
Experimental Investigation on Vibro-Acoustic Characteristics of Stiffened Plate Structures with Different Welding Parameters



Abstract
:1. Introduction
2. Material and Method
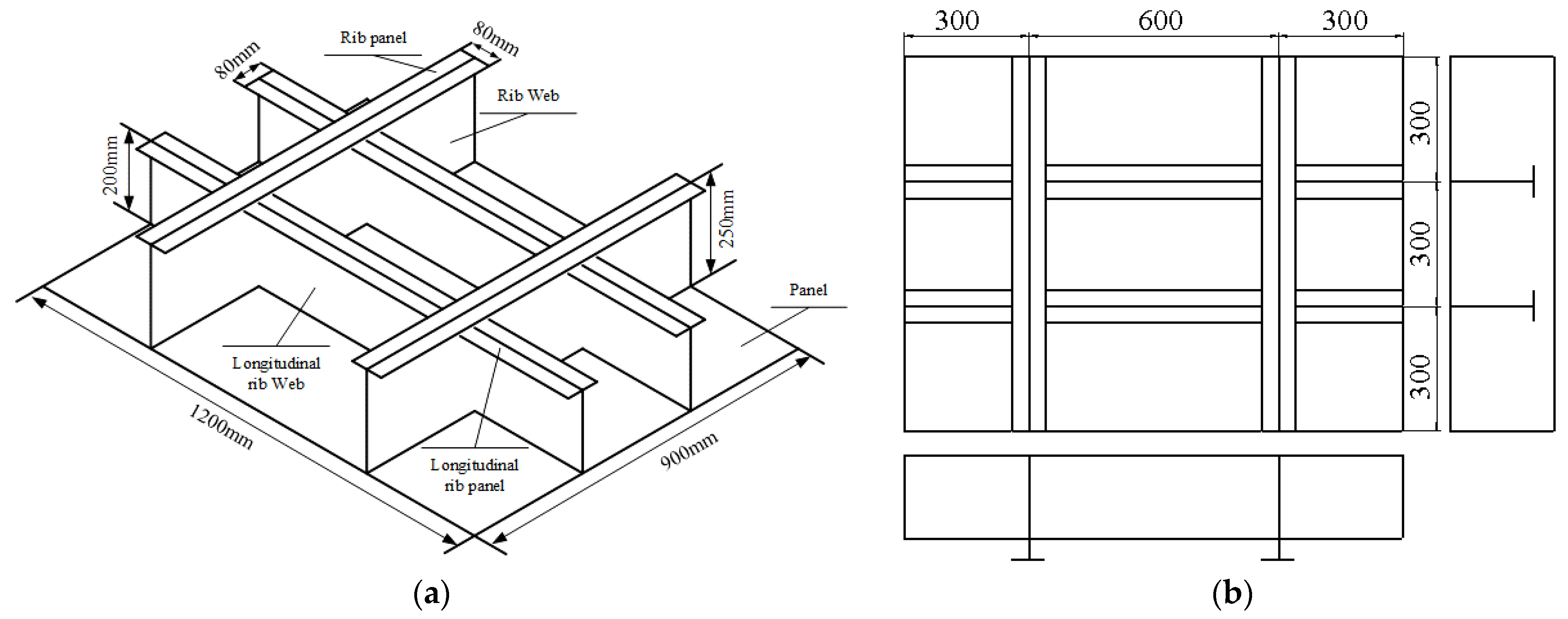
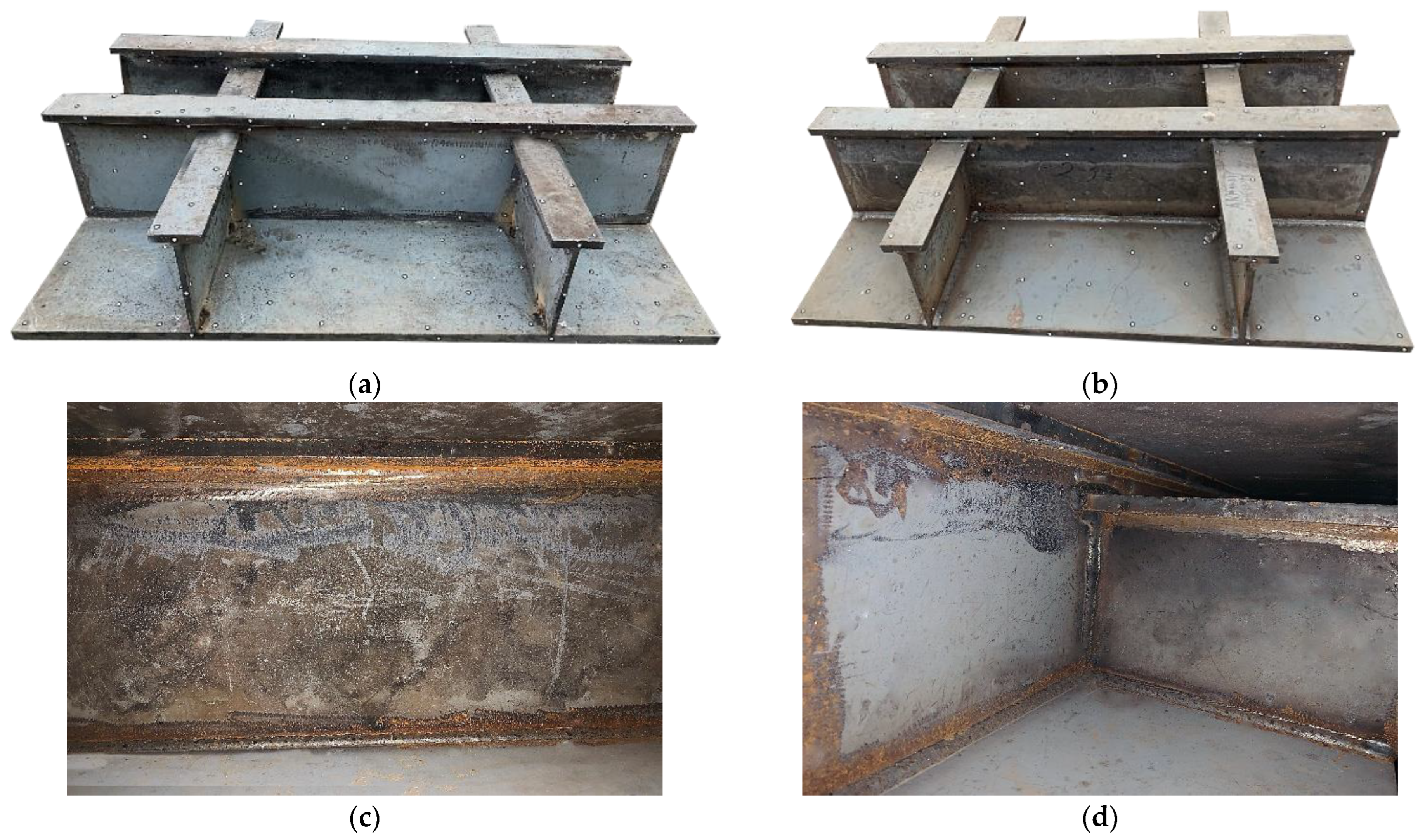
2.1. Specimen Description
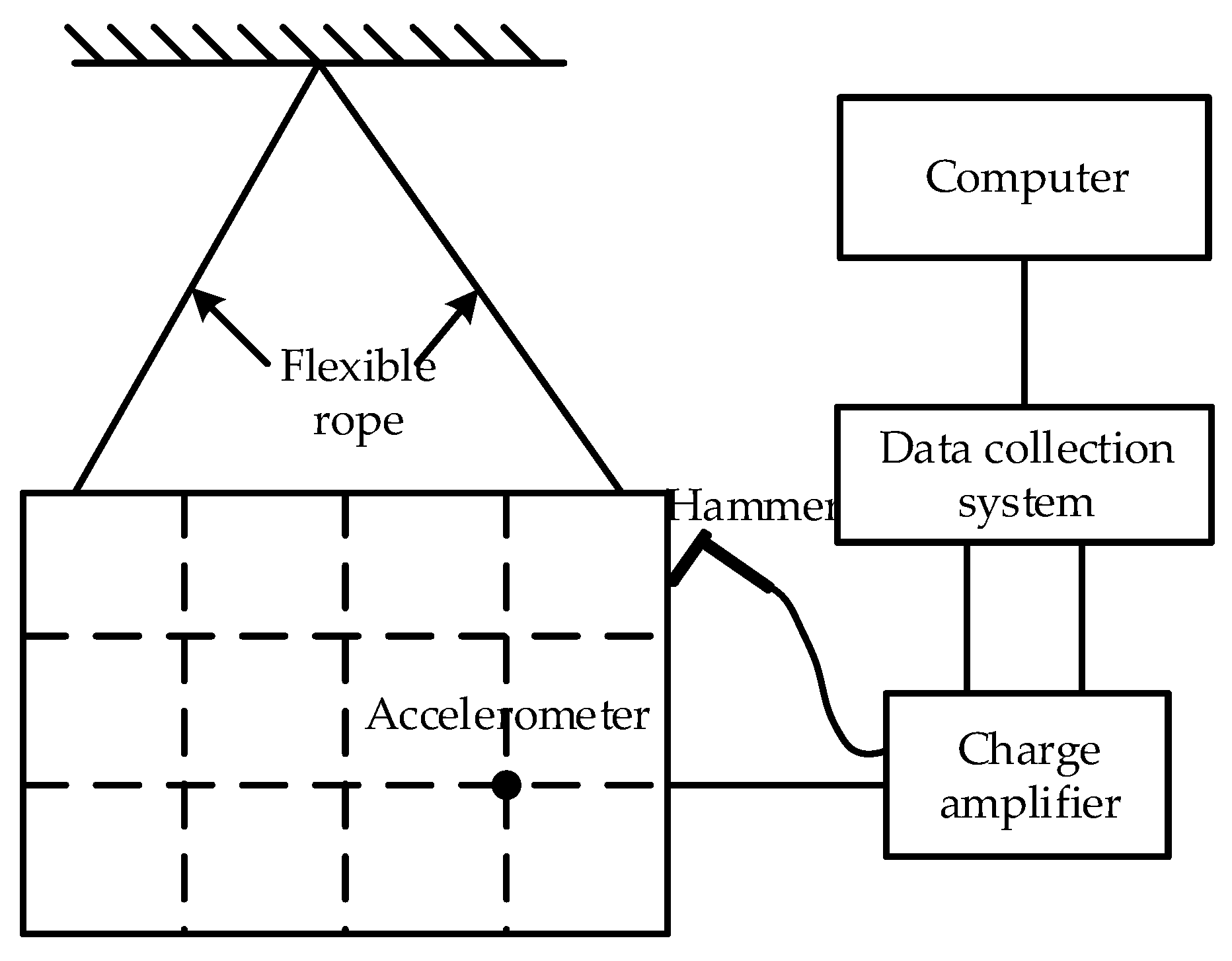
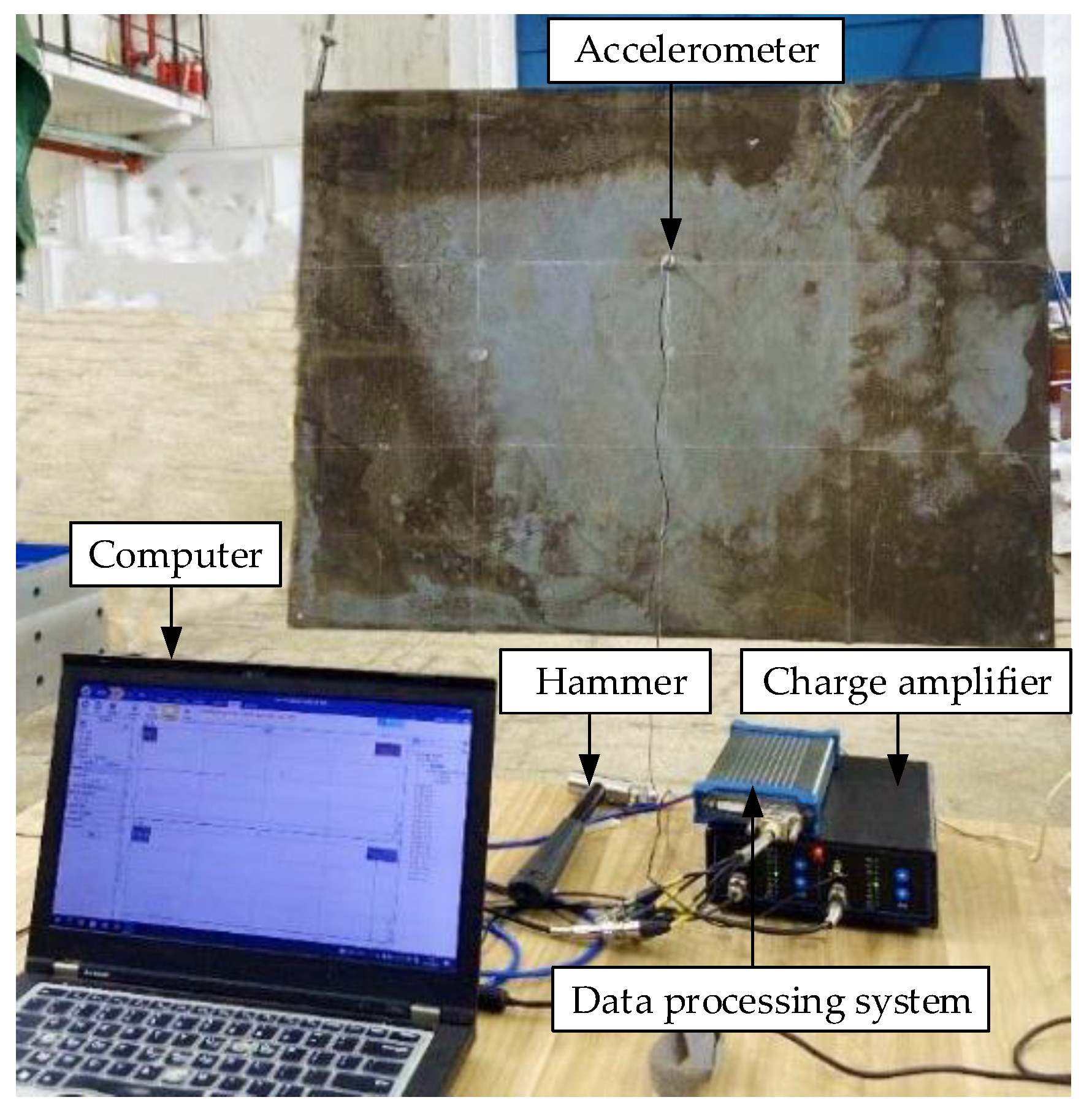
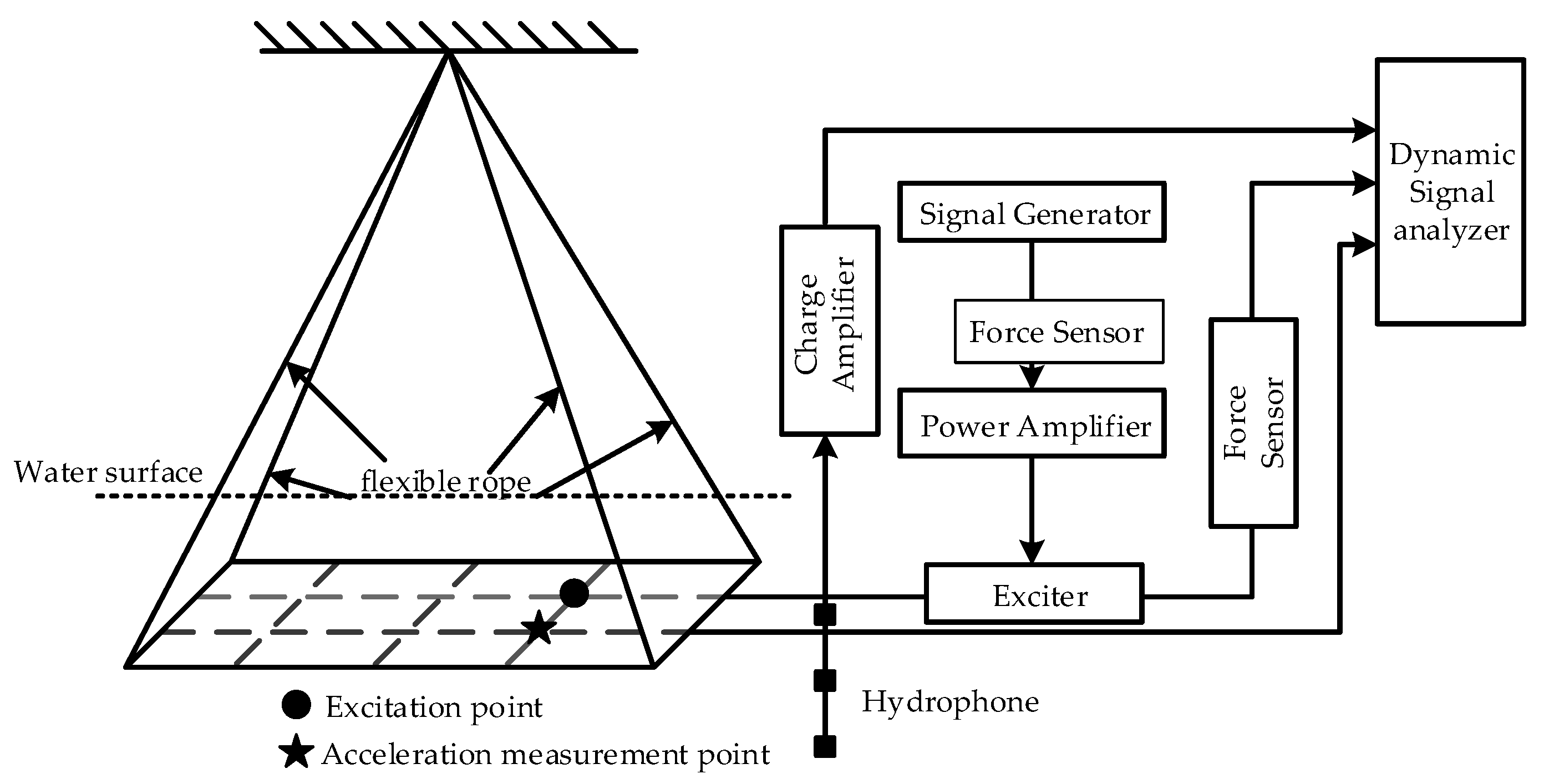
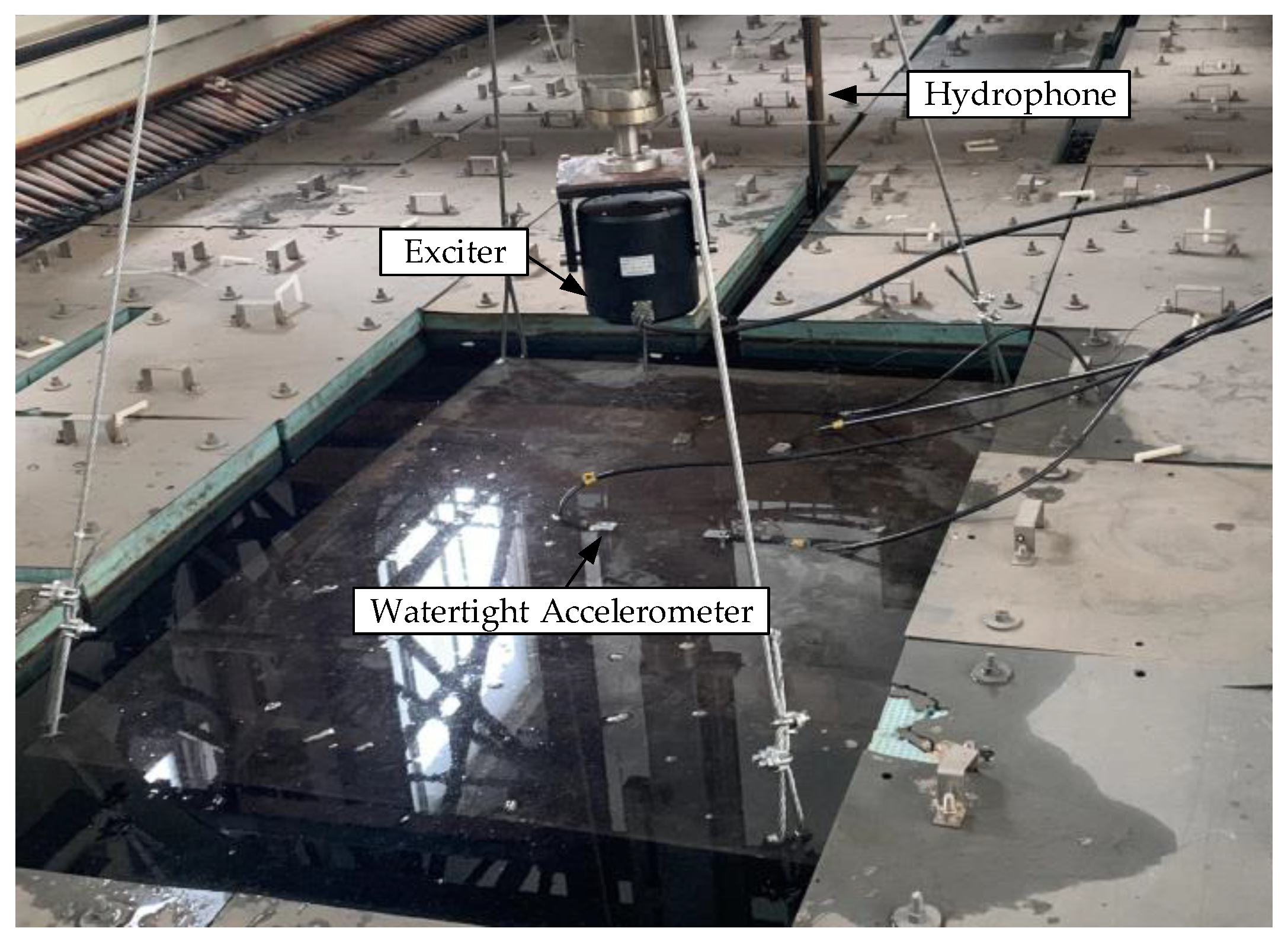
2.2. Experimental Setup
2.3. Experimental Test Cases
2.3.1. Modal Test
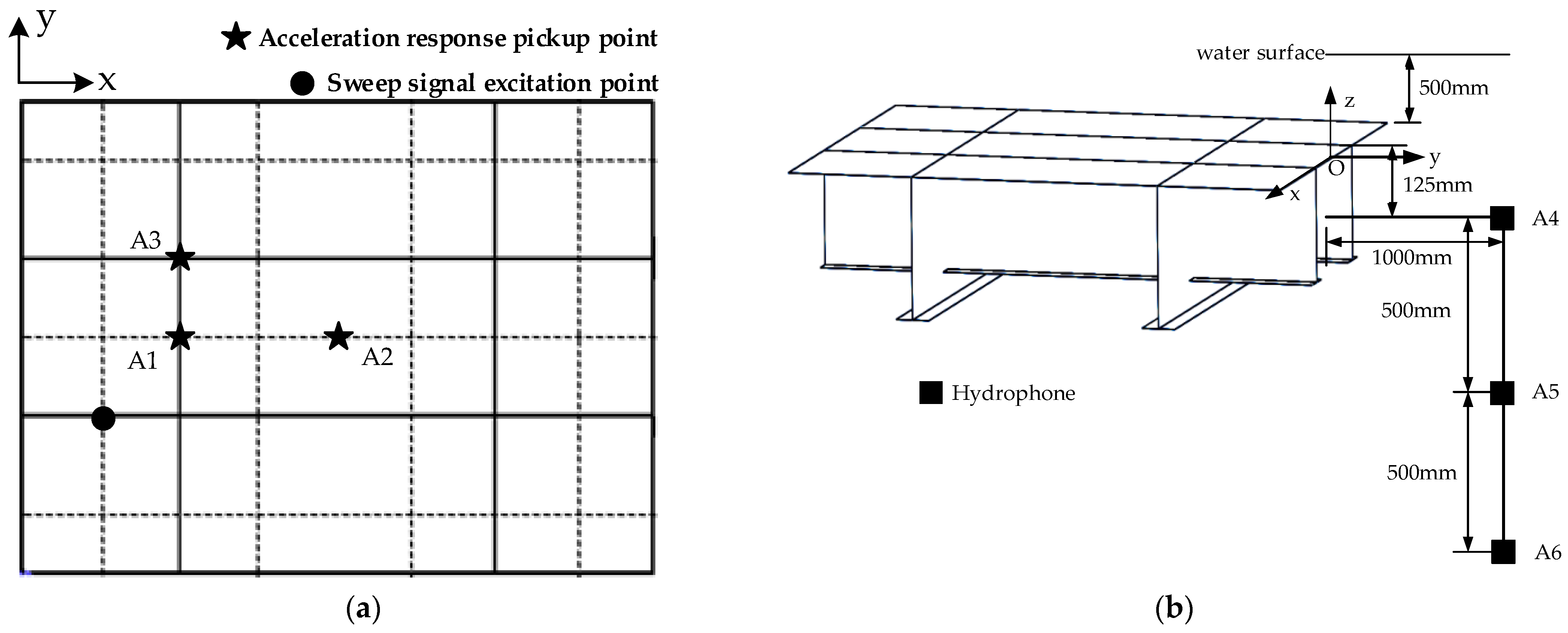
2.3.2. Underwater Vibration and Acoustic Radiation Test
3. Results and Discussion
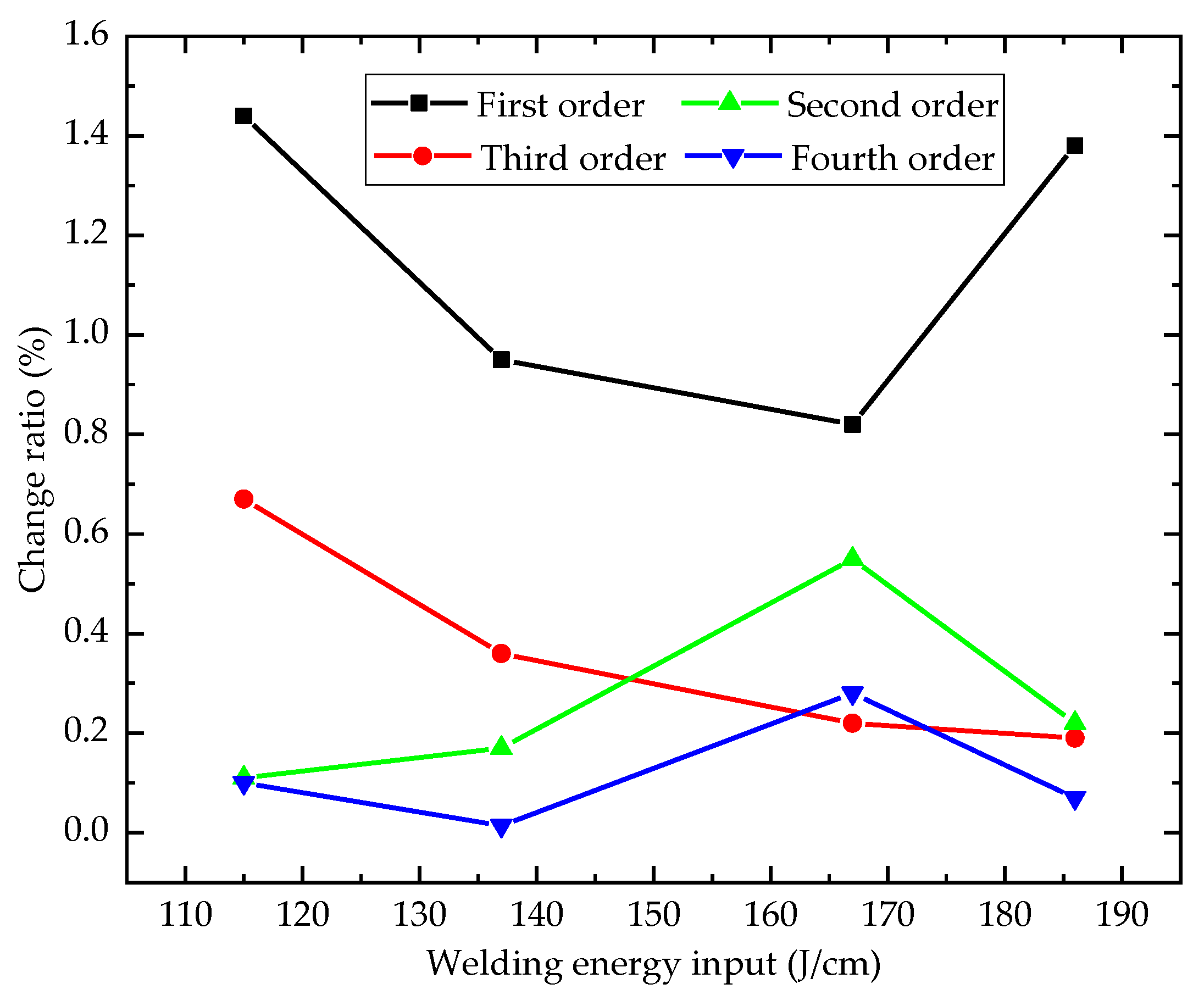
3.1. Influence on the Natural Frequency
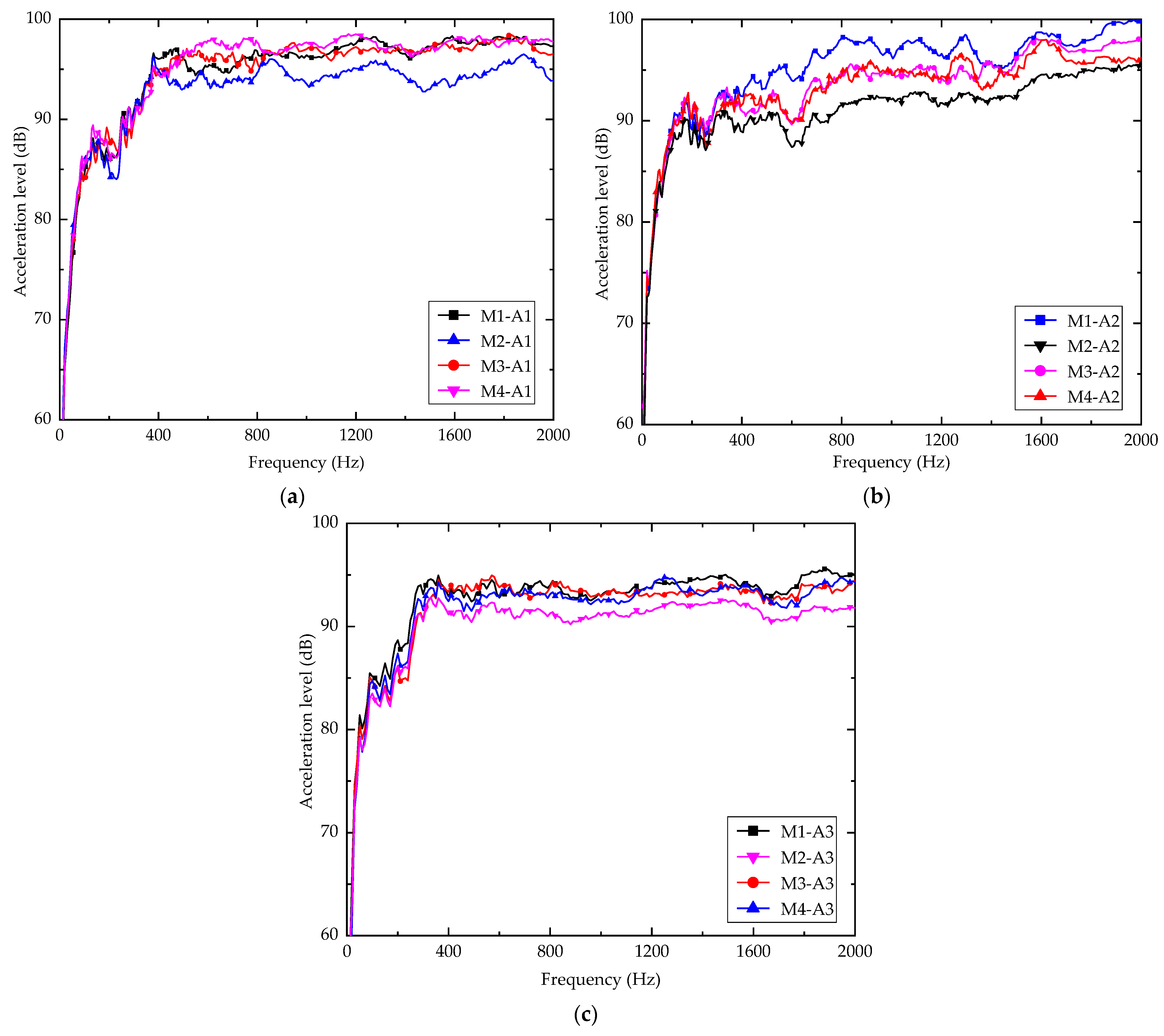
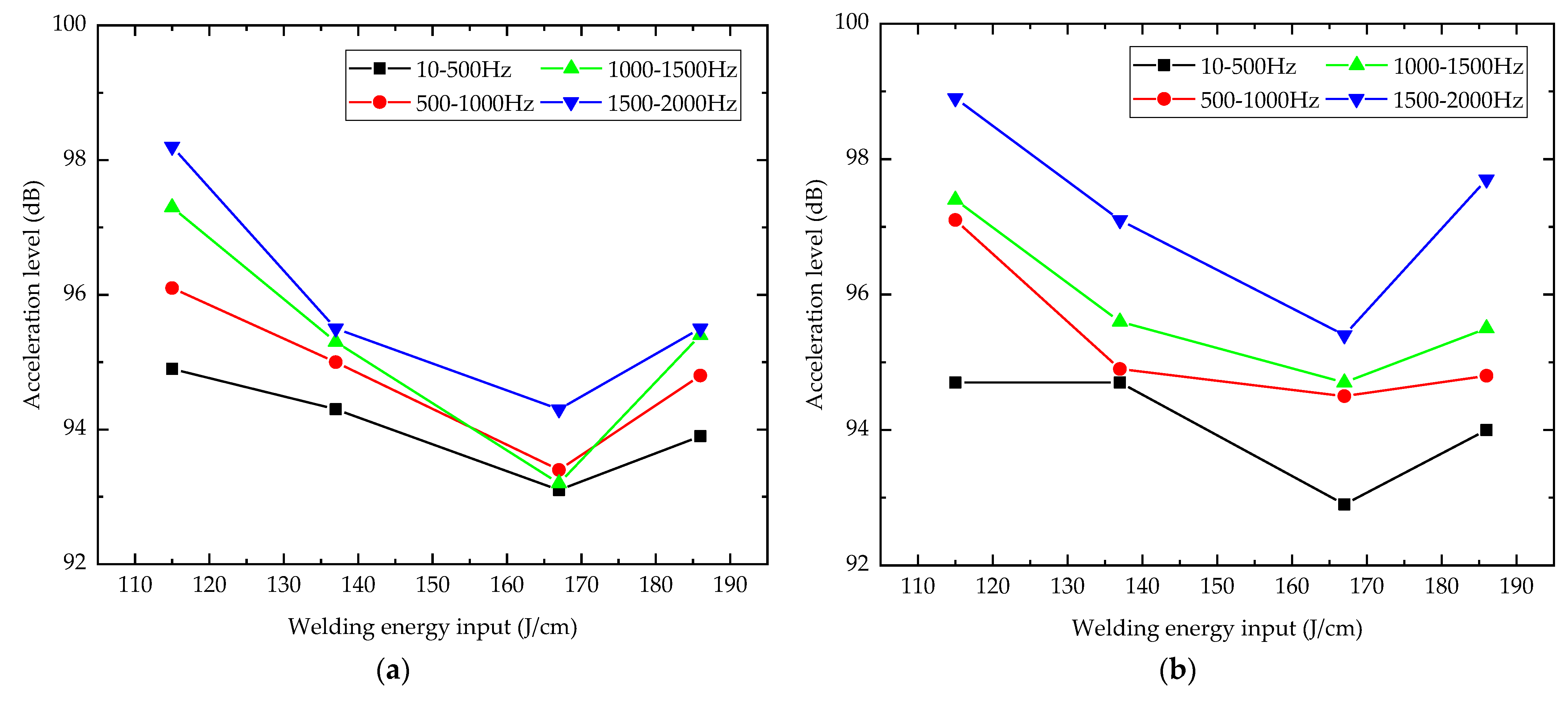
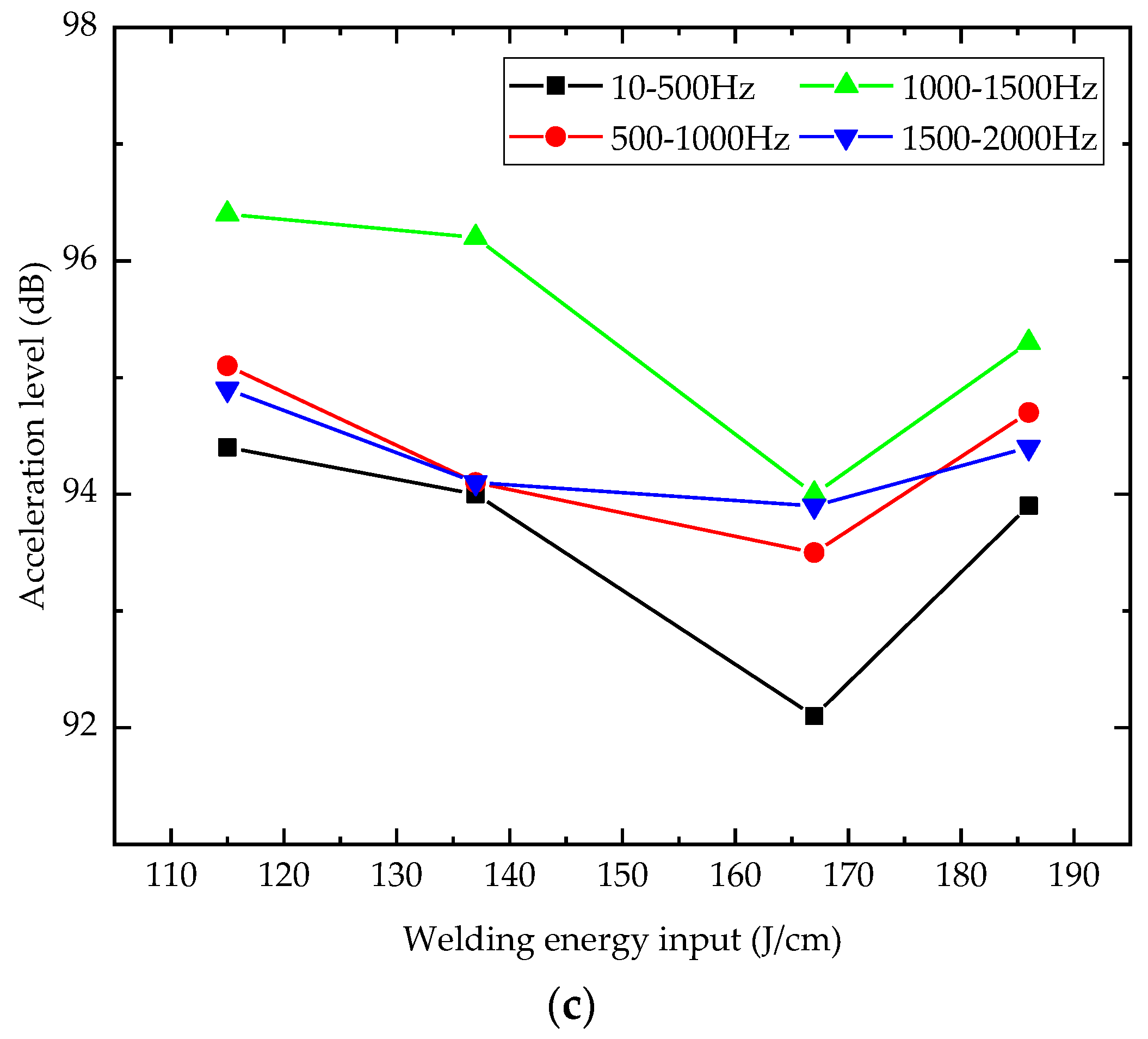
3.2. Influence on Vibration Characteristics
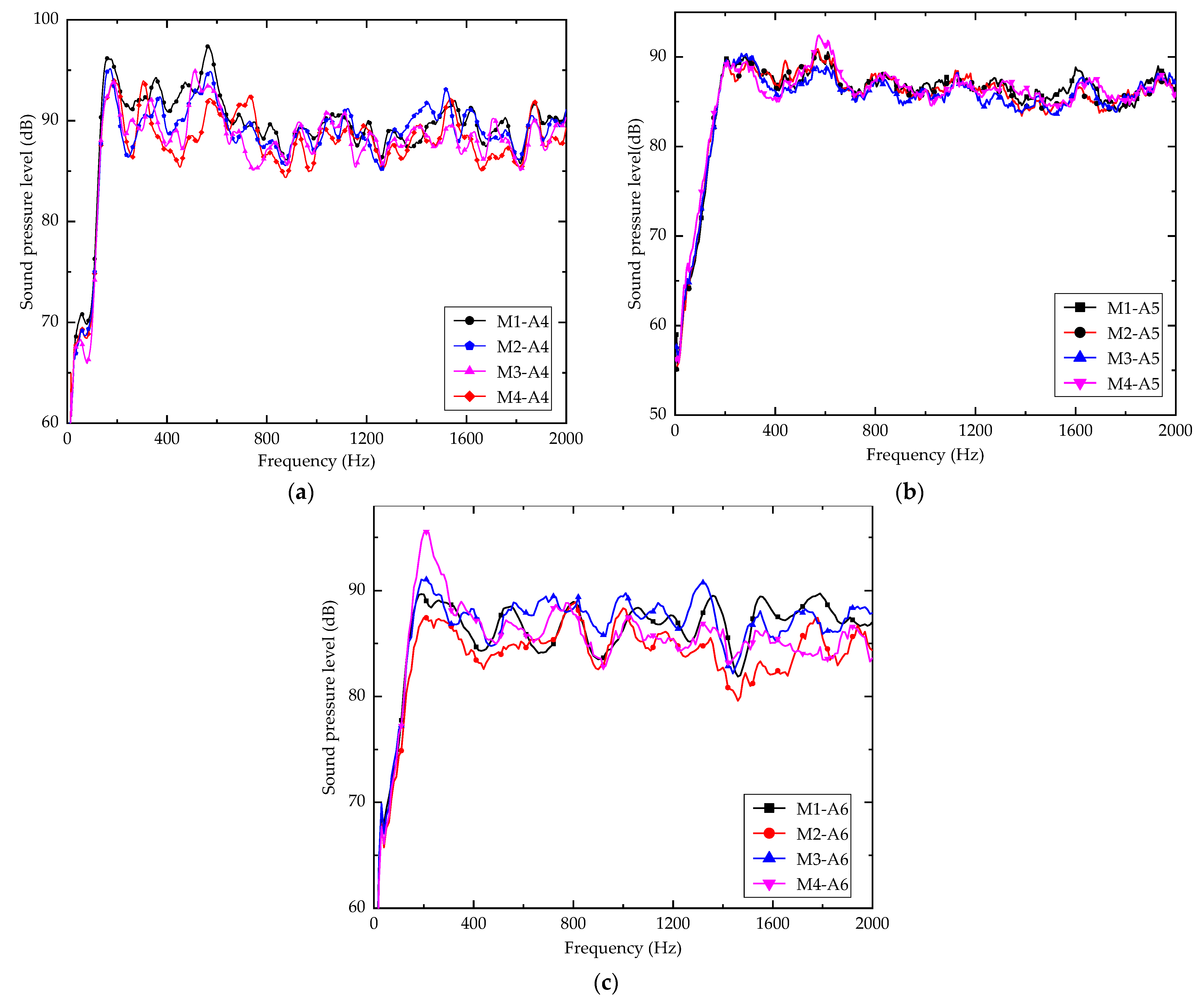
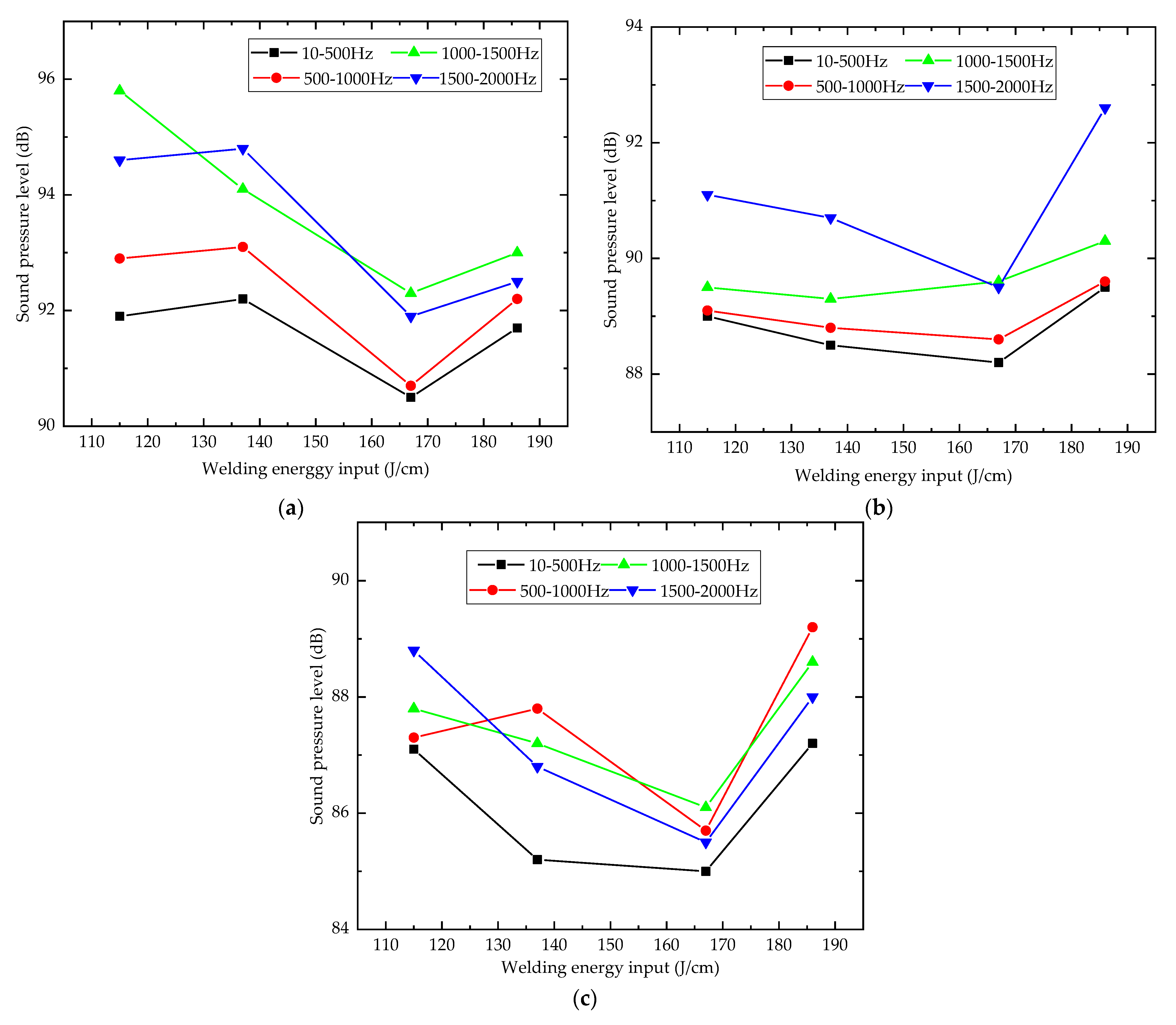
3.3. Influence on Acoustic Radiation Characteristics
4. Conclusions
- The welding energy input has a more significant influence on the first-order natural frequency than others, and the effect decreases initially and then increases as the welding energy input increases. The maximum change rate of natural frequency is 1.44% during a change in welding energy input (115–186 J/cm). The change rate of the natural frequency from the second- to fourth-order is kept within 1%, and the change rate gradually decreases as the order of the natural frequency increases;
- The welding energy input has a litter effect on the peak point distribution of vibration and acoustic radiation curves, but the peak point amplitude can be altered. Changes in the overall vibration acceleration level for each frequency band caused by a change in weld energy input (115–186 J/cm) are 2.0 dB, 2.7 dB, 4.1 dB, and 3.9 dB, respectively. Changes in the overall sound pressure level for each frequency band caused by a change in weld energy input (115–186 J/cm) are 1.7 dB, 2.4 dB, 3.5 dB, and 2.9 dB, respectively;
- The high-frequency vibro-acoustic characteristics of the structure are more sensitive to the welding energy input. Moreover, the sensitivity to changes in welding energy input initially increases and then declines during different welding energy inputs (115–186 J/cm);
- As welding energy input increases (115–186 J/cm), the overall vibration acceleration level and sound pressure level in the same frequency band decrease initially and subsequently increase. The best result is obtained when the welding energy input reaches 167 J/cm with a welding current of 200 A, a welding voltage of 25 V, and a welding speed of 3.02–3.06 mm/s, indicating that under this welding energy input, the specimen possesses superior vibro-acoustic characteristics compared to others.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Abbreviations
| a | Experimental acceleration |
| a0 | Reference acceleration |
| Ai (i = 1–3) | Vibration measuring point |
| Ai (i = 4–6) | Sound pressure measuring point |
| BEM | The boundary element method |
| CAA | The circumferential admittance approach |
| CRf | Change in rate of natural frequency |
| fown | Natural frequency under the influence of the welding |
| fnone | Natural frequency without the influence of the welding |
| CO2 | Carbon dioxide |
| FEM | The finite element method |
| FSW | Friction stir welding |
| GMAW | Gas metal arc welding |
| GTAW | Tungsten gas metal arc welding |
| HAZ | Heat-affected zone |
| I | Welding current |
| La | Vibration acceleration level |
| LTa | The overall vibration acceleration level |
| Lp | Sound pressure level |
| LTp | The overall sound pressure level |
| Mi (i = 1–4) | Test model number |
| MIG | Metal inert gas welding |
| Mode i (i = 1–4) | Order of natural frequency |
| p | Experimental sound pressure data |
| SAW | Submerged arc welding |
| p0 | Reference sound pressure |
| TIG | Tungsten inert gas welding |
| Q | Welding energy input |
| U | Welding voltage |
| v | Welding speed |
| X | X-axis |
| Y | Y-axis |
| Z | Z-axis |
References
- Jia, W.C.; Chen, M.X.; Xie, K.; Dong, W.K. Experimental and analytical investigations on vibro-acoustic characteristics of a submerged submarine hull coupled with multiple inner substructures. Ocean Eng. 2022, 259, 111960. [Google Scholar] [CrossRef]
- Zambon, A.; Moro, L.; Biot, M. Vibration analysis of super-yachts: Validation of the Holden Method and estimation of the structural damping. Mar. Struct. 2021, 75, 102802. [Google Scholar] [CrossRef]
- Maxit, L.; Ginoux, J.M. Prediction of the vibro-acoustic behavior of a submerged shell non periodically stiffened by internal frames. J. Acoust. Soc. Am. 2010, 128, 137–151. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Legault, J.; Mejdi, A.; Atalla, N. Vibro-acoustic response of orthogonally stiffened panels: The effects of finite dimensions. J. Sound Vib. 2011, 330, 5928–5948. [Google Scholar] [CrossRef]
- Kam, T.Y.; Jiang, C.H.; Lee, B.Y. Vibro-acoustic formulation of elastically restrained shear deformable stiffened rectangular plate. Compos. Struct. 2012, 94, 3132–3141. [Google Scholar] [CrossRef]
- Efimtsov, B.M.; Lazarev, L.A. Forced vibrations of plates and cylindrical shells with regular orthogonal system of stiffeners. J. Sound Vib. 2009, 327, 41–54. [Google Scholar] [CrossRef]
- Lin, T.R. An analytical and experimental study of the vibration response of a clamped ribbed plate. J. Sound Vib. 2012, 331, 902–913. [Google Scholar] [CrossRef] [Green Version]
- Xin, F.X.; Lu, T.J. Sound radiation of orthogonally rib-stiffened sandwich structures with cavity absorption. Compos. Sci. Technol. 2010, 70, 2198–2206. [Google Scholar] [CrossRef]
- Nassiraei, H. Geometrical effects on the LJF of tubular T/Y-joints with doubler plate in offshore wind turbines. Ships Offshore Struct. 2022, 17, 481–491. [Google Scholar] [CrossRef]
- Le Moyne, S.; Tebec, J.L.; Tawfiq, I. Acoustical influence of stiffeners on acoustic radiation of plates. Mech. Syst. Signal Process. 2005, 19, 195–212. [Google Scholar] [CrossRef]
- Sestieri, A.; Carcaterra, A. Vibro-acoustic: The challenges of a mission impossible? Mech. Syst. Signal Process. 2013, 34, 1–18. [Google Scholar] [CrossRef]
- Zhao, D.; Squicciarini, G.; Ferguson, N. Vibro-acoustic response of stiffened thin plates to incident sound. Appl. Acoust. 2021, 172, 107578. [Google Scholar] [CrossRef]
- Zhou, H.A.; Zhao, Y.G.; Wu, H.Y.; Meng, J.B. The vibro-acoustic analysis of periodic structure-stiffened plates. J. Sound Vib. 2020, 481, 115402. [Google Scholar] [CrossRef]
- Mejdi, A.; Atalla, N. Dynamic and acoustic response of bidirectionally stiffened plates with eccentric stiffeners subject to airborne and structure-borne excitations. J. Sound Vib. 2010, 329, 4422–4439. [Google Scholar] [CrossRef]
- Zhang, K.; Pan, J.; Lin, T.R. Vibration of rectangular plates stiffened by orthogonal beams. J. Sound Vib. 2021, 513, 116424. [Google Scholar] [CrossRef]
- Zhou, Z.L.; Mei, Z.Y.; Wu, D.J.; Chen, G.T. Vibro-acoustic behavior of submerged stiffened composite plates excited by a turbulent boundary layer. J. Sound Vib. 2022, 528, 116894. [Google Scholar] [CrossRef]
- Zhou, Z.W.; Chen, M.X.; Xiong, Y.P.; Jia, W.C.; Dong, W.K.; Xie, K. Experimental and mixed analytical–numerical studies for free and forced vibrations of Z-reinforced sandwich plates stiffened by steel ribs. Compos. Struct. 2021, 272, 114221. [Google Scholar] [CrossRef]
- Shen, C.; Xin, F.X.; Cheng, L.; Lu, T.J. Sound radiation of orthogonally stiffened laminated composite plates under airborne and structure borne excitations. Compos. Sci. Technol. 2013, 84, 51–57. [Google Scholar] [CrossRef]
- Chen, D.K.; Zi, H.; Li, Y.G.; Li, X.Y. Low frequency ship vibration isolation using the band gap concept of sandwich plate-type elastic metastructures. Ocean Eng. 2021, 235, 109460. [Google Scholar] [CrossRef]
- Song, Y.B.; Wen, J.H.; Yu, D.L.; Liu, Y.Z.; Wen, X.S. Reduction of vibration and noise radiation of an underwater vehicle due to propeller forces using periodically layered isolators. J. Sound Vib. 2014, 333, 3031–3043. [Google Scholar] [CrossRef]
- Titze, M.; Misol, M.; Monner, H.P. Examination of the vibro-acoustic behavior of a grid-stiffened panel with applied passive constrained layer damping. J. Sound Vib. 2019, 453, 174–187. [Google Scholar] [CrossRef]
- Zhou, X.Q.; Yu, D.Y.; Shao, X.Y.; Zhang, S.Q.; Wang, S. Research and applications of viscoelastic vibration damping materials: A review. Compos. Struct. 2016, 136, 460–480. [Google Scholar] [CrossRef]
- Oliazadeh, P.; Farshidianfar, A.; Crocker, M.J. Experimental and analytical investigation on sound transmission loss of cylindrical shells with absorbing material. J. Sound Vib. 2018, 434, 28–43. [Google Scholar] [CrossRef]
- Ma, X.; Chen, K.; Xu, J. Active control of sound radiation from rib stiffened plate using the weighted sum of spatial gradients as the cost function. Appl. Acoust. 2020, 157, 106991. [Google Scholar] [CrossRef]
- He, M.X.; Lyu, X.F.; Zhai, Y.J.; Tang, Y.; Yang, T.Z.; Ding, Q. Multi-objective optimal design of periodically stiffened panels for vibration control using data-driven optimization method. Mech. Syst. Signal Process. 2021, 160, 107872. [Google Scholar] [CrossRef]
- Sai, M.S.; Dhinakaran, V.; Kumar, K.P.M.; Rajkumar, V.; Stalin, B.; Sathish, T. A systematic review of effect of different welding process on mechanical properties of grade 5 titanium alloy. Mater. Today Proc. 2020, 21, 948–953. [Google Scholar] [CrossRef]
- Ahmed, S.; Rahman, R.A.; Awan, A.; Ahmad, S.; Akram, W.; Amjad, M.; Yahya, M.Y.; Koloor, S.S.R. Optimization of Process Parameters in Friction Stir Welding of Aluminum 5451 in Marine Applications. J. Mar. Sci. Eng. 2022, 10, 1539. [Google Scholar] [CrossRef]
- Honaryar, A.; Iranmanesh, M.; Liu, P.F.; Honaryar, A. Numerical and experimental investigations of outside corner joints welding deformation of an aluminum autonomous catamaran vehicle by inherent strain/deformation FE analysis. Ocean Eng. 2020, 200, 106976. [Google Scholar] [CrossRef]
- Gu, X.J.; Hao, Y.X.; Cao, Z. Natural vibration of doubly curved shallow shells with initial imperfections. Chin. J. Appl. Mech. 2019, 36, 67–74. [Google Scholar] [CrossRef]
- Ashwear, N.; Eriksson, A. Natural frequencies describe the pre-stress in tensegrity structures. Comput. Struct. 2014, 138, 162–171. [Google Scholar] [CrossRef]
- Yang, N.; Chen, L.Y.; Yi, H.; Liu, Y. A unified solution for vibration analysis of plates with general structural stress distributions. Int. J. Nav. Archit. Ocean Eng. 2016, 8, 615–630. [Google Scholar] [CrossRef] [Green Version]
- Chen, L.; Liu, Y. Acoustic characteristic analysis of prestressed cylindrical shells in local areas. Int. J. Acoust. Vib. 2016, 21, 301–307. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Object | Dimensions (mm) | Material |
|---|---|---|
| Panel | 18 × 900 × 1200 | L907A |
| Rib web | 18 ×900 × 1200 | L907A |
| Rib web panel | 16 × 80 × 900 | L907A |
| Longitudinal rib panel | 16 × 80 × 900 | L907A |
| Longitudinal rib Web | 12 × 250 × 1200 | L907A |
| Material | Mechanical Properties | Chemical Composition | |||||||
|---|---|---|---|---|---|---|---|---|---|
| Yield Strength | Density | Poisson’s Ratio | Elasticity Modulus | C | Si | Mn | P | S | |
| MPa | g · cm−3 | GPa | |||||||
| L907A | 500 | 7.85 | 0.3 | 2.06 | 0.07% | 0.54% | 0.90% | 0.01% | 0.003% |
| Model Number | Welding Energy Input (J/cm) | Welding Voltage (A) | Welding Current (V) | Welding Speed (mm/s) |
|---|---|---|---|---|
| M1 | 115 | 160 | 23.5 | 3.26 |
| M2 | 167 | 200 | 25 | 3.55 |
| M3 | 186 | 220 | 28 | 3.31 |
| M4 | 137 | 170 | 25 | 3.1 |
| Equipment | Function |
|---|---|
| Signal generator | Generate signal |
| Power amplifier | Amplify the primary signal and second signal to drive the exciter. |
| Exciter | As an incentive source |
| Charge amplifier | Obtain and amplify the weak signal output and provide appropriate gain. |
| Dynamic signal analyzer | Test data acquisition and analysis |
| Hammer | Apply impulse force |
| Force sensor | Obtain force signal |
| Acceleration sensor | Obtain acceleration signal |
| Hydrophone | Obtain sound pressure signal |
| Model Number | Frequency | |||
|---|---|---|---|---|
| Mode 1 (Hz) | Mode 2 (Hz) | Mode 3 (Hz) | Mode 4 (Hz) | |
| Finite element models | 74.07 | 144.66 | 173.46 | 284.84 |
| M1 | 75.14 | 143.69 | 173.65 | 284.56 |
| M2 | 74.38 | 144.43 | 174.41 | 285.25 |
| M3 | 75.09 | 144.73 | 174.84 | 284.86 |
| M4 | 74.77 | 145.18 | 173.76 | 284.80 |
| Model Number | Frequency CRf | |||
|---|---|---|---|---|
| Mode 1 (%) | Mode 2 (%) | Mode 3 (%) | Mode 4 (%) | |
| Finite element models | 0 | 0 | 0 | 0 |
| M1 | 1.44 | 0.67 | 0.11 | 0.098 |
| M2 | 0.42 | 0.16 | 0.55 | 0.14 |
| M3 | 1.38 | 0.048 | 0.795 | 0.07 |
| M4 | 0.95 | 0.36 | 0.17 | 0.014 |
| Average | ≤1.5% | ≤1% | ≤1% | ≤1% |
| Frequency Band | M1 | M2 | M3 | M4 | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| A1 | A2 | A3 | A1 | A2 | A3 | A1 | A2 | A3 | A1 | A2 | A3 | |
| 10–500 | 94.9 | 94.7 | 94.4 | 92.9 | 93.1 | 92.1 | 93.9 | 94 | 93.9 | 94.3 | 94.7 | 94.0 |
| 500–1000 | 96.1 | 97.1 | 95.1 | 93.4 | 94.5 | 93.5 | 94.8 | 94.8 | 94.7 | 95.0 | 94.9 | 94.1 |
| 1000–1500 | 97.3 | 97.4 | 96.4 | 93.2 | 94.7 | 94.0 | 95.4 | 95.5 | 95.3 | 95.3 | 95.6 | 96.2 |
| 1500–2000 | 98.2 | 98.9 | 94.9 | 94.3 | 95.4 | 93.9 | 95.5 | 97.7 | 94.4 | 95.5 | 97.1 | 94.1 |
| Frequency Band | M1 | M2 | M3 | M4 | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| A4 | A5 | A6 | A4 | A5 | A6 | A4 | A5 | A6 | A4 | A5 | A6 | |
| 10–500 | 91.9 | 89.0 | 87.1 | 90.5 | 88.2 | 85.0 | 91.7 | 89.5 | 87.2 | 92.2 | 88.5 | 85.2 |
| 500–1000 | 92.9 | 89.1 | 87.3 | 90.7 | 88.6 | 85.7 | 92.2 | 89.6 | 89.2 | 93.1 | 88.8 | 87.8 |
| 1000–1500 | 95.8 | 89.5 | 87.8 | 92.3 | 89.6 | 86.1 | 93.0 | 90.3 | 88.6 | 94.1 | 89.3 | 87.2 |
| 1500–2000 | 94.6 | 91.1 | 88.8 | 91.9 | 89.5 | 85.5 | 92.5 | 92.6 | 88.0 | 94.8 | 90.7 | 86.8 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, Z.; Jia, X.; Lin, Y.; Liu, H.; Wu, W. Experimental Investigation on Vibro-Acoustic Characteristics of Stiffened Plate Structures with Different Welding Parameters. J. Mar. Sci. Eng. 2022, 10, 1832. https://doi.org/10.3390/jmse10121832
Chen Z, Jia X, Lin Y, Liu H, Wu W. Experimental Investigation on Vibro-Acoustic Characteristics of Stiffened Plate Structures with Different Welding Parameters. Journal of Marine Science and Engineering. 2022; 10(12):1832. https://doi.org/10.3390/jmse10121832
Chicago/Turabian StyleChen, Ziheng, Xiaodan Jia, Yongshui Lin, Huabing Liu, and Weiguo Wu. 2022. "Experimental Investigation on Vibro-Acoustic Characteristics of Stiffened Plate Structures with Different Welding Parameters" Journal of Marine Science and Engineering 10, no. 12: 1832. https://doi.org/10.3390/jmse10121832
APA StyleChen, Z., Jia, X., Lin, Y., Liu, H., & Wu, W. (2022). Experimental Investigation on Vibro-Acoustic Characteristics of Stiffened Plate Structures with Different Welding Parameters. Journal of Marine Science and Engineering, 10(12), 1832. https://doi.org/10.3390/jmse10121832