
CFD-Based Study on the Flow and Kinetic Energy Characteristics of a Supercritical Suspended Abrasive Water Jet in the Deep-Sea Environment


Abstract
:1. Introduction
2. Supercritical Suspended Abrasive Water Jet
3. CFD Simulation
- (1)
- The nozzle is rigid and no deformation occurs throughout the simulation.
- (2)
- The abrasive particles are uniform and of equal size, without particle fragmentation or mass exchange.
- (3)
- In the initial state, supercritical water is the only material filling the computational domain.
- (4)
- The nozzle wall is considered a non-slip fixed wall, and the simulation only accounts for elastic collisions between the abrasive particles and the nozzle wall.
3.1. Material Properties
3.2. Geometric Model
3.3. Governing Equations
3.4. Force Equation of Abrasive Particles
3.5. Parameters and Boundary Conditions
3.5.1. Parameter Settings
3.5.2. Boundary Conditions
3.6. Model Validation
3.7. Grid Independence
4. Results and Discussion
4.1. Comparison with the Conventional Suspended Abrasive Water Jet
4.2. Effects of Parameters on the Acceleration Process of Abrasive Particles
4.3. Effects of Water Temperature on Jet Kinetic Energy Characteristics
4.4. Effects of Inlet Pressure on Jet Kinetic Energy Characteristics
5. Conclusions
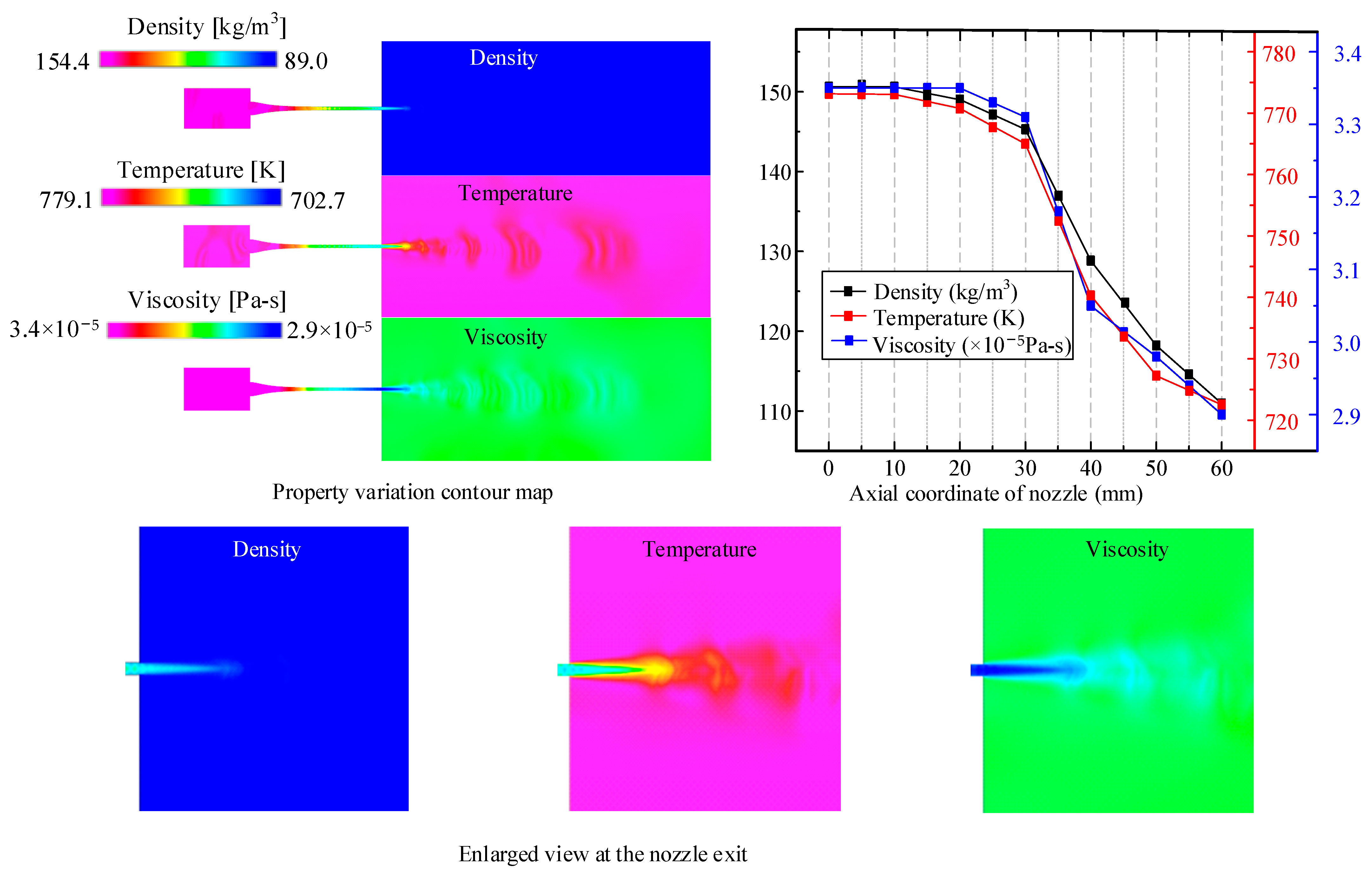
- Comparing to the conventional suspended abrasive water jet, the proposed supercritical suspended abrasive water jet increases the jet velocity by 192.2% to 402.40 m/s and saves water by 67.7% at 773.15 K. Correspondingly, the jet kinetic energy increases by 177.7% and the particle kinetic energy increases by 723.2%. In the nozzle, the supercritical water density drops by 26.35%, water temperature drops by 6.55%, and viscosity drops by 12.69% in this case.
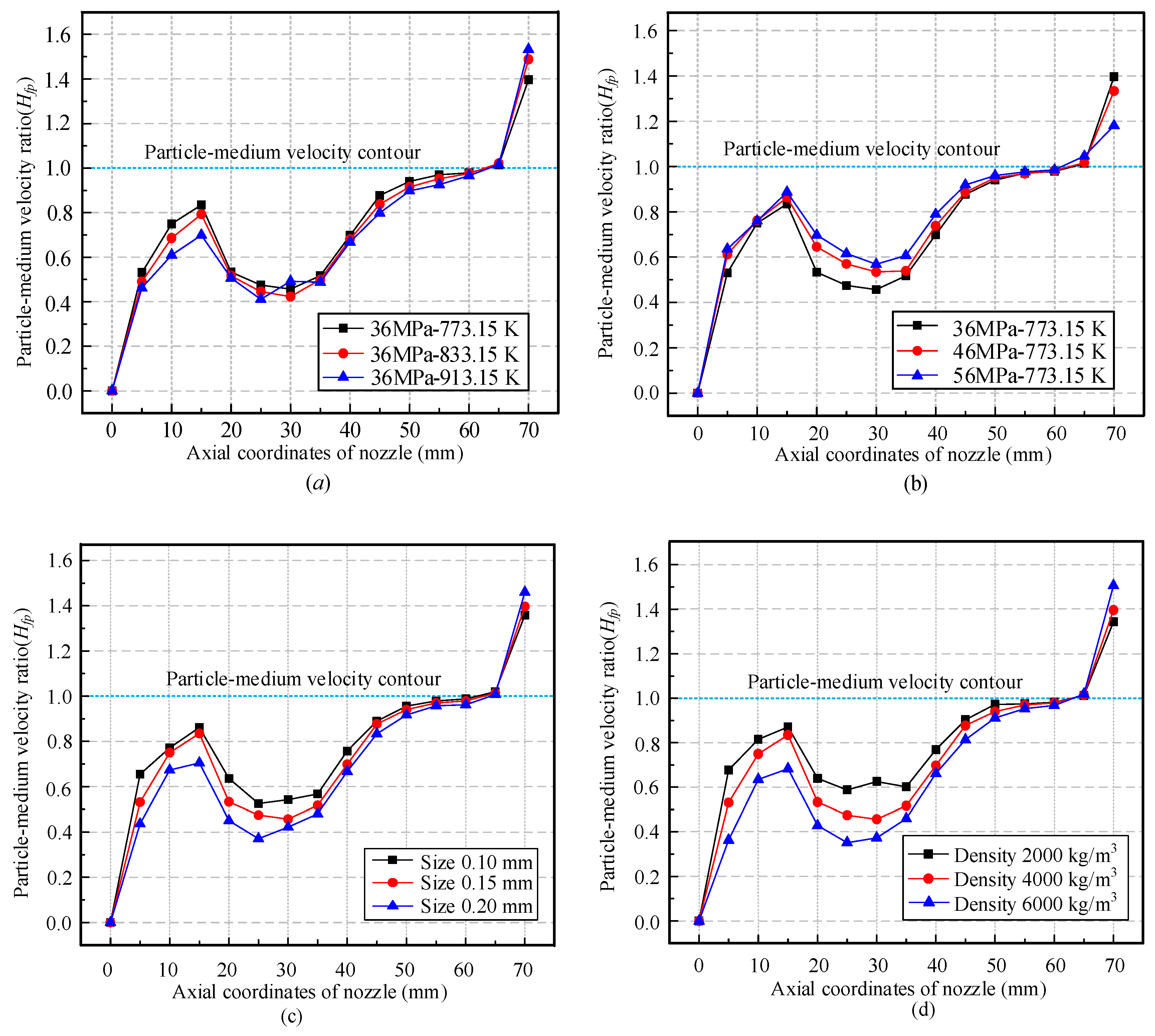
- The water temperature, inlet pressure, abrasive particle density, and particle size affect the abrasive particle acceleration process.
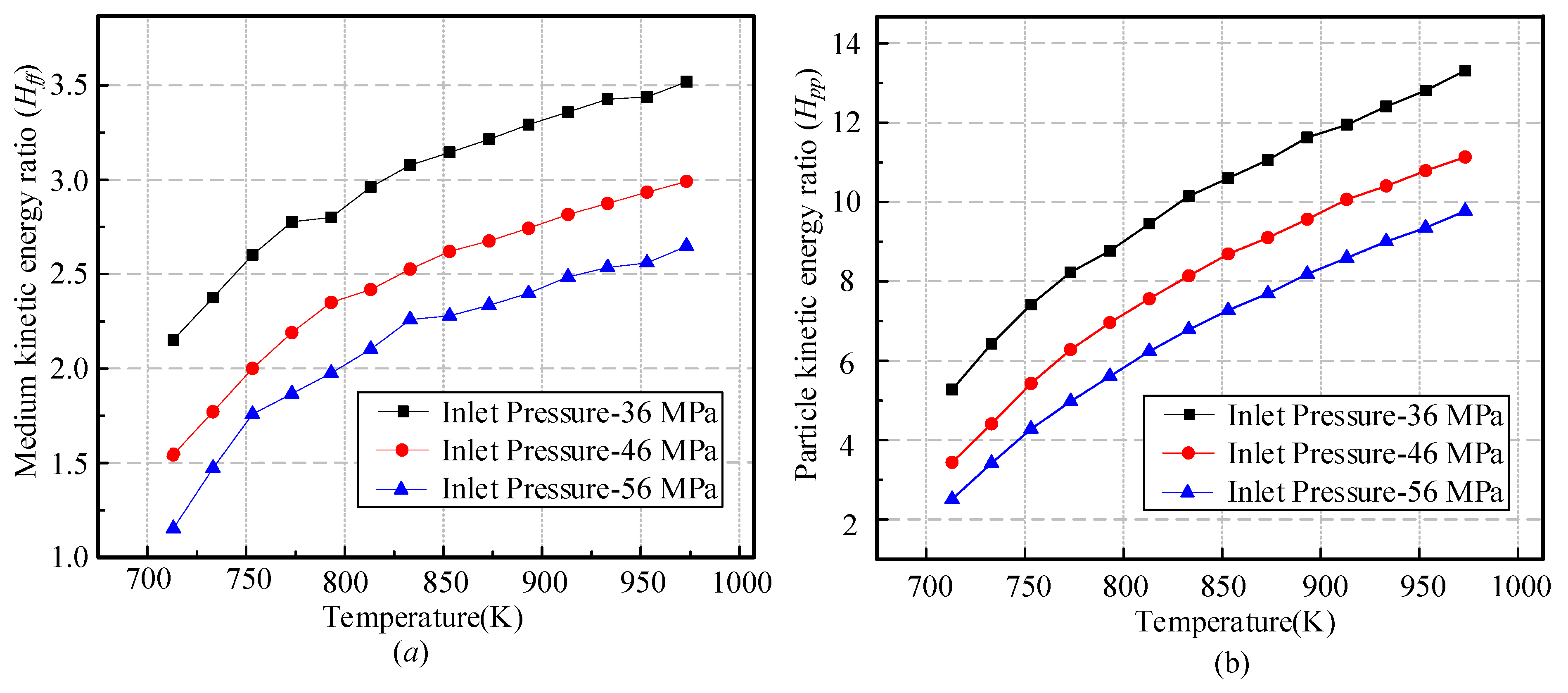
- At inlet pressures of 36, 46 and 56 MPa, the medium kinetic energy ratio and particle kinetic energy ratio increase with the water temperature significantly, because the input thermal energy increases.
- The increase in inlet pressure leads to a decrease in both the particle kinetic energy ratio and the medium kinetic energy ratio.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Nomenclature
| mscw | The mass flow rate of supercritical water, kg/s. |
| mscwp | The mass flow rate of abrasive particles in the supercritical suspended abrasive water jet, kg/s. |
| vscw | The velocity of supercritical water, m/s. |
| vscwp | The velocity of abrasive particles in the supercritical suspended abrasive water jet, m/s. |
| mwp | The mass flow rate of abrasive particles in the conventional suspended abrasive water jet, kg/s. |
| mw | The mass flow rate of room temperature water, kg/s. |
| vw | The velocity of room temperature water, m/s. |
| vwp | The velocity of abrasive particles in the conventional suspended abrasive water jet, m/s. |
| Hff | The medium kinetic energy ratio. |
| Hfp | The particle-medium velocity ratio. |
| Hpp | The particle kinetic energy ratio. |
| ρ | The fluid density, kg/m3. |
| ST | The dispersion term of viscosity. |
| kh | The thermal conductivity cofficient, W/(m × K). |
| μ | The dynamic viscosity, N × s/m2. |
| μt | The turbulent viscosity. |
| ui | The time-averaged velocity. |
| Gk | The production term of the turbulence kinetic energy. |
| up | The velocity of the abrasive particles, m/s. |
| uf | The velocity of the fluid, m/s. |
| ρp | The density of the abrasive particle, m/s. |
| ρf | The density of the fluid, m/s. |
| g | Gravity acceration, m/s2. |
| Re | Reynolds number. |
| CD | Drag coefficient. |
| k | The turbulence kinetic energy, m2/s2. |
| ε | The turbulent dissipation rate, W/m3. |
References
- Sun, J.; Gao, Y. Research on the Development of China’s Marine Economy. Reg. Econ. Rev. 2021, 1, 38–47. [Google Scholar]
- Liu, S.; Xie, R.; Tong, G.; Wu, Y.; Xu, G. Progress and prospect of deepwater well drilling and completion technique of CNOOC. Acta Pet. Sin. 2019, 40, 168–173. [Google Scholar]
- Li, Z.; Xie, R.; Wu, Y. Progress and prospect of CNOOC’s oil and gas well drilling and completion technologies. Nat. Gas Ind. 2021, 41, 178–185. [Google Scholar] [CrossRef]
- Fu, W.; Yan, T.; Zhu, Q.; Wang, W. Simulation Analysis and Experimental Research of Hydraulic Cutting Based on LSDYNA. Mach. Des. Manuf. 2024, 1–7. [Google Scholar] [CrossRef]
- Ma, Y.; Li, G.; Li, W.; Qu, L. Optimization and application of deep casing cutting methods. Clean. World 2022, 38, 36–38. [Google Scholar]
- Chen, J.; Wang, C.; Liu, G.; Liu, Z.; Luo, Q. Casing Cutting Technology through Abrasive Water Jet and Its Applications in Offshore Abandoned Wells. Pet. Drill. Technol. 2013, 41, 46–51. [Google Scholar]
- Chu, W.; Liu, L.; Zhang, X. Numerical Simulation Study on CBM Abandoning Well Casing Cutting by Ultra-high Pressure Premixed Abrasive Jet. Coal Mine Mach. 2019, 40, 34–37. [Google Scholar]
- Wang, R.; Li, L.; Zhou, W.; Li, H. Experiment and mathematical model of rotary cutting of casing with abrasive water jet. J. China Univ. Pet. 2010, 34, 56–61+66. [Google Scholar]
- Wang, M.; Zhang, C. Effect of abrasive blasting on the internal surface of L80-13Cr tubing and casing. Baosteel Technol. Res. 2022, 16, 36–41. [Google Scholar]
- Lv, L. Structural design of water jet window opening device for horizontal well casing. West-China Explor. Eng. 2022, 34, 80–82. [Google Scholar]
- Shoji, E.; Kikuchi, T.; Yamagiwa, K.; Kubo, M.; Tsukada, T.; Takami, S.; Sugimoto, K.; Ito, D.; Saito, Y. In-situ visualization of heavy oil behavior in supercritical water using neutron radiography-Science Direct. Chem. Eng. Sci. 2020, 17, 1–22. [Google Scholar]
- Marcus, Y. Some Advances in Supercritical Fluid Extraction for Fuels, Bio-Materials and Purification. Processes 2019, 7, 156. [Google Scholar] [CrossRef]
- Wei, N.; Xu, D.; Hao, B.; Guo, S.; Guo, Y.; Wang, S. Chemical reactions of organic compounds in supercritical water gasification and oxidation. Water Res. 2021, 190, 116634. [Google Scholar] [CrossRef]
- Nurcahyani, P.R.; Hashimoto, S.; Matsumura, Y. Supercritical water gasification of microalgae with and without oil extraction. J. Supercrit. Fluids 2020, 165, 25–41. [Google Scholar] [CrossRef]
- Zhang, L.; Chen, W.; Ding, C.; Fan, C. Removal mechanism of submerged air jet polishing considering the state of abrasive particles. Int. J. Adv. Manuf. Techol. 2022, 122, 4099–4114. [Google Scholar] [CrossRef]
- Fan, J.; Wang, C.; Wang, J. Modelling the erosion rate in micro abrasive air jet machining of glasses. Wear 2009, 266, 968–974. [Google Scholar] [CrossRef]
- Mei, L. Engineering Thermodynamics; Tsinghua University Press: Beijing, China, 2019; pp. 21–157. [Google Scholar]
- Kolle, J.J. Coiled Tubing Drilling with Supercritical Carbon Dioxide; SPE: Richardson, TX, USA, 2000; SPE 65534. [Google Scholar]
- Liu, X.; Liu, J.; Niu, H. Feasibility Study on Supercritical Carbon Dioxide Drilling Equipment. Appl. Mech. Mater. 2013, 318, 519–521. [Google Scholar] [CrossRef]
- Zheng, Y.; Zhang, Z.; Wang, Z.; Pang, M.; Ma, L.; Su, J. An Exploration of the Influence of Abrasive Water Jet Pressure on the Friction Signal Characteristics of Fixed Abrasive Lapping Quartz Glass Based on HHT. Micromachines 2023, 14, 891. [Google Scholar] [CrossRef]
- Xing, H. Supercritical Fluid Science and Technolog; China Petrochemical Press: Beijing, China, 2005; pp. 2–27. [Google Scholar]
- Wang, F. Computational Fluid Dynamics Analysis; Tsinghua University Press: Beijing, China, 2004; pp. 24–137. [Google Scholar]
- Cheng, Z.; Qin, S.; Fang, Z. Numerical Modeling and Experimental Study on the Material Removal Process Using Ultrasonic Vibration-Assisted Abrasive Water Jet. Front. Mater. 2022, 9, 77–89. [Google Scholar] [CrossRef]
- Brucato, A.; Montante, G.; Grisafi, F. Particle drag coefficients in turbulent fluids. Chem. Eng. Sci. 1998, 53, 3295–3314. [Google Scholar] [CrossRef]
- WANG, M.; WANG, R. Analysis of forces acting on abrasive particles in abrasive water jet. J. China Univ. Pet. 2006, 30, 47–49. [Google Scholar]
- XU, B.; YU, A. Numerical simulation of the gas-solid flow in a fluidized bed by combining discrete particle method with computational fluid dynamics. Chem. Eng. Sci. 1997, 52, 2785–2809. [Google Scholar] [CrossRef]
- Schuler, M.J.; Rothenfluh, T.; Stathopoulos, P.; Brkic, D.; Meier, T.; Rudolf von Rohr, P. Simulating supercritical water jets with a variable turbulent prandtl Number. Chem. Eng. Technol. 2014, 37, 1896–1902. [Google Scholar] [CrossRef]
- Adschiri, T. Plenary lecture “Supercritical Fluids Technology for Nanotechnolog” at the International Symposium on Supercritical Fluids. In Proceedings of the International Symposium on Supercritical Fluids, Miami, FL, USA; 2000. [Google Scholar]
- Hu, X.; Song, X.; Li, G. The calculation of Joule Thomson coefficient of supercritical water jet flow and the analysis on cooling effect in the process of throttling. Oil Drill. Prod. Technol. 2017, 39, 163–168. [Google Scholar]
- Wang, J.; Wang, Z.; Sun, B. Improved equation of CO2 Joule–Thomson coefficient. J. CO2 Util. 2017, 19, 296–307. [Google Scholar] [CrossRef]
- Augustine, C.R. Hydrothermal Spallation Drilling and Advanced Energy Conversion Technologies for Engineered Geothermal Systems. Ph. D. Thesis, Massachusetts Institute of Technology, Cambridge, MA, USA, 2009. [Google Scholar]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Value | Benchmark |
|---|---|---|
| Water temperature (K) | 673.15 to 973.15 with step of 20 | 773.15 |
| Inlet pressure (MPa) | 30 to 60 with step of 2 | 36 |
| Particle size (mm) | 0.10, 0.15, 0.20 | 0.15 |
| Abrasive density (kg/m3) | 2000, 4000, 6000 | 4000 |
| Temperature (K) | 673.15 | 698.15 | 723.15 | 748.15 | 773.15 | 798.15 |
| Experimental result (kg/m3) | 166.5 | 126.8 | 109.0 | 97.8 | 89.7 | 83.5 |
| Simulation result (kg/m3) | 169.68 | 129.75 | 112.51 | 99.59 | 91.06 | 84.3 |
| Error (%) | 1.91 | 2.33 | 3.22 | 1.83 | 1.52 | 0.96 |
| Medium | Density (kg/m3) | Viscosity (Pa-s) | Thermal Conductivity (W/(m × K)) | Enthalpy (kJ/kg) | Cp (J/kg-K) |
|---|---|---|---|---|---|
| Supercritical water | 151.26 | 3.38 × 10−5 | 13.35 × 10−2 | 2978.10 | 5237.2 |
| Room temperature water | 998.21 | 10.02 × 10−4 | 59.81 × 10−2 | 84.10 | 4183.7 |
| Medium | Jet Velocity (m/s) | Mass Flow Rate (kg/s) | Et-medium (J/s) | Et-particle (J/s) |
|---|---|---|---|---|
| Room temperature water | 137.7 | 0.093 | 882.05 | 6.46 × 10−5 |
| Supercritical water | 402.4 | 0.030 | 2449.91 | 5.32 × 10−4 |
| Increase (%) | +192.2 | −67.7% | +177.7 | +723.2 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, Z.; Wang, X.; Yao, S.; Wang, L.; Yun, F. CFD-Based Study on the Flow and Kinetic Energy Characteristics of a Supercritical Suspended Abrasive Water Jet in the Deep-Sea Environment. J. Mar. Sci. Eng. 2024, 12, 655. https://doi.org/10.3390/jmse12040655
Li Z, Wang X, Yao S, Wang L, Yun F. CFD-Based Study on the Flow and Kinetic Energy Characteristics of a Supercritical Suspended Abrasive Water Jet in the Deep-Sea Environment. Journal of Marine Science and Engineering. 2024; 12(4):655. https://doi.org/10.3390/jmse12040655
Chicago/Turabian StyleLi, Zhibo, Xiangyu Wang, Shaoming Yao, Liquan Wang, and Feihong Yun. 2024. "CFD-Based Study on the Flow and Kinetic Energy Characteristics of a Supercritical Suspended Abrasive Water Jet in the Deep-Sea Environment" Journal of Marine Science and Engineering 12, no. 4: 655. https://doi.org/10.3390/jmse12040655
APA StyleLi, Z., Wang, X., Yao, S., Wang, L., & Yun, F. (2024). CFD-Based Study on the Flow and Kinetic Energy Characteristics of a Supercritical Suspended Abrasive Water Jet in the Deep-Sea Environment. Journal of Marine Science and Engineering, 12(4), 655. https://doi.org/10.3390/jmse12040655