
Design of Diamond Bits Water Passage System and Simulation of Bottom Hole Fluid Are Applied to Seafloor Drill

Abstract
:1. Introduction
2. Bit Water Passage System Design
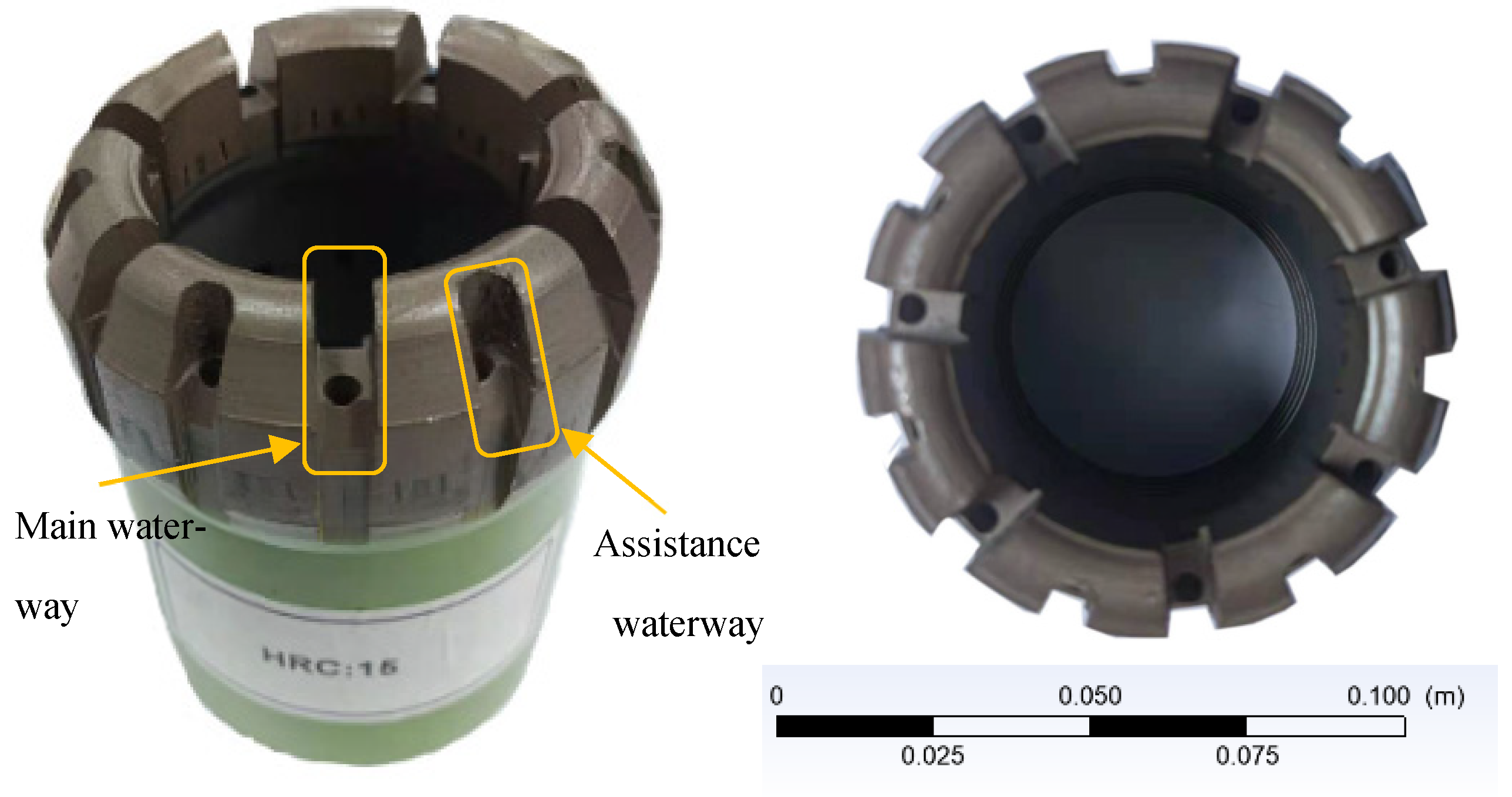
2.1. Bit Water Passage System Structure
2.2. Design Principle and Water Passage System Parameters of Bit
2.3. Calculation of Water Passage System Parameters
3. Effects of Bit Water Passage System Parameters on Flow Field at Hole Bottom
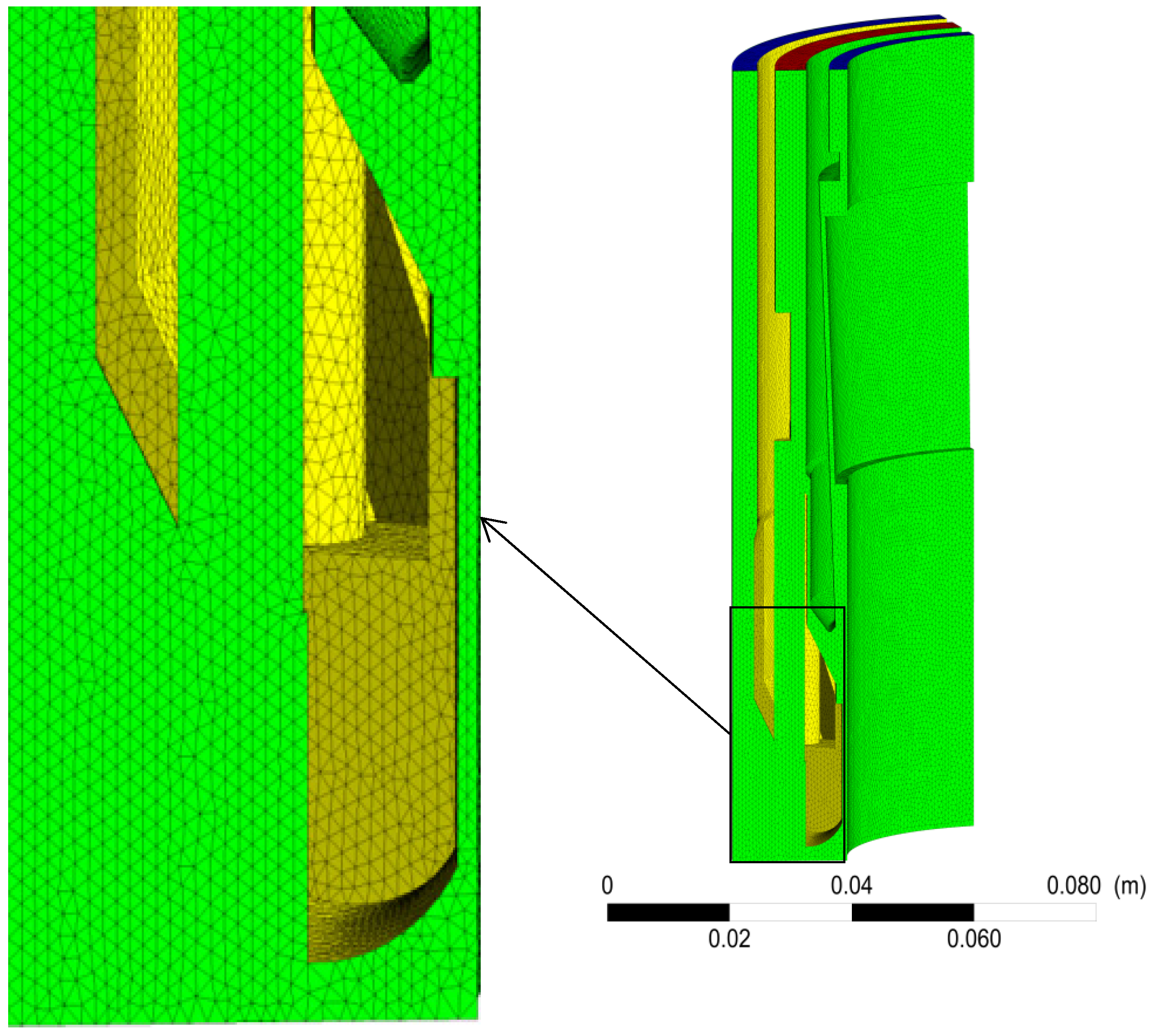
3.1. Bit Water Passage System Model
3.2. Simulation Parameters and Boundary Setting
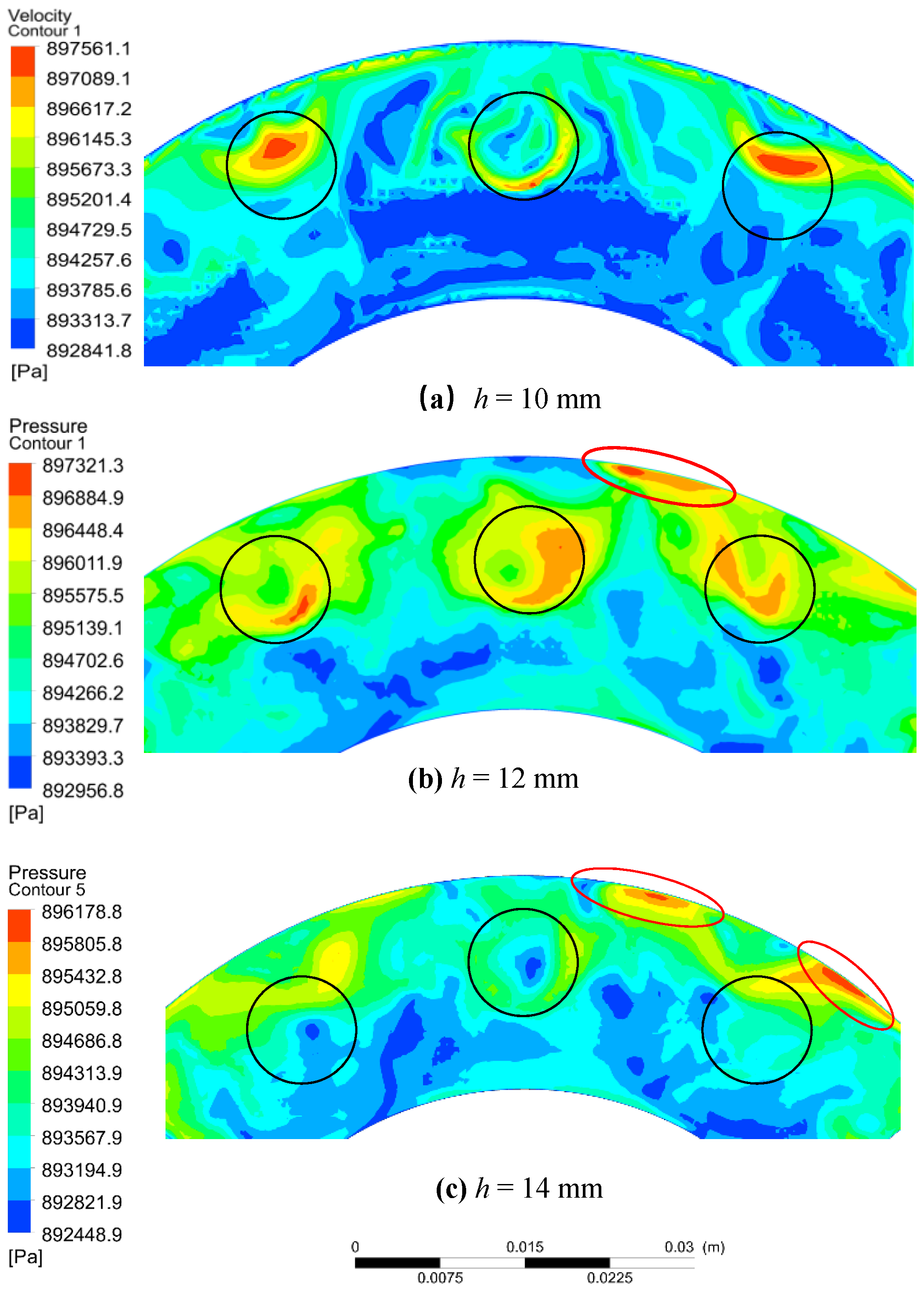
3.3. Effects of Waterway Height on Drilling Fluid Velocity at Bottom Crown of the Bit
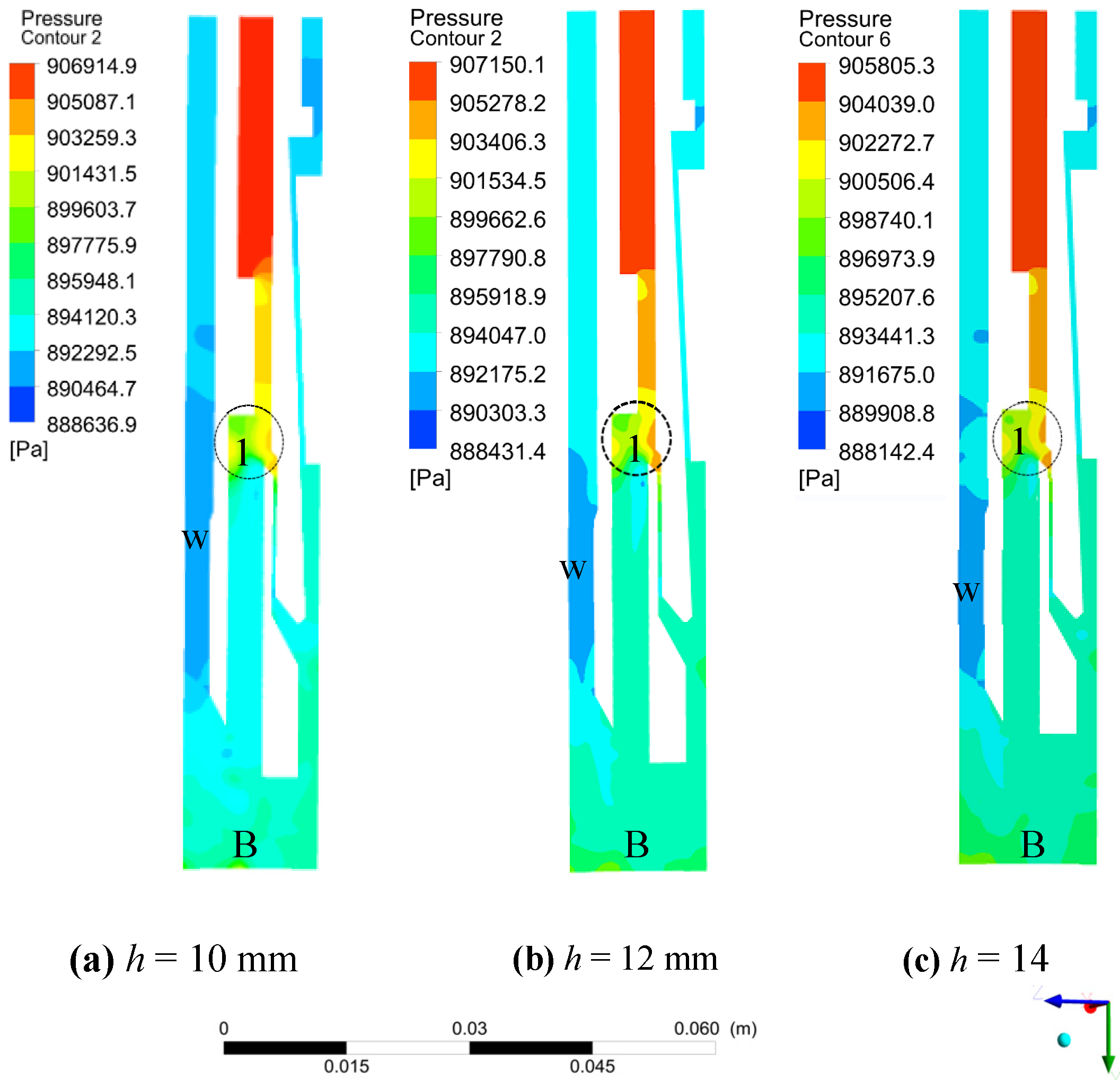
3.4. Effects of Waterway Height on Drilling Fluid Intensity of Pressure
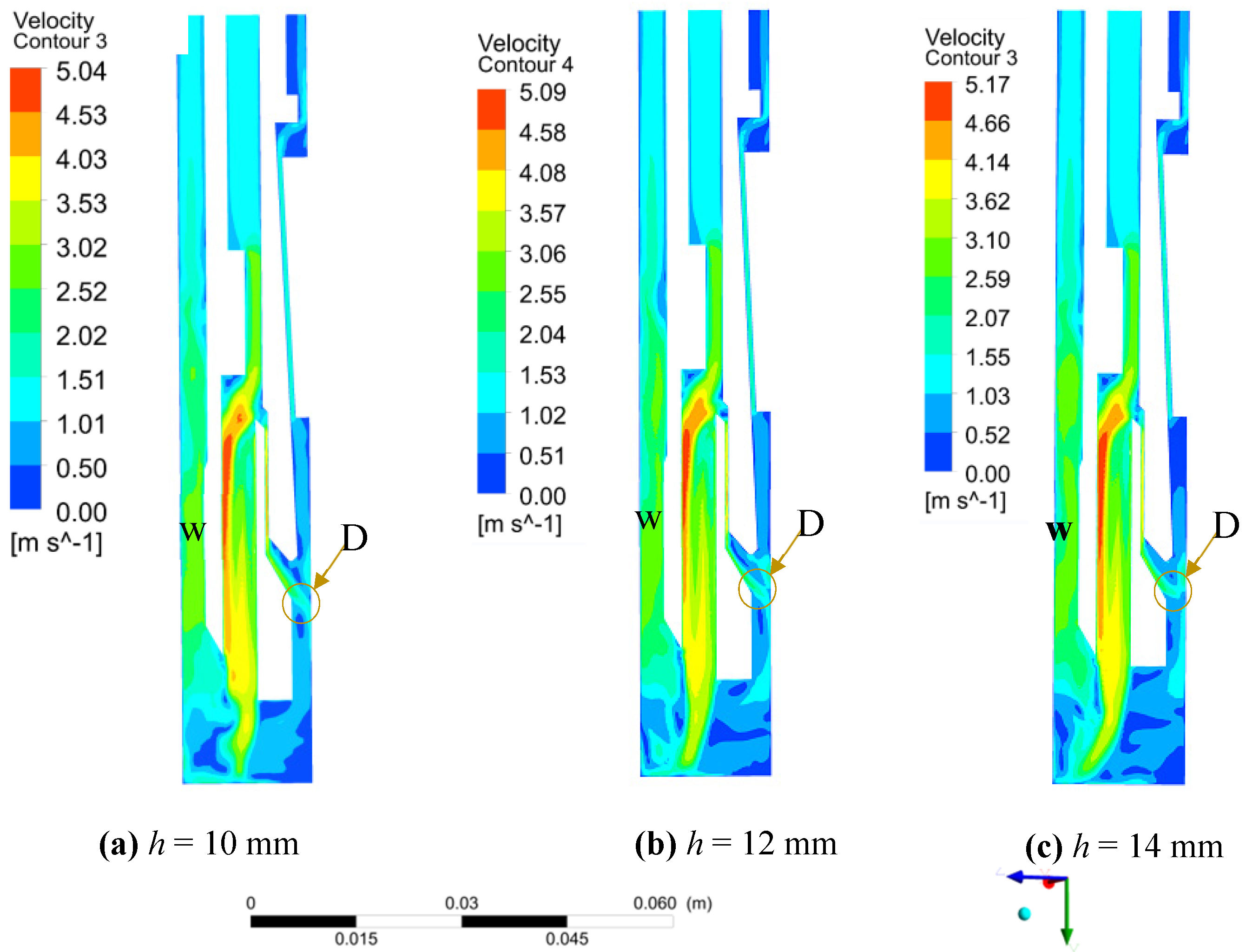
3.5. Effects of Waterway Height on Drilling Fluid Flow Velocity
4. Effects of Drilling Parameters on Bottom Hole Flow Field
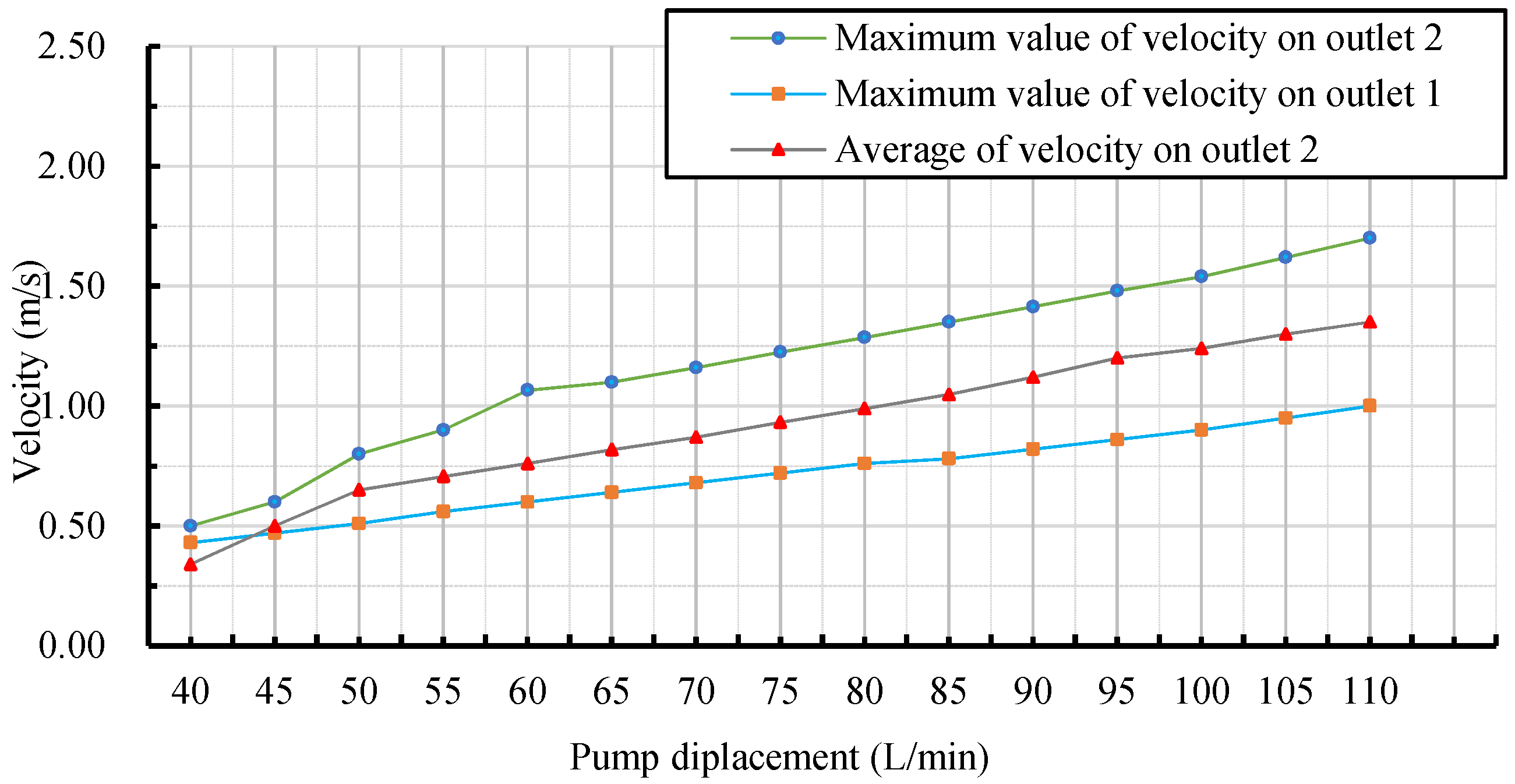
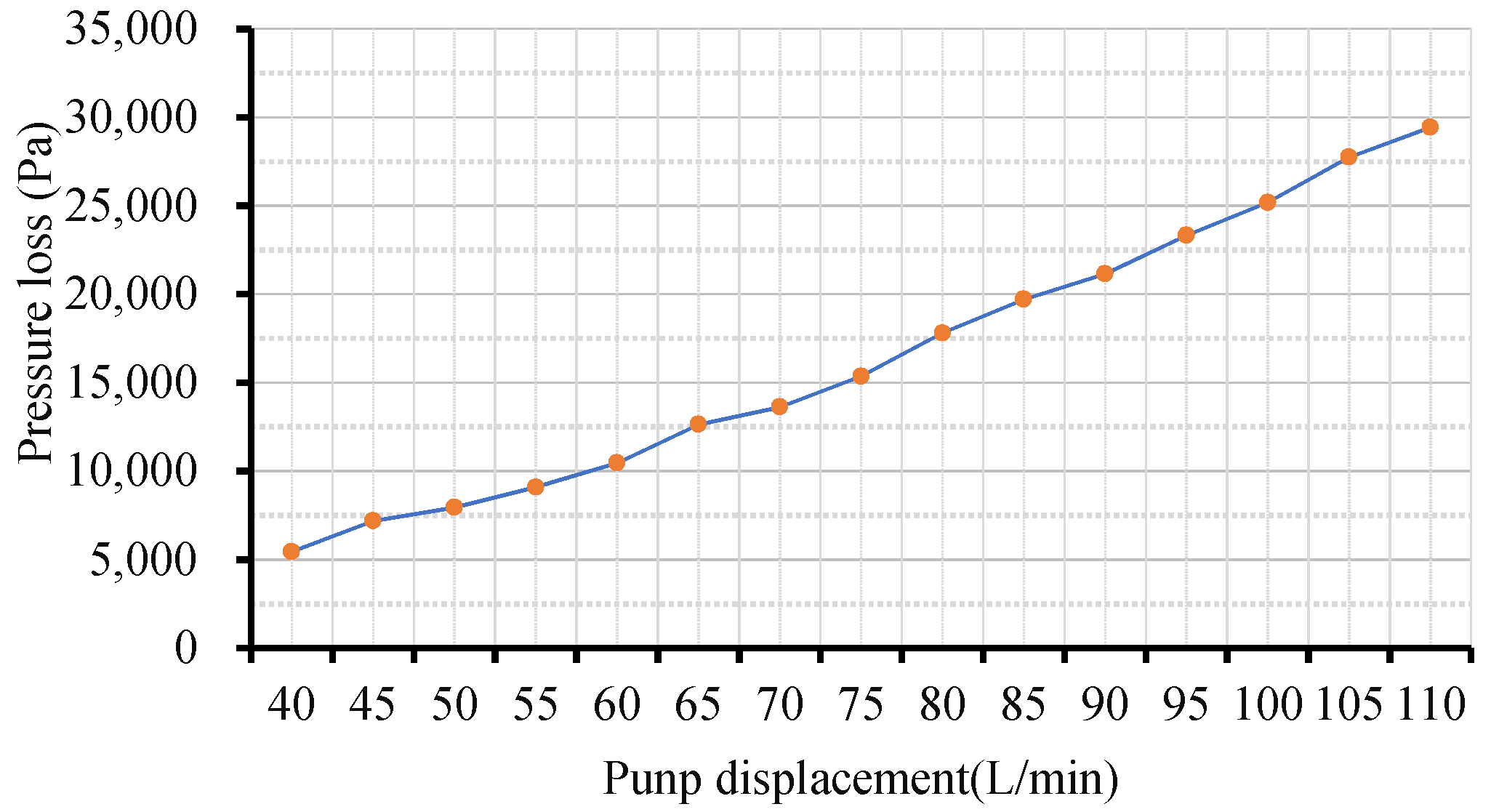
4.1. Effects of Pump Displacement on Flow Field at Hole Bottom
4.2. Effects of Pump Displacement on Core Surface Velocity
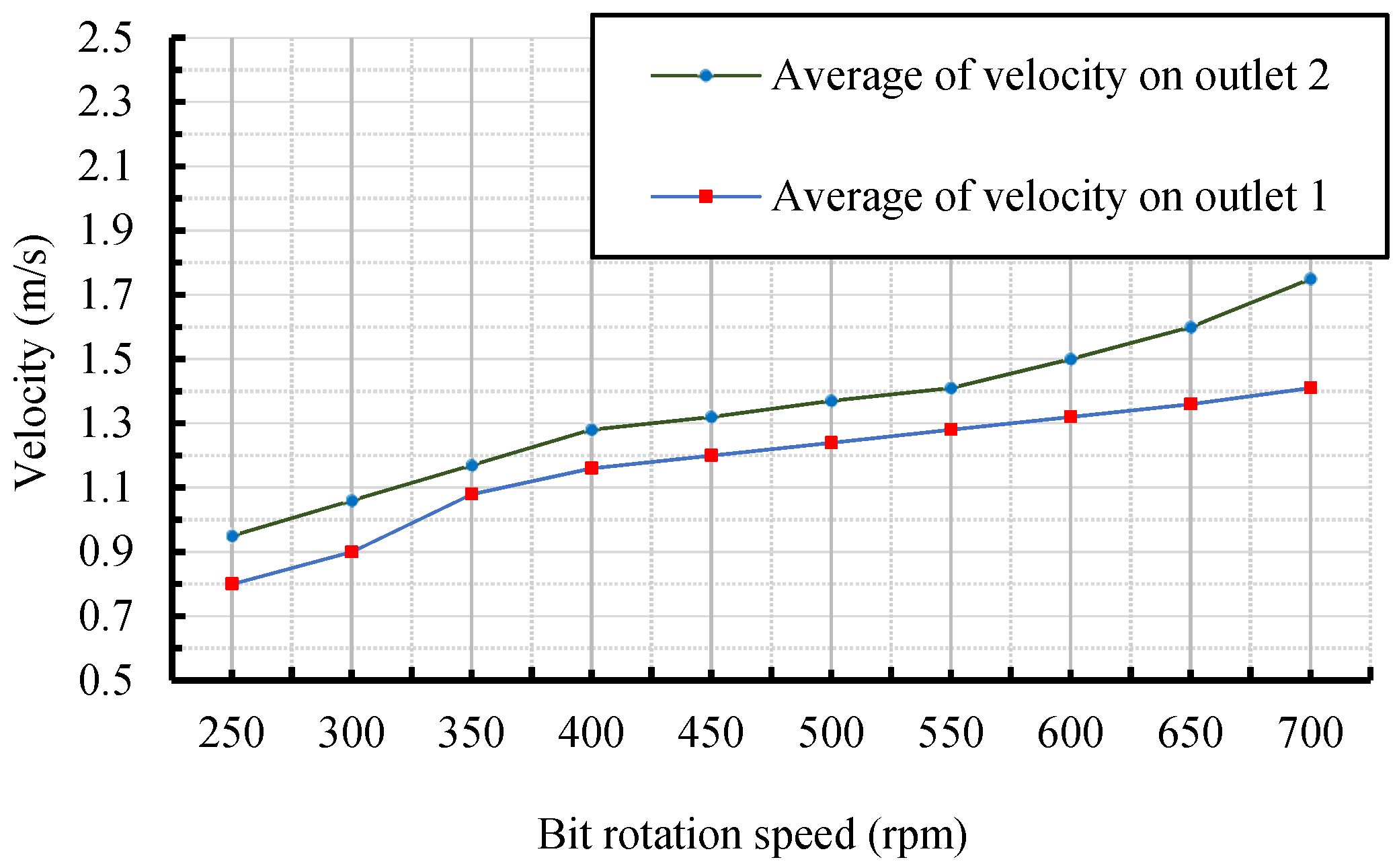
4.3. Effects of Bit Rotation Speed on Drilling Fluid Return Velocity
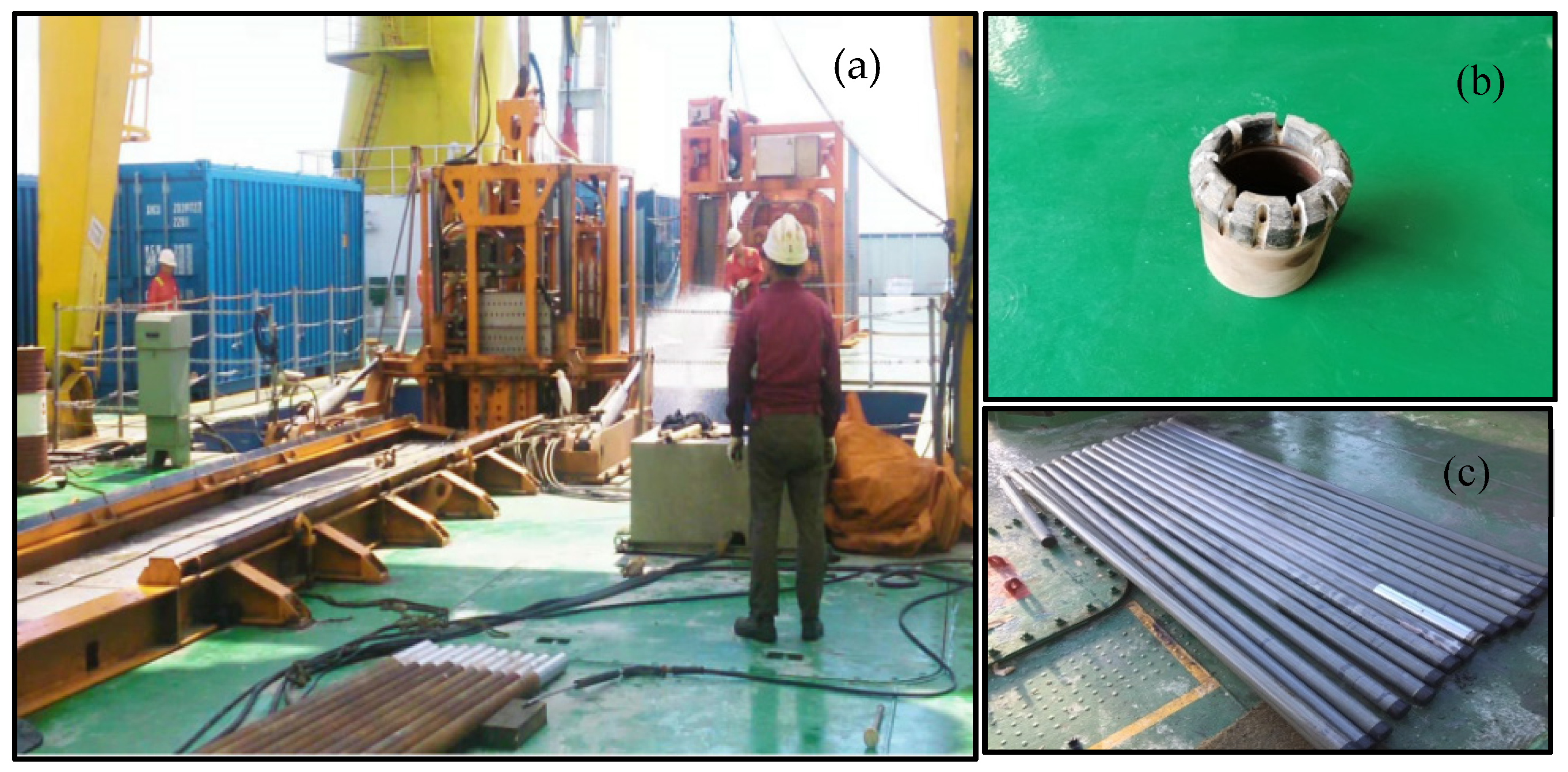
5. Field Application
6. Conclusions
- (1)
- Setting the optimization goal of the water passage system as the maximum projection area of the cutting tooth can improve the normal service life of the bit, as grinding length ratio can create lopsided wear between inner and outer diameters.
- (2)
- The flow field of drilling fluid at the hole bottom grows increasingly disordered as the bit waterway height increases, which drives down the efficiency of carrying cuttings and increases pressure loss at the hole bottom.
- (3)
- The optimal bit rotation speed is 250–400 rpm. When drilling in conventional formations, pump displacement control in the range of 50–80 L/min is optimal. When drilling in sediment formations, pump displacement control in the range of 50–65 L/min can reduce drilling fluid damage to the core.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Petersen, S.; Krätschell, A.; Augustin, N.; Jamieson, J.; Hein, J.R.; Hannington, M.D. News from the seabed–Geological characteristics and resource potential of deep-sea mineral resources. Mar. Policy 2016, 70, 175–187. [Google Scholar] [CrossRef]
- Lusty, P.A.J.; Gunn, A.G. Challenges to global mineral resource security and options for future supply. Geol. Soc. Lond. Spec. Publ. 2015, 393, 265–276. [Google Scholar] [CrossRef] [Green Version]
- Merey, Ş. Evaluation of drilling parameters in gas hydrate exploration wells. J. Pet. Sci. Eng. 2019, 172, 855–877. [Google Scholar] [CrossRef]
- Hanquan, Z.; Qi, C.; Buyan, W.; Baiwen, L.; Yongping, J.; Weiya, Z. Current research and development trends of seabed drill rig. J. Hunan Univ. Sci. Technol. Nat. Sci. Ed. 2016, 1, 1–7. [Google Scholar] [CrossRef]
- Sterk, R.; Stein, J.K. Seabed Mineral Deposits: An Overview of Sampling Techniques and Future Developments. In Proceedings of the Deep Sea Mining Summit, Aberdeen, Scotland, 9–10 February 2015; p. 29. [Google Scholar]
- Deshun, L.; Yongping, J.; Yanbu, W. Review and Development Trends of Deep-sea Mineral Resource Core Sampling Technology and Equipment. China Mech. Eng. 2014, 25, 3255–3265. [Google Scholar] [CrossRef]
- Millett, J.M.; Wilkins, A.D.; Campbell, E.; Hole, M.J.; Taylor, R.A.; Healy, D.; Blischke, A. The geology of offshore drilling through basalt sequences: Understanding operational complications to improve efficiency. Mar. Pet. Geol. 2016, 77, 1177–1192. [Google Scholar] [CrossRef]
- Freudenthal, T.; Wefer, G. Drilling cores on the sea floor with the remote-controlled sea floor drilling rig MeBo. Geosci. Instrum. Methods Data Syst. 2013, 2, 329–337. [Google Scholar] [CrossRef] [Green Version]
- Gohl, K.; Freudenthal, T.; Hillenbrand, C.D.; Klages, J.; Larter, R.; Bickert, T.; Science Team of Expedition PS104. MeBo70 seabed drilling on a polar continental shelf: Operational report and lessons from drilling in the Amundsen Sea Embayment of West Antarctica. Geochem. Geophys. Geosyst. 2017, 18, 4235–4250. [Google Scholar] [CrossRef]
- Abimbola, M.; Khan, F.; Khakzad, N. Dynamic safety risk analysis of offshore drilling. J. Loss Prev. Process Ind. 2014, 30, 74–85. [Google Scholar] [CrossRef]
- Adedigba, S.A.; Oloruntobi, O.; Khan, F.; Butt, S. Data-driven dynamic risk analysis of offshore drilling operations. J. Pet. Sci. Eng. 2018, 165, 444–452. [Google Scholar] [CrossRef]
- He, S.; Peng, Y.; Jin, Y.; Wan, B.; Liu, G. Review and Analysis of Key Techniques in Marine Sediment Sampling. Chin. J. Mech. Eng. 2020, 33, 1–17. [Google Scholar] [CrossRef]
- Wang, J.L.; Zhang, S.H. A new diamond bit for extra-hard, compact and nonabrasive rock formation. J. Cent. South Univ. 2015, 22, 1456–1462. [Google Scholar] [CrossRef]
- Chen, Y.; Liu, Z.Y.; Duan, L.C. Simulation on hydraulic performance of two kinds of coring diamond bits with different crown. Adv. Mater. Res. 2012, 497, 350–355. [Google Scholar] [CrossRef]
- Sun, R.; Wang, C. Development of Multi-stage High Matrix Diamond Coring Bit. Procedia Eng. 2014, 73, 78–83. [Google Scholar] [CrossRef] [Green Version]
- Pearce, C.A.; Rupp, M.D.; Lambert, C.M.; Longyear TM Inc. Patent Issued for Drill Bits Having Flushing and Systems for Using Same. U.S. Patent USPTO 9279292, 8 March 2016. [Google Scholar]
- Tan, S.; Fang, X.; Yang, K.; Duan, L. A new composite impregnated diamond bit for extra-hard, compact, and nonabrasive rock formation. Int. J. Refract. Met. Hard Mater. 2014, 43, 186–192. [Google Scholar] [CrossRef]
- Sun, Q.B.; Shen, L.N.; Yang, G.S.; Tian, G.L.; Ruan, H.L.; Chen, X. Design and numerical simulation of multi-layer bit with extra-high matrix. Coal Geol. Explor. 2020, 48, 225–230. [Google Scholar] [CrossRef]
- Gant, A.J.; Konyashin, I.; Ries, B.; McKie, A.; Nilen, R.W.N.; Pickles, J. Wear mechanisms of diamond-containing hardmetals in comparison with diamond-based materials. Int. J. Refract. Met. Hard Mater. 2018, 71, 106–114. [Google Scholar] [CrossRef]
- Tan, S.C.; Duan, L.C.; Gou, X.D.; Yang, K.H. Influential factor analysis for lopsided wear of hot-pressed impregnated diamond bit. Mater. Sci. Eng. Powder Metall. 2013, 18, 609–614. Avilable online: http://en.cnki.com.cn/Article_en/CJFDTOTAL-FMGC201304024.htm (accessed on 29 September 2021).
- Cumming, J.D.; Wicklund, A.P. Diamond Drilling Hand Book; Metallurgical Industry Press: Beijing, China, 1983; pp. 122–155. [Google Scholar]
- Hildebrandt, A.B. Diamond Drill Bit. U.S. Patent US3314490A, 18 April 1967. [Google Scholar]
- Bridges, S.; Robinson, L. A Practical Handbook for Drilling Fluids Processing; Gulf Professional Publishing: Houston, TX, USA, 2020. [Google Scholar] [CrossRef]
- Feng, F.; Wan, B.Y.; Huang, X.J. Structure design and optimization of coring bit for soft sea bottom. J. Mach. Des. 2016, 33, 21–26. [Google Scholar] [CrossRef]
- Zheng, M.Z.; Li, S.J.; Yao, Z.; Zhang, A.D.; Xu, D.P.; Zhou, J.F. Core discing characteristics and mitigation approach by a novel developed drill bit in deep rocks. J. Cent. South Univ. 2020, 27, 2822–2833. [Google Scholar] [CrossRef]
- Xu, J.; Sheikh, A.H.; Xu, C. 3-D Finite element modelling of diamond pull-out failure in impregnated diamond bits. Diam. Relat. Mater. 2017, 71, 1–12. [Google Scholar] [CrossRef]
- Franca, L.F.P.; Mostofi, M.; Richard, T. Interface laws for impregnated diamond tools for a given state of wear. Int. J. Rock Mech. Min. Sci. 2015, 73, 184–193. [Google Scholar] [CrossRef]
- Liu, Z.Y.; Duan, L.C.; Zhang, Q. Simulation on hydraulic performance of two kinds of diamond core bit with different crown. Diam. Abras. Eng. 2011, 31, 43–46. [Google Scholar] [CrossRef]
- Ren, Y.G.; Yang, L.; Liu, Y.J.; Liu, B.H.; Yu, K.B.; Zhang, J.H. Experimental Research on the Process Parameters of a Novel Low-Load Drill Bit Used for 7000 m Bedrock Sampling Base on Manned Submersible. J. Mar. Sci. Eng. 2021, 9, 682. [Google Scholar] [CrossRef]
- Sun, W.C.; Gao, H.; Tan, S.C.; Wang, Z.M.; Duan, L.C. Wear detection of WC-Cu based impregnated diamond bit matrix based on SEM image and deep learning. Int. J. Refract. Met. Hard Mater. 2021, 98, 105530. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Nozzle Quantity 2n | Main Nozzle Radius r1 (mm) | Width of Main Waterway b1 (mm) | Assistant Nozzle Radius r2 (mm) | Width of Assistant Waterway b1 (mm) | Smin (r1, r2) | lk |
|---|---|---|---|---|---|---|
| 10 | 3.0 | 8.0 | 3.0 | 8.0 | 0.24 | 1.43 |
| 12 | 2.7 | 7.4 | 2.7 | 7.4 | 0.27 | 1.42 |
| 14 | 2.5 | 7.0 | 2.5 | 7.0 | 0.29 | 1.39 |
| 16 | 2.3 | 6.6 | 2.3 | 6.6 | 0.32 | 1.38 |
| 18 | 2.2 | 6.4 | 2.2 | 6.4 | 0.35 | 1.36 |
| Velocity Field | Pump Displacement x (L/min) | Equation y (m/s) | R-Square |
|---|---|---|---|
| Maximum value of velocity on outlet 2 | 40 ≤ x ≤ 60 | y = 0.028 x − 0.57 | 0.986 |
| 60 < x ≤ 110 | y = 0.013 x + 0.24 | 0.997 | |
| Average of velocity on outlet 2 | 40 ≤ x ≤ 60 | y = 0.025 x − 0.64 | 0.943 |
| 60 < x ≤ 110 | y = 0.012 x + 0.022 | 0.997 | |
| Maximum value of velocity on outlet 1 | 40 ≤ x ≤ 110 | y = 0.008 x + 0.12 | 0.997 |
| Velocity Field | Pump Displacement x (L/min) | Equation y (m/s) | R-Square |
|---|---|---|---|
| Average velocity of core surface | 40 ≤ x ≤ 50 | y = 0.045 x − 1.34 | 0.988 |
| 50 < x ≤ 90 | y = 0.018 x + 0.097 | 0.998 | |
| 90 < x ≤ 110 | y = 0.408 x − 1.884 | 0.999 | |
| Maximum velocity of core surface | 40 ≤ x ≤ 50 | y = 0.037 x − 0.75 | 0.943 |
| 50 < x ≤ 90 | y = 0.028 x − 0.32 | 0.991 | |
| 90 < x ≤ 110 | y = 0.05 x − 2.26 | 0.989 |
| Velocity Field | Bit Rotation Speed x (rpm) | Equation y (m/s) | R-Square |
|---|---|---|---|
| Average of velocity on outlet 2 | 250 ≤ x ≤ 400 | y = 0.0022 x + 0.4 | 1 |
| 400 < x ≤ 700 | y = 0.0016 x + 0.53 | 0.933 | |
| Average of velocity on outlet 1 | 250 ≤ x ≤ 400 | y = 0.0025 x + 0.166 | 0.968 |
| 400 < x ≤ 700 | y = 0.0008 x + 0.825 | 0.998 |
| Bit Size (mm) | Matrix Hardness (HRC) | Diamond Concentration (vol%) | Diamond Size (mesh) |
|---|---|---|---|
| 96/62 | 15 | 55% | 30/35 |
| Station Number | Drilling Depth (m) | Average Drilling Efficiency (m/h) | Coring Recovery Rate (%) |
|---|---|---|---|
| 1 | 62.5 | 2.8 | 86.5 |
| 2 | 62.5 | 3.1 | 87.6 |
| 3 | 62.5 | 3.4 | 83.2 |
| 4 | 62.5 | 2.9 | 90.4 |
| 5 | 62.5 | 3.3 | 85.4 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, J.; Qian, D.; Sun, Y.; Peng, F. Design of Diamond Bits Water Passage System and Simulation of Bottom Hole Fluid Are Applied to Seafloor Drill. J. Mar. Sci. Eng. 2021, 9, 1100. https://doi.org/10.3390/jmse9101100
Wang J, Qian D, Sun Y, Peng F. Design of Diamond Bits Water Passage System and Simulation of Bottom Hole Fluid Are Applied to Seafloor Drill. Journal of Marine Science and Engineering. 2021; 9(10):1100. https://doi.org/10.3390/jmse9101100
Chicago/Turabian StyleWang, Jialiang, Dilei Qian, Yang Sun, and Fenfei Peng. 2021. "Design of Diamond Bits Water Passage System and Simulation of Bottom Hole Fluid Are Applied to Seafloor Drill" Journal of Marine Science and Engineering 9, no. 10: 1100. https://doi.org/10.3390/jmse9101100
APA StyleWang, J., Qian, D., Sun, Y., & Peng, F. (2021). Design of Diamond Bits Water Passage System and Simulation of Bottom Hole Fluid Are Applied to Seafloor Drill. Journal of Marine Science and Engineering, 9(10), 1100. https://doi.org/10.3390/jmse9101100