
Estimation of Fracture Toughness of API 2W Gr.50 Steel in Ductile to Brittle Transition Behavior Using Master Curve Approach


Abstract
:1. Introduction
2. Fracture Toughness Estimation
2.1. Correlation between Charpy Impact Energy and Fracture Toughness
2.2. Master Curve Approach
3. Experimental Details
3.1. Tensile Test
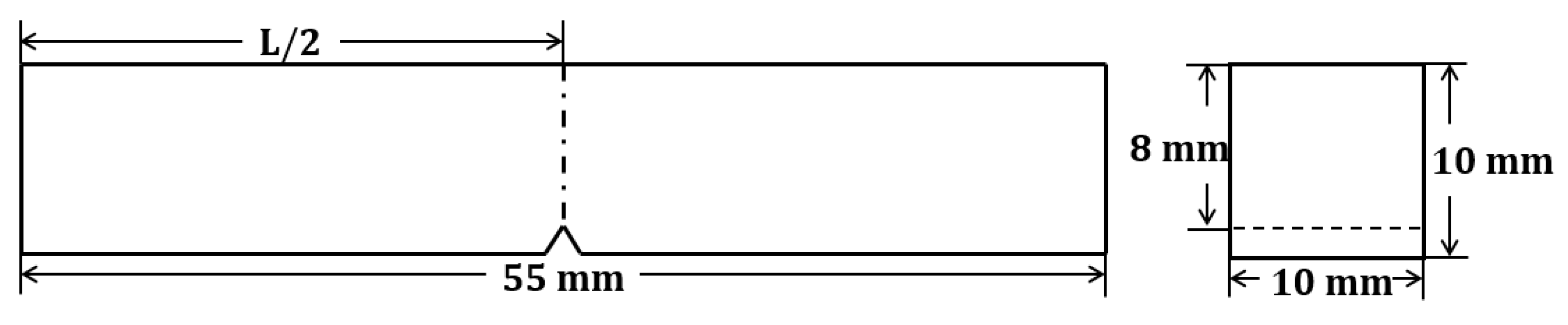
3.2. Charpy Impact Test
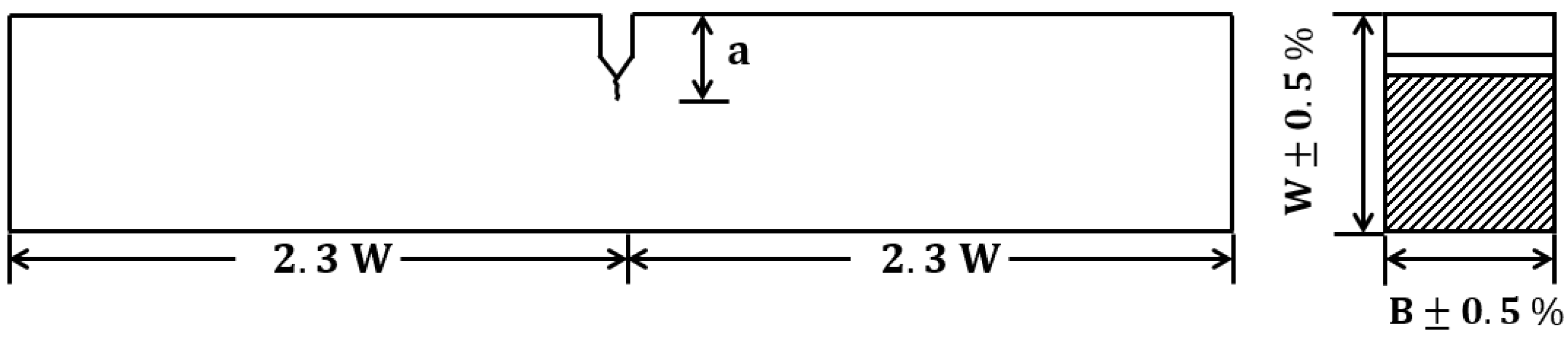
3.3. Fracture Toughness Test (CTOD)
3.4. Comparison between Charpy and CTOD Transition Curve
4. Master Curve Analysis
5. Conclusions
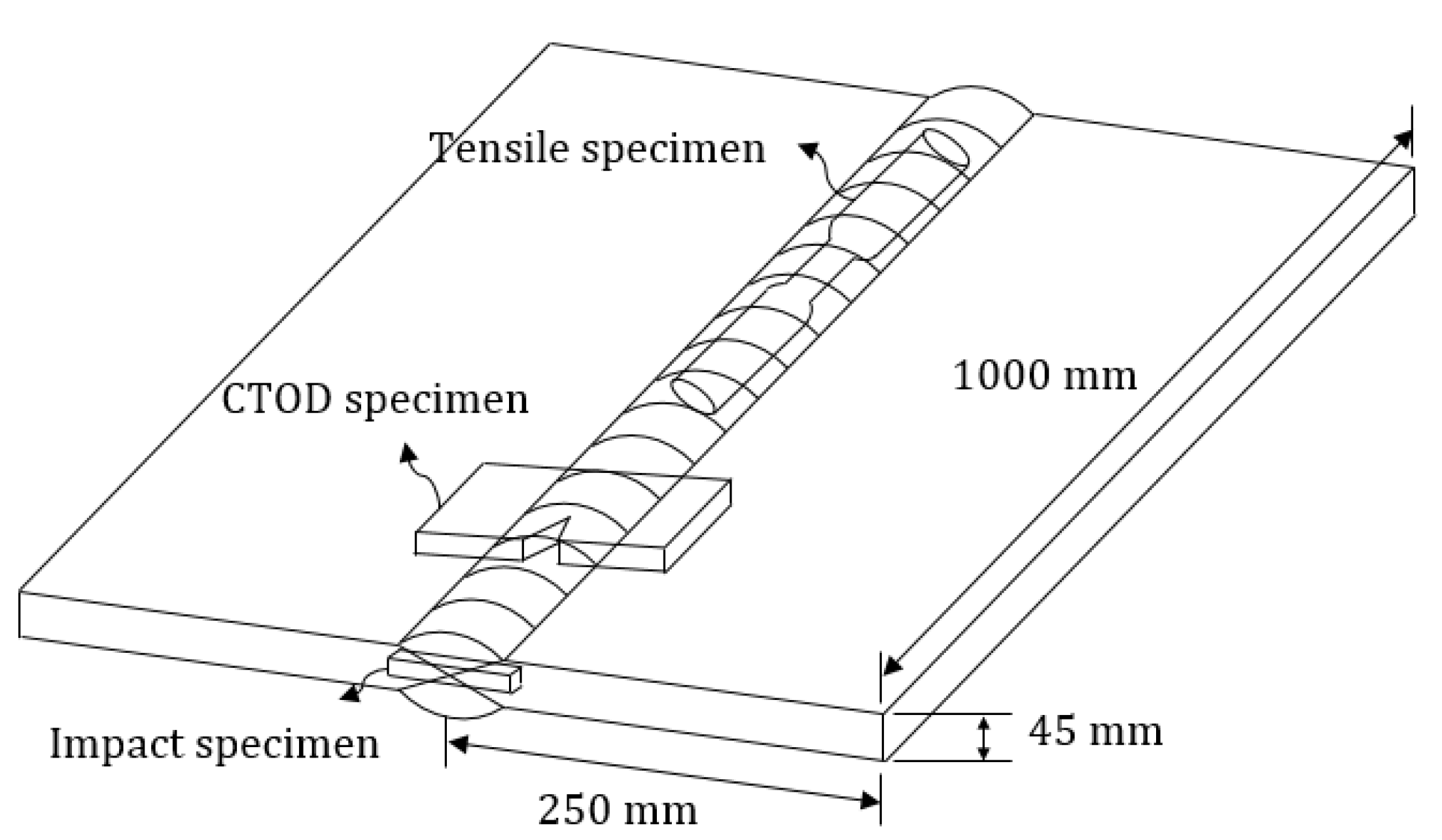
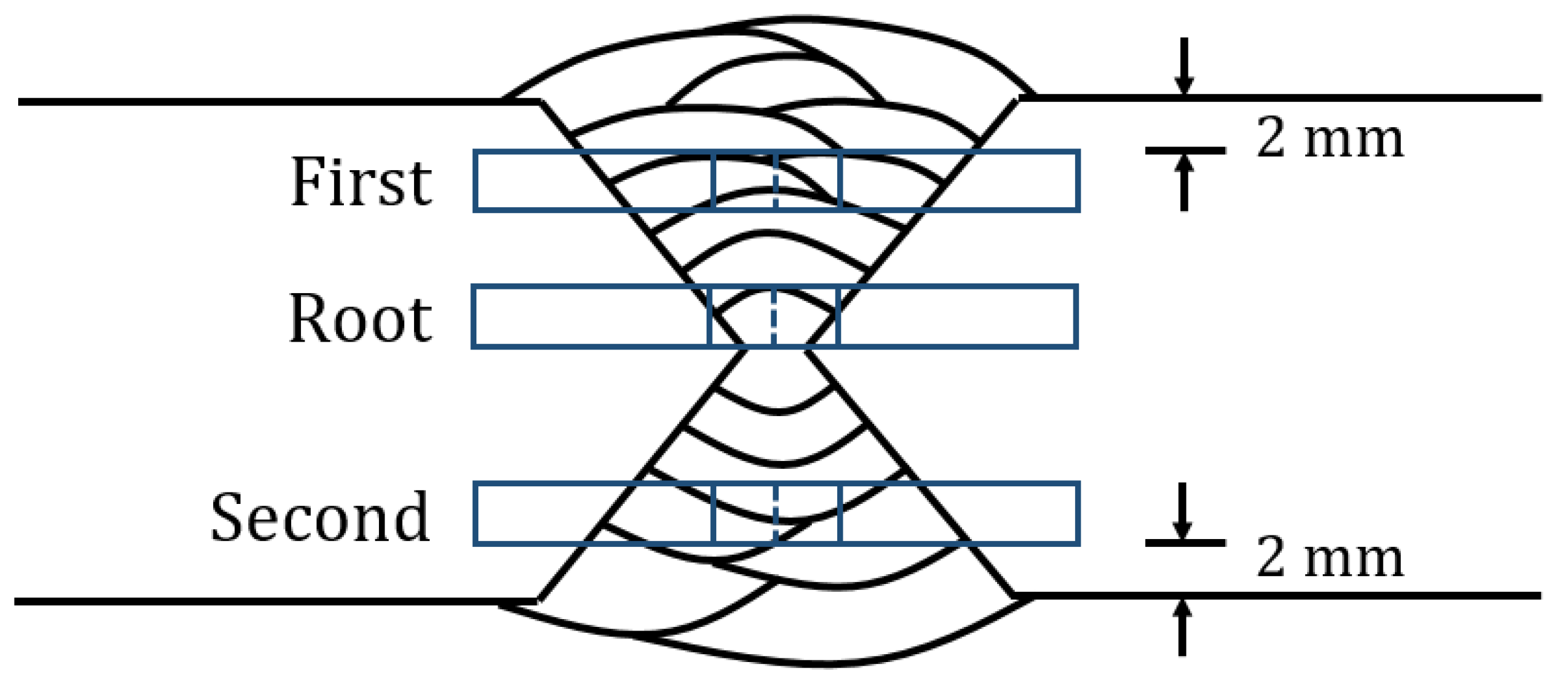
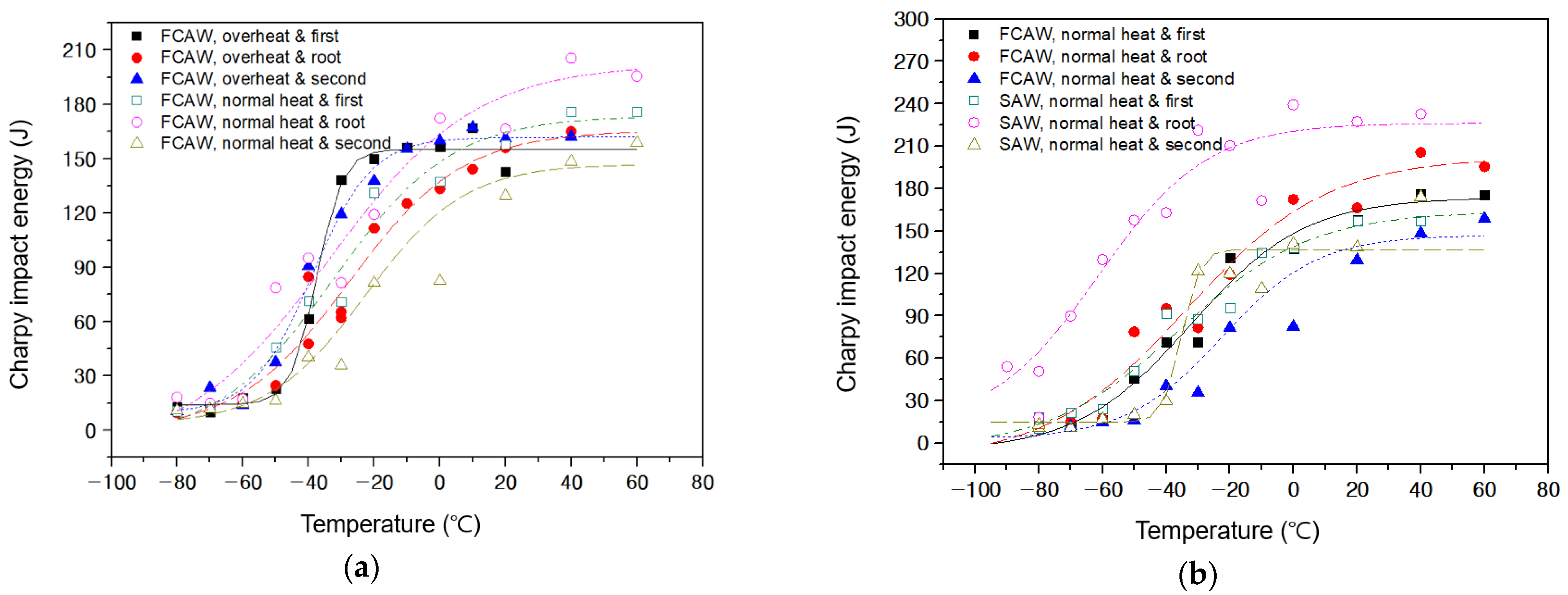
- In this study, the thickness of the welded plate is thicker than that of the Charpy impact specimen. Therefore, the impact test specimens are manufactured in three locations, and the DBTT and master curve according to the sample location are different. Based on the master curve by the CTOD transition temperature, the difference in estimated fracture toughness is the largest when the SAW process is applied. As confirmed in this study, if the thickness of the plate is much thicker than that of the standard specimen of the Charpy impact test, it is essential to examine the effect of the sample location.
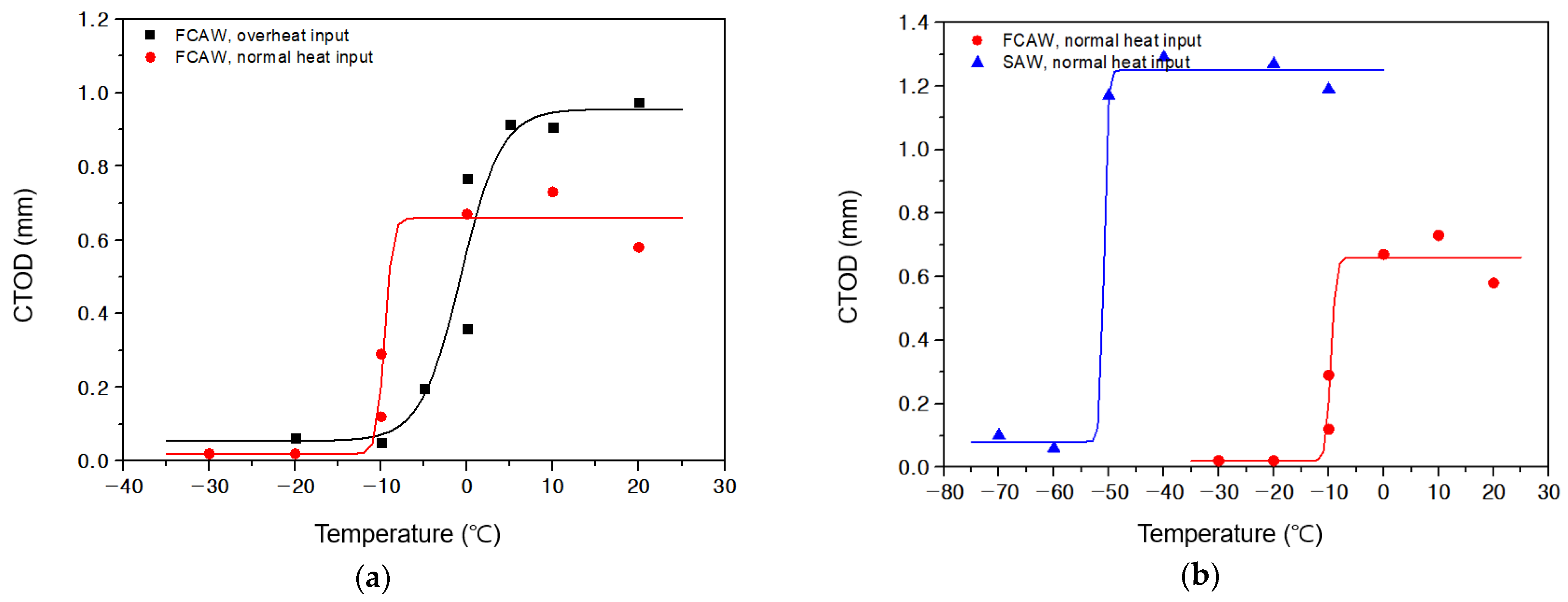
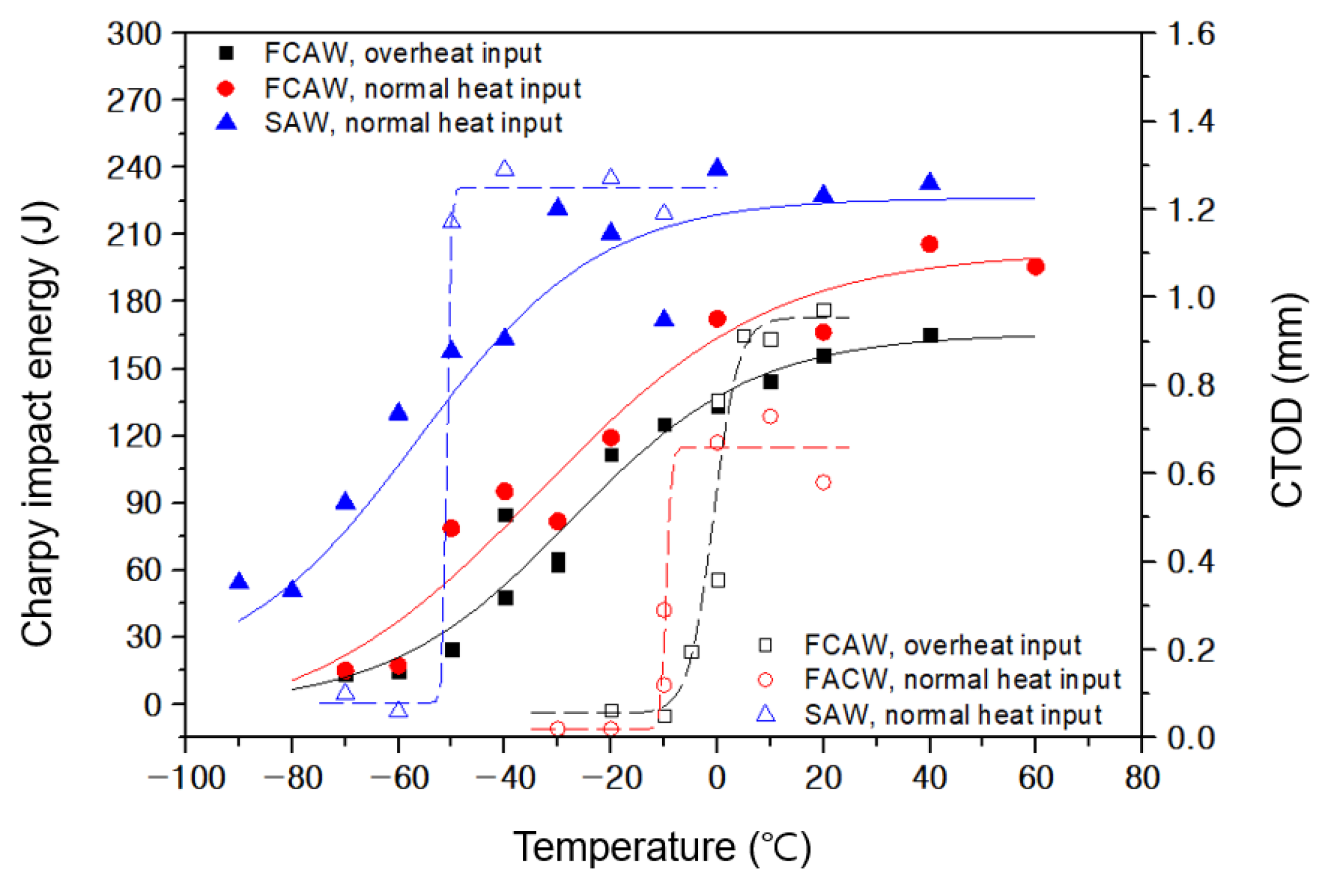
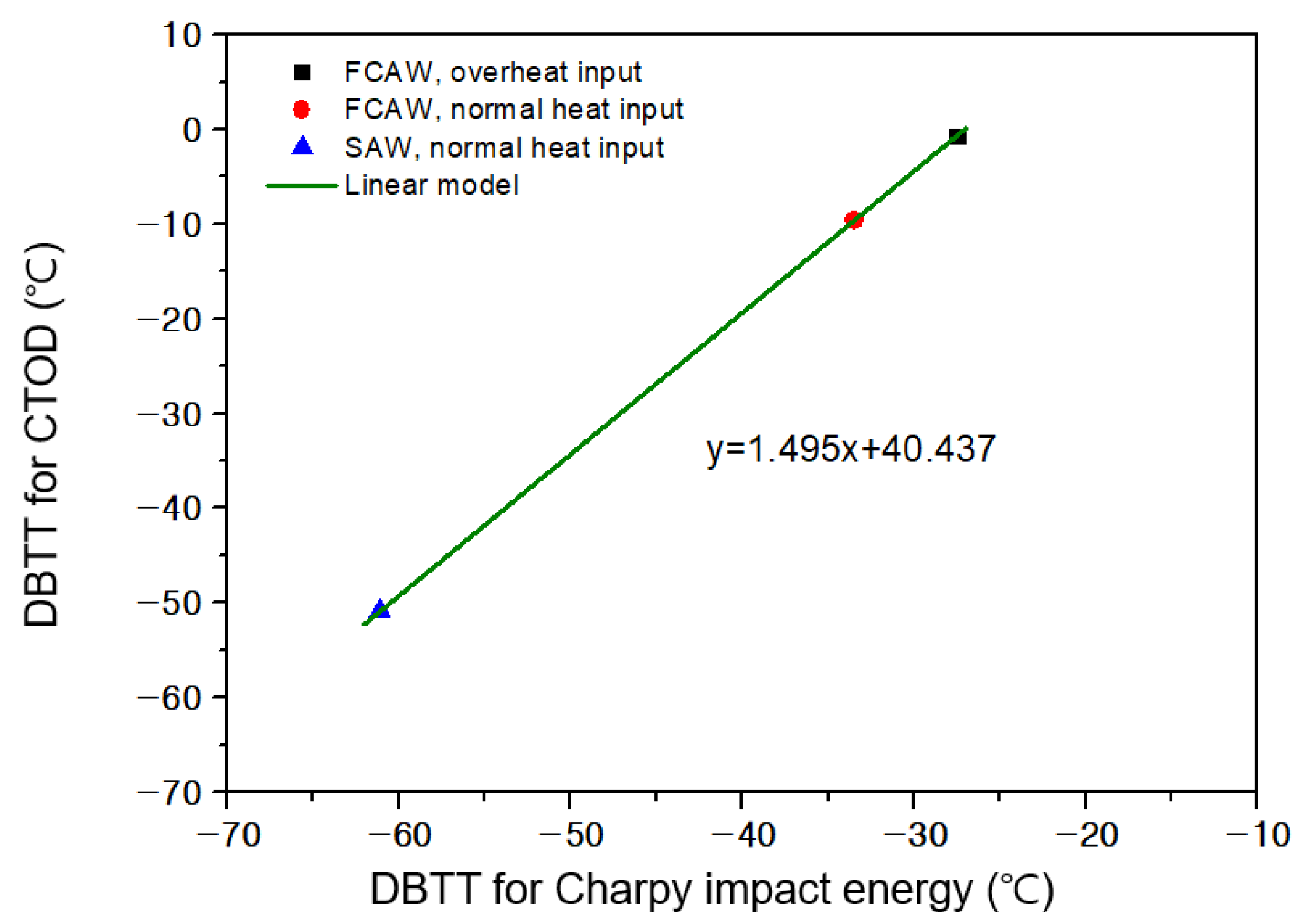
- The DBTT derived from the CTOD test is higher than that derived from the Charpy impact test. In addition, the CTOD transition temperature was calculated using the Charpy impact transition temperature. In case of transition temperature, the relationship between CTOD and Charpy impact tests represents the linear line.
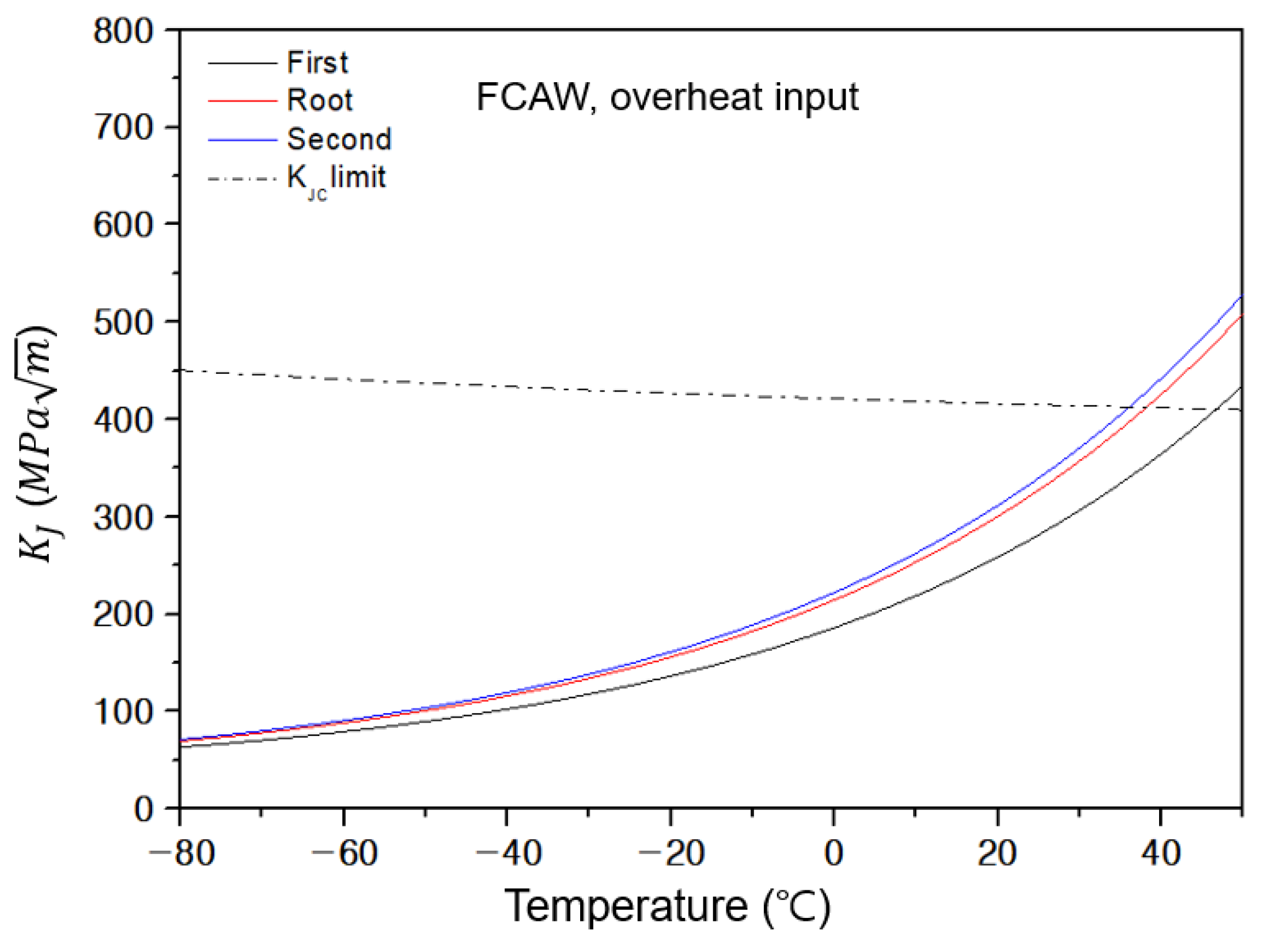
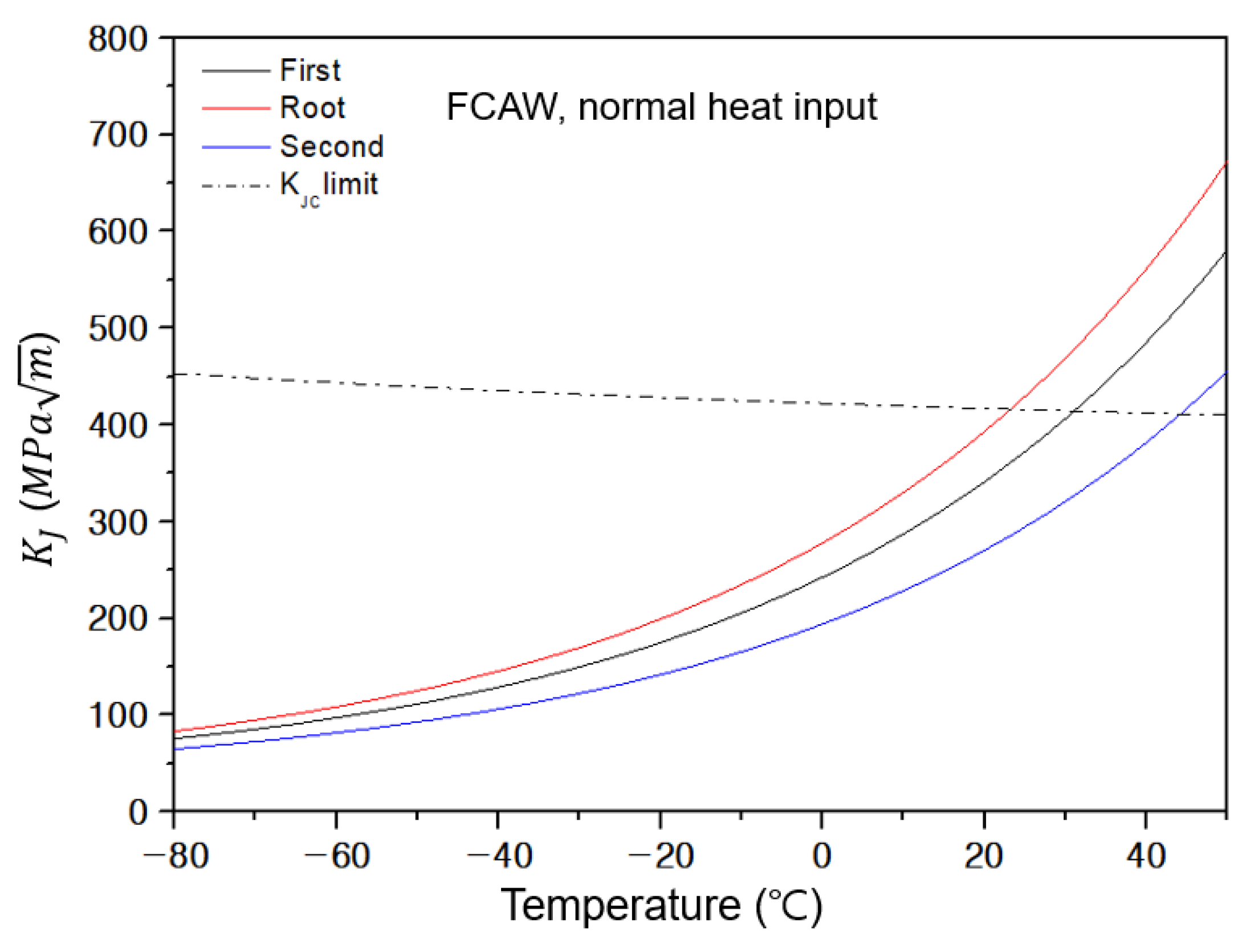
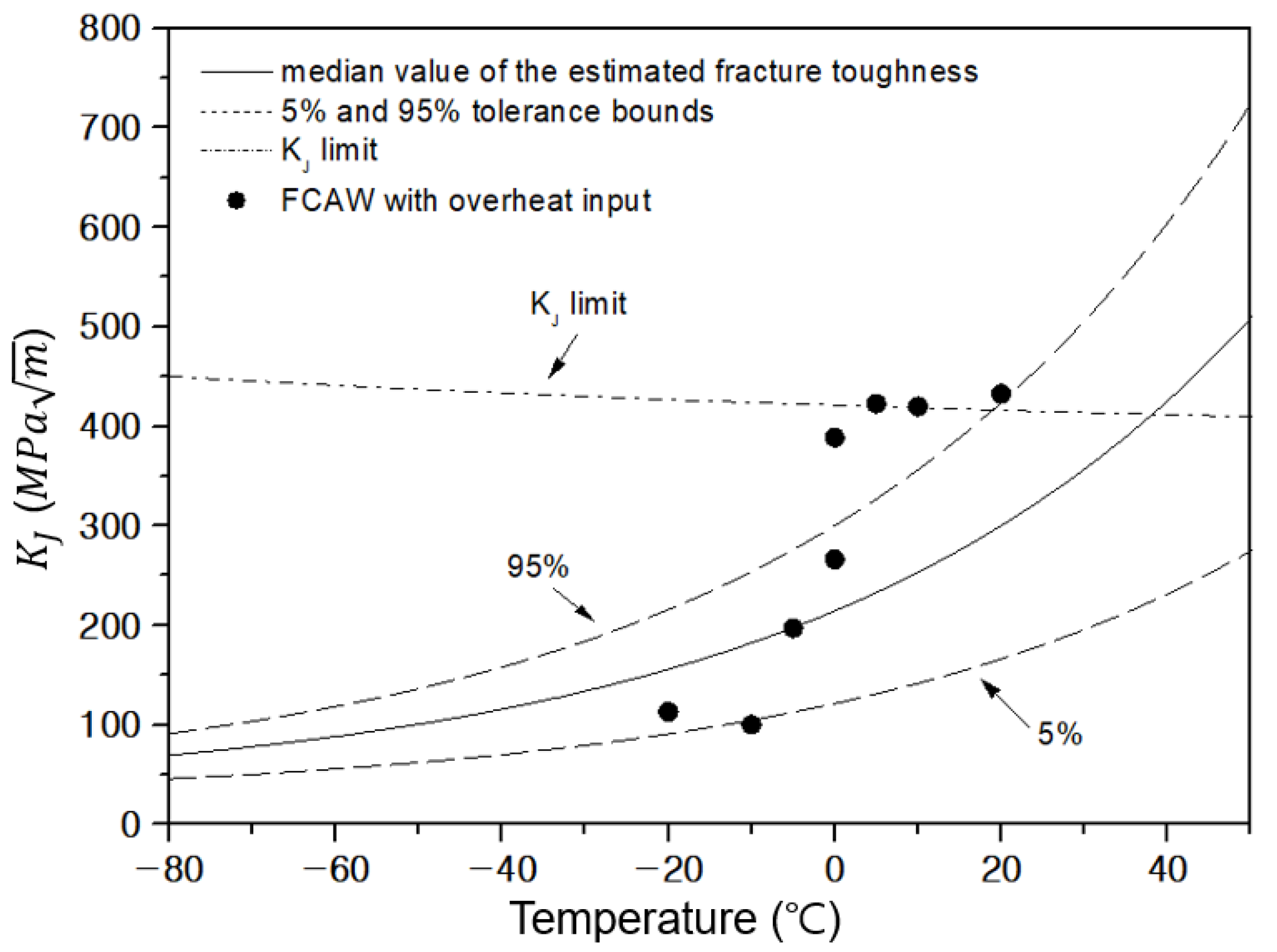
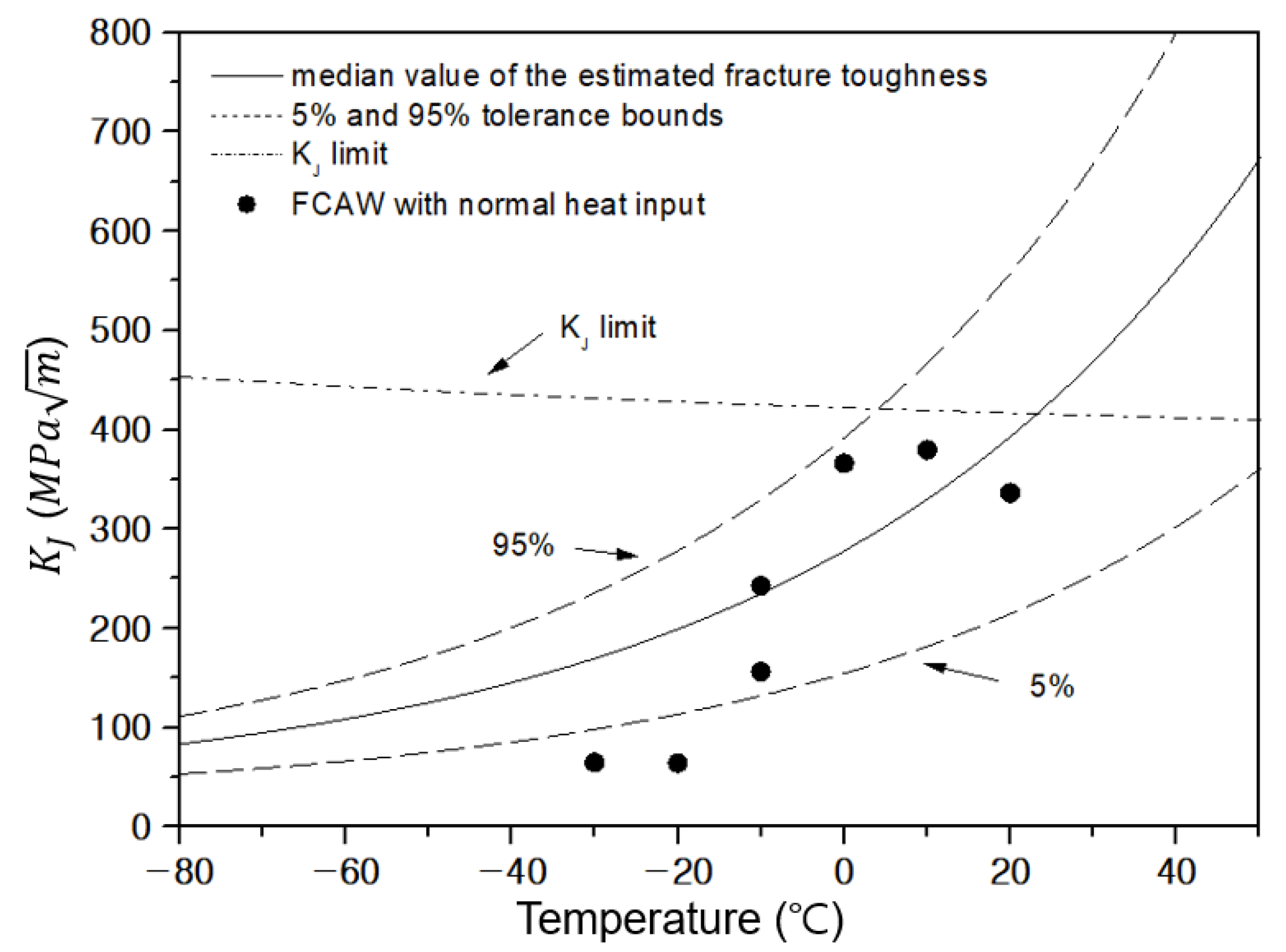
- When the FCAW process is applied, master curves derived from the impact test results provide appropriate fracture toughness values in the transition region. Although there are some points outside the tolerance bounds, fracture toughness can be predicted simply from the impact test results, and the transition behavior can be efficiently evaluated.
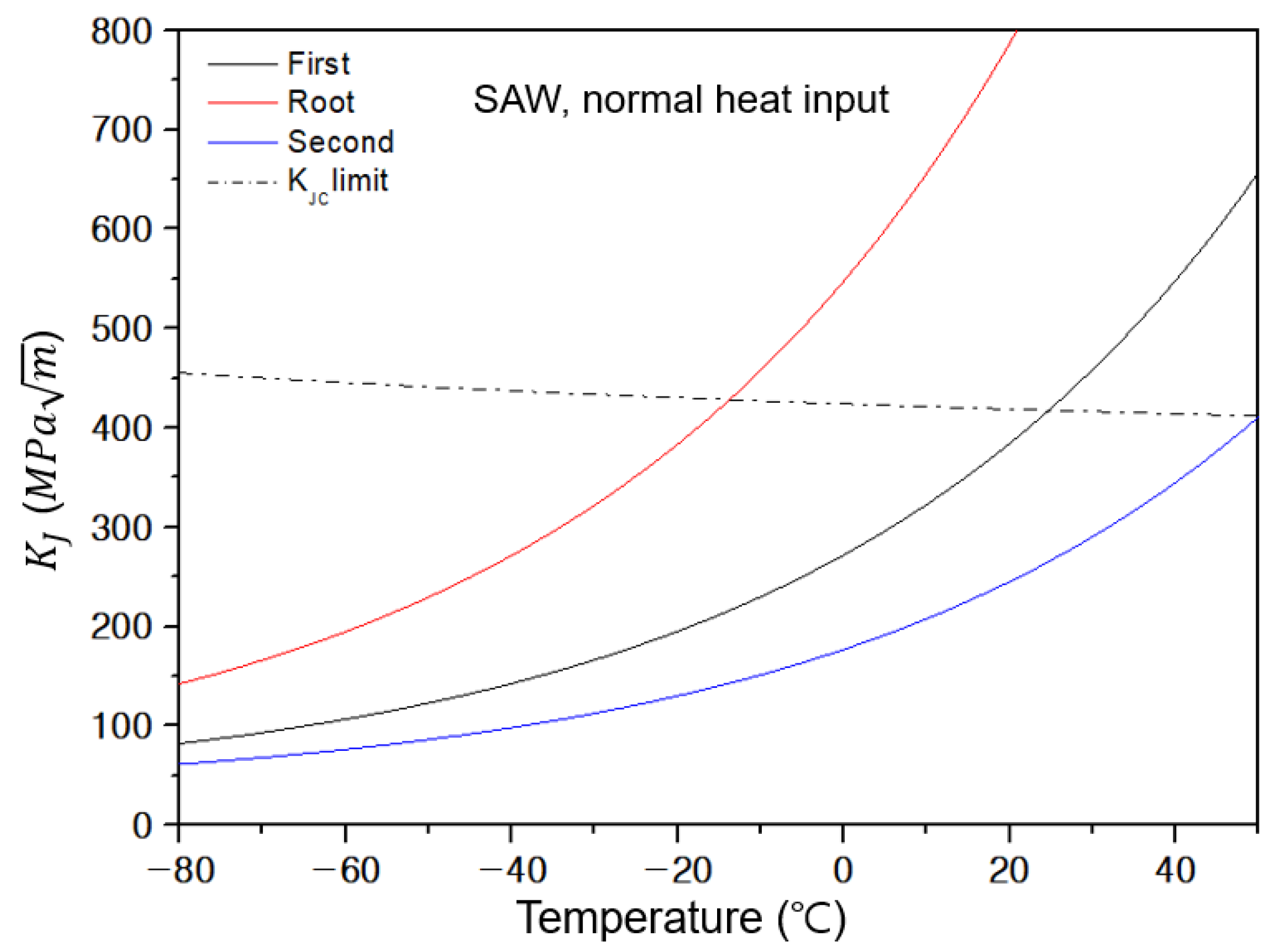
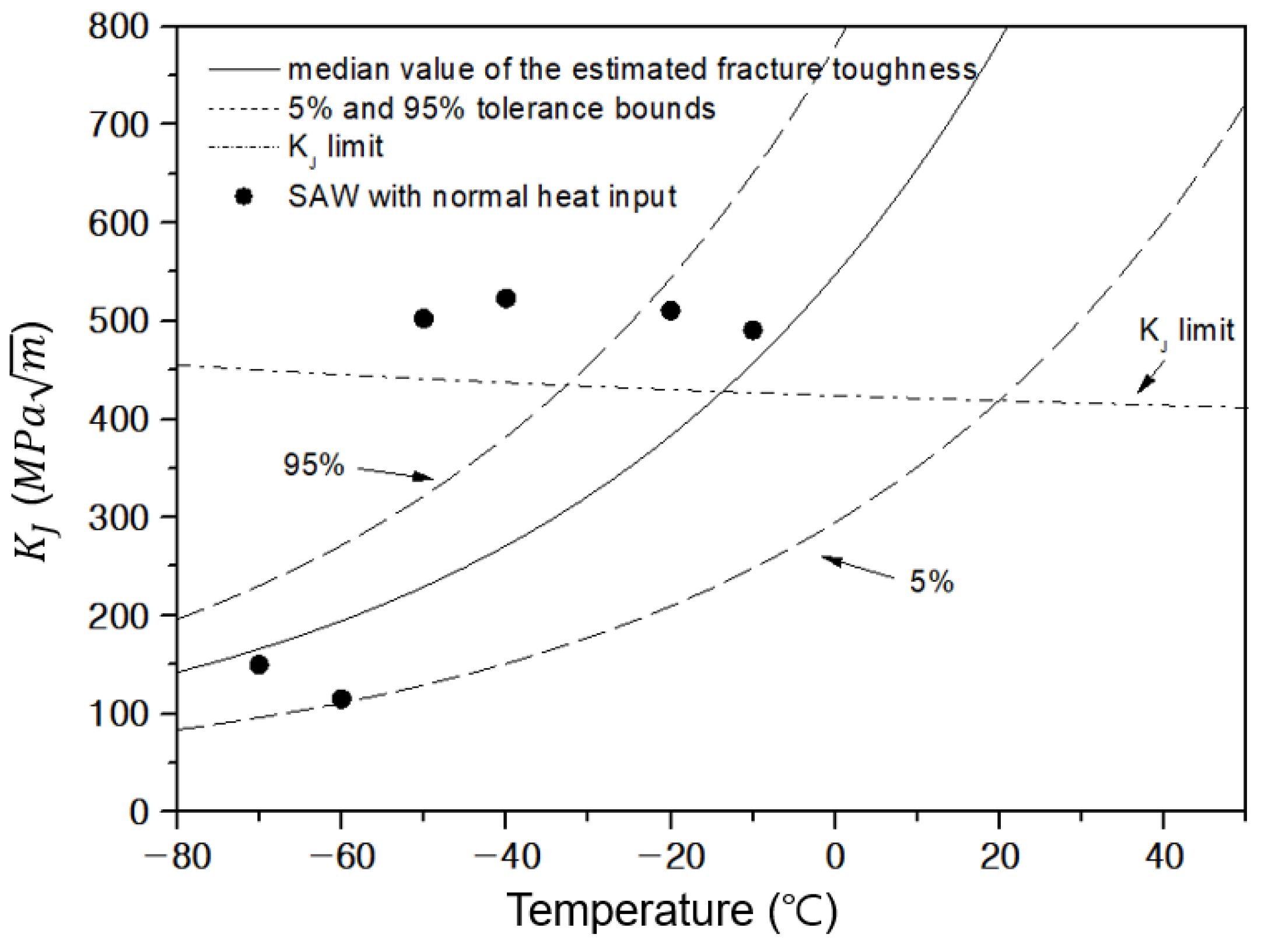
- When the SAW process is applied, the master curve conservatively evaluates fracture toughness and shows a significant difference from the CTOD test result. Therefore, additional considerations reflecting various welding conditions are required for accurate fracture toughness estimation.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Nomenclature
| thickness (mm) | |
| the size of uncracked ligament () | |
| the Charpy upper shelf energy (J) | |
| crack tip opening displacement () | |
| elastic modulus () | |
| the maximum fracture toughness at which fracture takes place under small-scale yielding conditions () | |
| the estimate of the fracture toughness () | |
| constant expressed as the ratio of yield strength to tensile strength for steel | |
| the probability of being less than estimated value | |
| tensile strength | |
| tensile strength at room temperature | |
| yield strength () | |
| yield stress at room temperature | |
| temperature () | |
| temperature for a median toughness of 100 in 25 mm thick specimen () | |
| the temperature for 27 J measured in a standard Charpy impact specimen () | |
| transition temperature () | |
| Poisson’s ratio | |
| CTOD | Crack Tip Opening Displacement |
| CVE | Charpy V-notch Energy |
| DBTT | Ductile to Brittle Transition Temperature |
| FCAW | Flux Cored Arc Welding |
| SAW | Submerged Arc Welding |
| SENB | Single Edge Notched Bend |
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | Force Type | Temperature (°C) | CTOD (mm) |
|---|---|---|---|
| FCAW 1* | −20 | 0.06 | |
| −10 | 0.05 | ||
| −5 | 0.20 | ||
| 0 | 0.36 | ||
| 0 | 0.77 | ||
| 5 | 0.91 | ||
| 10 | 0.91 | ||
| 20 | 0.97 | ||
| FCAW 2* | −30 | 0.02 | |
| −20 | 0.02 | ||
| −10 | 0.12 | ||
| −10 | 0.29 | ||
| 0 | 0.67 | ||
| 10 | 0.73 | ||
| 20 | 0.58 | ||
| SAW 2* | −70 | 0.10 | |
| −60 | 0.06 | ||
| −50 | 1.17 | ||
| −40 | 1.29 | ||
| −20 | 1.27 | ||
| −10 | 1.19 |
References
- Lee, J.S.; Kim, M.H. Strain-Based Failure Assessment Based on a Reference Strain Method for Welded Pipelines. J. OMAE 2020, 142, 041701. [Google Scholar] [CrossRef]
- BS 7448-1:1991; Fracture Mechanics Toughness Tests-Part1: Method for Determination of KIC, Critical CTOD and Critical J Values of Metallic Maeterials. British Standard Institution: London, UK, 1991.
- BS 7448-2:1997; Fracture Mechanics Toughness Tests-Part 2: Method for Determination of KIC, Critical CTOD and Critical J Values of Welds in Metallic Materials. British Standard Institution: London, UK, 1997.
- ASTM E1921-19A; Standard Test Method for Determination of Referece Temperature, T0, for Ferritic Steels in the Transition Range. ASTM International: West Conshohocken, PA, USA, 2019; T0.
- ISO 15653:2018; Metallic Materials—Method of Test for the Determination of Quasistatic Fracture Toughness of Welds. ISO: Geneva, Switzerland, 2018.
- Lee, J.H.; Shin, Y.T.; Kim, M.H. Validation of the Master Curve Approach Based on Charpy Impact Test with Groove Shapes. J. Weld. Join. 2019, 37, 539–546. [Google Scholar] [CrossRef] [Green Version]
- BS 7910: 2013; Guide to Methods for Assessing the Acceptability of Flaws in Metallic Structures. British Standard Institution: London, UK, 2013.
- BS 7910: 2019; Guide to Methods for Assessing the Acceptability of Flaws in Metallic Structures. British Standard Institution: London, UK, 2019.
- Pisarski, H.; Bezensek, B. Estimating Fracture Toughness from Charpy Data. In Proceedings of the ASME 2019 38th International Conference on Ocean, Offshore and Arctic Engineering, Glasgow, UK, 9–14 June 2019. [Google Scholar]
- Lee, J.H.; Kim, J.H.; Kim, M.H. Validation of the Master Curve Approach with Various Welding Conditions—Groove Shapes, Heat Inputs and Welding Processes. In Proceedings of the ASME 2020 39th International Conference on Ocean, Offshore and Arctic Engineering, Fort Lauderdale, FL, USA, 28 June–3 July 2020. [Google Scholar]
- Chao, Y.J.; Ward, J.J.D.; Sands, R.G. Charpy impact energy, fracture toughness and ductile-brittle transition temperature of dual-phase 590 Steel. Mater. Des. 2007, 28, 551–557. [Google Scholar] [CrossRef]
- Barbosa, V.S.; Ruggieri, C. Fracture toughness testing using non-standard bend specimens—Part II: Experiments and evaluation of T0 reference temperature for a low alloy structural steel. Eng. Fract. Mech. 2018, 195, 297–312. [Google Scholar] [CrossRef]
- Hadley, I.; Pisarski, H. Materials propertied for Engineering Critical Assessment: Background to the advice given BS 7910:2013. Int. J. PVP 2018, 168, 191–199. [Google Scholar]
- Barsom, J.M.; Rolfe, S.T. Correlation between KIC and Charpy V-Notch Test Results in the Transition-Temperature Range. In ASTM STP 466, 28, Impact Testing of Metals; American Society for Testing and Materials: Philadelphia, PA, USA, 1970; pp. 281–302. [Google Scholar]
- Wallin, K. A simple fracture mechanics based Charpy-V impact energy criterion for plastic collapse. Eng. Fract. Mech. 2020, 237, 107247. [Google Scholar] [CrossRef]
- Lucon, E.; Wallin, K.; Langenberg, P.; Pisarski, H. The Use of Charpy/Fracture Toughness Correlations in the Fitnet Procedure. In Proceedings of the OMAE2005 24th International Conference on Offshore Mechanics and Arctic Engineering, Halkidiki, Greece, 12–17 June 2005. [Google Scholar]
- Barbosa, V.S.; Godois, L.A.C.; Bianchi, K.E.; Ruggieri, C. Charpy impact energy correlation with fracture toughness for low alloy structural steel welds. Theor. Appl. Fract. Mech. 2021, 113, 102934. [Google Scholar] [CrossRef]
- ASTM E23-18; Standard Test Method for Notched Bar Impact Testing of Metallic Materials. ASTM International: West Conshohocken, PA, USA, 2018.
- ASTM E8/E8M-16a; Standard Test Methods for Tension Testing of Metallic Materials. ASTM International: West Conshohocken, PA, USA, 2016.
- Oldfield, W. Fitting curves to toughness data. J. Test. Eval. 1979, 7, 326–333. [Google Scholar]















| (wt.%) | C | Si | Mn | p | S | Cu | Ni | Mo | Ti | Al | Cr | Ce | V |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| B.M. | 0.16 | 0.33 | 1.38 | 0.03 | 0.01 | 0.35 | 0.75 | 0.08 | 0.02 | 0.012 | - | 0.41 | - |
| FCAW 1* | 0.043 | 0.371 | 1.330 | 0.012 | 0.012 | 0.038 | 1.331 | 0.008 | 0.043 | - | 0.038 | - | 0.017 |
| FCAW 2* | 0.047 | 0.301 | 1.218 | 0.014 | 0.017 | 0.051 | 1.204 | 0.012 | 0.040 | - | 0.024 | - | 0.016 |
| SAW 2* | 0.077 | 0.307 | 1.362 | 0.015 | 0.011 | 0.122 | 0.151 | 0.005 | 0.014 | 0.019 | 0.029 | - | 0.005 |
| Welding Method | Groove Angle (°) | Root Face (mm) | Root Gap (mm) | Heat Input (kJ/cm) | Welding Current (A) | Welding Voltage (V) |
|---|---|---|---|---|---|---|
| FCAW 1* | 60 | 0~3 | 6 | >45 | 380 | 40 |
| FCAW 2* | 60 | 0~3 | 0~3 | 25~30 | 320 | 36 |
| SAW 2* | 60 | Min. 6 | 0~2 | 30~45 | 660 | 32 |
| Material | Yield Strength (MPa) | Tensile Strength (MPa) | Elastic Modulus (GPa) |
|---|---|---|---|
| B.M | 345 | 448 | 205 |
| FCAW 1* | 576.4 | 621.7 | 195 |
| FCAW 2* | 539.4 | 601.3 | 209 |
| SAW 2* | 541.8 | 583.8 | 210 |
| Materials | Sample Location | A | B | C | ||
|---|---|---|---|---|---|---|
| FCAW 1* | First | 84.7 | 70.5 | 7.9 | −37.5 | −46.6 |
| Root | 82.2 | 83.2 | 34.4 | −27.5 | −55.0 | |
| Second | 85.8 | 76.2 | 18.0 | −38.8 | −57.3 | |
| FCAW 2* | First | 84.0 | 89.7 | 36.7 | −32.2 | −59.0 |
| Root | 94.8 | 107.5 | 44.1 | −33.5 | −66.3 | |
| Second | 75.0 | 72.1 | 29.9 | −22.5 | −46.5 | |
| SAW 2* | First | 79.9 | 84.0 | 41.0 | −36.0 | −66.4 |
| Root | 119.0 | 107.4 | 33.9 | −61.1 | −104.6 | |
| Second | 75.9 | 61.1 | 5.7 | −35.2 | −41.4 |
| Materials | A | B | C | |
|---|---|---|---|---|
| FCAW 1* | 0.51 | 0.45 | 4.68 | −0.7 |
| FCAW 2* | 0.34 | 0.32 | 0.90 | −9.6 |
| SAW 2* | 0.67 | 0.59 | 0.69 | −50.9 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kim, J.; Park, J.; Kim, M. Estimation of Fracture Toughness of API 2W Gr.50 Steel in Ductile to Brittle Transition Behavior Using Master Curve Approach. J. Mar. Sci. Eng. 2022, 10, 1066. https://doi.org/10.3390/jmse10081066
Kim J, Park J, Kim M. Estimation of Fracture Toughness of API 2W Gr.50 Steel in Ductile to Brittle Transition Behavior Using Master Curve Approach. Journal of Marine Science and Engineering. 2022; 10(8):1066. https://doi.org/10.3390/jmse10081066
Chicago/Turabian StyleKim, Jihoon, Jeongyeol Park, and Myunghyun Kim. 2022. "Estimation of Fracture Toughness of API 2W Gr.50 Steel in Ductile to Brittle Transition Behavior Using Master Curve Approach" Journal of Marine Science and Engineering 10, no. 8: 1066. https://doi.org/10.3390/jmse10081066
APA StyleKim, J., Park, J., & Kim, M. (2022). Estimation of Fracture Toughness of API 2W Gr.50 Steel in Ductile to Brittle Transition Behavior Using Master Curve Approach. Journal of Marine Science and Engineering, 10(8), 1066. https://doi.org/10.3390/jmse10081066