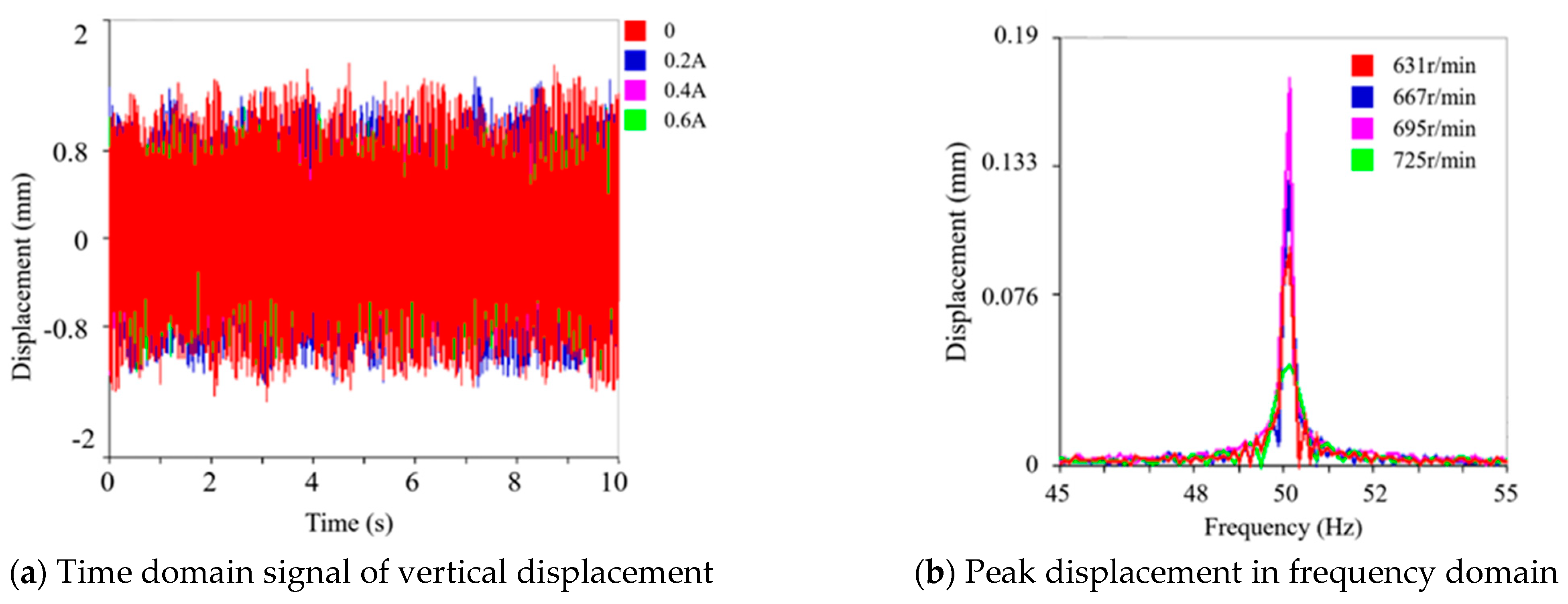
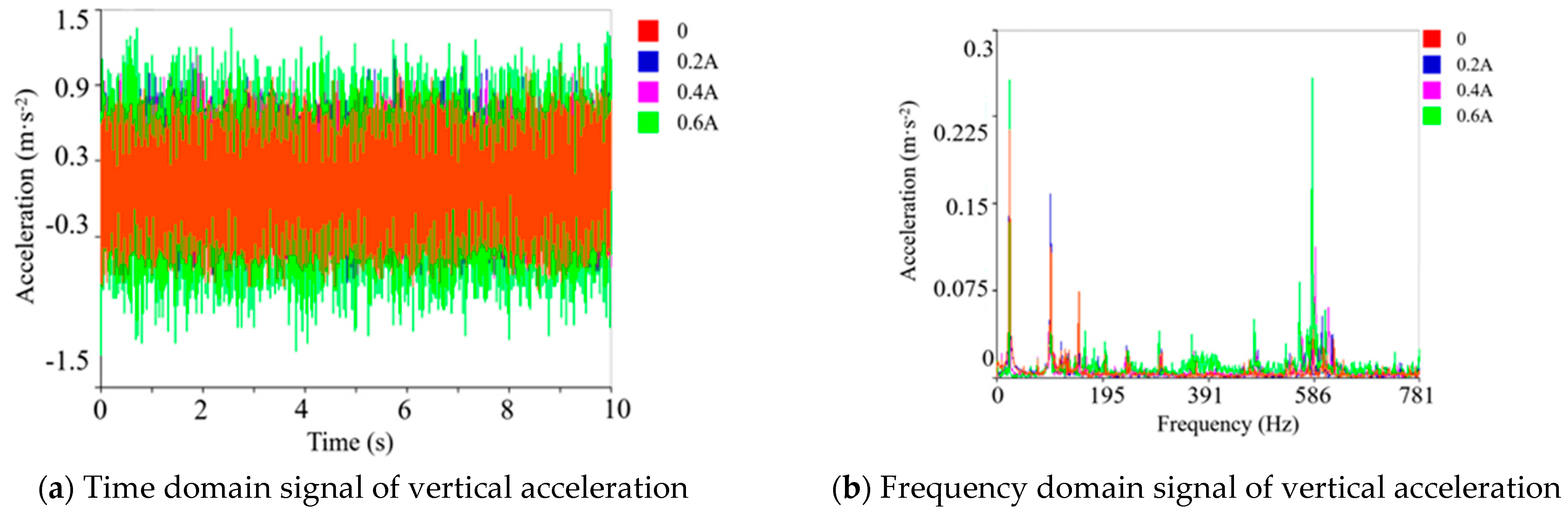
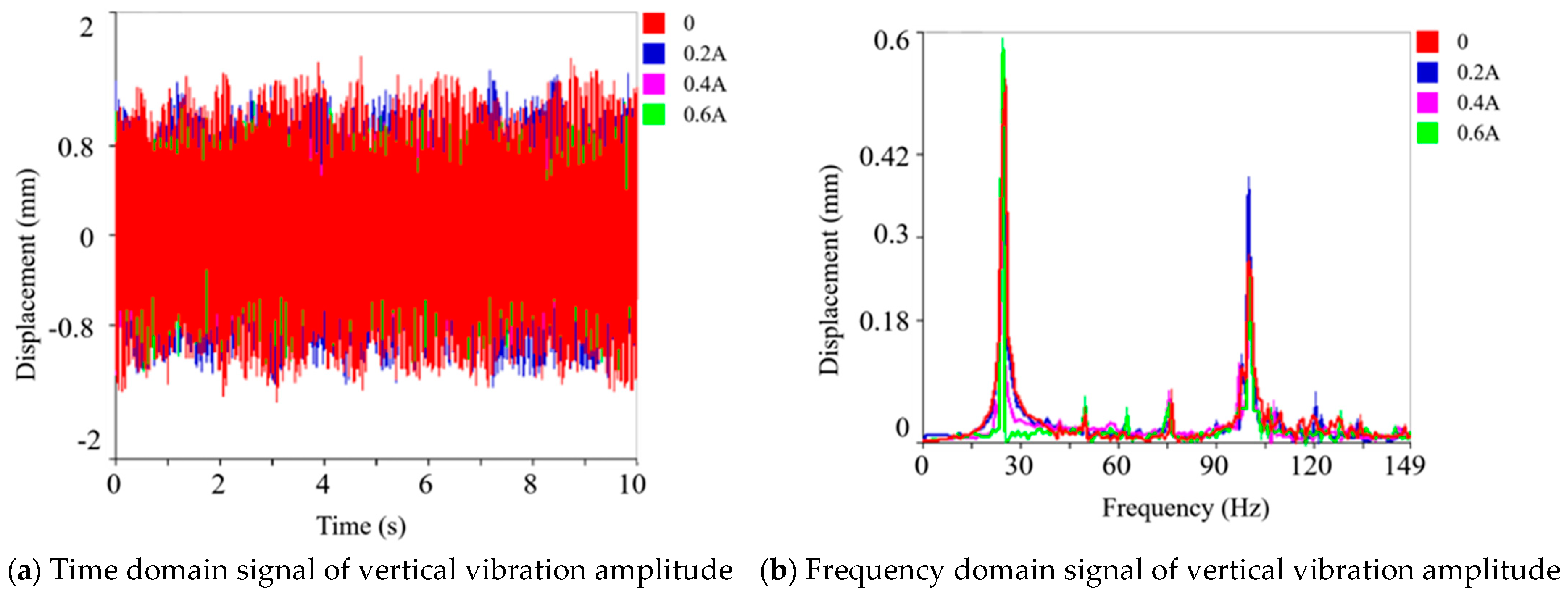
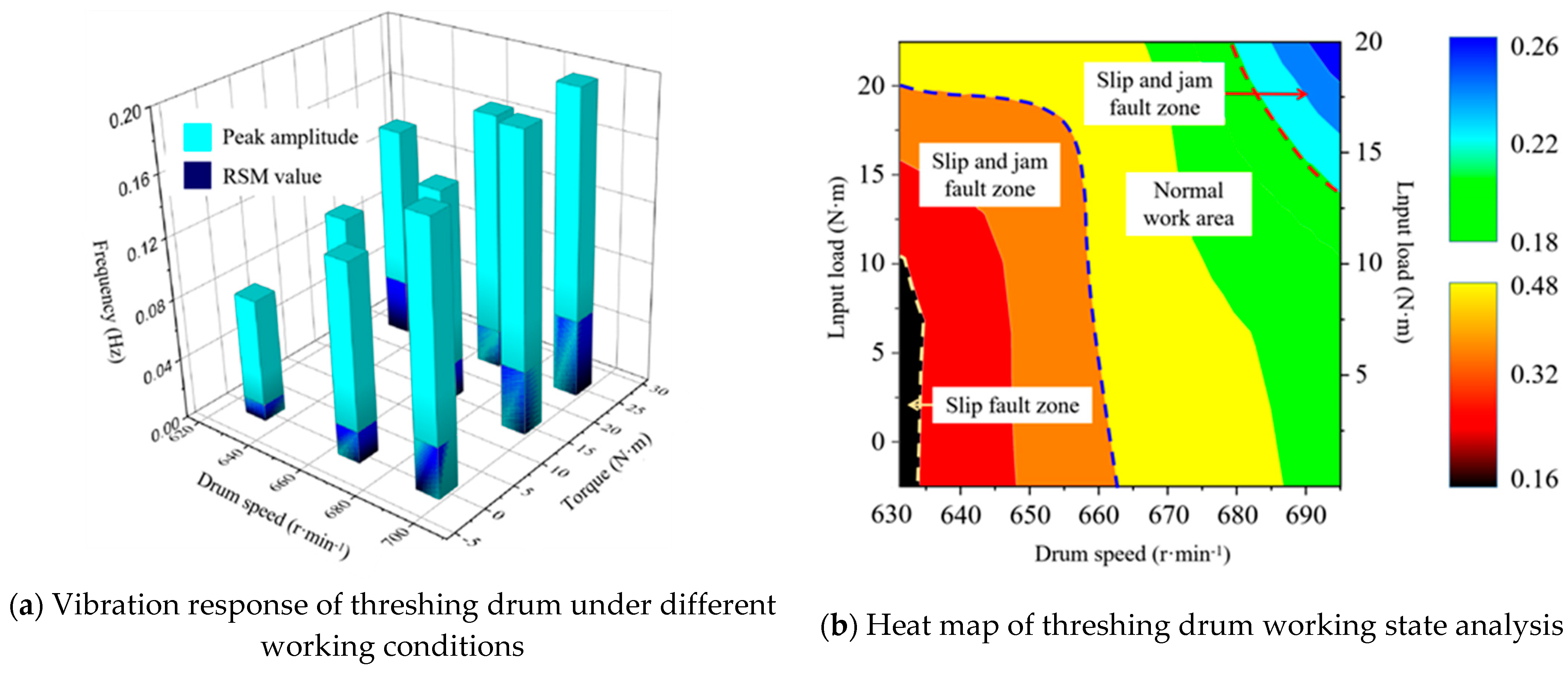
3.3. Vibration Signal Analysis of Threshing Drum with Different Loads
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Tang, Z.; Zhang, H.T.; Li, H.C. Developments of crawler steering gearbox for combine harvester straight forward and steering in situ. Int. J. Agric. Biol. Eng. 2020, 13, 120–126. [Google Scholar] [CrossRef]
- Amponsah, S.K.; Addo, A.; Dzisi, K.A.; Moreira, J.; Ndindeng, S.A. Performance evaluation and field characterization of the sifang mini rice combine harvester. Appl. Eng. Agric. 2017, 33, 479–489. [Google Scholar] [CrossRef]
- Liu, Y.B.; Li, Y.M.; Dong, Y.H. Development of a variable-diameter threshing drum for rice combine harvester using MBD-DEM coupling simulation. Comput. Electron. Argic. 2022, 196, 106859. [Google Scholar] [CrossRef]
- Wang, K.; Xie, R.; Ming, B.; Hou, P.; Xue, J.; Li, S. Review of combine harvester losses for maize and influencing factors. Int. J. Agric. Biol. Eng. 2021, 14, 1–10. [Google Scholar] [CrossRef]
- Hussain, S.; Zheng, D.C.; Song, H.Y. Computational fluid dynamics simulation and optimisation of the threshing unit of buckwheat thresher for effective cleaning of the cleaning chamber. J. Argic. Eng. 2022, 53. [Google Scholar] [CrossRef]
- Tang, Z.; Zhang, H.T.; Zhou, Y.P. Unbalanced vibration identification of tangential threshing cylinder induced by rice threshing process. Shock. Vib. 2018, 2018, 4708730. [Google Scholar] [CrossRef] [Green Version]
- Lu, S.; Cheng, G.; Li, T.; Xue, L.; Liu, X.; Huang, J.; Liu, G. Quantifying supply chain food loss in China with primary data: A large-scale, field-survey based analysis for staple food, vegetables, and fruits. Resour. Conserv. Recycl. 2022, 177, 106006. [Google Scholar] [CrossRef]
- Dumitru, O.M.; Iorga, S.; Vladut, N.V.; Bracacescu, C. Food losses in primary cereal production: A review. Inmateh-Agric. Eng. 2020, 63, 133–146. [Google Scholar] [CrossRef]
- Astanakulov, K.; Abdillaev, T.; Umirov, A. Monitoring of the combine with smart devices in soybean harvesting. EDP Sci. 2021, 227, 07003. [Google Scholar] [CrossRef]
- Juostas, A.; Jotautiene, E. Study of combine harvester remote monitoring systems for fuel consumption and environmental impact control. In Proceedings of the 1st International Online Conference on Agriculture—Advances in Agricultural Science and Technology, Online, 10–25 February 2022. [Google Scholar]
- Qian, P.; Pu, C.; Liu, L.; Li, X.; Zhang, B.; Gu, Z.; Meng, D. Development of a new high-precision friction test platform and expeimental study of friction characteristics for pneumatic cylinders. Meas. Sci. Technol. 2022, 33, 065001. [Google Scholar] [CrossRef]
- Vakhrushev, V.V.; Nemtsev, A.E.; Ivanov, N.M. Evaluation of the main indicators of the reliability of the power transmission of a combine harvester John Deere 9660. In Proceedings of the International Scientific and Practical Conference “Modern Problems of Ecology, Transport and Agricultural Technologies”, Barnaul, Russia, 26–27 June 2020; Volume 941. [Google Scholar]
- Tang, Z.; Zhang, B.; Wang, M.L. Damping behaviour of a prestressed composite beam designed for the thresher of a combine harvester. Biosyst. Eng. 2021, 204, 130–146. [Google Scholar] [CrossRef]
- Shin, D.; Palazzolo, A. Nonlinear analysis of a geared rotor system supported by fluid film journal bearings. J. Sound Vib. 2020, 475, 115269. [Google Scholar] [CrossRef]
- Pavlyuk, R.V.; Zaharin, A.V.; Gevora, Y.I. Researching operational reliability of key combine systems in Stavropol Territory. IOP Conf. Ser. Earth Environ. Sci. 2022, 996, 012011. [Google Scholar] [CrossRef]
- Wang, S.; Lu, B.; Cao, J. Research on a method for diagnosing clogging faults and longitudinal axial flow in the threshing cylinders of drum harvesters. Noise Control Eng. J. 2021, 69, 209–219. [Google Scholar] [CrossRef]
- Kumar, B.K.P.; Basavaraj, Y.; Kumar, N.K. Vibration based condition monitoring of rotating part using spectrum analysis: A case study on milling machine. Mater. Today Proc. 2021, 49, 744–747. [Google Scholar] [CrossRef]
- Novotný, P.; Hrabovský, J.; Juračka, J. Effective thrust bearing model for simulations of transient rotor dynamics. Int. J. Mech. Sci. 2019, 157, 374–383. [Google Scholar] [CrossRef]
- Si, H.; Sun, C.; Chen, B. Analysis of socket communication technology based on machine learning algorithms under TCP/IP protocol in network virtual laboratory system. IEEE Access 2019, 7, 80453–80464. [Google Scholar] [CrossRef]
- Nikolov, N. Research of the communication protocols between the iot embedded system and the cloud structure. In Proceedings of the 2018 IEEE XXVII International Scientific Conference Electronics—ET, Sozopol, Bulgaria, 13–15 September 2018; pp. 1–4. [Google Scholar]
- Xie, Z.Y.; Zhou, Q.D.; Pan, Y.C. Simulation and tests for vibration of structures under multi-point complex Loads. J. Vib. Shock 2018, 37, 166–174. [Google Scholar]
- Abdeen, M.A.; Xie, G.; Salem, A.E. Longitudinal axial flow rice thresher feeding rate monitoring based on force sensing resistors. Sci. Rep. 2022, 12, 1369. [Google Scholar] [CrossRef]
- Jiang, T.; Guan, Z.; Li, H. A feeding quantity monitoring system for a combine harvester: Design and experiment. Agriculture 2022, 12, 153. [Google Scholar] [CrossRef]
- Dell’Isola, F.; Seppecher, P.; Madeo, A. How contact interactions may depend on the shape of cauchy cuts in Nth gradient continua: Approach “a la D’Alembert”. Z. Angew. Math. Phys. 2012, 63, 1117–1141. [Google Scholar] [CrossRef]
- Hong, J.; Chen, X.Q.; Wang, Y.F. Optimization of dynamics of non-continuous rotor based on model of rotor stiffness. Mech. Syst. Signal Process. 2019, 131, 166–182. [Google Scholar] [CrossRef]
- Zhang, Y.; Chen, D.; Yin, Y. Experimental study of feed rate related factors of combine harvester based on grey correlation. IFAC Pap. 2018, 51, 402–407. [Google Scholar] [CrossRef]
- Sahasranand, K.R. Dithered A/D Conversion of Bandlimited Signals under Frequency Band Uncertainty. IEEE Signal Process. Lett. 2022, 29, 493–497. [Google Scholar] [CrossRef]
- Wang, J.; Feng, W.; Qian, W.; Wang, K. Influencing factors of magnetic coupling transmission of magnetic pump. J. Drain. Irrig. Mach. Eng. 2022, 40, 244–249. [Google Scholar]
- Li, Y.; Dai, X.; Wang, Z. Sensitivity of different sealing structures to axial movement of centrifugal pump impeller. J. Drain. Irrig. Mach. Eng. 2021, 39, 122–127. [Google Scholar]
- Chen, J.; Zhou, C.; Wang, X.; Jiang, X.; Pan, H.; Cao, L. Optimization design of high-speed well pump based on orthogonal experiment. J. Drain. Irrig. Mach. Eng. 2021, 39, 457–463. [Google Scholar]
- Tang, Z.; Zhang, B.; Liu, X. Structural model and bundling capacity of crawler picking and baling machine for straw wasted in field. Comput. Electron. Agric. 2020, 175, 105622. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Serial Number | Model | DH5902 |
|---|---|---|
| 1 | Number of channels | 32 acceleration channels, 4 speed channels |
| 2 | Supported capture card types | Strain/voltage/IEPE acquisition card, speed/counter card, signal source card, CAN module card |
| 3 | Continuous sampling rate | 256kHZ channel, binning switch |
| 4 | Communication method | Gigabit Ethernet and wireless WIFI communication |
| 5 | Operating mode | Online work mode/offline work mode |
| 6 | Power | Battery powered + power adapter powered, 4 h of battery life (32 channels) |
| 7 | Shock resistance of the whole machine | 100 g/(4 ± 1) mg |
| Serial Number | Loading Current (A) | Drum Speed (r·min−1) | Loading Torque (N·m) |
|---|---|---|---|
| 1 | 0 | 36.5 | 0 |
| 2 | 0.2 | 34.8 | 12 |
| 3 | 0.4 | 33.5 | 25 |
| 4 | 0.6 | 32.2 | 39 |
| Operating Status | Vibration Peak (mm) | RMS (mm) | Peak Frequency (Hz) |
|---|---|---|---|
| Normal rotation | 0.081 | 0.021 | 50 |
| Blockage | 0.55 | 0.11 | 25 |
| Skid | 0.097 | 0.026 | 50 |
| Drum Speed (r·min−1) | Average Vertical Acceleration (m·s−2) | Maximum Vertical Displacement (mm) | Peak Displacement (mm) | Frequency at Peak Displacement (Hz) |
|---|---|---|---|---|
| 631 | 1.543 | 0.297 | 0.094 | 50 |
| 667 | 1.627 | 0.305 | 0.127 | 49 |
| 695 | 1.635 | 0.302 | 0.165 | 50 |
| 725 | 1.643 | 0.301 | 0.044 | 49 |
| Loading Torque (N·m) | Average Vertical Acceleration (m·s−2) | Maximum Vertical Displacement (mm) | Peak Displacement (mm) | Frequency at Peak Displacement (Hz) |
|---|---|---|---|---|
| 0 | 0.088 | 1.589 | 0.511 | 25 |
| 12 | 0.150 | 1.453 | 0.514 | 24 |
| 25 | 0.147 | 1.019 | 0.393 | 24 |
| 39 | 0.071 | 1.195 | 0.571 | 24 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hao, S.; Tang, Z.; Guo, S.; Ding, Z.; Su, Z. Model and Method of Fault Signal Diagnosis for Blockage and Slippage of Rice Threshing Drum. Agriculture 2022, 12, 1968. https://doi.org/10.3390/agriculture12111968
Hao S, Tang Z, Guo S, Ding Z, Su Z. Model and Method of Fault Signal Diagnosis for Blockage and Slippage of Rice Threshing Drum. Agriculture. 2022; 12(11):1968. https://doi.org/10.3390/agriculture12111968
Chicago/Turabian StyleHao, Shuaihua, Zhong Tang, Songbao Guo, Zhao Ding, and Zhan Su. 2022. "Model and Method of Fault Signal Diagnosis for Blockage and Slippage of Rice Threshing Drum" Agriculture 12, no. 11: 1968. https://doi.org/10.3390/agriculture12111968
APA StyleHao, S., Tang, Z., Guo, S., Ding, Z., & Su, Z. (2022). Model and Method of Fault Signal Diagnosis for Blockage and Slippage of Rice Threshing Drum. Agriculture, 12(11), 1968. https://doi.org/10.3390/agriculture12111968