Innovative Solution for Reducing the Run-Down Time of the Chipper Disc Using a Brake Clamp Device

 ,
, 
 ,
, 

Abstract
:1. Introduction
1.1. Manually Fed Wood-Chippers
1.2. Specific Hazards of the Manually Fed Wood-Chipper
1.3. Development of an Innovative Solution
2. Materials and Methods
2.1. The Wood-Chipper Used
2.2. The Run-Down Time Evaluation
2.3. Braking System Design
3. Results and Discussion
3.1. Flywheel Stop Times, with and without Chipping Material and Disconnection of Power Take-Off
3.2. Design for Chipper Disengagement and Brake Design and Prototype Design and Implementation
Technical Aspects of the Brake Clamp Device
- (a)
- An electromagnetic clutch mounted on the tractor’s cardan shaft; the wood-chipper’s disc cutter is made up of a steel ring 600 mm in diameter and 30 mm thick, which mounts four knives with a total mass of ~90 kg. Supplied with a tractor of 70–80 kW, considering that the disc can rotate about 1500 rpm, we have a torque of 33 Nm. The electromagnetic clutch chosen has a diameter of 173 mm, and it works at a voltage of 12 V with a maximum power absorption of 68 W. It resists at a maximum torque of 47 Nm.
- (b)
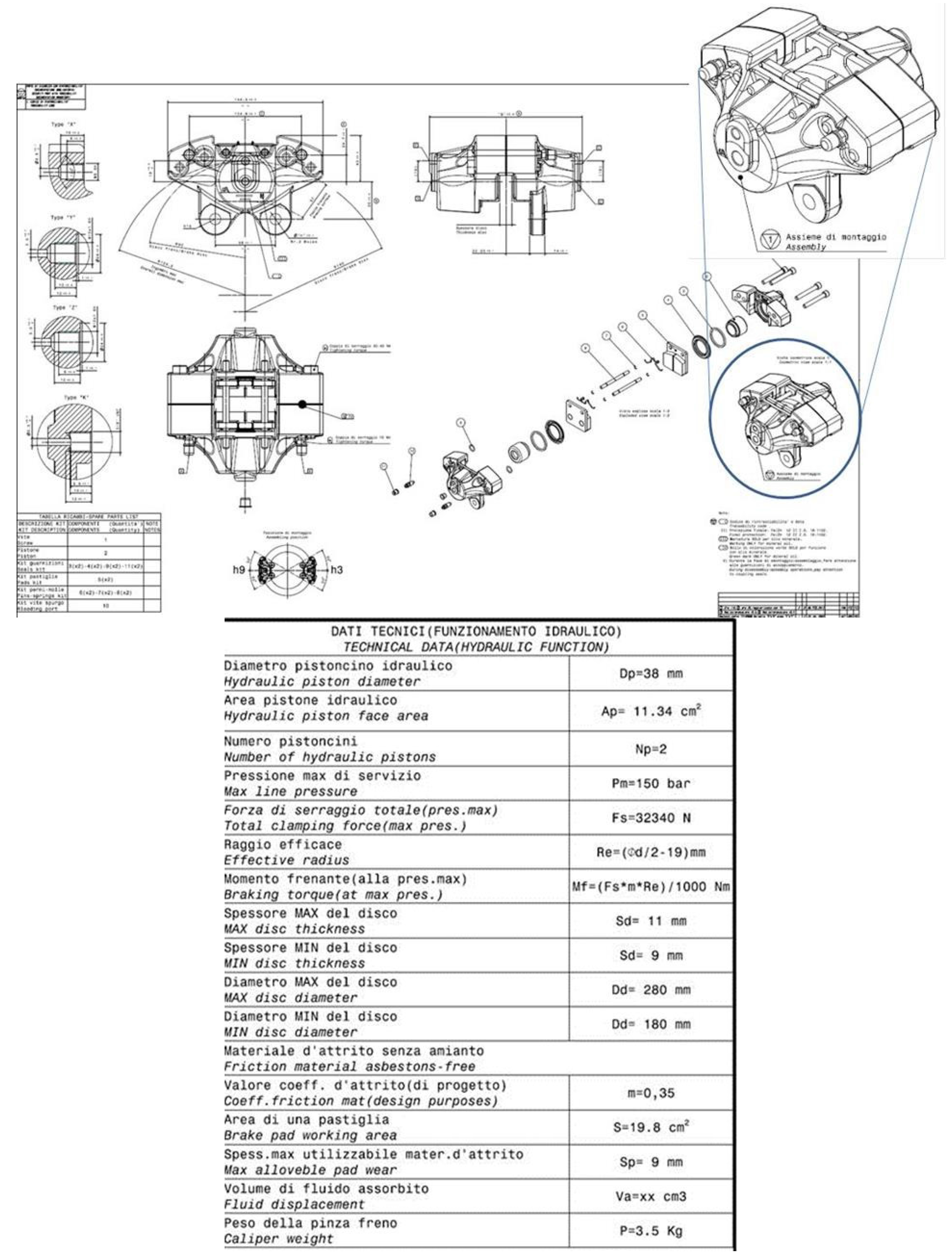
- The brake clamp of a motorcycle type mounted on Power Take Off (Figure 7). A “motorcycle” brake clamp was chosen, in particular a Honda CBR 600 with a 180 kg vacuum mass. Considering the driver and passenger (140 kg), the total estimated mass is about 320 kg. Divided for two motor pliers we have a load of 160 kg per gripper. The braking disc diameter of the bike is 300 mm, and at a speed of 130 km/h, the disc rotates at 2300 rpm with a peripheral speed of 36 m/s.The disk of the chipper machine in question rotates at a speed of 1500 rpm, considering:
- mounting a Ø 300 mm brake disc will give a peripheral speed of 23.5 m/s
- the brake mass = 160 kg
- the peripheral speed drive disk Ø300 mm = 36m/s (brake disc mass = 80 kg)
- the peripheral speed of brake disc Ø300 mm = 23.5 m/s
- the chipper disc stop time (estimated) = 4 s
- (c)
- The brake disc Ø300 mm in stainless steel is mounted in the inlet PTO shaft.
- (d)
- There are three lectro valves to control the brake clamp device.
- (e)
- An emergency stop.
- (f)
- A hydraulic flow regulator to set the brake actuation.
- (g)
- A 12 V power plug.
- (h)
- Anti-stress safety systems.
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Hallock, G.G. Mutilating shredder/chipper hand injuries. Ann. Plast. Surg. 1994, 33, 8–12. [Google Scholar] [CrossRef]
- Marsh, S.M.; Fosbroke, D.E. Trends of occupational fatalities involving machines, United States, 1992–2010. Am. J. Ind. Med. 2015, 58. [Google Scholar] [CrossRef] [PubMed]
- Özden, S.; Nayir, I.; Göl, C.; Ediş, S.; Yilmaz, H. Health problems and conditions of the forestry workers in Turkey. Afr. J. Agric. Res. 2011, 6. [Google Scholar] [CrossRef]
- Marucci, A.; Monarca, D.; Cecchini, M.; Colantoni, A.; Cappuccini, A. The heat stress for workers employed in laying hens houses. J. Food Agric. Environ. 2013, 11, 20–24. [Google Scholar]
- Di Giacinto, S.; Colantoni, A.; Cecchini, M.; Monarca, D.; Moscetti, R.; Massantini, R. Dairy production in restricted environment and safety for the workers. Industrie Alimentari 2012, 51, 5–12. [Google Scholar]
- Colantoni, A.; Allegrini, E.; Boubaker, K.; Longo, L.; Di Giacinto, S.; Biondi, P. New insights for renewable energy hybrid photovoltaic/wind installations in Tunisia through a mathematical model. Energy Convers. Manag. 2013, 75, 398–401. [Google Scholar] [CrossRef]
- Colantoni, A.; Evic, N.; Lord, R.; Retschitzegger, S.; Proto, A.R.; Gallucci, F.; Monarca, D. Characterization of biochars produced from pyrolysis of pelletized agricultural residues. Renew. Sustain. Energy Rev. 2016, 64, 187–194. [Google Scholar] [CrossRef] [Green Version]
- Pickett, W.; Hagel, L.; Dosman, J.A. Safety Features on Agricultural Machines and Farm Structures in Saskatchewan. J. Agromed. 2012, 17. [Google Scholar] [CrossRef] [PubMed]
- Lindroos, O.; Aspman, E.W.; Lidestav, G.; Neely, G. Accidents in family forestry’s firewood production. Accid. Anal. Prev. 2008, 40. [Google Scholar] [CrossRef] [PubMed]
- Hoque, M.; Sokhansanj, S.; Naimi, L.; Bi, X.; Lim, J. Review and analysis of performance and productivity of size reduction equipment for fibrous materials. In Proceedings of the 2007 ASABE Annual International Meeting, Minneapolis, MN, USA, 17–20 July 2007; Volume 3, pp. 1–18. [Google Scholar] [CrossRef]
- Spinelli, R.; Hartsough, B.R.; Magagnotti, N. Testing Mobile Chippers for Chip Size Distribution. Int. J. For. Eng. 2005, 16, 29–35. [Google Scholar] [CrossRef]
- Poje, A.; Spinelli, R.; Magagnotti, N.; Mihelic, M. Exposure to noise in wood chipping operations under the conditions of agro-forestry. Int. J. Ind. Ergon. 2015, 50, 151–157. [Google Scholar] [CrossRef]
- Magagnotti, N.; Picchi, G.; Sciarra, G.; Spinelli, R. Exposure of Mobile Chipper Operators to Diesel Exhaust. Ann. Occup. Hyg. 2014, 58, 217–226. [Google Scholar] [PubMed]
- De Martino, G.; Massantini, R.; Botondi, R.; Mencarelli, F. Temperature affects impact injury on apricot fruit. Postharvest Biol. Technol. 2002, 25, 145–149. [Google Scholar] [CrossRef]
- Rottensteiner, C.; Tsioras, P.; Neumayer, H.; Stampfer, K. Vibration and noise assessment of tractor trailer and truck-mounted chippers. Silva Fennica 2013, 47, 1–14. [Google Scholar] [CrossRef]
- Spinelli, R.; Magagnotti, N.; Deboli, R.; Preti, C. Noise emissions in wood chipping yards: Options compared. Sci. Total Environ. 2016, 563, 145–151. [Google Scholar] [CrossRef] [PubMed]
- Struttmann, T.W. Fatal and Nonfatal Occupational Injuries Involving Wood Chippers—United States, 1992–2002. Morb. Mortal. Wkly. Rep. 2004, 53, 1130–1131. [Google Scholar]
- A.M.D. Forestry Machinery-Wood Chippers-Safety, 2nd ed.; BSI: London, UK, 2005; pp. 1–46. ISBN 978 0 580 62475 9. [Google Scholar]
- Moscetti, R.; Frangipane, M.T.; Monarca, D.; Cecchini, M.; Massantini, R. Maintaining the quality of unripe, fresh hazelnuts through storage under modified atmospheres. Postharvest Biol. Technol. 2012, 65, 33–38. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Initial Data | |
|---|---|
| Diameter | 0.6 m |
| Radius | 0.3 m |
| Mass | 80 kg |
| Angular Speed | 157 rad/s |
| Stop Time | 4 s |
| Condition | Average Stop Times (s) |
|---|---|
| Absence of material | 79 |
| During drumming (with no stress system inserted) | 73 |
| During stacking (with no stress system inserted) | 76 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Colantoni, A.; Mazzocchi, F.; Laurendi, V.; Grigolato, S.; Monarca, F.; Monarca, D.; Cecchini, M. Innovative Solution for Reducing the Run-Down Time of the Chipper Disc Using a Brake Clamp Device. Agriculture 2017, 7, 71. https://doi.org/10.3390/agriculture7080071
Colantoni A, Mazzocchi F, Laurendi V, Grigolato S, Monarca F, Monarca D, Cecchini M. Innovative Solution for Reducing the Run-Down Time of the Chipper Disc Using a Brake Clamp Device. Agriculture. 2017; 7(8):71. https://doi.org/10.3390/agriculture7080071
Chicago/Turabian StyleColantoni, Andrea, Francesco Mazzocchi, Vincenzo Laurendi, Stefano Grigolato, Francesca Monarca, Danilo Monarca, and Massimo Cecchini. 2017. "Innovative Solution for Reducing the Run-Down Time of the Chipper Disc Using a Brake Clamp Device" Agriculture 7, no. 8: 71. https://doi.org/10.3390/agriculture7080071
APA StyleColantoni, A., Mazzocchi, F., Laurendi, V., Grigolato, S., Monarca, F., Monarca, D., & Cecchini, M. (2017). Innovative Solution for Reducing the Run-Down Time of the Chipper Disc Using a Brake Clamp Device. Agriculture, 7(8), 71. https://doi.org/10.3390/agriculture7080071