1. Introduction
With the development of economic globalization, maritime transportation plays an important role in economic and social development [
1]. The development of maritime transportation greatly increases the emission of carbon dioxide (CO
2), which is a major greenhouse gas [
2]. CO
2 emissions from maritime transportation represent around 3% of total annual anthropogenic greenhouse gas emissions [
3]. The maritime sector is facing the serious challenge of significantly reducing its carbon emissions [
4,
5,
6]. Global warming and climate change concerns have triggered global efforts to explore the carbon dioxide emissions reduction potentials and measures in the shipping industry. Alongside hull design, economy of scale, energy-saving devices, low carbon fuels and renewables, CO
2 capture and storage (CCS) technology, as a promising option to achieve significant reduction in CO
2 emissions, has received increasing attention over the past decade [
7,
8,
9]. Despite developing other low-carbon shipping technologies, the application of CCS on board ships is considered an effective way to reduce CO
2 emissions.
CCS technology is currently mainly applied in power plants and industrial processes. As shown in
Figure 1, there are three major approaches for CCS: post-combustion, pre-combustion and oxy-fuel combustion [
10,
11,
12]. The pre-combustion method is to remove carbon before the fossil is burned. This method is technically difficult and expensive, and requires large equipment on the ship. The post-combustion capture method captures carbon dioxide from the flue gas through chemical adsorption or liquefaction storage. However, the waste gas treatment device occupies a large space, affecting the cargo capacity of the ships. Furthermore, it is difficult and unsafe to store large amounts of carbon dioxide in the form of gas or liquid on ships. As such, oxy-fuel combustion is one promising technologies which has the potential to achieve a zero CO
2 emission [
13,
14,
15,
16]. In the oxy-fuel combustion technology, it is not air but pure oxygen that is used for the combustion of fossil fuels. Therefore, in theory, only water and carbon dioxide are produced after the combustion of fossil fuels, and high-purity carbon dioxide can be easily captured from the flue gas.
Figure 2 shows a schematic diagram of an oxy-fuel combustion system. Moreover, oxy-fuel combustion technology is adequate for any existing or newly built ship type [
3]. At present, there are few practical applications of oxy-fuel combustion technology on ships, and most of the related research is still at the basic research stage.
Oxy-fuel combustion has the following advantages: (1) up to 95% CO
2 concentration in the dry flue gas; (2) improved boiler efficiency; (3) reduced power consumption in flue gas treatment because of the small amount of flue gas involved; (4) reduced ship NO
x and SO
2 emissions [
17,
18]. In oxy-fuel combustion, the energy-intensive air separation unit needs to provide a large amount of pure oxygen, which will increase costs [
19]. For reducing the cost of oxygen production for oxy-fuel combustion, a new process for producing pure O
2 or O
2/CO
2 gas streams by a perovskite-type oxygen carrier was proposed for oxy-fuel combustion technology [
20]. Besides, replacing air with pure O
2 or O
2/CO
2 gas streams for combustion will greatly reduce NO
x and SO
2 emissions. Using two parallel fixed bed reactors with cobalt-based oxygen carriers, Zhang et al. continuously produced oxygen-rich CO
2 streams with oxygen concentrations in excess of 20% (21.7% by volume of oxygen in the air) [
21].
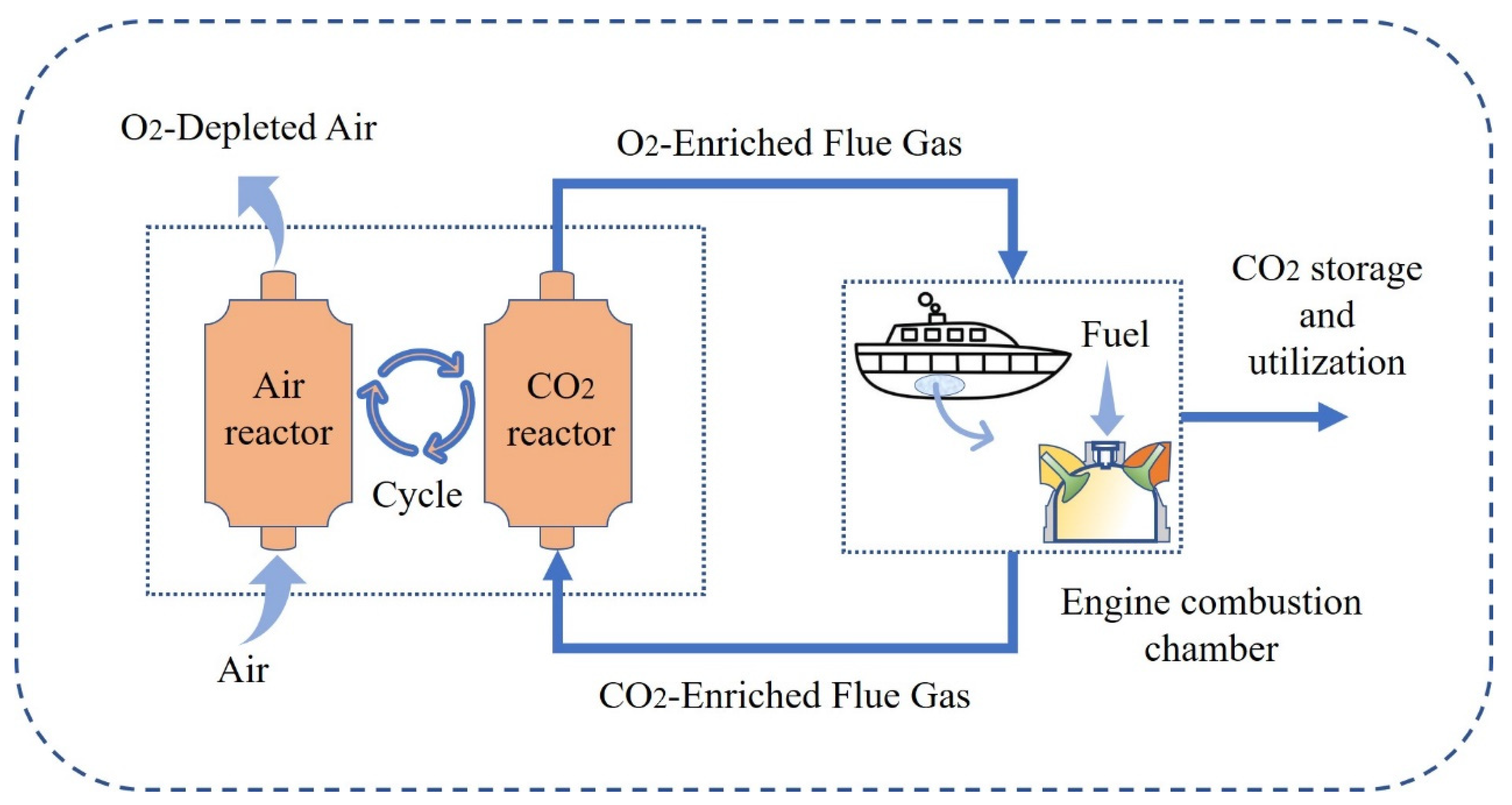
Figure 3 shows the system of producing an oxygen-enriched CO
2 stream by a perovskite-type oxygen carrier for diesel engines: (1) In the adsorption process step, air is used as a feed gas to saturate the perovskite oxygen carrier with oxygen; (2) in the desorption process step, carbon dioxide is used as a sweep gas to desorb O
2 from the perovskite, producing an O
2-enriched CO
2 flue gas stream; (3) the air is replaced by a stream of oxygen-enriched CO
2 which enters the combustion chamber of the engine to support combustion. There are some similar experimental studies. For example, Perez et al. carried out an experimental study on diesel combustion using simulated recirculated exhaust gas [
22]. They found that the addition of CO
2 reduced the average combustion temperature, and oxygen-enriched conditions improved the combustion process of internal combustion engines under O
2-enriched conditions. This cyclic process of oxygen adsorption and desorption is reversible. According to our previous study [
23], a generalized description of the overall reaction stoichiometry in the reactor can be written as follows:
The general formula of perovskites is ABO
3−δ, where A-cations are located on the edge of the crystal structure and play a major role in stabilization, and B-cations are located in the center of structure and mainly affect the catalytic activity because of their variable valence states [
24,
25,
26,
27]. Due to the excellent reactivity and oxygen mobility of perovskites, these compounds have attracted considerable attention [
28]. Perovskite-type oxides ABO
3 can be customized to create various catalysts by changing the A- or the B-site metal ion. A series of fundamental studies on synergistic effects of A/B-site elements were studied from our group [
16,
17,
29]. Zheng et al. found that SrCo
1−xFe
xO
3−δ has fine oxygen desorption performance [
17]. Besides, in order to explore how dopant affects functional properties, they investigated the surface morphology, phase and crystal structure of SrCo
1-xFe
xO
3−δ through XRD, BET, etc. Our previous study found that BaCoO
3−δ exhibited an excellent oxygen desorption performance. Shen et al. prepared perovskite materials of Ba–Sr–Co–Fe oxides by the microwave-assisted EDTA method (MWA-EDTA) [
16]. They studied the effect of its surface morphology and element composition on oxygen desorption performance in detail through a variety of characterization methods. Yi et al. presented a systematic investigation on the influence of B-site cation composition on the performance of BaCo
1−x−yFe
xNb
yO
3−δ perovskite [
29]. The results of these studies showed that Ba-Co-based perovskites have extraordinary ability to accommodate oxygen vacancies. Generally, the synthesis method has a greater impact on the properties of the material. Shen et al. proposed a novelty process and an optimization study on the synthesis of the BaCoO
3−δ perovskite powders using the microwave-assisted EDTA method. This study determined the optimal process parameters to prepare BaCoO
3−δ perovskite by the microwave-assisted EDTA method [
30].
However, there is limited literature about B-site doping on Ba-Co-based perovskite as an oxygen carrier and applying it to oxy-fuel combustion technology. The development of a perovskite-type oxygen carrier with excellent oxygen adsorption/desorption performance and stable performance is the key to its actual production. In summary, Ba-Co-based perovskite BaCo0.8B0.2O3−δ (B=Ce, Al, Fe, Cu) doped with B-position cobalt base was selected as the candidate in this paper. The purpose of this paper is to develop Ba-Co-based perovskite powders with good oxygen-enriched CO2 gas production performance as a potential oxygen carrier. In addition, optimal operating conditions of oxygen adsorption/desorption performance of Ba-Co-based perovskites were studied in detail through fixed bed experiments, which will provide a reference for a marine exhaust CO2 capture application.
3. Results and Discussion
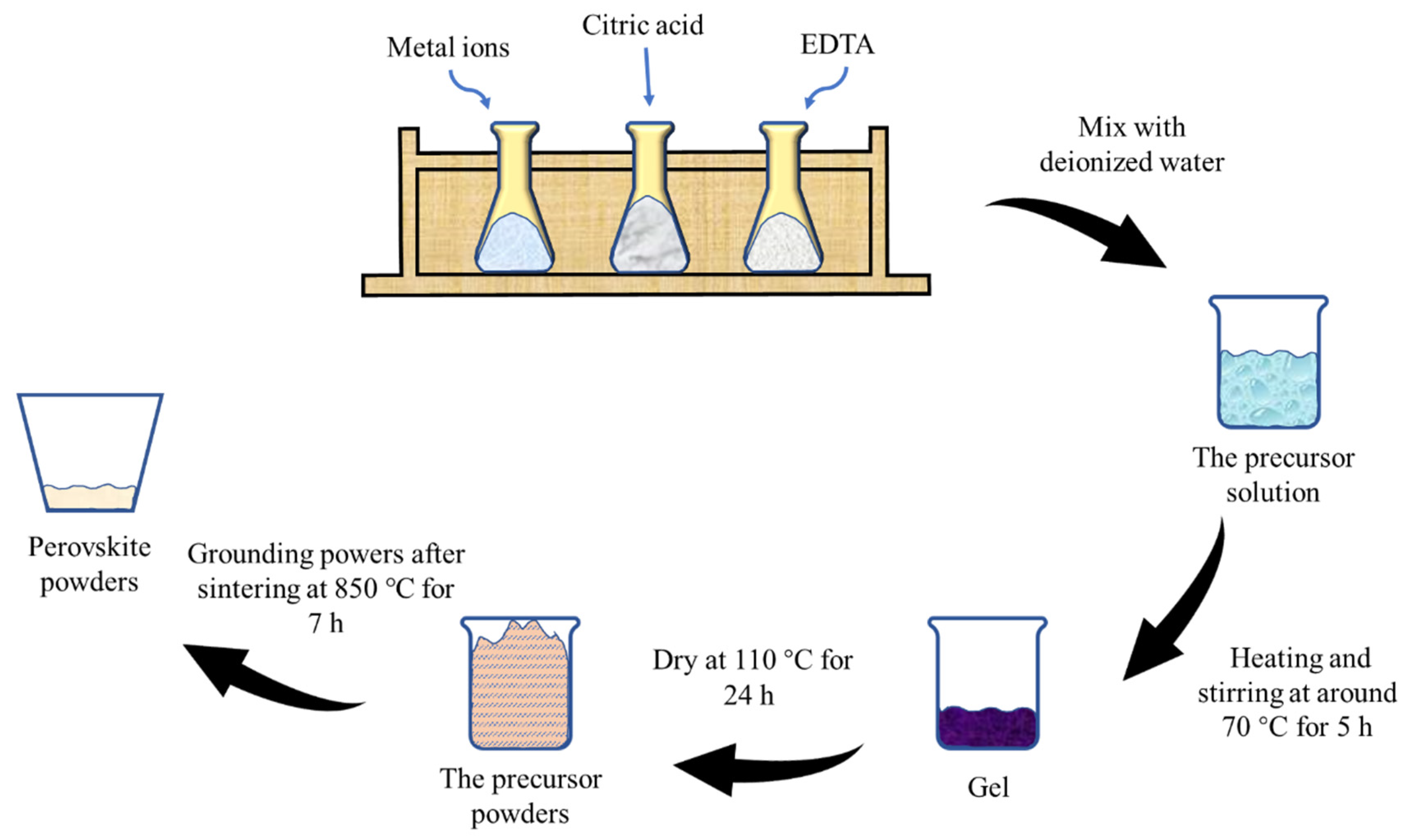
In this paper, four types of B-site doped cobalt-based perovskites were prepared using the sol-gel method: BaCo
0.8Al
0.2O
3−δ, BaCo
0.8Cu
0.2O
3−δ, BaCo
0.8Fe
0.2O
3−δ, and BaCo
0.8Ce
0.2O
3−δ, and the results of the fixed bed test are shown in
Figure 6 (the adsorption/desorption temperatures are both 850 °C, the gas volume flow rate is 200 mL/min, the partial pressure of CO
2 is 100%, and the adsorption time is 30 min). As shown in
Figure 6, the order of oxygen desorption amount was as follows: BaCo
0.8Ce
0.2O
3−δ > BaCo
0.8Al
0.2O
3−δ > BaCo
0.8Fe
0.2O
3−δ > BaCo
0.8Cu
0.2O
3−δ. The oxygen production amount of BaCo
0.8Ce
0.2O
3−δ was the largest. This may be related to the large ion radius of Ce. B-site elements usually have a major influence on the properties of perovskite materials. Among Ce, Al, Fe, and Cu, the largest ionic radius of the B-site element was Ce (1.48 Å). The bigger ionic radius of Ce resulted in the increase of lattice volume and led the contribution to oxygen ions transition in the crystal. The desorption process of BaCo
0.8Ce
0.2O
3−δ and BaCo
0.8Al
0.2O
3−δ was similar, and their reaction rates were faster. The oxygen production of BaCo
0.8Ce
0.2O
3−δ was 101.07 mg and that of BaCo
0.8Al
0.2O
3−δ was 99.98 mg, which are very close. Considering the lower cost of Al raw materials and faster response rate, here, BaCo
0.8Al
0.2O
3−δ was selected as the candidate for further research. Besides, B-site substitution affects the surface adsorption activity, which also affects oxygen desorption performance. Shen et al. found that substitution a Fe ion in SrCo
0.8Fe
0.2O
3−δ with Cu reduced the oxygen desorption amount [
23].
3.1. XRD and EDS Analysis
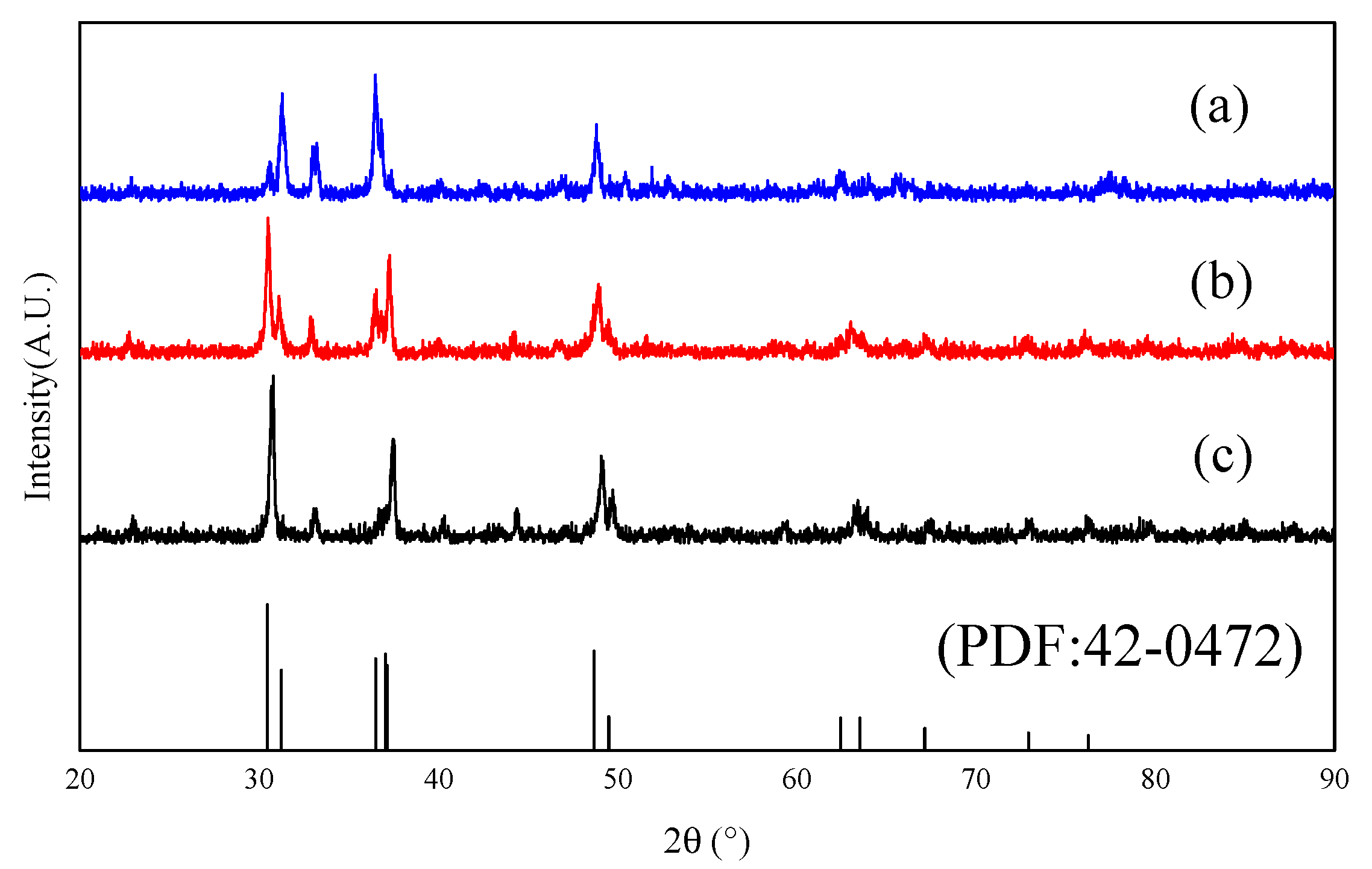
Figure 7 shows the XRD patterns of BaCo
0.8Al
0.2O
3−δ powders. XRD characterization showed that the perovskite structure of the perovskite powder synthesized by the ethylenediaminetetraacetic acid (EDTA)–citrate complex gel method was indeed formed. As shown in
Figure 7, the strong peaks occurred at 30.5°, 31.3°, 36.5°, 37.0°, 37.2°, 48.7°, 49.5°, 62.5°, 63.5°, 67.2°, 73.0°, and 76.3° corresponds to the crystal plane of (201), (121), (022), (220), (030), (231), (203), (420), (214), (340), (413), and (324) of BaCoO
2.63 (JCPDS No.42-0472). With the increase of the number of oxygen desorption cycles, the diffraction peak of the sample almost did not change, which meant that the crystal structure of the synthesized sample was relatively stable. It can be seen from
Figure 7 that the perovskite structure of the sample can still be maintained after one oxygen desorption process and 10 cycles of oxygen desorption, which also indicates that the BaCo
0.8Al
0.2O
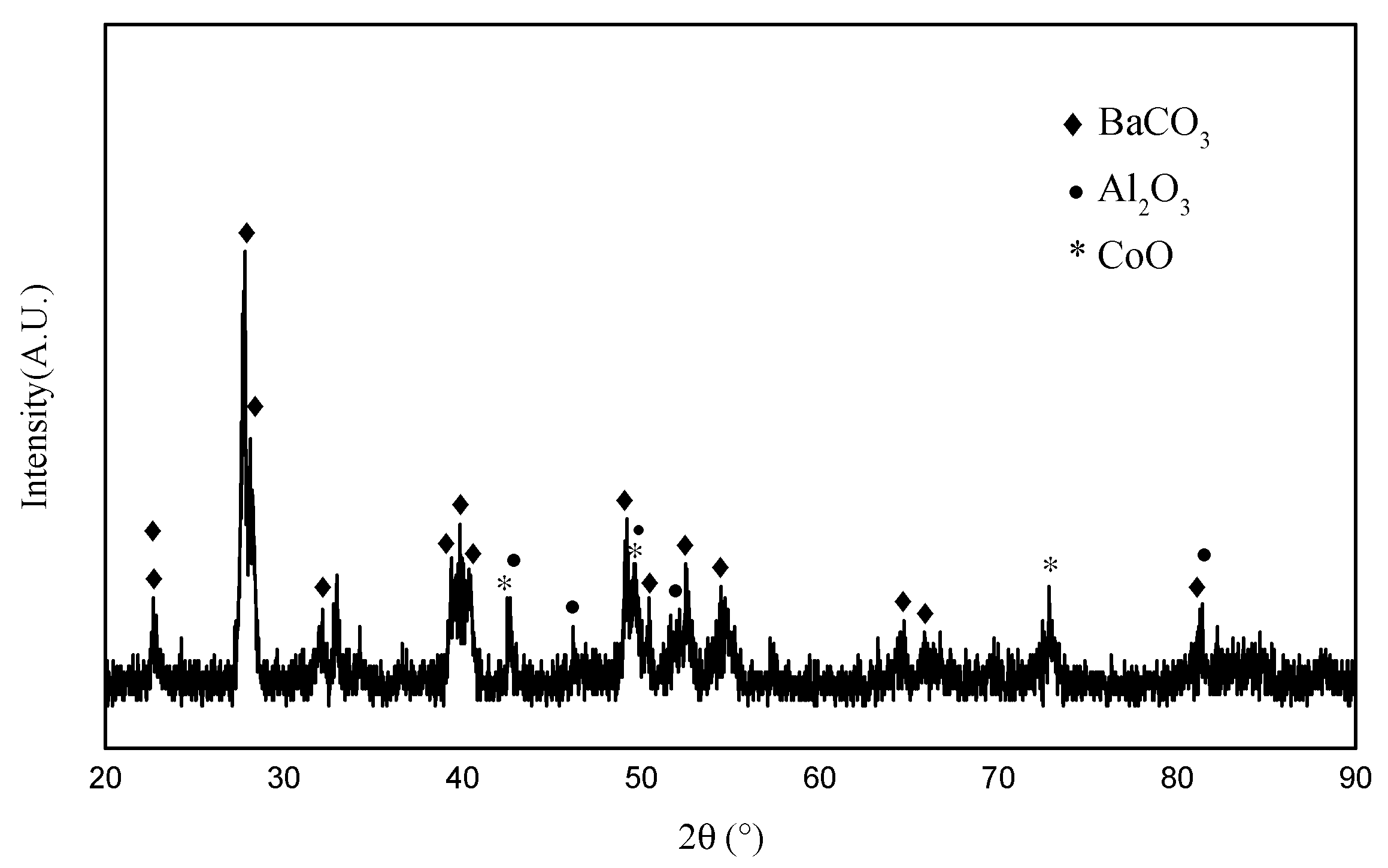
3−δ powders exhibits good cyclic stability. In addition,
Figure 8 shows the XRD pattern of the solid products after the BaCo
0.8Al
0.2O
3−δ carbonization reaction, and the main characteristic peaks of barium carbonate can be observed.
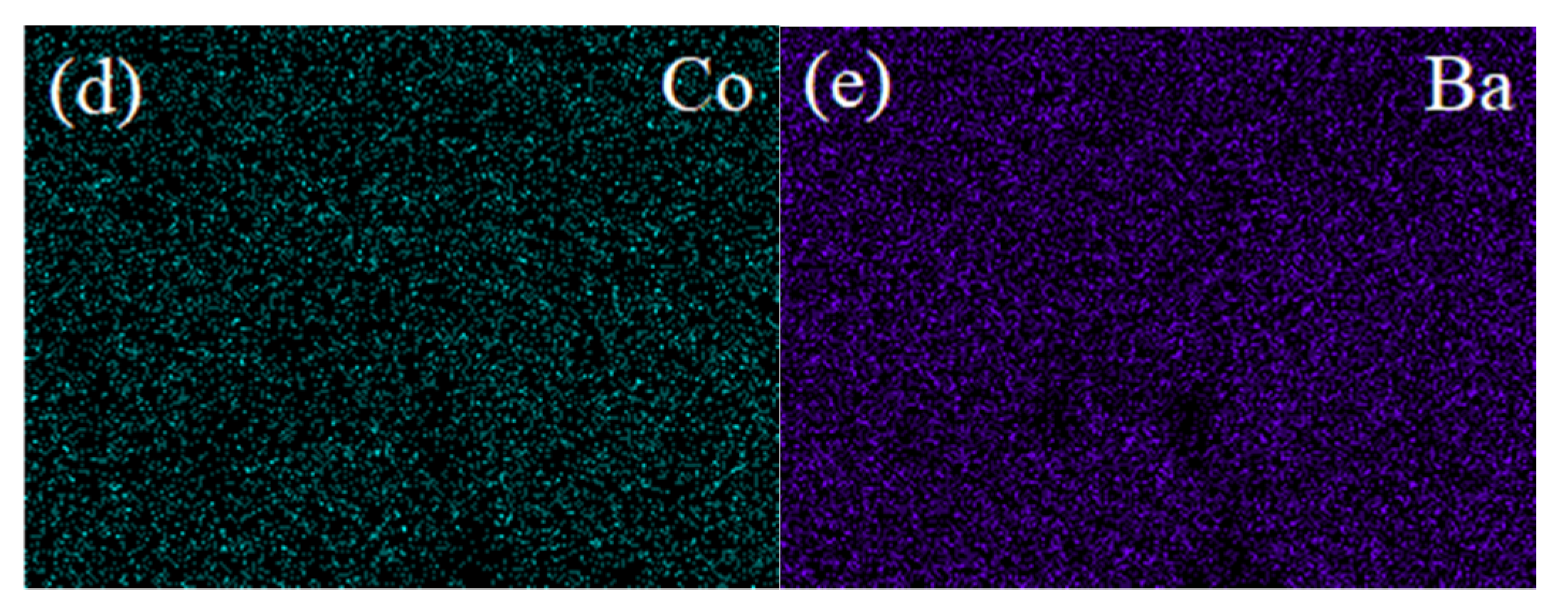
Through EDS analysis, it was confirmed that all elements in the catalyst were: Ba, Co, Al, and O. The selected area of SEM-EDS mapping is shown in
Figure 9a, and the element distribution of the synthesized material is shown in
Figure 9b–e. It can be seen that the main Ba, Co, Al, and O elements were consistent with the element composition of BaCo
0.8Al
0.2O
3−δ. These elements were evenly distributed on the sample, and their distribution area corresponded to the shape of the sample in
Figure 9a. The elemental composition of the synthesized catalyst was determined in
Table 1 by SEM-EDS. It can be seen from
Table 1 that the Ba/Co/Al ratio of the catalyst is close to 1:0.8:0.2 and the value is 1:0.8:0.26. According to the results of XRD and EDS, the BaCo
0.8Al
0.2O
3−δ perovskite powder was successfully synthesized.
3.2. Effect of the Adsorption Temperature on Oxygen Desorption Performance
In the following chapters, we studied the effect of operating parameters on the oxygen production performance of BaCo0.8Al0.2O3−δ.
According to the previous results of our group [
16], the adsorption temperature and desorption temperature have the greatest impact on the performance of the oxygen carrier.
Figure 10a shows the oxygen adsorption performance of BaCo
0.8Al
0.2O
3−δ at different adsorption temperatures from 700 °C to 900 °C and
Figure 10b shows the oxygen production amount of BaCo
0.8Al
0.2O
3−δ at different adsorption temperatures of 700 °C, 800 °C, 850 °C and 900 °C, respectively (the desorption temperature is 850 °C, the partial pressure of CO
2 is 100%, the adsorption time is 30 min, and the CO
2 volume flow rate is 200 mL·min
−1). BaCo
0.8Al
0.2O
3−δ showed no significant effect when the temperature was raised from 800 °C to 850 °C, but at 900 °C the lowest oxygen production of 85.5 mg was recorded. BaCo
0.8Al
0.2O
3−δ had maximum oxygen production at 850 °C, but the oxygen production decreased as the temperature increased from 850 °C to 900 °C. This might be because the carbonation reaction between CO
2 and perovskite needs a higher temperature, but too high of a temperature will lead to perovskite sintering, which will affect the oxygen desorption performance. It is clear that 850 °C was the ideal adsorption temperature in this condition.
3.3. Effect of the Desorption Temperature on Oxygen Desorption Performance
From
Figure 11a, it can be observed that there are obvious differences in the desorption process at different desorption temperatures. The response at 850 °C is the fastest, the oxygen concentration that can be reached is the highest, and the desorption time is the longest. That is, the oxygen quality produced by BaCo
0.8Al
0.2O
3−δ is the best when the desorption temperature is 850 °C. The oxygen production amount of BaCo
0.8Al
0.2O
3−δ at different desorption temperatures of 700 °C, 800 °C, 850 °C, and 900 °C is shown in
Figure 11b. BaCo
0.8Al
0.2O
3−δ showed a maximum oxygen production of 99.5 mg at 850 °C followed by 59.11 mg, 66.01 mg and 72.13 mg at 750 °C, 800 °C, and 900 °C, respectively (the adsorption temperature is 850 °C, the partial pressure of CO
2 is 100%, the adsorption time is 30 min, and its CO
2 volume flow rate is 200 mL·min
−1). As shown in
Figure 11b, the oxygen production at 850 °C is nearly double that at 750 °C, 800 °C, and 900 °C. The low temperature effect is not good because a low temperature cannot provide enough activation energy and too high of a temperature will cause sintering, which will result in the degradation of oxygen carrier performance.
3.4. Effect of the CO2 Volume Flow Rates on Oxygen Desorption Performance
For the CO
2 volume flow rates experiments, the optimal conditions that were found remain unchanged (the adsorption/desorption temperature are both 850 °C, the adsorption time is 30 min, and the partial pressure is 100%).
Figure 12a shows the desorption performance of BaCo
0.8Al
0.2O
3−δ is significantly different in the CO
2 inlet volume flow rates range of 50–300 mL/min. The experimental results show that the volume flow rate of carbon dioxide has a significant effect on the reaction rate of the oxygen carrier desorption process. As the carbon dioxide purge rate increases, the response speed of the oxygen desorption process also increases significantly. This may be due to the fact that carbon dioxide can contact more perovskite surface area in a short time when the carbon dioxide purging speed increases. The oxygen production amount of BaCo
0.8Al
0.2O
3−δ at different CO
2 volumetric flow rates is shown in
Figure 12b.
Figure 12b shows that the oxygen production amount of BaCo
0.8Al
0.2O
3−δ is the highest when the volume flow rate is 50 mL/min, but the desorption process is as long as 40 min. This is not a good choice for industrial applications. The oxygen production amount of BaCo
0.8Al
0.2O
3−δ is the lowest when the CO
2 volume flow rate is 300 mL/min. Compared with 100 mL/min, the 200 mL/min desorption process takes less time, only about 10 min, and the oxygen production is 6.7% more. This result is obvious that the comprehensive performance of oxygen desorption is the best when the purge rate is 200 mL/min.
3.5. Effect of the CO2 Partial Pressures on Oxygen Desorption Performance
Here, the CO
2 partial pressures will affect the performance of the oxygen carrier. The effect of CO
2 partial pressures (the CO
2 partial pressures is 20%, 50%, 80%, 100%) on the reduction reaction of BaCo
0.8Al
0.2O
3−δ was investigated in fixed bed (the adsorption/desorption temperatures are both 850 °C, the adsorption time is 30 min, and its CO
2 volume flow rate is 200 mL·min
−1). The partial pressure of carbon dioxide has an important influence on the carbonation reaction of perovskite and CO
2. The performance of BaCo
0.8Al
0.2O
3−δ with time of desorption process can be seen in
Figure 13a.
Figure 13b shows the O
2 production amount of BaCo
0.8Al
0.2O
3−δ at different CO
2 partial pressures of 20%, 50%, 80% and 100%, respectively. It indicates that the O
2 production amount decreases as the CO
2 partial pressures become higher, and the oxygen concentration can be maintained at a higher level for a longer time during the entire desorption process. Therefore, the higher the partial pressure of carbon dioxide, the better the quality of the O
2-enriched stream produced. As the number of cycles increases, the partial pressure of CO
2 in the flue gas will increase when real flue gas is used as purge gas during the oxygen desorption process.
3.6. Effect of the Adsorption Time on Oxygen Desorption Performance
The oxygen adsorption time has a great influence on actual production activities. The shorter the adsorption time, the less fixed bed equipment is needed to provide the required concentration. Therefore, it is necessary to determine the optimal oxygen adsorption time. Take the oxygen adsorption time (10 min, 20 min, 30 min, 40 min) as the experimental variable and do four fixed bed tests, respectively (the adsorption/desorption temperatures are both 850 °C, CO
2 volume flow rate is 200 mL·min
−1, and partial pressure is 100%). From
Figure 14, it can be seen that the response speed and time of O
2 desorption process does not show an apparent decrease with an increasing of time. When the adsorption time is too long, the porosity of the material will decrease, thus affecting the oxygen desorption performance [
30]. As shown in
Figure 14, the O
2 adsorption in CO
2 atmosphere was quantified as mass variation. It can be observed that 30 min is the best choice for laboratory tests because the time is shorter and the O
2 desorption performance is the best; however, in real production activities, this paper argues that 10 min should be selected as the actual adsorption time because it only takes a third of the time and the oxygen production amount is only reduced by 6% compared to the adsorption time of 30 min.
3.7. Cycle Behavior of the Oxygen Carrier
Since the oxygen carrier is used repeatedly in actual production activities, the cycle adsorption/desorption performance of the oxygen carrier is especially important in practical applications. Through the above experiments, the optimal adsorption/desorption temperature, CO
2 purge rate, CO
2 partial pressure, and adsorption time of the BaCo
0.8Al
0.2O
3−δ oxygen carrier were determined for the fixed bed experiments. The stability experiment of the adsorption/desorption behavior of the oxygen carrier was carried out.
Figure 15 and
Figure 16 show that the oxygen desorption process for each cycle is essentially the same. As shown in
Figure 15, it can be seen that oxygen production amount declines a little with the time of cycle. It decreased by 14.5% after 5 cycles and decreased by 18.6% after 10 cycles. The reason is because the oxygen carrier is sintered after multiple cycles and the impurities on the surface increase, which reduces the specific surface area of the oxygen carrier and the number of oxygen vacancies. Obviously, the BaCo
0.8Al
0.2O
3−δ oxygen carrier exhibits the good cyclic reactivity and stability and can enable it to provide stable O
2/CO
2 cyclic steam for oxy-fuel combustion.
Currently, the most efficient diesel engine still wastes about 50% of its energy. This energy is lost to the atmosphere in the form of waste heat along with the exhaust gas. As shown in
Table 2 below, the temperature range of ship engine waste heat can match the operating temperature of the perovskite adsorbent [
31], which provides potential for the marine application of this technology.
3.8. SEM Characteristics
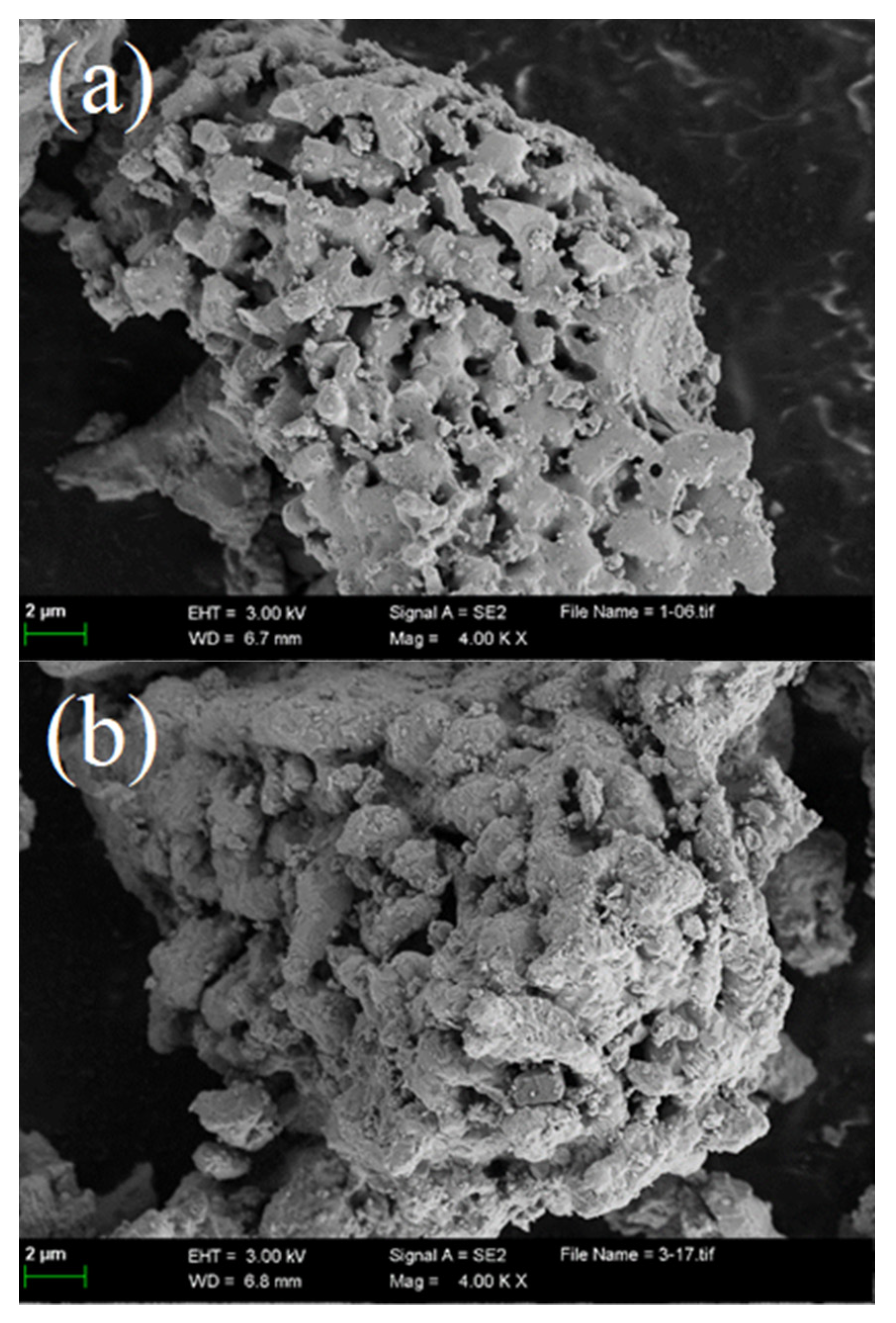
Observe the surface morphology and size of the oxygen carrier before and after adsorbing oxygen by scanning electron microscope (SEM). As shown in
Figure 17a at a magnification of 4000, the fresh sample has a porous structure, and it can be observed that a lot of pores around 0.3–1.5 μm in size are distributed inside the sample particles. The porous surface of this structure contributes to the rapid chemical reaction rate during carbonation [
17].
Figure 17b shows the sample after desorption. The pores on the surface of the particles become smaller or disappear, the particles become fuller, and the surface is covered with impurities. The fixed bed cyclic test shows that the oxygen production amount of the second cycle is 7.5% lower than that of the first cycle, indicating that the disappearance of micropores and the coverage of impurities lead to a decrease in oxygen release performance.
Figure 17c shows the sample after the fixed bed cycle test. Compared with
Figure 17a, the small pores inside the particles are reduced and the covered impurities are further increased. This corroborates the results shown in
Figure 15. As seen in
Figure 17d, a uniform size is not obtained after grinding at magnification of 500, and the particle size distribution is in the range of 4–45 μm.

























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}